注塑机基本参数表20080528
注塑工艺参数标准设定一览表(上中下集)
常用塑料的注塑工艺参数(上集)总共十七项,分上中下三集,这是上集一、高密度聚乙烯(HDPE)料筒温度喂料区 30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(210℃)区3 220~300℃(230℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~60℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa(1800bar)保压压力收缩程度较高,需要长时间对制品进行保压,尺寸精度是关键因素,约为注射压力的30%~60%背压5~20MPa(50~200bar);背压太低的地方易造成制品重量和色散不均注射速度对薄壁包装容器需要高注射速度,中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前就完成塑化过程就可以;螺杆的扭矩要求为低计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆直径预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率 1.2~2.5%;容易扭曲;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;横截面面积相对小,对薄截面制品已足够机器停工时段无需用其它材料进行专门的清洗工作;PE耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀二、聚丙烯(PP)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(220℃)区3 220~300℃(240℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~70℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa(1800bar)保压压力避免制品产生缩壁,需要很长时间对制品进行保压(约为循环时间的30%);约为注射压力的30%~60%背压5~20MPa(50~200bar)注射速度对薄壁包装容器需要高的注射速度(带蓄能器);中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前完成塑化过程就可以计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率 1.2~2.5%;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口或多点浇口;加热式热流道,保温式热流道,内浇套;浇口位置在制品最厚点,否则易发生大的缩水机器停工时段无需用其它材料进行专门的清洗工作;PP耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀三、聚苯乙烯(PS)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(210℃)区3 220~300℃(230℃)区4 220~300℃(230℃)区5 220~300℃(230℃)喷嘴220~300℃(230℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度15~50℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar)保压压力注射压力的30%~60%;相对较短的保压时间背压5~10MPa(50~100bar);在背压太低的地方,熔料中易产生气泡(制品中有灰黑纹路)注射速度普遍较快,多级注射以制品形状为依据;对薄壁的包装容器应该尽可能快,必要时使用蓄能器螺杆转速高螺杆转速(最大线速度为1.3m/s)是允许的;但为取得好的效果,塑化过程应该缓慢同冷却时间一样计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率0.3%~0.6%浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;相对较小的横截面为足够机器停工时段无需用其它材料进行专门的清洗工作;PS耐温升料筒设备标准螺杆,直通喷嘴,止逆阀四、聚氯乙烯-未增塑(PVC-U)料筒温度喂料区30~50℃(50℃)区1 140~160℃(150℃)区2 165~180℃(170℃)区3 180~210℃(190℃)区4 180~210℃(200℃)区5 180~210℃(200℃)喷嘴180~210℃(200℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度210~220℃料筒恒温120℃模具温度30~60℃注射压力80~160MPa(800~1600bar)保压压力不可设置太高,注射压力的40~60%,以模件和浇口为依据背压鉴于它的热敏感性,正确设置背压是很关键的;螺杆转动摩擦产生的热量(关闭热量输入控制)比从料筒加热圈产生的热量更好;背压不超过30MPa(300bar)注射速度不要设置太高并小心物料产生剪切效应;制品易产生变性或锐边的地方,应绝对需要多级注射速度螺杆转速使用允许的最低设置,最大速度折合线速度为0.2m/s;如果必要,延迟塑化以确保在冷却时间长的情况下,计量操作在低螺杆转速时能在冷却时间结束前完成;需要高扭矩并保持均匀计量行程 1.0~3.5D残料量应较小:1~5mm,取决于计量行程和螺杆直径;螺杆在安装料筒时确保最小配合预烘干如果贮藏条件不好,在70℃的温度下烘干1h就可回收率允许在材料没有热分解的状态下再生利用收缩率0.5%~0.7%浇口系统直浇口,片式浇口或圆片式浇口较好,对小的制品也可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,允许熔料驻流2~3mm,然后像挤出机那样缓慢操作机器;重复操作直到料筒温度降到160℃,然后挤出余料,清空料筒料筒设备硬质PVC螺杆;有些需要料筒有加热圈和冷空气吹气装置;螺杆头有螺槽或没有螺槽,直通喷嘴五、增塑聚氯乙烯(P-PVC)料筒温度喂料区30~50℃(50℃)区1 140~160℃(150℃)区2 150~180℃(165℃)区3 160~220℃(180℃)区4 160~220℃(190℃)区5 160~220℃(190℃)喷嘴160~220℃(200℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度200~220℃料筒恒温120℃模具温度30~50℃注射压力80~120MPa(800~1200bar)保压压力注射压力的30%~60%背压5~10MPa(50~100bar)注射速度为了获得好的表面质量,注射不应该太快(如果必要,采用多级注射)螺杆转速设置中等螺杆转速,最大折合线速度为0.5m/s计量行程 1.0~3.5D残料量2~6mm,取决于计量行程和螺杆直径预烘干不需要;只有在贮藏条件不好,在70℃的温度下烘干1h就可回收率允许在材料没有热分解的状态下再生利用收缩率1%~2.5%浇口系统对小的制品可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,操作几次挤出循环料筒设备标准螺杆,止逆环,直通喷嘴六、尼龙6(PA6)料筒温度喂料区60~90℃(70℃)区1 230~240℃(240℃)区2 230~240℃(240℃)区3 240~250℃(250℃)区4 240~250℃(250℃)区5 240~250℃(250℃)喷嘴230~240℃(250℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1喂料区和区1的温度是直接影响喂料效率,提高这些温度可使喂料更平均熔料温度240~250℃料筒恒温220℃模具温度60~100℃注射压力100~160MPa(1000~1600bar),如果是加工薄截面长流道制品(如电线扎带),则需要达到180MPa(1800bar)保压压力注射压力的50%;由于材料凝结相对较快,短的保压时间已足够。
