4250TEU集装箱船的船体特点和现代建造工艺
4250TEU集装箱船脱硫塔结构强度有限元分析
第23期2020年8月No.23August ,20204250TEU 集装箱船脱硫塔结构强度有限元分析张伟(江苏海事职业技术学院,江苏南京211100)摘要:文章以4250TEU 集装箱船为研究对象,依据劳氏船级社RULES AND REGULATIONS FOR THECLASSIFICATION OF SHIPS (2007)的要求,对该船上的脱硫塔结构进行强度计算。
运用大型有限元软件MSC.Patran/MSC.Nastran ,计算工况选取脱硫塔在正常操作工况和事故工况下分别考虑横摇和纵摇两种情况,对该脱硫塔结构强度进行建模计算。
计算结果表明,该脱硫塔结构强度满足规范要求。
关键词:集装箱船;脱硫塔结构;有限元分析中图分类号:U664文献标志码:A江苏科技信息Jiangsu Science &Technology Information基金项目:江苏海事职业技术学院课题;项目名称:基于有限元的船用脱硫塔结构优化设计及强度计算研究;项目编号:KJYB201902。
江苏海事职业技术学院千帆计划资助项目;项目编号:CX1701。
作者简介:张伟(1989—),女,江苏溧阳人,工程师,硕士;研究方向:船舶结构设计。
引言在大中型船舶上安装脱硫装置是目前的主流趋势[1],为降低整个脱硫项目的生产成本,对其结构形式进行优化设计,对企业而言就显得至关重要。
本文以4250TEU 集装箱船为例,采用有限元软件MSC.Patran/MSC.Nastran 对该集装箱船脱硫塔结构进行强度计算。
参考劳氏船级社规范(以下简称“《规范》”),对脱硫塔结构在正常操作工况和事故工况下的强度进行了校核。
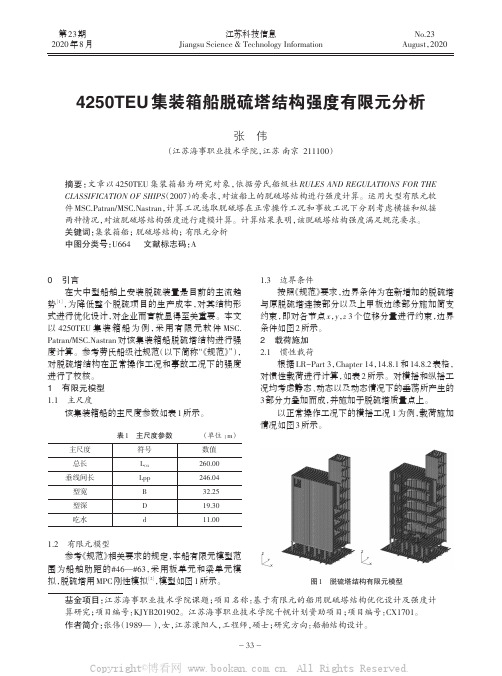
1有限元模型1.1主尺度该集装箱船的主尺度参数如表1所示。
1.2有限元模型参考《规范》相关要求的规定,本船有限元模型范围为船舶肋距的#46—#63,采用板单元和梁单元模拟,脱硫塔用MPC 刚性模拟[2],模型如图1所示。
现代船舶建造工艺流程-壳舾涂一体化造船模式
现代船舶建造工艺流程根据现代造船“壳舾涂一体化总装造船”模式,船舶生产经历了传统造船到现代造船的过渡,因为技术的发展和日新月异的创造力与技术革新突破,才达到了目前的造船情况。
传统造船分为两个阶段:1是常规船体建造和舾装阶段,先装龙骨系统,再装肋骨系统,最后装外板系统;2是分段建造,舾装分为2个阶段,分段舾装和船上舾装。
现代造船则由于成组技术的引入,船体实行分道建造,舾装分为3个阶段,单元舾装、分段舾装、船上舾装。
由船体建造、舾装、涂装结合工作组成了所谓的“壳舾涂一体化总装造船”。
当前造船行业正向着数字造船和绿色造船的方向努力。
一、船舶建造工艺流程层次上的划分为:1、生产大节点:开工——入坞(上船台搭载)——下水(出坞)——试航——交船生产大节点在工艺流程中是某工艺阶段的开工期(或上一个节点的完工期),工艺阶段一般说是两个节点间的施工期。
生产大节点的期限是编制和执行生产计划的基点,框定了船舶建造各工艺阶段的节拍和生产周期;节点的完成日也是船东向船厂分期付款的交割日。
2、工艺阶段:钢材预处理——号料加工——零、部件装配——分段装焊——坞内装焊(合拢)——拉线镗孔——船舶下水——发电机动车——主机动车——系泊试验——试航试验——交船3、以上工艺阶段还可以进一步进行分解。
4、是以上工艺阶段是按船舶建造形象进度划分的,造船工艺流程是并行工程,即船体建造与舾装作业是并行分道组织,涂装作业安排在分道生产线的两个小阶段之间,船体与舾装分道生产线在各阶段接续地汇入壳舾涂一体化生产流程。
二、船舶建造的前期策划船舶设计建造是一项复杂的系统工程,在开工前船厂必须组织前期策划,一是要扫清技术障碍;二是要解决施工难点。
1、参透“技术说明书”(设计规格书)。
技术说明书是船东提出并经双方技术谈判,以相应国际规范及公约为约束的船舶设计建造的技术要求。
船厂在新船型特别是高附加值船舶的承接中必须慎重对待:必须搞清重要设备运行的采用标准情况、关键技术的工艺条件要求,特别是要排查出技术说明书中暗藏的技术障碍(不排除某些船东存有恶意意图);2、对设计工作的组织。
集装箱船船体结构极限强度研究
集装箱船船体结构极限强度研究发布时间:2022-09-20T01:09:14.787Z 来源:《科学与技术》2022年第10期作者:杜万里,殷东升,张洪亮,胡立明,王雪鹏,杨润,赵文龙[导读] 与传统干杂货船相比,采用标准运输模块进行集装箱运输更加方便、高效、安全杜万里,殷东升,张洪亮,胡立明,王雪鹏,杨润,赵文龙中国船舶集团青岛北海造船有限公司,单位邮编:266520 摘要:与传统干杂货船相比,采用标准运输模块进行集装箱运输更加方便、高效、安全。
因此,集装箱船逐渐取代了传统的干货船,成为海上运输的主力。
