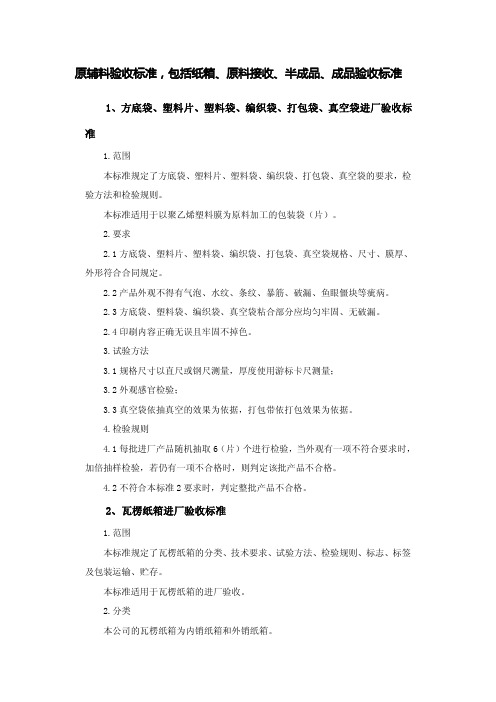
原辅料进厂检验流程图
冲压厂的QC 流程图

批号
规格 数量
设备、模具、产 品结构、模高、
转速、5S
模高、料厚 料宽、硬度 材料批号、尺寸
物料标签 工单
SOP
SOP/制程 SIP
料厚、硬度 、尺寸、外观
制程SIP
字模 冲孔 整形
字模 切边 压毛边
设备、模具、产 品结构、模高、
转速、5S
模高
SOP SOP
尺寸、外观 制程SIP
设备、模具、产 品结构、模高、
《冲压作业点检表》
《首件点检记录表》
《首件点检记录表》
《冲压作业点检表》
《首件点检记录表》 《首件点检记录表》 《制程检验记录表》 《丝攻更换记录表》 《冲压作业点检表》 《首件点检记录表》 《首件点检记录表》 《冲压自主检查表》 《冲压自主检查表》
《制程管理程序》
主机手
《制程检验管理程序》 IPQC
目视 厚度计 卷尺、卡尺
目测
进料SIP 每批核对材质证明
目测
材料之妥善储 存及入帐
数量、重量
工单 进货单
储存入料 每天
目测 磅秤
目测 温湿度计
管制计划 记录方法
相关规定
负责人 异常处理
采购单 《进料检验记录表》 《进料检验记录表》
《采购管理程序》
采购
《进料检验管理程序》 IQC 《进料检验管理程序》 IQC
每批核对材质证明
显微硬度计 目测 目测
进料SIP 进料SIP 进料SIP
5PCS/批
MIL—STD—105E一般 检验水准(Ⅱ)正常
AQL0.65
10~20PCS/批
2.5D 目测 目测
进料SIP 每批核对材质证明
进料SIP
ISO22000:2018检验控制程序

1、目的规范公司所采购的原辅材料、包装材料及生产过程半成品与成品的检验过程,确保所有产品均符合标准质量安全要求。
2、范围适用于本公司所有的原辅材料、包装材料、半成品及成品的检验与验证全过程。
3、权责3.1 总经理:负责批准特采或特放产品。
3.2 技术部:负责制定原辅料、包材、半成品及成品的检验标准,根据有效的国家食品安全标准或备案标准进行检验取样、检验和判定操作,并做好相关记录;负责提供原辅材料、半成品及成品的标准要求。
3.4仓库:负责原辅材料、包装物料以及半成品和成品的入库摆放、标识和防护工作。
3.5采购部:负责物料采购合同的下达与跟进、质量问题信息反馈、退货工作。
3.6生产部:负责半成品及成品生产过程的质量和安全,负责原辅料及包装材料的紧急放行申请。
3.7销售部:负责成品出库销售的紧急放行申请。
4、定义:4.1 检验(inspection):通过观察和判断,适当时结合测量、试验或估量所进行的符合性评价。
4.2 合格(符合 conformity):满足要求。
4.3 不合格(不符合)nonconformity:未满足要求。
4.4放行(release):对进入一个过程的下一阶段的许可。
5、流程图原辅、包装材料检验合格放行,不合格退货使用中间产品的检验6、控制程序6.1检验标准6.1.1我司的原辅材料验收标准和成品标准由研发部提供国家现行有效食品安全标准或备案的企业标准及本公司的要求,必要时参考供应商出厂标准编制,由技术部进行编制,并报食品安全小组评审和批准,交QC执行。
6.1.2我司的包装材料验收标准由技术部根据国家现行有效标准,必要时参照供应商的出厂标准编制,经食品安全小组组长审批后,交QC执行。
