焊缝外观标准(1)
三级焊缝验收标准
三级焊缝验收标准一、焊缝外观质量要求:1.对于金属表面有严重气孔、脆瘤、炸孔、缺边等缺陷,或者缺陷直径或深度大于规定值的,焊缝为不合格。
2.焊缝应无裂纹,一般重要焊缝不得有终止性裂纹。
3.焊缝的误焊、/漏焊不得拒收,但应有明显的修补迹象。
4.焊缝应平整、均匀、无溅渣,没有突出的犁沟、歪斜、等缺陷。
二、焊缝尺寸与形状要求:1.焊缝形状应符合设计要求,焊缝宽度应符合规定。
2.焊缝高度应符合要求,如高度过大或过小均为不合格。
3.间隙缺口、钝边和焊缝凹陷过大都为不合格。
三、焊缝强度和材质要求:1.焊缝连接强度应满足设计要求,并且不得低于相关标准规定。
2.焊缝材料的化学成分应符合规定的要求,有严重偏离的都视为不合格。
四、焊缝工艺要求:1.焊缝的工艺参数应符合相关标准的要求。
2.焊缝的熔合情况应符合相关标准的要求。
3.焊缝的热影响区应符合相关标准的要求,不得超过规定的范围。
五、焊缝无损检测要求:1.焊缝应按照设计要求和相关标准进行无损检测。
2.焊缝无损检测应符合相关标准的要求,合格率应达到规定的要求。
六、焊缝的环境和安全要求:1.焊缝作业环境应符合相关标准的要求,确保焊接安全。
2.焊缝工作人员应持证上岗,具备一定的焊接技能。
七、焊缝的记录和档案要求:1.焊缝的施焊记录应完整、准确,记录内容包括焊接参数、焊缝质量、焊接过程中的异常情况等。
2.焊缝的检验记录应完整、准确,包括验收结果、所采取的措施等。
3.焊缝的档案资料应保存完整,方便后续查阅和管理。
总之,三级焊缝验收标准是对焊缝外观质量、尺寸和形状、强度和材质、工艺、无损检测、环境和安全以及记录和档案进行评定和验收的标准。
只有符合标准要求的焊缝才能被认可为合格,否则都为不合格。
这些标准的制定和执行,能够保证焊缝的质量和安全性,提高工程项目的可靠性和耐久性。
中文版ISO 5817 焊缝外观标准

参考号:DIN EN ISO 5817 : 2003-12英语价格组14销售号111403.04 在DIN ENG授权下,由HIS再发行德国I.H.S.授权,仅供内部使用第二页DIN EN ISO 5817 : 2003-12国家附录NX文中所提到的标准(且不包括在规范性参考文件、参考书目和附录ZA中的)DIN EN 22553 熔焊接头、硬钎焊接接头和软钎焊接接头——图纸上的符号表示方法(ISO 2553 : 1992) DIN EN ISO 4063 焊接与相关处理——参考号对应处理的术语(ISO 4063 : 1998)DIN EN ISO 6520-1焊接与相关处理——金属材料中几何缺陷的分类:第1部分:熔焊(ISO 6520-1 : 1998)在DIN ENG授权下,由HIS再发行德国I.H.S.授权,仅供内部使用欧洲标准EN ISO 58172003年10月ICS 25.160.40 取代EN 25817:1992英文版本焊接钢、镍、钛及其合金熔焊接头(不包括电子束焊接)缺陷的质量等级(ISO 5817:2003)本项欧洲标准由CEN于2003年9月1日批准。
CEN成员必须遵循CEN/CENELEC的内部规则,它规定赋予欧洲标准以国家标准地位,并不加任何改变。
有关此类国家标准的更新列表和参考书目等,可以向管理中心或者任何CEN成员申请得到。
欧洲标准使用三种官方语言(英语、法语和德语)。
其他语种的版本,如果是由某一CEN成员负责翻译成本国语言,并通知管理中心,则享有与官方语言版本相同地位。