从规模经济的角度看,船舶的基本尺寸越大,其经济效益越明显。
20世纪90年代以来,集装箱船正式步入了规模化时期,随着对高强度的船舶设备、大功率舰船发电机等核心技术的逐步掌握,集装箱船逐渐发展壮大。
由于近年全球经济运行状况的回升以及国际海事组织节能减排令的推行,超大型集装箱船将再次成为国际航运发展的重点。
关键词:大型集装箱船;结构强度;工艺研究引言随着经济全球化的进展,全球各国商品贸易额日益扩大,集装箱货轮以其效率、便利、安全等优点已形成了全球海运的主力军,同时为逐步减少货物运输成本,集装箱货轮日益向大型化和高速化发展,目前大型集装箱货轮已成为全球集装箱海运市场的最主力船舶类型。
与此同时,由于中大型集装箱货轮所具备的高技术、高附加值等优点,也日益引起世界造船企业的高度关注,所以进行对大中型集装箱货轮的构造分析与制造工艺技术研究,对改善中国造船企业的造船技术水平,并进而增强其在全球造船市场上的综合竞争力,有着很大的现实意义。
1.水动力砰击对总强度与局部强度的影响超大型集装箱船由于有着很大的首外飘和较平坦的尾部线体等特征,再加上飞行速度较高,在不良海况下,随着身体的大幅度摇荡运动,很易引起首尾下方和首部舷侧外飘地区的水动力砰击现象。
瞬间突然而强烈的舰船砰击也会使舰船出现巨大的抖动现象,使舰船梁本构非线性波浪弯矩加大而造成整体结构刚度下降。
世界及我国船用低速柴油机行业发展研究_刘啸波

Research of Industry Development of Low-speed Marine Diesel Engine at Home and Abroad
LIU Xiao-bo1,2, REN Hui-long1, LI Chen-feng1
(1. College of Ship Building Engineering, Harbin Engineering University, Haerbin 150001, China; 2. China Shipbuilding Information Center, Beijing 100192, China)
与韩国相比,虽然日本造机企业的技术力量和水 平仍然明显领先,但是由于日元升值等问题,导致日 本造机企业在与韩国的海外竞争中不占优势。同时, 由于造船业下滑,导致日本造机产业的发展进入瓶颈 期。根据日本国土交通省统计数据[8],2007 年至 2011 年日本船用低速机产量(单机功率在 1 万马力以上) 相对较为稳定,总台数基本维持在 400 台左右,年均 产量 810 万马力。根据克拉克松统计数据测算[6],2007 年至 2011 年日本船用低速机年均需求约为 720 万马 力。可见,日本船用低速机产量主要以满足国内需求 为主,国际市场订单较少。
1 世界船用低速柴油机行业发展概况
1.1 市场规模 1.1.1 接单规模
根据《柴油机与燃气轮机》中的船用柴油机订单 调查报告,世界船用低速柴油机新接订单情况如图 1 所示[1-5]。在前一轮的船市高峰期,船用柴油机订单增 长迅速,并在 2007 年左右达到顶峰,成交量超过 2700 台。受 2008 年以来世界经济形势和造船形势恶化的影 响,世界船用低速机订单大幅下滑,2009 年成交量仅 为 2007 年成交的 20%。2010 年和 2011 年成交量有所 恢复,但整体形势也不乐观。2011 年全球船用低速柴 油机新接订单 854 台,功率合计约为 2000 万马力。按 照每马力 200~270 美元测算(据专家介绍,我国船用低
第八章-分段装配-货舱区环型各分段制造
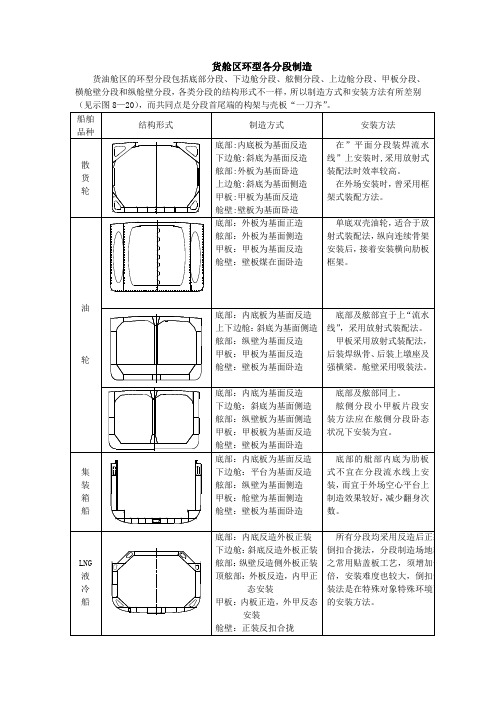
货舱区环型各分段制造货油舱区的环型分段包括底部分段、下边舱分段、舷侧分段、上边舱分段、甲板分段、横舱壁分段和纵舱壁分段,各类分段的结构形式不一样,所以制造方式和安装方法有所差别(见示图8—20),而共同点是分段首尾端的构架与壳板“一刀齐”。
示图8—20一、底部分段制造大型船舶底部一般分为平底线区的“方箱”底部,及其二侧舭部的底边水舱组成。
1、制造方式:大型船舶“方箱”底部均分为不对称的左右(P.S)二个片段分别制造,搭载前才总组合拢成整体。
制造方式是在“平面分段装焊流水线”上的内底板为基面反造,然后贴盖外板拼板。
而特殊船舶LNG则以内底板为基面反造,而外板纵骨则安装在另一外板胎架的铺板上。
将反造的内底片段翻身反扣至正态外板片段中成形分段。
1、安装方法我厂曾用过三种。
(1)七、八十年代曾用框架式装配法(见示图8—21)示图8—21(1)九十年代之后用放射式装配法(见示图8—22)示图8—22(3)LNG船用顺序式装配法(见示图8—23)示图8—232、操作控制要领(1)纵骨、纵桁及横向肋板间距尺寸按“LNG分段建造精度控制表”标准。
(2)纵骨、纵桁及横向肋板的垂直度按“LNG分段建造精度控制表”标准。
(3)纵骨、纵桁、内底板及外板首、尾端应在同一横断面内,检测办法用线锤或激光经纬仪。