6.1.3物料验收标准和成品标准,应定期评审,若依据的国家标准或备案标准发生变化,应及时更新,以便适应市场的新的需求。
6.2来料检验6.2.1 物料(原辅料及包装材料)进厂后,由仓管通知IQC对物料进行检验,同时把物料送货单复印件和供应商提供的或代加工产品归属公司检验合格证,一并交IQC。
原辅料验收标准,包括纸箱、原料接收、半成品、成品验收标准
原辅料验收标准,包括纸箱、原料接收、半成品、成品验收标准1、方底袋、塑料片、塑料袋、编织袋、打包袋、真空袋进厂验收标准1.范围本标准规定了方底袋、塑料片、塑料袋、编织袋、打包袋、真空袋的要求,检验方法和检验规则。
本标准适用于以聚乙烯塑料膜为原料加工的包装袋(片)。
2.要求2.1方底袋、塑料片、塑料袋、编织袋、打包袋、真空袋规格、尺寸、膜厚、外形符合合同规定。
2.2产品外观不得有气泡、水纹、条纹、暴筋、破漏、鱼眼僵块等疵病。
2.3方底袋、塑料袋、编织袋、真空袋粘合部分应均匀牢固、无破漏。
2.4印刷内容正确无误且牢固不掉色。
3.试验方法3.1规格尺寸以直尺或钢尺测量,厚度使用游标卡尺测量;3.2外观感官检验;3.3真空袋依抽真空的效果为依据,打包带依打包效果为依据。
4.检验规则4.1每批进厂产品随机抽取6(片)个进行检验,当外观有一项不符合要求时,加倍抽样检验,若仍有一项不合格时,则判定该批产品不合格。
4.2不符合本标准2要求时,判定整批产品不合格。
2、瓦楞纸箱进厂验收标准1.范围本标准规定了瓦楞纸箱的分类、技术要求、试验方法、检验规则、标志、标签及包装运输、贮存。
本标准适用于瓦楞纸箱的进厂验收。
2.分类本公司的瓦楞纸箱为内销纸箱和外销纸箱。
3.要求3.1纸箱规格(内尺寸)符合合同规定。
3.2钉台瓦楞纸箱使用带有镀层的低碳钢扁丝,扁丝不应有锈斑、剥层、龟裂或它使用上的缺陷。
纸箱接头钉和搭接舌边宽度35-50cm,金属钉应沿搭接部分钉合,采用斜钉(与纸箱立地成45度角)或横钉箱应排列整齐、均匀、单排不大于80mm,钉距均匀,头尾钉距底面压痕边线不大于20mm,钉合接缝应牢、钉透、不得有叠钉、翘钉、不转角等缺陷。
3.3粘合瓦楞纸箱使用乙酸乙烯乳液或具有相同粘合效果的其它粘合剂,纸箱接头粘合搭接舌边宽度不小于30mm,粘合接缝的粘合剂涂布应均匀充分,以致面纸分离时接缝依然粘合不分,并不应有多余的粘合剂溢出接缝。
SOP-QC-003原辅料的检验操作规程
1、仓库送请验单。
1.1 原辅料进公司后入原辅料库中转区,黄色绳围栏。
1.2 中转库保管员验收后填写请验单(应包括品名、批号、规格、数量、产地、时间等)。
1.3 如为进口原料应附有卫生部授权的药品检验所的检验合格报告书,原厂家的报告书。
国产原料附生产厂家的检验报告书。
2、取样:按原辅料取样操作程序。
3、化验3.1 化验人员收到请验单及样品,应及时核对(样品、检验目的)无误后再进行化验。
3.2 按化验品种的编号或品名选定化验方法。
准备好化验需要的仪器、试液、标准药液及其它必需品。
如果规定了化验周期,就应在规定期限内完成化验。
3.3 严格按规定的化验标准进行操作,不得修改化验方法。
如果化验方法有问题,应通知QC主管,但未经QC主管允许,不得对化验方法做任何更改。
化验方法有问题时,应通知QC 主管使其得以解决。
3.4 在需较长时间使用仪器(如HPLC或紫外分光光度仪)时,可将一签有姓名的“仪器正在使用”的标签挂在仪器上。
待仪器使用完毕后,及时取下,并填写使用记录。