CEN的成员为以下国家的国家标准机构:奥地利、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、匈牙利、冰岛、爱尔兰、意大利、卢森堡、马耳他、荷兰、挪威、葡萄牙、斯洛文尼亚、西班牙、瑞典、瑞士和英国。
CEN欧洲标准委员会管理中心:rue de Stassart 36, B-1050 布鲁塞尔© 2003. CEN – CEN国家成员保留在世界范围内以任何形式和方法对本标准进行使用的权利。
焊缝外形尺寸标准
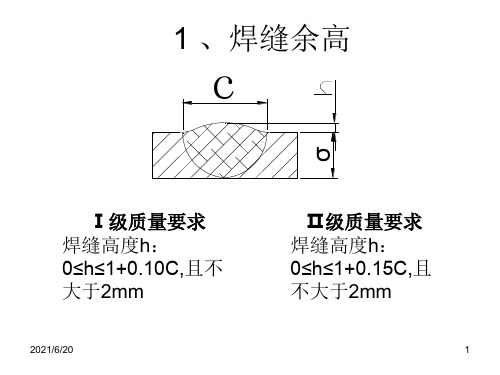
Ⅱ级质量要求
y≤0.05δ,且y≤0.5mm,
单个长度不大于8mm,其
总长度不超过焊缝全长
的10%。
y≤0.1δ,且y≤1.0mm,
其总长度不超过焊缝全
长的5%。
2
3、焊缝焊缝不直度
Ⅰ级质量要求 每0mm焊缝长 或以下H≤1mm, 且焊缝全长H不得 大于2mm 。
2021/6/20
Ⅱ级质量要求 每500mm焊缝长或 以下H≤1mm,且焊 缝全长H不得大于 2mm 。
2021不/6/20得大于1mm2
Ⅱ级质量要求 1.外露焊缝不允许。 2.在300mm长的焊缝 上,Φ≤1.5mm的气孔、 点状夹杂不得超过1 个。Φ≤0.5mm的缺陷
点数允许增多,但总 面积不得大于2mm2
5
6、焊瘤
Ⅰ级质量要求 不允许
2021/6/20
Ⅱ级质量要求
1.外露焊缝不允许。 2.不多于焊缝全长的5%
6
7、凹坑 未焊满
凹坑
未焊满
Ⅰ级质量要求
2021/6/20
不允许
Ⅱ级质量要求 1.外露焊缝不允许。 2.每米或每条焊缝 上不得多于2处, 且不低于母材
3.未焊满不允许
7
8、裂纹 未融合 未焊透 烧穿
Ⅰ级质量要求 不允许 2021/6/20
Ⅱ级质量要求
不允许
8
9.角焊缝外观形状要求
2021/6/20
3
4、焊缝宽度差
不包括始末两端
Ⅰ级质量要求 焊缝宽度差≤10% 焊缝宽度C,且不 大于3mm。
Ⅱ级质量要求 焊缝宽度差≤15%焊 缝宽度C,且不大于 3mm。
2021/6/20
4
5、气孔 点状夹杂
Ⅰ级质量要求 1.有密封性要求或外露焊
焊缝外观检验标准

焊缝外观检验标准焊接是一种常见的金属连接方法,而焊缝外观检验则是评定焊接质量的重要标准之一。
焊缝外观的好坏直接影响着焊接件的使用性能和外观质量,因此对焊缝外观的检验至关重要。
首先,焊缝外观检验应该从焊接工艺规程、产品图纸、相关标准等文件中获取相应的要求。
这些要求包括焊缝的形状、尺寸、表面质量、气孔、夹渣、裂纹等方面的要求。
在进行检验时,应该根据这些要求来评定焊缝的质量,确保焊接件符合相关标准和规定。
其次,焊缝外观检验应该注重对焊接工艺的控制。
焊接工艺的参数设置、焊接设备的选择、焊接操作的规范等都会直接影响焊缝的外观质量。
因此,在进行焊接时,需要严格按照焊接工艺规程和相关要求进行操作,确保焊缝的外观符合标准。
另外,焊缝外观检验还需要注重对焊接材料的选择和保护。
焊接材料的选择应符合产品要求,并且需要保证其质量稳定。
同时,在焊接过程中,还需要采取相应的保护措施,避免焊接材料受到氧化、污染等影响,从而保证焊缝的外观质量。
在进行焊缝外观检验时,还需要注意对焊接件的表面清洁和处理。
焊接件的表面质量直接影响着焊缝的外观质量,因此在进行检验前,需要对焊接件的表面进行清洁和处理,确保焊缝的外观质量不受表面缺陷的影响。
最后,焊缝外观检验还需要注重对焊接工艺的记录和追溯。
在进行焊接时,需要对焊接工艺参数、焊接设备、焊接材料等进行记录,并确保这些记录能够被追溯。