注塑机基本参数表
HV-150 IS350GS-19A. IS450GS-27A IS350GS-19A IS450GS-27A VC 2550/400TE VC 2550/400TE HTF650X/1 HTF780X/1 DUO 4550/700 DUO 3550/700 DUO 3550/900 DUO 5550/900 VC 330/80TE VC 330/120TE VC 330/120TE VC 330/120TE VC 330/120TE ET25/280-35 Concept ET25/280-35 Concept ET50/370-200 Concept ET50/370-200 Concept ET100/420-310 Concept ET150/610 Dragon ET150/610 Dragon ET200/560-840 Concept VC 330/120TE ET200/560-840 ELEXISS ET100/420-310 ELEXISS VC 330/80TE VC 330/80TE VC 1050/220TE VC 1050/220TE VC 200/50TE VC 200/50TE VC 200/50TE VC 200/50TE VC 200/50TE VC 200/50TE
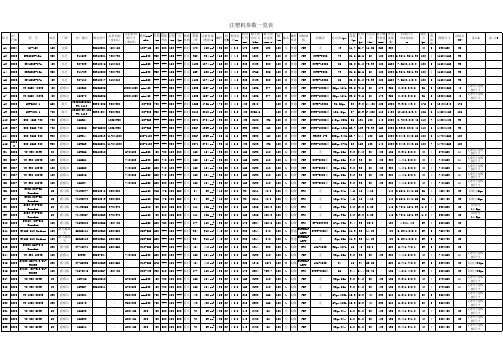
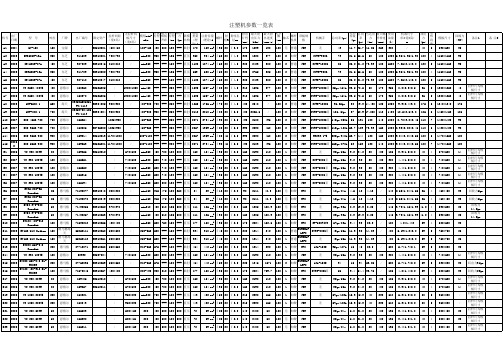
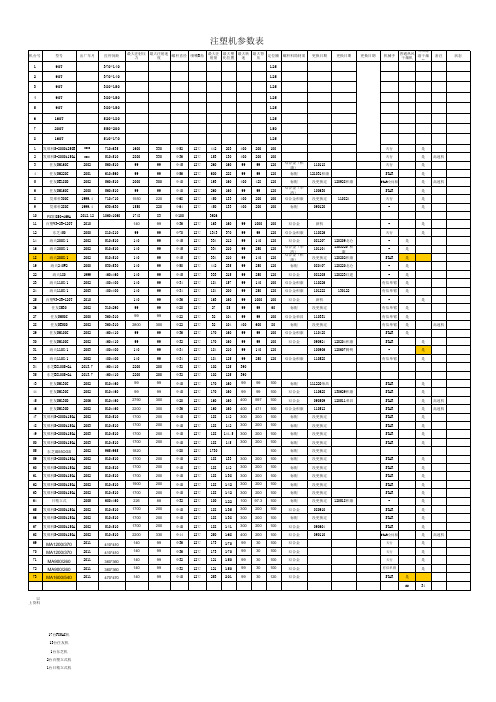
注塑机参数一览表
机号 A1 A2 A3 A4 A5 A6 A7 A8 A9 A10 A13 A14 A15 B1 B2 B3 B4 B5 B6 B7 B8 B9 B10 B11 B12 B13 B14 B15 B16 B17 B18 B19 B20 B21 B22 B23 B24 B25 B26 出厂 日期 2004 2003 2003 2003 2003 2005 2005 2003 2003 2007 2007 2006 2006 ★ 2006 2007 2007 2
注塑机基本参数表
机器尺寸 (长*宽*高) m 3.9*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0
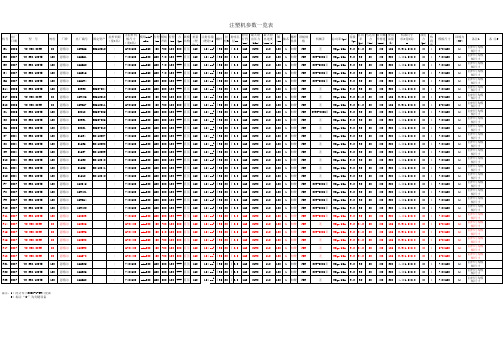
注塑机参数一览表
机号 B1 B2 B3 B4 B5 B14 B17 B18 C1 C2 C6 C7 C8 C9 C10 C11 C12 F7 F8 F9 F10 F11 F14 F15 F16 F17 F18 F21 F22 F23 出厂 日期 2006 2007 2007 2007 2007 2005 2006 2006 2005 2005 2005 2004 2004 2004 2004 2004 2004 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 型 号 吨位 80 120 120 120 120 120 80 80 120 120 120 120 120 120 120 120 120 120 120 120 120 120 80 80 80 80 80 120 120 120 厂牌 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 出厂编号 159856 165551 165552 165316 165194 52392 159406 159857 52818 52391 52821 51534 51536 51537 51532 51505 51510 162545 159421 159864 159422 158823 162386 162396 162538 162390 166570 165325 165326 165550 M0507004 M0612010 M0612011 M0507005 M0507006 M0507010 M0412037 M0412038 M0412039 M0412040 M0412041 M0412042 固定资产 M0612012 拉杆间距 (宽*高) / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / 开模 无拉杆机 模厚min行程 板尺寸 max (mm (宽*高) ) 670*600 min250 450 740*680 740*680 740*680 740*680 740*680 670*600 670*600 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 670*400 670*400 670*400 670*400 670*400 740*680 740*680 740*680 min300 min250 min250 min250 min300 min200 min200 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min200 min200 min250 min200 min200 min300 min300 min300 最大 模板 开距 (mm 700 顶出 行程 (mm ) 100 锁模 射出 注射容量 锁模 射 射咀孔 螺杆 力 重量 (理论)g 结构 咀R 径mm (kn (理 ) 论)g 800 直压 162 154 cm3 ∮ 35 20 ∮ 2.5 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 2.5 154 cm ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0
注塑机基本参数表
85
26.2 81.2 73.33 180 1500 7.26*2.1*2.0 120 5 1160*1160 95
A4 2003 IS350GS-19A
350 东芝
311709 M0310002 730*730
/
min300 950 ### 125 ### 直压 659 628 cm3 ∮50 20 ∮ 4.0 320 2765 325 100 2 普通 JIS CYWS-900G
700 恩格尔
165354
1025*930
/
450-950 ### ### 250 ### 直压 2871 2734 cm3 ∮90 20 ∮ 5.5 430 2180 496 120 2 加硬 JIS CYWS-1200GⅡ 140kw/250A 56 131 100 140 1000 8.78*3.0*2.45 110 7 1420*1420 90
注塑机参数一览表
机号
出厂 日期
A1 2004
型号 HV-150
吨位 厂牌 150 宝源
出厂编号 /
固定资产
拉杆间距 (宽*高)
无拉杆机 板尺寸
(宽*高)
开模 最大 顶出 锁模 模厚min- 行程 模板 行程 力 锁模
max (mm 开距 (mm (kn 结构 ) (mm ) )
射出 重量 (理 论)g
14
拉杆尺为模 板尺寸
B2 2007 VC 330/120TE
120 恩格尔
165551
/
740*680 min300 500 740 130 ### 直压 162 154 cm3 ∮35 20 ∮ 3.0 160 2190 112 100 1 加硬 JIS CYS-600GⅡ 30kw/56A 9.2 32 20 400 300 4.4*1.5*2.0 40 4 740*680
超全的常用塑料注塑技术参数表,请收好!