应按相应的 SOP 检查并校核仪器。
定期校核记录装置,只有在其正常运行时才能使用仪器。
如果仪器不正常,使用人应及时挂上“请勿使用”的标签,直到问题解决为止。
3.5 除含量一项需做两份平行化验外,其它检测项目通常做一份即可。
如果平行化验数据超出方法中规定的误差要求(但在合格限内),应通知质量部负责人。
一般情况下需要再做一次化验(也即无法判断误差原因时需做的再次化验)。
3.6 化验完毕后应及时清理使用过的仪器,以备下一个化验员使用。
所有的玻璃器具都应在使用后冲洗掉实验样品,以免样品干燥后难以清洗,然后清洗。
对易挥发物品进行处理和化验时,应在通风厨内进行。
应使用适当的方法处理挥发和有毒物品。
3.7 样品化验结束后,化验员应填写化验报告,报告应由QA主管审核。
如果样品符合规定,就在化验单上加盖合格章批准,如不批准,则加盖不合格章。
如遇不合格项目,操作者应复验原样品,并将复验结果通知质检负责人。
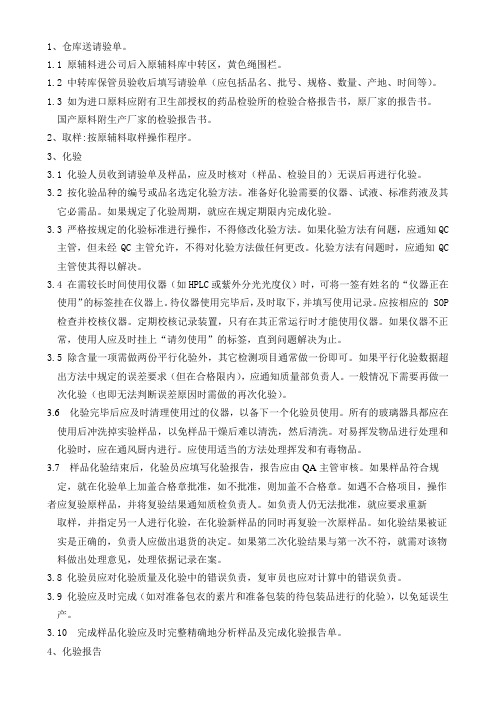
原辅材料进货检验程序
原辅材料进货检验程序原辅材料进货检验程序文件名称制定日期原辅材料进货检验程序10月26日,XXXX文件编号修订:1.0生效日期JD-QP-03页:1/ 2。
1,,文件修订记录表天修订摘要号以2文件性质程序文件编制JD-QP-1/2 3|文件编号199名称制定日期03修订的修订批准为准XXXX 41.0目标确保原材料的质量和数量符合合同要求,防止不合格原材料的使用2.0适用范围适用于所有来料原辅材料(指直接添加到巧克力等食品中的各种可食用材料,是巧克力等食品的典型成分)3.0职责3.1技术部应制定原材料检验标准3.2质量控制部负责制定原材料检验方法,并根据原材料检验标准进行取样和测试。
3.3物流部负责通知货物到达和原材料的仓库管理。
4.0工作程序4.1。
流程图原材料进厂5仓库接收检验通知书感官检验免检抽样检验不合格退货合格退货让步放行690017文件属性程序文件编号JD-199原材料到货后,在采购部填写《原材料进货申请表》,并通知质量控制部检查 4.3。
感官检查:检查包装外观、密封、生产日期、保质期、材料外观、气味、味道等。
4.4。
免检和强制检验:根据原辅材料检验说明免检原材料应直接填写《原辅材料储存申请表》,并直接入库。
所需原材料应按照“原辅材料投料检验指南”进行取样和检验检验结果应填写《原辅材料储存申请表》,并交付仓库管理人员,同时签发合格或不合格标签。
4.5。
合格的原材料由仓库人员贴上合格的标签,送生产部使用。
不合格的原材料应贴上不合格标签,等待处理。
不合格原材料的评审和处理程序参照《不合格产品控制程序》。
84.6。
生产急需的原材料不能检验时,由生产部填写《特殊放行申请表》,交技术部审核。
如果获得批准,生产部门可以使用该批数量有限的原材料。
同时,质量控制部门应尽快检查材料。
如果结果符合要求,将发放合格标签。
如果检测结果不符合《原辅材料检验标准》,应立即停止检测,由技术部门决定是否继续使用该产品以及如何处理已生产的产品。
仓库操作收货检验入库产品处理流程图

在金蝶系统中录入其他出库单
仓库操作流程图
盘点作业流程
每月最后一个工作日仓管人员从金蝶系统中打印盘点报告 仓管根据仓位顺序对仓库物料依次进行清点
仓管确认点数无误后将盘点信息登记在盘点报告上交财务复核 财务复核