这样在出现焊接质量问题时,能够及时找到问题的原因,并采取相应的措施加以解决。
综上所述,焊缝外观检验是评定焊接质量的重要标准之一,需要从焊接工艺规程、产品图纸、相关标准等文件中获取相应的要求,并严格按照要求进行操作和检验。
只有这样,才能确保焊接件的外观质量符合相关标准和规定,从而保证焊接件的使用性能和外观质量。
钢结构焊缝质量等级一级和二级定义
一、概述钢结构是工程建筑中常见的结构形式,其具有高强度、刚性好、耐久性强等优点,因此被广泛应用于桥梁、厂房、船舶等领域。
在钢结构的制作中,焊接是一种常见的连接方式。
焊缝质量直接关系到钢结构的安全性和稳定性,因此对焊缝质量的评定和等级划分具有重要意义。
本文将就钢结构焊缝质量等级一级和二级的定义进行详细阐述。
二、焊缝质量等级的基本定义1. 钢结构焊缝质量等级一级的定义钢结构焊缝质量等级一级要求焊缝充满、熔合良好、无气孔、裂纹、渗透不良等缺陷,焊接接头表面光洁平整。
焊缝与母材的强度、韧性和其他力学性能基本一致,焊缝和母材有一定的连接强度。
2. 钢结构焊缝质量等级二级的定义钢结构焊缝质量等级二级要求焊缝熔合良好、无气孔、裂纹和渗透不良等严重缺陷,焊缝表面允许有轻微的凹凸不平,但不得影响其强度和密封性。
三、钢结构焊缝质量等级的评定标准1. 钢结构焊缝质量等级一级的评定标准(1)焊缝外观允许有一定的凹凸不平,但不得影响其使用功能;(2)焊缝内部无气孔、裂纹和渗透不良等缺陷;(3)焊缝与母材性能基本一致;(4)焊缝连接强度满足设计要求。
2. 钢结构焊缝质量等级二级的评定标准(1)焊缝外观允许有轻微的凹凸不平,但不得影响其使用功能;(2)焊缝内部不得出现气孔、裂纹和渗透不良等严重缺陷;(3)焊缝连接强度满足设计规定。
四、钢结构焊缝质量等级的重要性1. 钢结构的安全性和稳定性焊缝质量直接关系到钢结构的安全性和稳定性,焊缝质量等级的划分是对焊接工艺控制、质量检验和评定的重要依据。
2. 焊接工艺的控制通过对焊缝质量等级一级和二级的定义,可以引导焊接人员正确掌握焊接工艺,提高焊接质量,保障钢结构焊缝的质量和安全。
3. 质量检验和评定的指导焊缝质量等级的确定和评定可以作为焊接质量检验和评定的指导,帮助相关人员进行焊接质量的评定和监控。
五、结论钢结构焊缝质量等级一级和二级的定义和评定标准是对钢结构焊缝质量的重要规范,是保障钢结构安全性和稳定性的重要依据。
换热器管子与管板的焊接与检验的国外工程标准简介(一)
The Offshore Engineering Specification Introduction for Tube to Tubesheet Welding and Examination of Heat Exchanger( 1)
标 准 规 范
换热器管子与管板的焊接与检验的 国外工程标准简介 (一)
董家祥1 ;李平瑾2 ;乔伟奇3 ;石意龙3 ;何亦华3 (11 福陆丹尼尔有限工程公司 ,上海 200052 ; 21 合肥通用机械研究院 ,安徽 合肥 230031 ;31 巴斯夫有限公司 ,上海 201507)
1 前言
管子与管板的焊接在换热器的设计 、制造与检 验中至关重要 ,而现行的标准 、规范中对管子与管板 的焊接工艺评定 、焊接 、检验等没有行之有效的措施 或规定 。管与管板的焊缝为未焊透结构 , 其特殊性 与检验手段的限制 , 致使出现对设备运行有潜在危 害的焊接缺陷及假焊 。待设备运行一段时间后 , 不