4、构架装配顺序内底板拼板划线及切割→纵骨安装→16极焊接→安装肋板→插入纵桁板→架设外板纵骨材→构架焊接→预舾装→贴盖外板拼板→定位加强焊。
(1)内底纵骨安装。
将纵骨按零件号吊到分段内底板相对应的位置。
根据图纸尺寸确定纵骨轮廓与外板端缝的相对位置,然后用点焊固定。
点焊时应从纵骨中间向二端固定,定位焊结束后,要用角尺或水平尺检测盘直度,在关键部位肋骨与内底板的垂直度须用钢板条临时加强以防止纵材焊接变形。
(2)肋板安装。
吊装肋板按相应的肋位线插入纵材之间。
在吊装肋板时会遇到肋板上的纵骨切口不易插入纵骨,这时须修正肋板上的切口。
我国核动力集装箱船技术参数

我国核动力集装箱船技术参数全文共四篇示例,供读者参考第一篇示例:我国核动力集装箱船技术参数随着我国经济的快速发展和对能源的需求不断增加,我国海运行业也迅速发展,海上运输量逐年增加。
为满足海上运输的需求,提高运输效率和安全性,我国开始研发核动力集装箱船技术。
核动力集装箱船是一种利用核能源作为动力源的集装箱船,拥有高效、环保和安全的特点。
其技术参数包括以下几个方面:1. 动力系统:核动力集装箱船以核反应堆作为主要动力源,通过核裂变反应产生热能,驱动船舶发动机进行航行。
核动力系统具有高能效、长时间续航和低排放的特点,能够实现远洋大船舶的长途航行。
2. 船体结构:核动力集装箱船采用钢质船体结构,具有良好的强度和稳定性,适合长途海上运输。
船体设计合理,具有良好的操纵性和适航性能,能够适应各种天气和海况。
3. 船载设备:核动力集装箱船配备先进的设备和技术,包括自动导航系统、船载通信系统、货物装卸设备等。
这些设备能够提高船舶的运输效率和安全性,实现船舶自主运行和自动化作业。
4. 安全控制系统:核动力集装箱船配备完善的安全控制系统,包括辐射监测系统、应急救援系统、火灾探测系统等。
这些系统能够及时监测船舶运行状态,保障船舶和船员的安全。
5. 环保性能:核动力集装箱船具有较高的环保性能,能够减少燃油消耗和大气排放,降低对环境的影响。
采用核能源作为动力源,船舶无需燃油加注,减少化石能源的使用,有利于减少温室气体排放和空气污染。
6. 经济性:核动力集装箱船具有较高的运输效率和经济性,能够降低运输成本和提高利润空间。
核动力系统具有较长的使用寿命和低维护成本,能够降低船舶运营成本,提高运输效率。
我国核动力集装箱船技术参数具有先进的技术水平和较高的性能指标,能够满足海上运输的需求,提高运输效率和安全性。
未来,我国将进一步加大核动力船舶的研发和推广力度,努力打造具有国际竞争力的核动力集装箱船船队,推动海运行业向高质量发展。
第二篇示例:我国核动力集装箱船技术参数核动力集装箱船是一种利用核能发电系统作为动力的大型集装箱船舶。
2750TEU集装箱船主推进系统校中工艺及研究
测 量 中间 轴法 兰 与艉 轴 法 兰 的偏 移 值 曲轴 臂距 差应 不 大于 04 mm,其 余缸 .8 ( AG)和 曲折值 ( S GAP ,使 偏 移 的曲轴臂 距差不大 于02mm。 ) . 4
值 和 曲折值 符 合 “ 轴系 校 中模 型 图
的要求 。
以上 所 有数 据 检 查合 格 后 ,推 进 行下一步工作一一轴承 负荷测量 。
5 船 舶标 准 化工程 9 2 1 , 3 币 0 6 1
船舶蒜准化工 疖 程
负荷测试1
负 荷测试2
图3 轴系 负荷 测试 示意 图
20 a 压 记录 对 应百 分 表 的读 数 , .MP 油
直 至油压完全 释放 。
半
R C‘ = R () 2
3结论
2 5 TE 7 0 U集 装箱 船 的主 推 进 系统 安 装 采用 的 以上 校 中工 艺过 程 ,通过 轴 系 螺栓 连 接 前 的校 中和轴 系 螺栓 连
. . 、
\ /
- _
南 5
2 0。。’ 。
FS6 0 0 l S 0 .5 6
’
南 。’ 。 。’ ’ 如 。’’ 由
。
由
图 1 轴 系 布 置 图
主 推进 系 统 对 中期 问 ,船上 应 停 止一 栓 连 接 前 的 校 中和 轴 系 螺栓 连 接 后 的 置标 记 .调整 艉 轴上 下 和左 右 位 置至 切 有 碍对 中 的振动 、风 割及 电焊 等 工 负荷测量 两部分 。
值 ,使 偏 移值 和 曲折值 符 合 “ 轴系 校 安 装 中 间轴 与 艉轴 、主 机与 中 间轴 的 2 、主 机最 后 一 道主 轴 承 ( N 试 ) 图3
进一步缩短周期,提高出坞船完整性(船坞车间)

307G
308G 309G 801G
304G
305G
艉半船底分段
艏半船底分段
缩短周期,提高出坞完整性
中组预拼装:艏岛
缩短周期,提高出坞完整性
中组预拼装:艉岛
缩短周期,提高出坞完整性
中组预拼装:艉岛
ThemeGallery is a Design Digital Content & Contents mall developed by Guild Design Inc.