仓管人员及财务人员在盘点报告上签字确认盘点结果 将盘点结果报送经理审批如有差异,在金蝶系统中进行账务调整
仓库操作流程图
生产任务单物料领用流程
备料时应在STOCK OUT LIST上将有IQC编号的物料 记录下来备查。格式为IQC编号_数量X
如有766516领用需通知质量部门IQC编号
生产部门开STOCK OUT LIST
仓管人员根据STOCK OUT LIST按照先进先 出原则将物料从货架中取出
相同产品、不同的WO编号的领 料单备料时应分开摆放
仓库操作收货检验入库产品处理流程图
仓库操作
仓库操作畅通、安全、有序,降低库存积压,提高库存周转 率,促使销售、生产、采购相协调,加速资金流通。采购物 资到厂后,供应商将送货单交仓管员,由仓管员引导供方将 物资存放在待检区。供应商《送货单》必须注明公司物料订 购单单号及订购数量、送货数量等信息。
仓库操作流程图
质量部门在入库单备注栏填写物料编码及可用数量 填写格式为:641931_10x for re-stock in
将可用物料拿回仓库上架并在金蝶系统录入其它入库单
仓库操作流程图
其他入库流程
在生产环节报废的物料重新检验后入库
检验完毕,质量部门开出OTHER STOCK IN给仓库
供应商赠送物料
是否需 要检验
N 与检验部门负责人再次确认
将合格物料上架
将不良品放入退货库
供应商开发票 将发票退回供应商
原辅料、包材的取样及留样管理SOP
原辅料、包材的取样及留样管理SOP1. 目的本规程规范了本公司进厂原辅料、内包装材料、外包装材料的取样和样品的留样管理,保证取样的代表性和科学性,并为样品的可追溯性提供有力保障,特制定本规程。
2.范围适用于本公司进厂原辅料、内包材、外包材的取样和留样管理。
3. 定义3.1.物料:指原料、辅料和包装材料等。
例如:化学药品制剂的原料是指原料药;生物制品的原料是指原材料;中药制剂的原料是指中药材、中药饮片和外购中药提取物;原料药的原料是指用于原料药生产的除包装材料以外的其他物料。
3.2.原辅料:除包装材料之外,药品生产中使用的任何物料。
3.3.包装材料:药品包装所用的材料,包括与药品直接接触的包装材料和容器、印刷包装材料,但不包括发运用的外包装材料。
4.职责4.1.QC组长负责本规程的起草、审核、修订、培训和执行;4.2.质量管理部负责人和相关QA负责本规程的审核;4.3.质量总监负责本规程的批准;4.4.QA监督本规程的执行。
5. 引用标准《药品生产质量管理规范》《中国生物制品原辅材料质控标准》6. 材料样品瓶(袋)、取样用三角瓶或其它适宜的取样盛装容器、吸取液体的工具(如取样勺、虹吸管)。
7. 流程图无8. 程序8.1.请验单编号规定8.1.1.请验单编号的编制原则为“品种名称英文缩写或拼音缩写(两个字母)+年(四位)+月(两位)+月流水号(两位)”。
举例:试剂氯化钠为2023年1月份第一次请验应写成SJ20230101,其他类别依此类推。
8.1.2.品种名称及缩写:请验的品种主要包括:化学试剂、包装材料(内包装材料、外包装材料)、中间品(半成品)、菌种、工艺用水、成品及其他类等。
其名称缩写为:8.2.物料请验、取样、检验流程8.2.1.请验:物料进厂后,由仓库管理员检查外包装完整性,核对品名、批号、数量、生产厂家等无误后,填写《请验单》,然后将请验单交于QC,QC在《请验单》接收人栏中签名/日期。
生产工艺流程图