超全的常用塑料注塑技术参数表,请收好!成型加工前,塑胶必须被充分的干燥。
含有水分的材料进入模腔后,会使制件的表面出现银绦状的瑕斑,甚至会在高温时发生加水分解的现象,致使材质劣化。
因此在成型加工前一定要对材料进行预处理,使得材料能保持合适的水分。
对于入门级别的同行道友们来说,这份注塑参数详情表是一个不错的记忆方法,对于专业人士来说,随身携带,方便记忆,简单高效。
专业术语解析:1.注塑压力注塑压力是由注塑机液压系统提供的,液压缸的压力通过注塑机螺杆传递到注塑熔体上,塑料熔体在压力的推动下,由喷嘴进入模具的主流道,经过绕口注入模具型腔,压力是为了让熔体能按流程注入型腔并保证填充完整。
2. 注塑时间合理的注塑时间对于塑料熔体的填充是由帮助的,注塑时间一般大约是冷却时间的1/10左右。
具体要按不同的注塑材料来定。
3. 注塑温度注塑温度是影响注塑压力的重要因素,注塑温度必须控制在合理的范围内,温度太低,原料塑化不良;温度太高,原料容易分解。
所以温度的控制是需要有经验的老师傅来合理的控制的。
4.保压压力与时间在注塑快要结束的时候,螺杆停止转动,只是向前推进,进入保压阶段。
保压过程中喷嘴不断的想型腔补充原料熔体,以保证制品成型后的完整度。
保压压力一般是填充最大压力的80%左右,根据实际原料和制品的要求来定。
5.背压背压是指螺杆反转后退储料时所需要克服的压力。
高背压有利于色料的分散和塑料的融化。
常见塑料的注塑参数PP注塑技术参数干燥温度(℃)65~75 干燥时间约(hr)0.5~1模具温度(℃)35~65 残料量(mm)3~10熔胶温度(℃)200~250 背压(MPa)9~17注射压力(MPa)80~130 锁模力约(ton/in2) 2注塑速度中等回料转速(rpm) 60~90螺杆类别标准螺杆(直通式喷嘴)停机处理关料闸啤清即可碎料翻用(%)15~30PE注塑技术参数干燥温度(℃)*65~75 干燥时间约(hr)0.5(可不用干燥)模具温度(℃)40~70 残料量(mm)3~10熔胶温度(℃)180~220 背压(MPa)7~18注射压力(MPa)80~130 锁模力约(ton/in2) 2注塑速度中等回料转速(rpm) 60~100螺杆类别标准螺杆(直通式喷嘴)停机处理关料闸啤清即可碎料翻用(%)20~40PVC注塑技术参数干燥温度(℃)不用干燥,若潮湿时,需在70℃以下干燥1小时。
注塑机技术参数

注塑机技术参数标准技术参数系列:PT-B 型号:PT160序号项目单位技术参数1 射料量(硬胶)g 288 356 OZ 10.2 12.62 螺丝直径mm 45 503 射胶容积 c.c. 318 3934 射料压力Mpa 180.3 1465 射料速度 c.c/sec 132.5 1636 螺丝长径比例22 207 螺丝行程mm 2008 螺丝转速r.p.m 2009 塑化能力Kg/hr 80 11010 射咀行程mm 30011 料斗容积L 5012 锁模力kN 160013 熔模量(最小-最大)mm 200-45014 模板最大开距mm 85015 开模行程mm 40016 哥林柱内距mm 459×45917 模板尺寸(水平×垂直)mm 672×67218 顶出行程mm 10019 顶出力kN 4920 电机功率kW 1521 最大工作压力Mpa 17.522 油箱容量L 32023 电热功率kW 8.2324 温度控制区3+N25 机器外型尺寸(长×宽×高)mm 4700×1150×183026 机器重量kg 490027 空循环时间S 2.1注:红色数字为备选、保留权利作出任何技术数据修改而不另行通知。
标准技术参数大机系列型号:PT1300序号项目单位技术参数1 射胶量(硬胶)g 5907 6979 OZ 208.5 246.62 螺丝直径mm 115 1253 射胶容积 c.c 6491 76694 射胶压力MPa 200 169.35 射料速率 c.c/sec 1099 12986 螺丝长径比L/D21.7 207 螺丝行程mm 6258 螺丝转速r.p.m 1159 塑化能力kg/hr 653 83810 射咀行程mm 78011 料斗容积L 35012 射胶线速度mm/s105.813 锁模形式机铰式14 锁模力/开模力kN 1300015 容模量(最小、最大)mm 550-140016 模板最大开距mm 275017 开模行程mm 135018 哥林柱内距mm 1410X138019 模板尺寸(水平X垂直)mm 2070X204020 顶针行程mm 32021 顶针力kN 30022 马达功率kW 55X223 最大工作压力MPa 17.524 油箱容量L 250025 电热功率kW 5526 温度控制区6+N27 机外型尺寸(长X宽X高)m 12.8X3.1X3.128 机器重量Ton 6529 一次空循环时间s 9注:红色数字为备选。
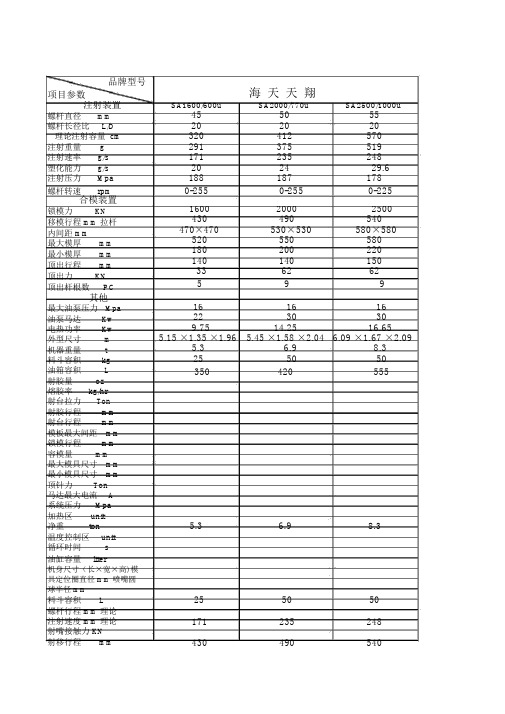
注塑机参数及技术规格表

最大开模距 离mm (机台标 称) 550 550 490 580 704 1330 1035 985 580 580 660 710 735 819 2000 280 280 280 365 270 270 270 340 410 410 410 410 280 280 280 270 325 325 2000
1# 2# 3# 4# 5# 6# 7# 8# 9# 10# 11# 12# 13# 14# 15# 16# 17# 18# 19# 20# 21# 22# 23# 24# 25# 26# 27# 28# 29# 30# 31# 32# 33# 34# 35#
联升 联升 伊之密 伊之密 海天 海天 海天 海天 联升 联升 海天 东华 海太 海天 联升 联升 联升 联升 联升 伊之密 伊之密 伊之密 伊之密 伊之密 伊之密 伊之密 伊之密 联升 联升 联升 海天 海天 海天 百塑 联升
2009.12 2009.12 2006.02 2007.06 2006.09 2007.08 2006.07 2001.06 2009.12 2009.12 2001.08 2007.08 2004.01 2004.05 2013.01 2009.11 2009.11 2009.11 2009.11 2008.09 2008.09 2008.09 2006.02 2007.05 2007.05 2007.05 2007.05 2013.02 2013.02 2013.02 2011.01 2011.01 2011.01 2011.09 2014.03
顺德某模具公司制品部注塑机技术规格