• 坞期控制在35天左右,创造了 30天的记录
出坞船
出坞船
谢谢大家!
L/O/G/O 船坞车间
我们要做中国最优秀的船厂
管理创新项目: 缩短周期,提高出坞完整性
L/O/G/O 船坞车间
缩短周期,提高出坞完整性
具体措施:
• • 一、劳动力组织方面,合理配比工种人员, 明确分工。 二、持续改进中组合拢工艺,精度控制, 工装改进。 三、合理安排、精心布置,保证造船质量, 保证计划和节点提前完成 四、积极配合,加强横向协调、沟通,提 高完整性
•
•
缩短周期,提高出坞完整性
一、劳动力组织方面,合理配比工种人员, 明确分工。
• 年初公司下达了今年生产计划目标任务,车 间根据不同建造船型和生产总量,提前策划, 在各施工队、班组人数总量不变的的情况下, 科学合理配比各工种人员,设立专业定位班 组,分工明确,职责落实,满足生产要求。
缩短周期,提高出坞完整性
缩短周期,提高出坞完整性
1、规章制度、考核办法:
缩短周期,提高出坞完整性
制度保证:
缩短周期,提高出坞完整性
2、利用主机围栏区域调配分段位置,便于 吊装,缩短吊运周期。
3M—7TEU集装箱船船体建造施工工艺
135M —272TEU集装箱船船体建造施工工艺1、概述1-1本船船型为尖船、方船艉、双渠、四舵并设导流管装置,全船FR0~FR6 为艉尖舱;FR6~FR37为机舱;FR37~FR213为舱口大货舱;FR213~FR224为辅机舱;FR224~FR235为艏尖舱。
1-2本船船体建造按LR ”船级社《入级和建造规范》和有关法定检验技术规贝J; [ CCS质量检验]标准及图纸;生产设计工艺图纸;工艺文件要求等有关技术文件。
1-3主尺度:船长135.00M船宽11.40M型深3.95M满载吃水3.50M肋距:FR0~FR37 0.50MFR212~FR235FR37~FR212 0.60M梁拱0.20M1-4船体材料:⑴本船船体结构?用钢材为LR ”船级社认可的船用结构钢,应符合LR ”船1/ 15 级社《入级和建造规范》要求。
全船船用板材及型材,根据规格要求进行预处理。
⑵ 焊接材料①埋弧自动焊焊丝及焊剂选用H08A;选配焊剂431或430均可。
②CO2气保焊焊丝选用H08Mnzsi。
③手工焊焊条:船体合拢焊;主副机座、系缆设备及盘轮系、轴系等重要结构均采用E5015氐氢焊条,船体其它结构选用E3015酸性焊条。
1-5船体结构:本船主船体结构:FR0~6%单底、单舷侧、单甲板;FR6~37为单底、双舷侧、单甲板;FR37~213为双底、双舷侧、单甲板;FR213~224为双底、双舷侧、双甲板;FR224~235为双底、单舷侧、单甲板。
本船结构型式均横骨架式。
2、船体建造方案:根据本厂起重设备、生产场地、生产加工设备及船体分段转场运输,起吊能力等因素;⑴FR0~FR6艉分段采用反身建造法;⑵FR6~FR37机舱分段、船体分段采用反身建造法;其舷侧箱体采用卧式建造法;⑶FR37~FR21大货舱双层底分段采用正造法;其舷侧箱底分段采用卧式建2/ 15造法;⑷FR213~FR224辅机舱双层分段采用反身建造法;其舷侧箱体分段采用卧式建造法;其升高甲板及平台甲板平面分段和FR224~FR235艏分段均采用反身建造法。
4250TEU舱口盖安装工艺

7 6
1.2.3.舱口盖与舱口围的接触面前、 后和左、右要分布均匀,硬档对准橡 皮压入量范围为13mm-+67,冲水试验要 保证喷嘴距接缝1.5m内在至少2.0bar 压力下冲水不漏;
1.2.4.舱口盖的支承块数量多,尺寸 大,安装时要求与舱口围支承块的密 贴面积不小于50%,最大间隙不超过 2mm;
步骤七:使用内距规及游标卡尺测量舱 口盖P与C、C与S、舱口盖与舱口围之 间的间隙,确定三角块的尺寸。
角隅橡皮
三角块
步骤八:安装限位块和止跳装置附件;
止跳装置
横向限位位器
步骤九:依据舱口盖导向块位置对绑扎 桥定位(每一拼绑扎桥定位要求前后6 只舱口盖预定位结束后进行)(横向 间隙10-3+3mm,纵向间隙16-6+10mm);
3.3.舱口盖第一次吊离舱口围:
步骤一:在舱口围面板上开止动销孔, 开孔尺寸为理论φ230mm,切割边不垂 直度应小于0.5 mm,横舱壁壁板和加 强材依据止动销切割;
步骤二:安装止动销(焊接时,切割前 按高强度厚板要求进行火焰预热), 定位桩的中心线与舱口围上“十”字 线对准;
步骤三:将支承块、调节垫片加工后在 舱口围上进行安装;
2.3. 舱口盖在预总装模拟平台上的外型 尺寸和左、中、右舱口盖相对位置记录, 确定盖板中心线(MVP、CVP),并敲好 舱口盖的中心线洋冲;
2.4.箱脚安装保证一个箱位箱脚水平度;
三. 4250TEU舱口盖安装步骤和方法
3.1.根据模拟总组平台测量的实际舱 口盖的尺寸在舱口围面板上划出舱口 盖周围轮廓线。
步骤一:先以船体中心线为基准,用激 光经纬仪在舱口围面板上划出舱口围 中心线,使之对准船体中心线,然后 开出舱口围四周的垂直角尺线,最后 根据模拟总组平台测量的实际舱口盖 的尺寸,依据角尺线和基准线划出每 块舱口盖的外形边框线。
大连市科学技术奖学科专业组答辩项目

2.