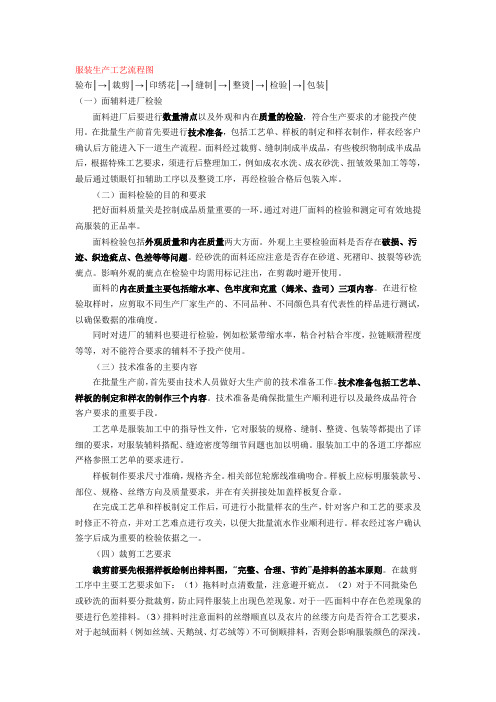
服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│ (一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
服装生产工艺流程图
服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
进料检验控制程序

1. 目的明确进料控制程序,确保供应商来料、进料品质符合要求。
2.范围适用于本公司生产所需的材料(包括外购物料、外协加物工料和客户提供物料)之进料检验。
3. 职责1.工程部:负责提供有关工程资料/样办、以及新产品技术支持。
2.样板组:负责量产产品技术支持、异常加工方案的制定。
3.采购部:负责组织对供应商的评审,建立合格供应商档案,以及追踪物料交期,物料不良返工、退换货等异常事项处理,例外放行申请,供应商奖惩执行,及督促供方改善。
4.仓储部:负责进厂物料数量点收,核对物料款号、名称、数量、交期以及包装和报检。
5.PMC:负责物料计划、急料申请及异常追踪处理。
6.品质部:IQC检验员负责进料日常检验;品质主管协助进料品质确认及样品鉴定;物料异常处理、品质风险评估及追踪供应商改善。
经理负责品质督导、例外放行审批、品质问题协调裁决等。
4. 程序1抽样检验和试验:)抽样计划:采用MIL-STD-105E LEVEL II抽样方案;2.允收品质水准(AQL),具体参照《抽样管理办法》;3.检验依据及物料分类:依照各类物料检验作业指导书等实施。
本公司所有进料分五大类,即:①毛类、②口管类、③柄类、④包装类、⑤其它类(胶水、五金、辅料及杂项等);4.免检物料:胶水、润滑油类、天那水、酒精等辅助材料可免检,但在使用中发现异常时,由IQC 确认属实后开出物料检验报告,由采购组织评审,如确认可克服使用经确认急用的按正常程序办理申请,不急的由采购部作出处理;IQC跟进处理结果。
上述免检物料对于环保要求需按要求执行交办进行检测,如检测环保符合要求才可以标识入库。
5. IQC按各类检验指导书对来料的外观、尺寸、功能以及安规、可靠性等项目作抽样检查及测试,并按要求执行实验检测。
检验完成后对结果进行判定,填写《来料品质检验记录表》,不合格须开出《异常报告单》,报品质主管对不合格品进行复评,并确定是否可以加工或拣用不合格物料检验报告须送MC、采购等相关单位会签。
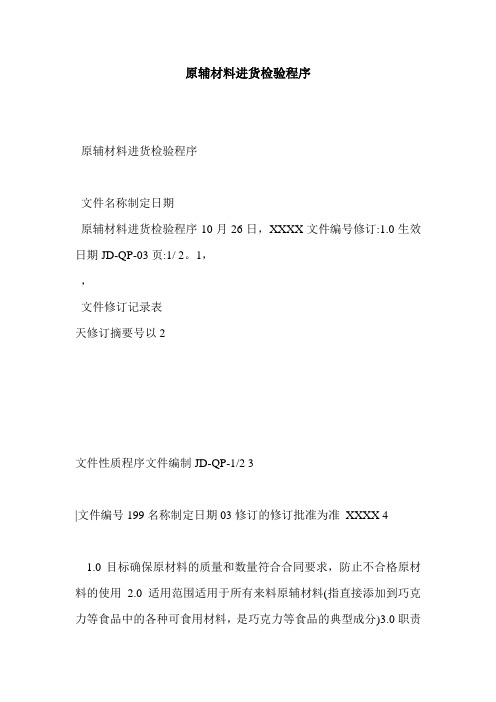
原辅料原始检验记录

原辅材料检验原始记录
磁片
温控贴
温控贴
检验人:审核人:检验日期:
底布
发热袋类型:1型口11型口
发热袋类型:1型口11型口
类型:1型口11型口
食盐
检验人:审核人:检验日期:
检验人:审核人:检验日期:
吸水树脂
吸水树脂
吸水树脂
细炭
细炭
进厂日
期供货
单位检
测项目
外观
颗粒度
水分
碘吸附值结论
检验人:
进厂批号进货数量取样量
检测依据原材料/外购(协)件检验规程
检测结果
应为黑色小颗粒符合口不符合口
称取试样G1=g,于底部套有干净底托的120目分析筛中盖上筛盖,筛分1分钟,称取过筛试样G2=g。
计算:G2/G1X100%=/X100%=%。
结果符合口不符合口
称取称量瓶重量6=g,向称量瓶中添加4g左右试样,总重记做G=g,盖上称量瓶放