摘 要 :以南京巴斯夫项目 ( IPS) 和漕泾巴斯夫项目 ( IIP) 在设计 , 制造 , 检验数百台换热器经验的基 础上 ,介绍德国巴斯夫公司换热器的管与管板焊接 、检验与验收规范 (WN75 - 100 标准) , 该规范在 换热器的级别分类 、管与管板的工艺评定试验与检验 、焊工及焊接操作工技能评定 、管与管板的检 验与试验等方面的详细要求 。 关键词 :管子与管板 ;焊接与检验 ;工程标准
·6 ·
可避免地产生泄漏 。 为解决这一难题 , 20 世纪 80 年代实施尿素设
备国产化时 ,引进并制订了尿素设备管子与管板焊 接工艺评定的部颁标准 , 但因其程序复杂性及局限 性 , 推广应用受到限制 。近年来 , 由于德国巴斯夫 、 拜耳等公司在国内的投资 , 引进并采用了关于管板 的射线探伤技术以及巴斯夫公司的 WN75 - 100 管 与管板焊接标准 , 且在国内 10 多个制造厂推广应
焊缝外观质量检验标准

焊缝外观质量检验标准焊缝外观质量检验标准是对焊接工艺的质量进行评估的重要指标。
焊接是一种常见的连接工艺,广泛应用于各种工业领域。
焊接的质量直接影响到产品的使用寿命和安全性,因此,对焊接质量的检验至关重要。
首先,焊缝的外观应该符合标准。
焊缝应该没有裂缝、气孔、夹渣等明显的缺陷。
同时,焊缝的表面应该平整光滑,没有明显的凸起或凹陷。
如果发现这些问题,应该及时进行修补或重新焊接。
其次,焊接应该符合规定的尺寸和形状。
焊缝的宽度、高度、倾斜度等应该符合设计要求。
如果焊缝的尺寸和形状不符合要求,可能会导致焊缝强度不足或者出现应力集中等问题。
另外,焊缝的颜色也是判断焊接质量的一个重要指标。
通常情况下,焊缝的颜色应该均匀一致,没有明显的色差。
如果发现焊缝的颜色不均匀或者出现色差,可能是焊接过程中温度控制不当或者焊接材料不合适。
综上所述,焊缝外观质量检验标准是对焊接质量进行评估的重要指标。
在焊接过程中,应该严格按照标准进行检验,及时发现和处理问题,保证焊接质量。
目录I。
前言II。
焊缝外观质量检验标准3.1 范围3.2 引用文件3.3 术语和定义3.3.1 可视面3.3.2 非可视面3.4 符号5.1 焊缝分类5.2 焊缝质量等级5.3 图样标记6.焊缝外观质量检验规则6.1 检验方法6.2 抽检要求6.3 检验比例7.焊缝外观质量检验项目和要求前言:本文旨在规范焊缝外观质量检验标准,以确保焊接件的质量符合要求。
焊缝外观质量检验标准:3.1 范围:本标准适用于所有焊接件的外观质量检验。
3.2 引用文件:本标准引用的文件包括相关的国家标准和行业标准。
3.3 术语和定义:3.3.1 可视面:指焊接件的外观可以直接观察到的部分。
3.3.2 非可视面:指焊接件的外观无法直接观察到的部分。
3.4 符号:本标准中使用的符号均按照相关标准规定执行。
焊缝分类及质量等级:5.1 焊缝分类:根据焊接件的形状和用途,将焊缝分为对接焊缝和角接焊缝。
CH-ZL001(1)焊缝标准
一、目的为了确保焊接质量,特制订本焊缝标准。
二、适用范围公司各种产品的焊缝。
三、内容1、大于16m m的单边焊缝必须开单边坡口,大于25m m的双边焊缝必须开双边坡口;2、平行对接和垂直对接焊缝必须开坡口;3、坡口总角度:手工焊:40°~45°,气体保护焊:25°~30°;4、平行对接和垂直对接焊缝(即没有外露角焊缝)的坡口深度:单边坡口深度为母板厚度减2mm,双边坡口焊缝深度为母板厚度的一半减1 mm;5、有外露角焊缝的坡口深度:单边坡口的不小于母板厚度1/2,双边坡口的不小于母板厚度的1/3。