海洋构造物重量控制技术研究
大连理工大学;大连船舶重工集团有限企业;大连船舶制造国家工程研究中心有限企业
3.
基于虚拟现实旳CRH3动车组转向架多媒体信息系统
大连交通大学;长春轨道客车股份有限企业
4.
4250TEU巴拿马型集装箱船设计建造技术优化开发
大连船舶重工集团有限企业
大连交通大学
6.
热处理炉炉衬硅酸铝纤维喷涂技术研制
瓦房店金海轴承制造有限企业
7.
高性能医用钛合金h7精棒加工技术
大连盛辉钛业有限企业
8.
JM816超合金舰船用增压器叶片旳研制
大连金煤阀门有限企业
204机械专业评审组(22项)
序号
项目名称
单位名称
1.
蒸汽双效溴化锂吸取式冷温水机
大连三洋制冷有限企业
2.
单位名称
1.
建设创新型都市中提高大连市政府科技管理效能旳对策研究
大连市人民政府发展研究中心
12.
精细化学品选择加氢催化剂及加氢技术旳创新
大连理工大学
13.
2万吨/年聚羧酸高性能减水剂项目
大连市铭源全科技开发有限企业
14.
机动车循环冷却系统缓蚀剂研制
大连交通大学
15.
全自动多路加温加压迅速溶剂萃取仪
中国科学院大连化学物理研究所
203无机非金属、金属材料专业评审组(8项)
序号
项目名称
单位名称
大连瓦房店市永宁炉排制造有限企业
7.
高性能环境保护型弹性金属塑料轴瓦
大连三环复合材料技术开发有限企业
8.
水润滑金属塑料轴瓦及生产措施
大连三环复合材料技术开发有限企业
2500TEU集装箱船规格书(中文)

2500TEU集装箱船技术规格书2004.7中国船舶设计研究院章节0通则0.1 简介一般描述.本规格书对该船作了详细的描述以便建造者完全按照0。
11章节的规则交付该船。
对规格书的理解如下:1.在规格书中出现多次的机械设备、备件等仅提供一次。
2.在规格书中所列设备可以以相似的设备来替代,但须得到船东的同意。
3.规格书中的尺寸公差满足制造厂和船厂的要求。
4.所有的设备按制造厂的标准建造和试验。
5.除非在0。
11节提到的规则、规范的要求,在规格书中未提到的设备将不提供(除船东供品)。
6.该船和设备的参数中提到的“大约”,建造方可以合理的调整。
如出现本规格书的各章节互相矛盾和抵触,船体部分仅按船体章节,甲板机械仅按甲板机械部分的章节,舱室部分仅对应舱室设备和布置及油漆部分的相关条款,机舱和管系、电气部分、空调冷藏亦同样。
可以认为章节“0”优先于本规格书的其他章节。
0。
2 船型和一般特性该船为集装箱船装以下货物:1.在甲板和货舱内装20和40英尺ISO标准集装箱2.在机舱上甲板装45英尺集装箱。
3.舱口盖上装欧洲箱。
4.400只冷藏集装箱插座,200只在主甲板和舱口盖上,200只在3、4、5货舱内(2层)。
该船为单机,B干舷,固定浆,低速二冲程船用柴油机,该船有5个货舱,机舱和上棚在尾部,横向结构,对称尾,球鼻首,一个平衡舵,首侧推和封闭桥楼。
该船将装运下列IMO的危险品集装箱:1#货舱:1, 2, 3, 4, 5.1, 6.1, 8 & 9类危险品。
2#,3#,4#货舱:1.4S, 2, 3, 4, 5.1, 6.1, 8 & 9类危险品。
5#货舱危险品的装载位置离首侧推舱的距离至少为3米。
三台克令吊和一台首侧推。
在压载状态下从水线到雷达桅的净高不超过150英尺。
对于该船的布置参照总布置图。
该船的设计按下列进行设计:1.海水温度[ºC] 冬天0 / 夏天322.环境温度[ºC] 冬天-20 / 夏天353.相对湿度[%] 冬天85 / 夏天700。
45000t集装箱滚装船结构设计
45000t集装箱滚装船结构设计欧阳杰;沈朝晖【摘要】45000t集装箱滚装船的设计理念与常规集装箱滚装船完全不同,其将船体中部设置为滚装区域、将艏艉设置为集装箱区域,并对主甲板以下的集装箱货舱采用大开口、无舱盖设计.这种创新的设计方法可有效减少船舶航行中的压载水量,最大化载货量,提高船舶的经济性.45000t集装箱滚装船作为一种全新的船型,其船体结构相当复杂,重点介绍其结构特点和设计难点及在设计过程中需要考虑的强度计算问题,并对关键部位的设计进行说明.该船结构的设计方法可供同类船舶设计参考.【期刊名称】《船舶与海洋工程》【年(卷),期】2017(033)001【总页数】5页(P1-4,53)【关键词】集装箱滚装船;总纵强度程度;刚性设计;滚装设备;过渡结构;疲劳强度分析【作者】欧阳杰;沈朝晖【作者单位】沪东中华造船(集团)有限公司,上海 200129;沪东中华造船(集团)有限公司,上海 200129【正文语种】中文【中图分类】U674.13+8沪东中华造船(集团)有限公司设计建造的45000t集装箱滚装船是目前世界上最大、最先进的集装箱滚装船,同时具备集装箱船和滚装船的特点,体现了2种船型设计技术的进一步发展。