以PS材料计 实际注射重 总功率(kw) 算(密 理论注射重 量g 油泵电机功 (机台标 度:1.05g/cm 量(g) (以理论值的 率(KW) 称) 3) 85%计算) 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 126.1 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 1.05 2.9 2.9 2.9 1.05 1.05 1.05 1.05 126.1 830.55 830.55 786.77 1124.87 1300.95 6056.4 4690.35 3628.8 1413.3 1413.3 1305.15 2541 2457 2938.95 3574 96.6 96.6 96.6 171.15 87.26 87.26 87.26 259.14 389.45 389.45 389.45 389.45 84 84 84 92.4 160.65 160.65 3574 664 664 629 900 1041 4845 3752 2903 1131 1131 1044 2033 1966 2351 2859 77 77 77 137 70 70 70 207 312 312 312 312 71 71 71 74 129 129 2859 40 40 35.5 52.5 58.1 155 135.15 132.45 51 51 56.65 61.2 80 96.85 103 13 13 13 18 12 12 12 19.8 26.1 26.1 26.1 26.1 13.3 13.3 13.3 12.6 17.2 17.2 103 19 20 22 30 37 55/37 37/25 45/45 22 22 37 37 45 48 30*2 5.2 5.2 5.2 7.9 7.5 7.5 7.5 10 15 15 15 15 5.8 5.8 5.8 5.7 8.4 8.4 6.68/3.75 30*2 模板尺寸 mm (实测尺 寸) 920*870 920*870 825*825 950*950 1040*1040 1820*1820 1480*1480 1460*1460 940*940 940*940 1020*1020 1090*1090 1060*1060 1250*1250 1430*1430 470*470 470*470 470*470 610*610 470*470 470*470 470*470 610*610 667*667 667*667 667*667 667*667 470*470 470*470 470*470 470*470 530*530 530*530 1430*1430
注塑机参数
注塑机参数
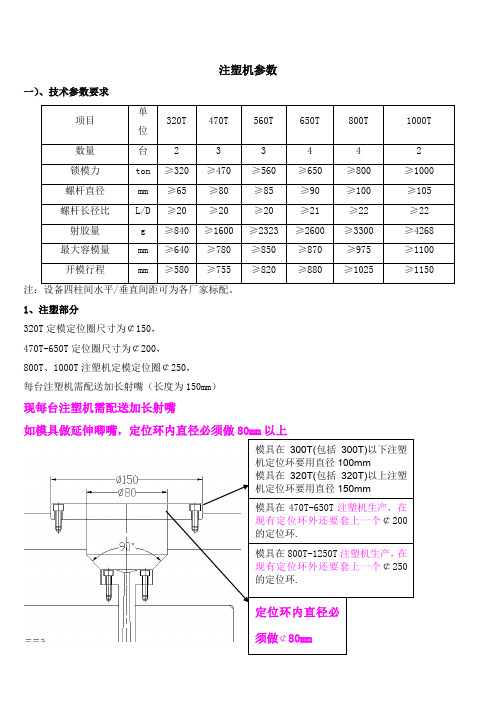
一)、技术参数要求
1、注塑部分
320T 定模定位圈尺寸为¢150, 470T-650T 定位圈尺寸为¢200, 800T 、1000T 注塑机定模定位圈¢250, 每台注塑机需配送加长射嘴(长度为150mm )
现每台注塑机需配送加长射嘴
如模具做延伸唧嘴,定位环内直径必须做80mm 以上
射嘴伸进模板大于30MM, 定位环内直径必须做80mm以上
具体见B尺寸
机台号射嘴外径 A 发热圈到射嘴前端距离B
206H011/17 (320
吨)D45 30
208H017-19 (480/500吨) D50 50
209G004-6 (560
吨)D50 50
210H004-7 (650吨)D50 50 211G001-4 (780/800吨) D50 50 1011H003-4 (780/800吨) D50 50
发件人:李健锋 [mailto:lijf9@]
发送时间: 2010年7月14日 16:19
收件人: 'zhongshengmould'
抄送: '肖云辉'; '高一浪'; '美的公司陈庆高'
主题:注塑机资料
现每台注塑机配送加长射嘴
如模具做延伸唧嘴,定位环内直径必须做80mm以上
唧嘴R要做到SR22
模具在300T(包括300T)以下注塑机定位环要用直径100mm
模具在320T(包括320T)以上注塑机定位环要用直径150mm
模具在800T-1250T注塑机生产,在现有定位环外还要套上一个¢250的定位环.
模具在470T-650T注塑机生产,在现有定位环外还要套上一个¢200的定位环.定位环内直径必须做¢80mm。
注塑机参数及状态一览表
50 发那科S-2000i150A 2003
55
东芝IS55OGS
59 发那科S-2000i150A
2002 2002
60 发那科S-2000i150A 2002
61 发那科S-2000i150A 2002
62 发那科S-2000i150A 2002
63 发那科S-2000i150A 2002
64
日精立式
410*410 410*410 360*360 360*360 470*470
1600 2800
99 99 2000 99 1550 1550 1748 140 99 140 140 140 140 140 140 140 140 99 99 2800 99 99 140 140 2200 2200 99 99 2790 2200 1700 1700 1700 1700 1820 1700 1700 1700 1900 1700 226 1700 1700 1700 2200 140 140 140 140 140
310*290 360*310 360*310 460*410 460*410 400*400 400*400 460*410 460*410 510*460 510*460 510*460 510*460 510*510 510*510 510*510 510*510 965*965 510*510 510*510 510*510 510*510 510*510 600*460 510*510 510*510 510*510 510*510
34
东芝EC100S-2A
2013.7
35
东芝EC100S-2A
2013.7
43
住友SH130C
2002
注塑工艺参数标准设定一览表(上中下集)
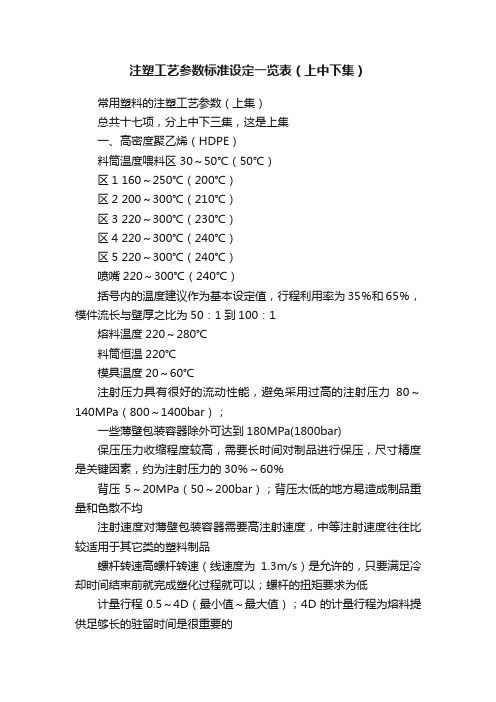
注塑工艺参数标准设定一览表(上中下集)常用塑料的注塑工艺参数(上集)总共十七项,分上中下三集,这是上集一、高密度聚乙烯(HDPE)料筒温度喂料区 30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(210℃)区3 220~300℃(230℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~60℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa(1800bar)保压压力收缩程度较高,需要长时间对制品进行保压,尺寸精度是关键因素,约为注射压力的30%~60%背压5~20MPa(50~200bar);背压太低的地方易造成制品重量和色散不均注射速度对薄壁包装容器需要高注射速度,中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前就完成塑化过程就可以;螺杆的扭矩要求为低计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆直径预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率1.2~2.5%;容易扭曲;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;横截面面积相对小,对薄截面制品已足够机器停工时段无需用其它材料进行专门的清洗工作;PE耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀二、聚丙烯(PP)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(220℃)区3 