6、坡口焊缝的外露角焊缝高度:单边坡口的不得小于最小母板厚度的1倍,双边坡口不得小于最小母板厚度的0.5倍。
外露焊缝角度为45°±5°;7、单边角焊缝的最小高度不得小于最小母板厚度的1.5倍,双边角焊缝的最小高度不小于最小母板厚度的0.8倍。
角焊缝角度为45°±5°;8、箱形结构的封板与内部肋板必须配做开塞焊槽焊接,焊槽宽等于内部肋板厚度,塞焊缝总长度不小于总结合长度的2/3,每隔150mm开塞焊槽300mm。
对于平行布置的相邻塞焊缝,塞焊槽错开布置;9、除需在外表加板的焊缝可有不大于1.5mm的内陷外,其他所有焊缝必须弧形外凸1~2mm;10、除特别说明,所有焊缝为连续焊缝;11、焊缝不得有夹渣、气孔、啃边,收口处不得有缺口,外观平直光滑或者是规则的鱼鳞状,同一焊缝形状必须连续一致,一般接缝处不得有超过1.5mm的突变(规则鱼鳞状焊缝的两片鱼鳞间的台阶不超过2mm),整条焊缝高差和形状相对偏差不超过3mm;12、图纸要求低于本标准的,以本标准为准,高于本标准的以图纸要求为准。
本标准从公布之日起执行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊缝外观质量检验标准
1 范围
本规范规定了手工电弧焊、钨极氩弧焊的焊缝外观质量要求。
2 符号
下列符号适用于本文件。
b :焊缝余高的宽度;
d :气孔的直径;
h :缺陷尺寸(高度或宽度);
t :壁厚或板厚;
C :焊缝宽度;
3 焊缝外观质量检验项目和要求
NO. 项目项目
说明
判定标准
说明
可视面不可视面
1
表面
气孔不允许
可视面不允许,非可
视面允许单个小的
气孔,气孔直径
d≤1
2 表面
夹渣不允许
3 焊滴
附着不允许
可视面不允许有
飞溅,非可视面在
100x50的范围内,
φ1不超过一个
4 电弧
擦伤
不允许在焊缝接
头外面及母材表
面
焊缝接头的外面
及母材表面局部
出现应打磨,打磨
后呈光滑过度
5 焊缝
高度
h≤0.5
允许局部超高
h≤1
允许局部超高
非可视
工面打
磨平整
6
未焊
满或
凹坑
不允许
h≤0.5且
总长度不超过全
长的10%
7 沿长
度方
向的
宽窄
差
焊缝宽窄差值,且在整个焊缝长度范
围内ΔC≤2
任意
300mm内
8 焊缝
超厚
允许局部超高;
焊高≥5mm,
h≤1mm;
焊高≤5mm,
h≤0.5mm;
允许局部超高;
焊高≥5mm,
h≤1.5mm;
焊高≤5mm,
h≤1mm;
参考现
场工艺
指标
9 焊缝
减薄
不允许低于规定
高度
允许局部减薄;
焊高≥5mm
h≤1.5;
焊高≤5mm
h≤1;
参考现
场工艺
指标
10 凹度
过大
或凸
度过
大
凸凹不得超过焊
高的1/4
凸凹不得超过焊
高的1/3
参考现
场工艺
指标
11
焊缝
宽窄
差ΔC
焊缝指定范围内宽窄差不得超过焊高
的1/4
任意200
范围内
12 焊缝
边缘
直线
度f
f≤1mm
(焊高≤5mm,允
许有1mm的直线度
误差)
f≤1.5
(焊高≥5mm,允
许有1.5mm直线度
误差)
f≤1mm
(焊高≤5mm,允
许有1.5mm的直线
度误差)
f≤1.5mm
(焊高≥5mm,允
许有2mm直线度误
差)
任意
300mm内
13
咬
边不允许
连续缺陷h≤0.5,
局部缺陷h≤0.5,
全长10%以内
NO.项目项目
说明
判定标准
说明
可视面不可视面
14
弧坑
缩孔
板厚≤20mm,弧坑
深度≤0.5mm
板厚≥20mm,
弧坑深度≤1mm
编制:审核:批准:
质量管理部
焦作制动器股份有限公司。