为提高集装箱装卸效率,该船的集装箱货舱采用大开口、无舱盖、无绑扎和超高连续导轨架设计。
目前绝大多数集装箱滚装船都将主甲板以下货舱布置为滚装货舱,集装箱堆放于主甲板以上;而该船为载货量最大化,将滚装货舱主要布置在船体中部,并使滚装区域通道穿过机舱区域,将集装箱区域分成2部分,分别布置在艏部和艉部。
这种独特的布置可有效减少船舶在满载/重载航行下的压载水量,提高船舶的经济性。
该船实船图见图1。
根据装载手册确定包络线(弯矩、剪力及扭矩曲线)是结构详细设计的前提。
考虑到特殊的货物装载布置,船舶在正常航行过程中会处于中拱状态,且中拱弯矩较大,因此采用纵骨结构形式。
由于该船前部集装箱货舱采用大开口、无舱盖设计,因此必须满足国际海事组织海上安全委员会(MSC)的相关要求,即MSC/Circ.608/REV.1。
浅谈2500TEU集装箱船的计划编制与管理
浅谈2500TEU集装箱船的计划编制与管理作者:李加孙贤琪来源:《科学与信息化》2020年第30期摘要计划管理是船舶建造管理的核心,一套合理的计划能够将复杂的设计过程和生产活动有序的联系起来,降低成本,优化资源,缩短工期。
本文通过2500TEU系列船的线表计划、大日程、中日程、小日程计划的编制以及过程中计划的调整,详述了计划编制、管理控制、平衡调整,给出了计划进行动态控制的相应方法。
关键词 2500TEU集装箱;计划编制;计划平衡;计划管理前言造船工程计划的编制是一项复杂的工作,最忌讳拍脑袋,每一个项目施工的计划时间都要有理有据,有标准规范。
影响船舶建造的生产因素中管理因素占最大的比重,要缩短船舶建造周期就要大力提高管理水平,而计划管理是船舶建造管理的核心。
航运咨询公司SeaIntel Maritime Analysis发布报告称,到2020年底,支线小型船舶将出现400-1200艘的缺口。
本文针对2500TEU船建造过程中计划的编制、调整平衡进行阐述。
1 船舶线表计划船厂与船东洽谈合同时,造船线表就要生成,待合同生效时造船线表就确定下来,线表的确定就标志着整个造船项目的正式启动。
船舶建造线表一般根据造船合同约定的交船期确定建造过程中的几个重要节点,开工,入坞,半船起浮,出坞,试航,交船等。
其中船坞搭载是整个建造生产的关键环节,各个区域建造计划实施的效果决定了船坞搭载的连续性及准确性[1]。
2 大日程计划大日程计划包含所造船的相关数据,以及各生产节点时间,包括准备文件、主要设备材料订货、船体工程、舾装工程等各节点时间以及重要节点时间;它是以开工为基准节点,向合同签订和交船方向延伸的节点计划。
生产大日程计划一般要在合同签订后1月内编制完成,在中日程计划确定前有效,大日程计划的编制,一般要参考建造合同、建造规格书、建造方针、线表计划,根据以往造船经验进行编制,编制过程中,要与各部门协商讨论,尤其是新船型,如2500TEU船,脱硫设备安装调试以及脱硫舱室打磨油漆是建造过程中难点要点,需要商议确定,存在争议由生产管理部计划科调整确定,经部门领导/公司领导批准下发。
大型集装箱船舶建造总结

前言沪东中华自从2002年在新的船坞为中海集团成功建造第一艘5688TEU集装箱船以来,我们又成功建造了8艘5688TEU集装箱船和7艘4250TEU集装箱船;在去年根据我们对大型集装箱进一步研究和开发的成果,我们又承接了4艘8530TEU集装箱船,打算在明年正式建造,在大型集装箱建造史上取得了又一次突破;目前我们正在向10000TEU箱超大型集装箱开发和建造迈进。
短短三年时间,我们将大型集装箱首制船发展成常规产品、拳头产品,为公司近几年连续实现跨越式发展作出了突出贡献。
回顾整个建造过程,我们的发展不是一撮而就,而是依靠科学、依靠大家的智慧和技术更新在不断摸索,不断总结和完善的基础上一步一步发展起来的。
因此再次总结5688TEU集装箱船和4250TEU集装箱船的成功建造经验,对我们今后进一步建造8530TEU集装箱船和10000TEU箱超大型集装箱以及进一步提高建造速度和建造质量具有非常重要的意义。
一.5688TEU和4250TEU集装箱船的船体特点1.线型和结构特点1.1 由于航速在25节以上属中速船,所以船体艏艉区水线以下型线狭瘦。
艏部为球鼻艏、艉部为球型艉。
全船舭部几乎没有平行舯体。
平底线区很小,侧面呈一橄榄状。
1.2 由于要求多装箱,扩大舱内和甲板的箱位面积、甲板面的平均宽度为船宽的0.9倍,所以从船底至甲板的肋骨型线变化很大,机舱后部区的横截面呈带茎的倒裁蒜头状。