220~300℃(240℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~70℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa(1800bar)保压压力避免制品产生缩壁,需要很长时间对制品进行保压(约为循环时间的30%);约为注射压力的30%~60%背压5~20MPa(50~200bar)注射速度对薄壁包装容器需要高的注射速度(带蓄能器);中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前完成塑化过程就可以计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率1.2~2.5%;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口或多点浇口;加热式热流道,保温式热流道,内浇套;浇口位置在制品最厚点,否则易发生大的缩水机器停工时段无需用其它材料进行专门的清洗工作;PP耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀三、聚苯乙烯(PS)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(210℃)区3 220~300℃(230℃)区4 220~300℃(230℃)区5 220~300℃(230℃)喷嘴220~300℃(230℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度15~50℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar)保压压力注射压力的30%~60%;相对较短的保压时间背压5~10MPa(50~100bar);在背压太低的地方,熔料中易产生气泡(制品中有灰黑纹路)注射速度普遍较快,多级注射以制品形状为依据;对薄壁的包装容器应该尽可能快,必要时使用蓄能器螺杆转速高螺杆转速(最大线速度为1.3m/s)是允许的;但为取得好的效果,塑化过程应该缓慢同冷却时间一样计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率0.3%~0.6%浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;相对较小的横截面为足够机器停工时段无需用其它材料进行专门的清洗工作;PS耐温升料筒设备标准螺杆,直通喷嘴,止逆阀四、聚氯乙烯-未增塑(PVC-U)料筒温度喂料区30~50℃(50℃)区1 140~160℃(150℃)区2 165~180℃(170℃)区3 180~210℃(190℃)区4 180~210℃(200℃)区5 180~210℃(200℃)喷嘴180~210℃(200℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度210~220℃料筒恒温120℃模具温度30~60℃注射压力80~160MPa(800~1600bar)保压压力不可设置太高,注射压力的40~60%,以模件和浇口为依据背压鉴于它的热敏感性,正确设置背压是很关键的;螺杆转动摩擦产生的热量(关闭热量输入控制)比从料筒加热圈产生的热量更好;背压不超过30MPa(300bar)注射速度不要设置太高并小心物料产生剪切效应;制品易产生变性或锐边的地方,应绝对需要多级注射速度螺杆转速使用允许的最低设置,最大速度折合线速度为0.2m/s;如果必要,延迟塑化以确保在冷却时间长的情况下,计量操作在低螺杆转速时能在冷却时间结束前完成;需要高扭矩并保持均匀计量行程 1.0~3.5D残料量应较小:1~5mm,取决于计量行程和螺杆直径;螺杆在安装料筒时确保最小配合预烘干如果贮藏条件不好,在70℃的温度下烘干1h就可回收率允许在材料没有热分解的状态下再生利用收缩率0.5%~0.7%浇口系统直浇口,片式浇口或圆片式浇口较好,对小的制品也可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,允许熔料驻流2~3mm,然后像挤出机那样缓慢操作机器;重复操作直到料筒温度降到160℃,然后挤出余料,清空料筒料筒设备硬质PVC螺杆;有些需要料筒有加热圈和冷空气吹气装置;螺杆头有螺槽或没有螺槽,直通喷嘴五、增塑聚氯乙烯(P-PVC)料筒温度喂料区30~50℃(50℃)区1 140~160℃(150℃)区2 150~180℃(165℃)区3 160~220℃(180℃)区5 160~220℃(190℃)喷嘴160~220℃(200℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度200~220℃料筒恒温120℃模具温度30~50℃注射压力80~120MPa(800~1200bar)保压压力注射压力的30%~60%背压5~10MPa(50~100bar)注射速度为了获得好的表面质量,注射不应该太快(如果必要,采用多级注射)螺杆转速设置中等螺杆转速,最大折合线速度为0.5m/s计量行程 1.0~3.5D残料量2~6mm,取决于计量行程和螺杆直径预烘干不需要;只有在贮藏条件不好,在70℃的温度下烘干1h就可回收率允许在材料没有热分解的状态下再生利用收缩率1%~2.5%浇口系统对小的制品可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,操作几次挤出循环料筒设备标准螺杆,止逆环,直通喷嘴六、尼龙6(PA6)料筒温度喂料区60~90℃(70℃)区1 230~240℃(240℃)区2 230~240℃(240℃)区3 240~250℃(250℃)区4 240~250℃(250℃)喷嘴230~240℃(250℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1喂料区和区1的温度是直接影响喂料效率,提高这些温度可使喂料更平均熔料温度240~250℃料筒恒温220℃模具温度60~100℃注射压力100~160MPa(1000~1600bar),如果是加工薄截面长流道制品(如电线扎带),则需要达到180MPa(1800bar)保压压力注射压力的50%;由于材料凝结相对较快,短的保压时间已足够。
常用塑料注塑技术参数表注塑机参数设置表
常用塑料注塑技术参数表
成型加工前,塑胶必须被充分的干燥。
含有水分的材料进入模腔后,会使制件的表面出现银绦状的瑕斑,甚至会在高温时发生加水分解的现象,致使材质劣化。
因此在成型加工前一定要对材料进行预处理,使得材料能保持合适的水分。
对于入门级别的同行道友们来说,这份注塑参数详情表是一个不错的记忆方法,对于专业人士来说,随身携带,方便记忆,简单高效。
1. 注塑压力
注塑压力是由注塑机液压系统提供的,液压缸的压力通过注塑机螺杆传递到注塑熔体上,塑料熔体在压力的推动下,由喷嘴进入模具的主流道,经过绕口注入模具型腔,压力是为了让熔体能按流程注入型腔并保证填充完整。
2. 注塑时间
合理的注塑时间对于塑料熔体的填充是由帮助的,注塑时间一般大约是冷却时间的1/10左右。
具体要按不同的注塑材料来定。
3. 注塑温度
注塑温度是影响注塑压力的重要因素,注塑温度必须控制在合理的范围内,温度太低,原料塑化不良;温度太高,原料容易分解。
所以温度的控制是需要有经验的老师傅来合理的控制的。
4. 保压压力与时间
在注塑快要结束的时候,螺杆停止转动,只是向前推进,进入保压阶段。
保压过程中喷嘴不断的想型腔补充原料熔体,以保证制品成型后的完整度。
保压压力一般是填充最大压力的80%左右,根据实际原料和制品的要求来定。
5. 背压
背压是指螺杆反转后退储料时所需要克服的压力。
高背压有利于色料的分散和塑料的融化。
常见塑料的注塑参数。
注塑成型参数记录表
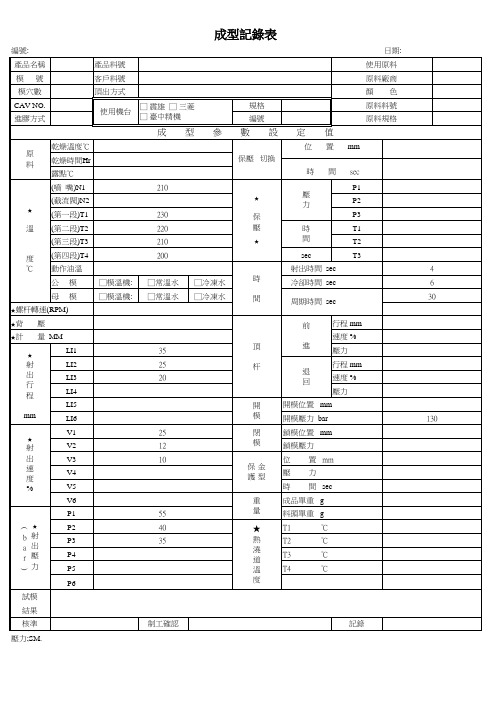
編號: 產品名稱 模 號 模穴數 CAV NO. 進膠方式 乾燥溫度℃ 乾燥時間Hr 露點℃ (噴 嘴)N1 (截流閥)N2
★
日期: 產品料號 客戶料號 頂出方式 使用機台 □ 震雄 □ 三菱 □ 臺中精機 規格 編號 使用原料 原料廠商 顏 色 原料料號 原料規格
成
原 料
型
參
數
設
定
位
值