在垫有石棉网的低温电炉上干燥20分钟,称重,记做G3=g。
计算:(G2-G3)/(G2-G1)X100%=()/(3)X100%=%
2321结果符合口不符合口
应三1000mg/g结果符合口不符合口
该批产品合格口不合格口
审核人:检验日期:
珍珠岩粉
珍珠岩粉
珍珠岩粉
双面胶
双面胶
双面胶
双面胶
包装箱
包装箱
包装袋
检验人:审核人:检验日期:
包装袋。
来料检验作业流程

来料检验作业流程1 目的为对来料进行质量控制,确保符合公司要求,防止不良物料流入或投入使用,特制订本流程。
2 适用范围本流程适用于原材料(原料、包材)和重要生产辅料。
3 职责3.1品质部负责来料的质量标准制定,检测、质量判定,并控制不良物料和紧急放行来料的使用。
3.2采购部负责来料不合格品的处理。
3.3仓储部负责来料品名、规格、数量、供应商的核对及送检。
3.4市场部/生产部负责不良物料的评审。
3.5 PMC负责来料是否需要紧急处理的通知。
4 术语和定义无5 流程图无6 程序6.1来料点收、送检6.1.1供应商交货后,仓管员参照《送货单》,核对来料品名、规格、数量、标识、生产商等。
6.1.2仓管员确认无误后,开具《物料送检单》,同时标注是否急料,通知品质部来料检验员。
6.2急料处理6.2.1由于生产及出货等原因,有些物料需要尽快检验时,PMC部应书面通知仓储部,仓管在送检单上标注。
6.2.2厂长确定该物料可否先用后检,可以的仓管员在物料上贴上“紧急放行”标签并做好记录,同时按正常标准进行抽样检测。
6.2.3不可以先用后检的物料,品质部安排第一时间检测,并及时将检测结果通知PMC部。
6.3取样6.3.1包材取样包材检验人员根据《送检单》中的送检数量,按照“包材检验标准”中的抽样标准进行抽样。
在抽样过程中不得使包材受污染、受损,抽样完毕后,将包装箱原样封好。
6.3.2原料取样6.3.2.1取样时应先将抽取的原料外包装表面用纱布擦试干净,用专用工具打开包装,分别从样本中平均抽取所需试样。
6.3.2.2取液体样应搅拌后抽取,同时检查试样中是否有杂质,并将从多个样本中所抽取的样品混合在一烧杯内。
固体样品应用特定取样器具从样本中部取样。
6.3.2.3有菌检指标的原料,在来料时每批号只抽检1个包装单位,取样后应特别标注,加强密封。
6.3.3 机加工产品取样6.3.3.1 取样时应采取均匀取件法进行抽样,以减少检测误差。
GMP原辅料进货验收管理规程

页码:文件编号:生效日期: 再版日期:第1页/共3页SMP-MM-01002-1标准管理规程STANDARD MANAGEMENT PROCEDURESubject题目:原辅料进货验收管理规程Issued by颁发部门:质量部Written by起草人:Date日期:Dept. Head Approval 部门主管审核:Date日期:QA Director Approval QA 主管审核:Date日期:Approved by批准:Date日期:Dispense分发:总经理、质量部、生产部、商务部、行政人事部1.目的制订原辅料进货验收管理制度,确保原辅料的进货验收规范化。
2.适用范围本规程适用于公司商务部采购的原辅料3.责任者公司商务部采购员、仓库管理员、QA人员,商务部负责人监督该制度的执行4.内容4.1.物料验收4.1.1.仓库管理员负责对每批进厂的原辅料进行初验。