1.3 为n扩大艏楼甲板的堆箱数,甲板宽度放宽后,首部型线“飘展”呈飞鸟状。
1.4 为扩大装箱,舱内舷及艏部呈台阶形结构。
1.5 两舷双壳宽度仅为一只集装箱的空间,箱舱的宽度的空间、箱舱的宽度和高度是集装箱的倍数的结构。
1.6 大开口箱舵的开口为甲板宽度的85%,为甲板长的81%。
船的纵向强度由下列结构补偿:①.大厚度、高强度钢舷顶列板;②.大厚度,高强度钢边甲板;③.大厚度,高强度钢纵壁顶板;④.大厚度,高强度钢宽纵骨;⑤.大厚度,高强度钢连续纵向舱口围板。
4250TEU舵叶制造作业指导书
4250TEU舵叶制造作业指导书一,材料a) 舵叶板的材质为船用钢板,铸钢件进厂前需经船检和本厂质检部门的检验并打钢印。
舵叶所用材料(包括所用钢板、铸件)其质量及规格应符合图纸的设计要求及船级社规范要求。
b) 如果图纸规定的材料需要代用,必须有书面申请并获得技术部门同意。
二,放样,切割1)舵叶零件的精确尺寸由放样决定。
横向筋板、纵向筋板由设工所直接提供数控资料进行切割并开好焊接破口。
舵叶外板在与舵顶板相接处加放余量20毫米。
其余方向无余量,且需在压型加工前开好破口,外板尺寸为放样展开后的尺寸。
切割时外板必须喷粉作为加工的依据。
2)设工所的样台向施工单位提供放样草图和压型加工用内卡样板及胎模样板. 放样草图上须标注零件的代号、中心线、坡口方向、正反加工符号等内容。
在样板上注明舵叶制作水平心线和垂直心线。
3)零件边缘表面不应有缺口等缺陷,否则必须经检验部门同意后,用点焊补焊和砂轮打磨处理。
边缘处理应经检验员检验合格。
三,舵叶外板压型加工1)舵叶外板采用冷加工,由内业车间压制,设工所提供内卡样板和放样草图。
2)加工后的舵叶外板经与内卡样板、放样草图核实后报检验员检验,合格后流入下道工序。
检查线必须清楚准确。
四,胎架制作1) 设工所的样台提供胎模样板,胎模位置与舵叶横向筋板对应,模板尺寸为300*13,每块模板上应在舵杆轴心线处冲样冲进行明确标志。
具体形式参见图1。
a--a2)模板交验应拉钢丝线检测各模板舵杆轴心线。
以激光仪检测模板水平误差。
检测结果应做记录。
3)胎架制作水平误差≤+2.0 mm,垂直度误差≤3.0 mm。
4)胎架应经常检查维修,如果发现胎架精度或强度无法满足生产要求应重新制作。
五,装配与焊接5.1 工序流程:5.2 焊接方法5.2.1舵叶必须严格按船级社认可的焊接工艺进行焊接。
5.2.2焊接材料需经船级社认可,且符合舵叶各部位对焊材性能的要求。
5.3 焊前准备5.3.1 焊前,检查所有焊缝的破口形式是否符合图纸要求。
21000 TEU超大型集装箱船舱口围与抗扭箱一体化建造技术的改进
中外船舶科技2019年第1期船菊白设计与21000TEU超大型集装箱船舱口围与抗扭箱一体化建造技术的改进薛伟,孔勇,邵国华(江南造船(集团)有限责任公司,上海201913)摘要:21000TEU新型超大集装箱船舱口围与抗扭箱一体化建造的关键在于对超厚板焊接质量的控制,同时,对其建造流程加以改进优化,采用分区域联合建造,可节约船坞资源,缩短建造周期。
在建造中严格控制精度,可减少精度修正量,降低建造成本,提高生产效率。
关键词:超大型集装箱船;一体化建造;厚板焊接控制;工艺优化中图分类号:U671.8文献标志码:A21000TEU新型超大集装箱船是一种高技术、高附加值船舶,也是国内目前在建的最大级别的集装箱船。
由于大型集装箱船结构为大开口船舶类型,开口宽度基本大于85%的船宽,在抗扭箱和舱口围区域大部分采用厚板以保证船舶结构安全强度“V,因此厚板焊接质量控制和大开口区域组立建造流程优化是建造的关键。
文中对21000TEU超大型集装箱船舱口围+抗扭箱一体化建造技术改进方案进行研究,并期望通过实施这些方案使21000TEU船抗扭箱分段建造的完整性得到充分提高,生产技术准备更加科学合理,产品整体质量得到保证,技术水平、工艺装备水平不断提升,有效缩短建造周期,同时,结合精益造船理念,降低舱口围+抗扭箱一体化建造成本,提高管理水平和造船效率。
1舱口围+抗扭箱一体化建造关键点控制21000TEU船的舱口围+抗扭箱一体化建造是将舱口围与抗扭箱结构组立整体制作,这样可将后道工序前移,使搭载周期缩短。
21000TEU船舱口围+抗扭箱结构一体化建造中面临着许多难题,需要对建造流程、精度管理以及厚板焊接工艺、工装等全面控制。
经过分析,21000TEU船舱口围+抗扭箱一体化建造的关键点主要包含以下几个方面。
1.1超厚板的焊接控制21000TEU超大型集装箱船舱口围+抗扭箱采用了大量高强度钢厚板,最大板厚达85mm。
由于对超厚板需要进行多层多道焊接,焊接过程中产生的热量会造成热应力集中,使板材发生较大的热变形。