置 間 mm sec P1 P2 P3 T1 T2 T3 4 6 30
★ ★ ★
螺杆轉速(RPM) 背 計
★
壓 量 MM LI1 LI2 LI3 LI4 LI5 mm
★
35 25 20
頂 杆
進 退 回 開模位置 mm 開模壓力 bar 鎖模位置 mm 鎖模壓力 位 壓 時
射 出 行 程
LI6 V1 V2 V3 V4 V5 V6 P1 55 40 35 25 12 10
開 模 閉 模 保金 護型 重 量 ★ 熱 澆 道 溫 度
130
射 出 速 度 %
置 mm 力 間 sec
成品單重 g 料頭單重 g T1 T2 T3 T4 ℃ ℃ ℃ ℃
★
b 射 a 出 r 壓 力
P2 P3 P4 P5 P6
1.單位:壓力;SM. MG: %, VE: Bar; 背壓MG: %, VE VS: Bar, SM:結果 核準 制工確認 記錄
保壓 切換 時 210
★
壓 力 時 間 sec 射出時間 sec
(第一段)T1 (第二段)T2 (第三段)T3 (第四段)T4 動作油溫 公 母 模 模 □模溫機: □模溫機:
230 220 210 200 □常溫水 □常溫水 □冷凍水 □冷凍水
注塑机参数选型对照表.doc
品牌型号海天天翔项目参数注射装置SA1600/600u SA2000/770u SA2500/1000u 螺杆直径mm 45 50 55螺杆长径比L/D 20 20 20理论注射容量 cm 320 412 570注射重量g 291 375 519注射速率g/s 171 235 248塑化能力g/s 20 24 29.6注射压力Mpa 188 187 178螺杆转速rpm 0-255 0-255 0-225合模装置锁模力KN 移模行程 mm 拉杆内间距 mm最大模厚mm 最小模厚mm 顶出行程mm 顶出力KN 顶出杆根数PC其他1600 2000 2500 430 490 540 470×470 530×530 580×580 520 550 580180 200 220140 140 15033 62 625 9 9最大油泵压力Mpa油泵马达Kw电热功率Kw外型尺寸m机器重量t料斗容积kg油箱容积L射胶量oz熔胶率kg/hr射台拉力Ton射胶行程mm射台行程mm模板最大间距mm锁模行程mm容模量mm最大模具尺寸mm最小模具尺寸mm顶针力Ton马达最大电流 A系统压力Mpa加热区unit净重ton温度控制区unit循环时间s油缸容量liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN射移行程mm16 16 1622 30 309.75 14.25 16.655.15 ×1.35 ×1.96 5.45 ×1.58 ×2.046.09 ×1.67 ×2.095.36.9 8.325 50 50350 420 5555.36.98.325 50 50171 235 248430 490 540品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 KN 移模行程 mm 拉杆内间距 mm 最大模厚 mm 最小模厚 mm 顶出行程 mm 顶出力 KN 顶出杆根数 PC其他最大油泵压力 Mpa 油泵马达 Kw 电热功率 Kw 外型尺寸 m 机器重量 t 料斗容积 kg 油箱容积 L 射胶量 oz 熔胶率 kg/hr 射台拉力 Ton 射胶行程 mm 射台行程 mm 模板最大间距 mm 锁模行程 mm 容模量 mm 最大模具尺寸 mm 最小模具尺寸 mm 顶针力 Ton 马达最大电流 A 系统压力 Mpa 加热区 unit 净重 ton 温度控制区 unit 循环时间 s 油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程 mm东 华 机 械TTI —160SeTTI —190SeTTI —260Se45 50 55 20 20.2 20 329 452 601 296 406 541 148 175 255 181 181 180 220 145 190 160 190 260 446 490 525 460×460 510×510 580×580130 140 160 5 5 9 17 17 17 10.72 13.22 15.42 4.6 6 8.2 220 250 280 10.5 14.4 19.1 91.2 82.3 134.5 5.3 5.3 8.3 207 230 253 320 360 400 906 1000 1105 175-510 175-510 200-580 320×320 350×350 400×4003.74.5 6.1 58 63 724+1 4+1 5+1 4.668.2合模装置 Mpa rpmg g/sg/s品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 移模行程拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC震 雄 集 团EM150-SVPEM220-SVPEM260-SVP46 52 60 20 20 35 332 499 777 305 4597151622 1827 1724 230 191 205 150 220 260 410 490 530 455×425 560×560 580×580100130180其他178178 178 最大油泵压力 Mpa 油泵马达 Kw 20 20 35 电热功率 Kw 9.7 13.9 18.3 外型尺寸 m 4.15.77.6 机器重量 t 料斗容积 kg油箱容积 L 10.816.2 25.2射胶量 oz 熔胶率 kg/hr射台拉力 Ton 200 235 275 射胶行程 mm 射台行程 mm 860 1090 1130 模板最大间距 mm 锁模行程 mm 160-450195-600195-600 容模量 mm 最大模具尺寸 mm最小模具尺寸 mm 4.27.77.7顶针力 Ton 马达最大电流 A 系统压力 Mpa加热区 unit 4.1 5.7 7.6净重 ton 温度控制区 unit 3+Nozzle4+Nozzle5+Nozzle循环时间 s 2.4 2.6 2.8 油缸容量 liter275360430机身尺寸(长×宽×高) 4.7 ×1.2 ×1.95.3 ×1.5 ×2.16.3 ×1.5 ×2.2模具定位圈直径 mm 喷嘴圆球半径 mm 料斗容积 L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程 mmKNmm 合模装置 Mpa rpm g g/sg/s品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力KN 移模行程 mm拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC其他最大油泵压力 Mpa 油泵马达 Kw 电热功率 Kw 外型尺寸 m 机器重量 t 料斗容积 kg 油箱容积 L 射胶量 oz 熔胶率 kg/hr 射台拉力 Ton 射胶行程 mm 射台行程 mm 模板最大间距 mm 锁模行程 mm 容模量 mm 最大模具尺寸 mm 最小模具尺寸 mm 顶针力 Ton 马达最大电流 A 系统压力 Mpa 加热区 unit 净重 ton 温度控制区 unit 循环时间 s 油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程mm中 国 海 达HD160HD188HD28045 48 65 20 20.4 18.5 310 434 780 282400720160 140 1521600 