4.1.2.核对货物凭证或合同协议,核对是否是已经质量审计合格的供应商;检查原辅料外包装标记是否与货物相符,字迹是否完好清楚。
是否注明品名、规格、数量、批号、生产厂家。
4.1.3.检查原辅料的外包装,是否牢固完好,无破损、无受潮、无污染、无混杂,并清点数量。
4.1.4.按10%抽样称量,贵重原料应逐件称重,并做好记录。
如误差超过±2%的要及时通知采购人员处理。
4.1.5.经过上述检查后,不符合规定的原辅料,应保持原样,通知采购员退货。
4.1.6.初验合格后,管理员在收料单上签字,填写SMP-MM-01002-1-R-001《物料初验记录》。
标准管理规程STANDARD MANAGEMENT PROCEDURESubject题目:原辅料进货验收管理规程Issued by颁发部门:质量部4.1.7.有下列情形之一的仓库管理员有权拒收,并作记录,开具拒收单交供方押运员。
4.1.7.1.物料与凭证,订货合同项目(如品名、规格、数量等)不符。
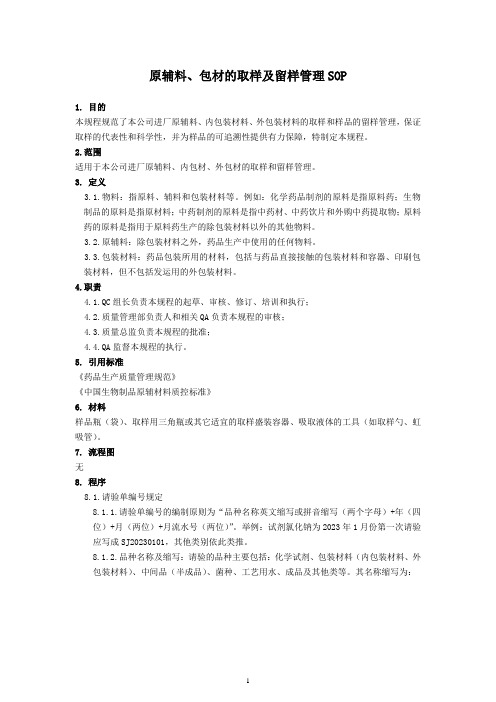
品管部工作流程图

品管部工作流程图品管部工作流程图品管部:进料工作流程图流程叙述进料:收到仓库的送检通知单,准备验收;进料查看产品的检验报告:要求供应商提供产品检验报告;判定:检查产品检验报告上的各指标是否符合要求;NO通知主管负责人仓管员/检验员检验员检验员记录/参考《送检通知单》《产品检验报告》《产品检验报告》《原材料内控标准》《送检通知单》《质量内部联络单》《供应商每批供应记录表》《送检通知书》《原材料检验报告》《每月原材料质量统计》查看产品检验报告判定合格知会仓库,退货合格:报告合格再抽样检验;检验员不合格:通知品管主管;品管主管知会仓库,退货:在送检通知单填写不合格;检验员交予仓库,退货处理;仓管员知会采购部:与采购部沟通该供应商提供该批品管主管次产品的问题;采购员抽检知会采购部抽检合格:抽检合格,填写送检单,交予仓库;检验员/仓管员入仓:仓库接到送检单,安排入仓;存档:所有文件检验记录存档仓管员检验员合格入仓存档品管部:生产过程工作流程表流程叙述负责人记录/参考原料投产:原料投入生产;原料投产生产部《原料投产单》《车间清洗消毒记录》《车间品质控制检查记录》《生产过程杂物记录》《质量异常报告》《整改报告》《纠正预防措施》《理化指标检验原始记录》《微生物检验原始记录》《产品检验报告》巡检通知有关人员继续下一道工序返工报废成品整改报告巡检:生产过程中,现场QC 对各个车间进行现场QC巡查,抽检现场QC检验合格:继续一道工序;品管主管检验不合格:通知主管,品管主管/生产主通知有关人员:品管主管和生产主管决定不合管格半成品返工还是报废;品管主管/生产主报废:对有问题的成品进行销毁,并对该次事管件提出合理的整改建议;生产部整改意见:相关人员对该次事件进行原因分析,提出整改意见;成品:半成品经过合格工序生产完成;检验员检验检验:对成品抽样检验各指标;入仓《每月产品质量小结》检验员/仓管员《放行单》入仓:检验合格产品在放行单上签字,入仓保存;检验员存档:把各项检验记录,检查记录,整改意见书等保存起来。
某食品工厂仓库管理制度流程图