1880 2800 400 450 550 450×410 490×460 580×55010013013016 16 16 10 10 20.3 1518.5 22 4.85.88180-450 200-480 220-5504.85.8 84.4 ×1.3 ×1.95.1 ×1.4 ×2.05.5 ×1.7 ×2.3SR15160 160 SR15 SR15合模装置 Mpa rpmg g/sg/s品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 移模行程拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC力 劲 集 团PT160PT200PT25045 50 55 20 20 20 319 432 630 290 393 572 160.6 194 266.2 182 186 184 2482062061600 2000 2500 400 460 510 459×459745×744860×860100 120 120 496477其他17.5 17.5 17.5 最大油泵压力 Mpa 油泵马达 Kw 14 22 29 电热功率 Kw 8.2 13.5 13.7 外型尺寸 m 4.7 6 7.3 机器重量 t 料斗容积 kg 320 420 420 油箱容积 L 射胶量 oz 10.2 13.9 20.2 熔胶率 kg/hr 96 129.6 170 射台拉力 Ton 300 350 360 射胶行程 mm 射台行程 mm 850 960 1060 模板最大间距 mm 锁模行程 mm 200-450 200-500 200-500 容模量 mm最大模具尺寸 mm 550×550510×510570×570最小模具尺寸 mm 顶针力 Ton 马达最大电流 A 系统压力 Mpa加热区 unit 4.7 6 7.3 净重 ton 温度控制区 unit 3+N 3+N 4+N 循环时间 s 2.12.12.7油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程mm4830×1174×1857 5131×1300×1980 5551×1398×20705060 60 200 220 265KNmm 合模装置 Mpa rpm g g/sg/s品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 移模行程拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC恩 格 品 牌Z170Z230Z27045 50 55 357 490 641 325 446 583 160 154 227 177 168 169 180 155 180 **** **** 2700 435 475 540 470×470 520×520570×570520 530 550 180 200 200 140 140 150 507070其他最大油泵压力 Mpa 16 16 16 油泵马达 Kw 18.5 18.5 22 电热功率 Kw 12.3 14.8 16.8 外型尺寸 m 6 7 8 机器重量 t 料斗容积 kg 300300380油箱容积 L 射胶量 oz 熔胶率 kg/hr 射台拉力 Ton 射胶行程 mm 射台行程 mm 模板最大间距 mm 锁模行程 mm 容模量 mm 最大模具尺寸 mm 最小模具尺寸 mm 顶针力 Ton A 马达最大电流 系统压力 Mpa加热区 unit 678净重 ton 温度控制区 unit 循环时间 s油缸容量 liter5.04 ×1.43 ×2.125.68 ×1.50 ×2.14 5.90 ×1.60 ×2.25机身尺寸(长×宽×高) 模具定位圈直径 mm 喷嘴圆球半径 mm 料斗容积 L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程 mmKNmm 合模装置 Mpa rpm g g/sg/s品牌型号双马塑机项目参数注射装置BL160eM BL200eM BL250eM 螺杆直径mm 45 50 55螺杆长径比L/D 20 20 20理论注射容量 cm 340 440 605注射重量g 316 409 562注射速率g/s 159 203 284塑化能力g/s188 184 169注射压力Mpa螺杆转速rpm 224 233 225 合模装置1600 2000 2500 锁模力KN移模行程mm 440 500 550拉杆内间距mm 465×415 515×465 565×515 最大模厚mm 528 548 590最小模厚mm 175 190 210顶出行程mm 140 140 160顶出力KN 45 45 65顶出杆根数PC 5 5 5其他最大油泵压力Mpa油泵马达Kw电热功率Kw外型尺寸m机器重量t料斗容积kg油箱容积L射胶量oz熔胶率kg/hr射台拉力Ton射胶行程mm射台行程mm模板最大间距mm锁模行程mm容模量mm最大模具尺寸mm最小模具尺寸mm顶针力Ton马达最大电流 A系统压力Mpa加热区unit净重ton温度控制区unit循环时间s油缸容量liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN射移行程mm16 16 1615 18.5 2211 13 155.2 7.5 9.5220 280 32011 14.3 19.7450×450 500×500 550×550 350×350 350×350 400×4005.2 7.5 9.53+1 3+1 3+15×1.2 ×2 5.4 ×1.3 ×2 5.6 ×1.6 ×2.2 100103119品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 移模行程拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC其他博创 - 捷 龙BS150-lllBS200-lllBS260-lll45 506020.5 481 848 341 321 452 800185 176 161 206149 166 **** **** 2600 410 465 520 460×460 510×510 580×580130 150 180 41.6 49.5 77.3 4+14+112+1 最大油泵压力 Mpa 油泵马达 Kw 电热功率 Kw 外型尺寸 m 机器重量 t 料斗容积 kg 油箱容积 L 射胶量 oz 熔胶率 kg/hr 射台拉力 Ton 射胶行程 mm 射台行程 mm 模板最大间距 mm 锁模行程 mm 容模量 mm 最大模具尺寸 mm 最小模具尺寸 mm 顶针力 Ton 马达最大电流 A 系统压力 Mpa 加热区 unit 净重 ton 温度控制区 unit 循环时间 s 油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程mm17.517.5 17.5 15 17.5 22 9.49.8616.14.85 ×1.42 ×1.945.43 ×1.63 ×1.996.3 ×1.73 ×2.0568.5230 300 550 11.3 16 28.3215 245 300 9101015 1120 160-500 180-550 195-600 4+14+14+15 6 8.5 5 5 6670×670750×750835×835230 300 550 215 245 300 30 30 40 250280350KNmm 合模装置 Mpa rpm g g/sg/s。
注塑机规格表
NO.
28#
470C1300-350
gm
166
cc
182
mm
40
kgf/cm²
2120
mm
145
r.p.m
380
kg/hr
50
L
50
mm
220
L/D
20
TON
130
mm
650
mm*mm 470×470
mm
250-650
mm
900
TON
66
mm
125
mm
225
kw
22
kw
11.2
kgf/cm²
210
4+1
420×420
200-350
200-350
200-350
250-500
250-500
250-500
550
550
550
750
750
750
30
3
3
40
40
40
125
125
125
125
125
125
125
125
125
175
175
175
11
15
15
11
15
18.5
7.4
8.1
8.1
8.1
8.1
8.1
210
210
1112 7
150 160 37.5 20 140 4+1
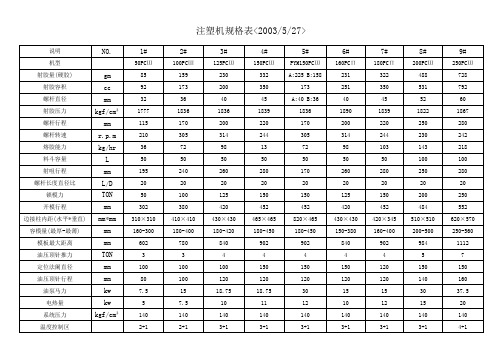
注塑机规格表<2003/5/27>
11#
300PCШ 916 995 65 1668 300 225 244 100 300 20 300 613
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
B1 2006 VC 330/80TE
80 恩格尔
159856 M0612012
/
670*600 min250 450 700 100 800 直压 162 154 cm3 ∮35 20 ∮ 2.5 160 2190 112 100 1 加硬 JIS
无
30kw/56A 9.2 24.2 20 400 185 3.9*1.5*2.0 40 4 670*600
14
拉杆尺为模 板尺寸
B3 2007 VC 330/120TE
120 恩格尔
165552
/
740*680 min250 500 740 130 ### 直压 162 154 cm3 ∮35 20 ∮ 3.0 160 2190 112 100 1 加硬 JIS CYS-600GⅡ 30kw/56A 9.2 32 20 400 300 4.4*1.5*2.0 40 4 740*680
14
拉杆尺为模 板尺寸
B5 2007 VC 330/120TE
120 恩格尔
165194
/
740*680 min250 500 800 130 ### 直压 162 154 cm3 ∮35 20 ∮ 3.0 160 2190 112 100 1 加硬 JIS CYS-600GⅡ 30kw/56A 9.2 32 20 400 300 4.4*1.5*2.0 40 4 740*680
25
回收力 14.8kn
B9 2003
ET50/370-200 Concept
50 德马格 71430267 M0310053 370*370
/
min160 400 610 125 500 直压 111 106 cm3 ∮30 20 ∮ 2.0 150 1905 108.9 100 无 加硬 SPI
73
21.6 66.6 60 180 1200 6.36*1.95*1.98 100 4 1160*1160 95
A5 2003 IS450GS-27A
A6 2005 VC 2550/400TE
A7 2005 VC 2550/400TE
A8 2003
HTF650X/1
A9 2003
HTF780X/1
85
26.2 81.2 73.33 180 1500 7.26*2.1*2.0 120 5 1160*1160 95
A4 2003 IS350GS-19A
350 东芝
311709 M0310002 730*730
/
min300 950 ### 125 ### 直压 659 628 cm3 ∮50 20 ∮ 4.0 320 2765 325 100 2 普通 JIS CYWS-900G
A13 2007 DUO 3550/700
700 恩格尔
162886 M0705002 1025*930
/
450-950 ### ### 250 ### 直压 2057 1959 cm3 ∮80 20 ∮ 5.5 390 2030 460 120 2 加硬 JIS CYWS-1200GⅡ 110kw/180A 53.7 109 73.33 150 1000 8.39*2.80*2.46 110 6 1420*1420 90
14
拉杆尺为模 板尺寸
B6 2003
ET25/280-35 Concept
25 德马格 71130077 M0310048 280*280
/
min160 315 475 100 250 直压 24
23 cm3 ∮18 20 ∮ 2.0 90 2111 48.3 100 无 加硬 SPI
无
18kw/24A 4.5 10 4.13 / 140 2.65*1.04*1.65 26 4 460*450
700 恩格尔
165354
1025*930
/
450-950 ### ### 250 ### 直压 2871 2734 cm3 ∮90 20 ∮ 5.5 430 2180 496 120 2 加硬 JIS CYWS-1200GⅡ 140kw/250A 56 131 100 140 1000 8.78*3.0*2.45 110 7 1420*1420 90
33 回收力6kn
B8 2003
ET50/370-200 Concept
50 德马格 71430266 M0310052 370*370
/
min210 400 610 125 500 直压 111 106 cm3 ∮30 20 ∮ 2.0 150 1905 108.9 100 无 加硬 SPI
无
29kw/39A 8.3 19.3 8.25 / 145 3.79*1.15*1.99 41.2 4 590*590
59 4 600*600
30
B11 2003 ET150/610 Dragon
150
德马格海 天
65850111
M0310060 500*500
/
250-560 500 ### 160 ### 曲肘 334 318 cm3 ∮45 20 ∮ 3.0 200 1914
A10 2007 DUO 4550/700
450 东芝
387110 M0310047 810*810
/
min350 ### ### 160 ### 直压 1128 1074 cm3 ∮60 20 ∮ 4.5 380 2423 382 100 2 普通 JIS CYWS-1200G
85
26.2 81.2 73.33 180 1500 7.26*2.1*2.0 120 5 1160*1160 95
780
海天
030507804126 FX/111T
M0304004
980*980
/
400-980 900 ### 260 ### 曲肘 2110 2010 cm3 ∮80 20 ∮ 5.5 400 2885.6 / 100 2 加硬 JIS CYWS-1200GⅡ 106.45kw 37 60.9 17.888 110 1420 10.5*2.6*3.8 186 6 1450*1450 186
690*690
35
备注1
备 注2
A2 2003 IS350GS-19A. 350 东芝
311609 M0310001 730*730
/
min300 950 ### 125 ### 直压 950 904 cm3 ∮60 20 ∮ 4.0 320 1928 377 100 2 加硬 JIS CYWS-900G
14
拉杆尺为模 板尺寸
B4 2007 VC 330/120TE
120 恩格尔
165316
/
740*680 min250 500 740 130 ### 直压 162 154 cm3 ∮35 20 ∮ 3.0 160 2190 112 100 1 加硬 JIS CYS-600GⅡ 30kw/56A 9.2 32 20 400 300 4.4*1.5*2.0 40 4 740*680
A15
2006 ★
DUO 5550/900
900 恩格尔
159563 M0606001 1170*1000
/
500-1100 ### ### 300 ### 直压 2871 2734 cm3 ∮90 45 ∮ 5.5 430 2183 496 120 2 加硬 JIS CYWS-1200GⅡ 160kw/270A 62 152 120 148 1000 9.04*3.24*2.65 180 7 1470*1650 120
48
拉杆尺为模 板尺寸
400 恩格尔
158370 M0606006
/
1300*1050 min450 ### ### 250 ### 直压 1635 1557 cm3 ∮80 20 ∮ 4.5 310 1636
377 100 3 加硬 JIS CYWS-1200GⅡ 86kw/154A 33.5 78.5 60
170 955 8.0*2.3*2.5 96 5 1300*1050
48
拉杆尺为模 板尺寸
650
海天
030506506851 FX/111T
M0304005
900*900
/
400-900 700 ### 260 ### 曲肘 1855 1766 cm3 ∮75 20 ∮ 4.5 400 2548
/ 100 2 普通 JIS CYWS-1200G 96.85kw 30 49.3 14.438 125 1250 9.9*2.4*3.8 175 6 1340*1340 175
A14 2006 DUO 3550/900 900 恩格尔
159214 M0612013 1170*1000
/
500-1100 ### ### 300 ### 直压 2057 1959 cm3 ∮80 45 ∮ 5.5 390 2030 460 120 2 加硬 JIS ERC33/1-E 220kw/340A 53.7 144 120 150 1000 9.04*3.24*2.65 180 6 1470*1650 120
M0512001 460*460
/
180-450 430 880 120 ### 曲肘 172
注射容量 (理论)g
螺杆
射 咀R
射咀孔 径mm
射出 行程 (mm)
163 cm3 ∮35 20 ∮ 3.0 170
最大射 出压力 (bar)
1839
最大射 出速度 (ccm/s)
定位 圈 (mm )
抽芯
螺杆 性质
400 恩格尔
158368 M0606005
/
1300*1050 min450 ### ### 250 ### 直压 1635 1557 cm3 ∮80 20 ∮ 4.5 310 1636