某食品工厂仓库管理制度流程图德馨饮料仓库管理制度流程一、原料、包材入库管理制度1来料检验及收货2检验报告3来料入库仓储流程图二、原料、包材领用管理制度1原材料出库领用2材料领用单据3原材料出库领用流程图三、库管理及生产耗材的核算1库管理2生产原、辅料损耗表四、成品入库管理制度1、成品入库管控2、成品入库单3、成品入库流程图五、成品出库发货管理制度1、成品出库管控2、成品发货单3、成品出库发货流程图六、仓库盘点一、原料、包材入库管理制度目的:为规原料和包材等入库作业管理,保证材料在正常生产过程中不影响产品的质量。
主要负责:仓库管理员(小田)、检验室(志壮、倪晴雯)职责:仓管员负责物料的收料、报检;仓库管理员、质检员、化验员共同负责对原、辅材料的检验、不良品处置方式的确定1、来料检验及收货1.1原辅料送到公司后,由仓管员小田根据供方送货单,在当日便对数量、生产日期、保质期限、标识、外包装卫生情况及完好性等进行验收,在确保上述容符合要求时接受入库,并填妥《物料卡》,做标识待检。
L2仓库人员Oda填写《检验申请单》,当天及时通知检验室对原料进行检验,并协助检验室根据Shuminhao 123进行标识。
1.3对检验室检验的合格原辅材料进行开“物料验收单”。
验收不合格的原辅料,分开堆放、做好标识,并通知采购部,不合格的产品通知销售部。
1.4随时注意原辅料的有效期,做到有效期在前的先发料, 超过有效期的严禁使用于食品生产。
1.5原则上,仓库当天交付的原材料当天处理。
1.6仓库管理员Oda应对已入库的原材料进行分区分类摆放,不得随意堆放。
如有特殊情况,应在当天完成。
1.7仓库管理员小田对已入库的原料在蜀铭号123进行了如实登记。
2检验报告1.1检验申请单L2检验报告单3入库流程图二、原料、包材领用管理制度目的:规范原辅料和包装材料的操作管理,确保在正常生产过程中,材料的使用与生产相同,材料的供应不会影响产品的生产。
来料检验规范

5.1来料检验流程图(如附件1)。
5.2点收:依《仓库管制程序》办理。
5.3来料检验
5.3.1.货仓依据送货单核对数量、料号、物料标示正确后签收,并填写〈品质检查报告〉送检,将ROHS物料放在RoHS物料待验区:非ROHS物料放在非ROHS物料待验区,或以“待验”标示管制。其中代工业务客供物料货仓按“套单”开《品质检查报告〉,IQC依BOM单核对料件规格、型号。
5.3.9.检查作出检验结论后,IQC将《品质检查报告》第二联(红联)发到采购,由采购知会供应商、货仓、PMC,生产部,由仓库办理入库或退货手。采购并将不合格《品质检查报告》传真给客户或供应商。第一联(白联)品质部保存,并由品质文员或班组长进行统计汇总。制程来料不良IQC出《纠正预防通知书》反馈给供应商要求改善并回复对策,品质部将《品质检查报告》《纠正预防通知书》表单存档便于追溯。
5.3.10.对于生产急需物料,IQC应进行优先检验或由采购部提出《特采申请单》品质部、工程部确认批准后方可采取特殊放行,并在《品质检查报告》上注明特采放行,对于特采放行的物料IQC应保留适当样品进行检验或对下线之物料进行跟踪,如发现不合格则立即上报部门主管或经理。
5.4.11.免检物料,必须由物料申请部门或PMC开《来料免检申请单》注明免检原因,并由品质、货仓、生产、PUC、工程签名确认,方可免检上线。
程序文件
编写部门
文件编号
制定日期
版本
名称:来料检验规范
修订日期
页数
修改状态
5.3.5.除非客户规定一般使用M11-STD-105E,一般抽样水准II级单次正常检验抽样,特殊抽样S-2,AQ1:电子类(MA0.4/MT0.65);塑胶类、包材类(MAO.4/MI1.0)ROUS:AC:0REJ:1