船舶行业现状
1、造船行业现状一、造船行业特点(一)产业关联性强船舶行业是国民经济中的重要组成部分,它不仅为海洋资源的开发提供了装备,也为世界贸易提供了必需的平台。
船舶行业是一个庞大的社会系统工程,它所处的产业链上游包括:各种原材料厂商、机械电子供应商、设计服务机构、配套产品提供商等,下游包括航运业、修理服务业和休闲娱乐业等,它可以极大地促进与之相关的各个产业的发展。
由于船舶行业的产业关联性强,能够快速带动地方经济的发展,在中央的《船舶工业调整振兴规划》出台后,产业基础较好的地区和省份纷纷根据自身发展条件制定相关发展规划。
(二)资本投入大、技术要求高、劳动力密集船舶行业与飞机制造业类似,需要大量的初始投入,如厂址位置和面积要求较严格、固定资产的投入大、船坞的建设要求高,同时也需要大量的基础产业配套,如修船业和配套设备制造业等。
同时,船舶行业涉及的技术环节多,流程和工艺相当复杂,不管是初始图纸的设计,还是工艺的选用和专用机械的操作,都有很高的技术要求。
另外,船舶产品结构复杂、重复作业比率低,较难采用流水线或专用工装设备生产,主要靠人工,需要大量的技术工人同时作业,对工人的专业素质要求也较高,属于劳动力密集型产业。
一般来讲,一个大型造修船基地的建造,可以提供上万个就业岗位。
(三)单件小批量生产、制造周期长由于船舶本身体积庞大、结构复杂、耗材繁多、系统精密、价格昂贵等特点,船舶行业一般都是单件小批量生产,而且制造周期较长。
17万吨散货船从进坞到交船平均周期在半年左右,7.6万吨成品油船建造周期在385天左右,4250TEU集装箱船建造周期在320天左右。
一般来讲,船东一次订购大型客货轮的数量比较少,而且在航运市场较旺的时候才会连续订购。
(四)周期性特征明显由于造船的时间跨度较大,这使得下游航运业的运力增减无法根据市场需求灵活地做出调节。
航运业主要承担大宗商品在全球范围内的流通,而大宗商品的供需状况与宏观经济的走势密切相关。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 船体 特点
() 1 由于 要 求航 速 高 , 以设 计 的船 体 水 线 以 所 下 型线狭 瘦 , 船 几 乎 没 有平 行 舯体 。为 了扩 大 艏 全 楼 甲板 的堆箱 数 , 部 型 线 外飘 很严 重 。船 体 纵 骨 首
与外板结 构 的布置 在 首 尾 部 即 为 扭 曲状 , 而板 材 的 线 形在首 尾 区域是 双 向弯 曲 。
作者简介 : 勇华 (9 6一) 男 , 余 17 , 工程师 , 主要从事技术管理工作。
3 8
江 苏 船 舶
第2 8卷
状 。分段建 造 中合 拢 经 常 出 现 多 阶 梯 的 “ 型 总 u”
组。
() 5 扩大 总 组 , 性 试 验 前移 , 装 、 密 舾 涂装 工作
前移 。 由于集 装箱 船 建造 精 度要 求 较 高 , 板 线型 外
摘
要 : 绍 了 42 0 E 介 5 T U集 装 箱 船 的船 体 特 点 , 述 了现 代 船 舶生 产设 计 和 实 际 施 工 过 程 中 推 行 的 一 些 设 计 理 叙
念和建造工艺。 关 键 词 : 装 箱 船 ; 体 特 点 ; 造 工 艺 集 船 建
中 图 分 类 号 : 64 1 1 U 7.3 文 献 标 识 码 : B
收 稿 日期 :0 1— 1—1 21 0 0
( ) 了最 大 限度 装 箱 , 舱 开 口非 常 大 。为 2为 货
保 证强 度 , 用 了 大量 的超 厚 高 强度 钢 。 角 隅和 箱 采
脚 等高 应力 区也 不 允许 开 设 各 类 人孔 、 流水 孔 和 通 焊孔 , 且 板材 自由边 要求 打磨 光滑 , 并 超厚 高强 度钢
第2 8卷
第 3期
江苏船舶
JANGS S P I U HI
Vo. No 3 128 .
21 0 1年 0 6月
J n . 01 u e2 1
42 0 E 集 装 箱 船 的 船 体 特 点 和 现 代 建 造 工 艺 5 T U
余 勇华
( 苏新 扬 子 造 船 有 限 公 司 , 苏 靖 江 2 4 3 ) 江 江 15 2
的预 热 、 接 、 工 校 正 、 弯 加 工及 坡 口开设 都 是 焊 火 冷
难题 。
( ) 装 有 冷 藏 箱 处 的 横 舱 壁 , 口盖 , 扎 3在 舱 绑 桥 , 舱通 风 、 舱通 道 的布置及 加强 使得结 构非 常 货 货 复杂 , 造施 工 困难 。 建 ( ) 了在 舱 内装 箱 , 舱 内的 结 构 呈 阶 梯形 4为 货
1 42 0 E 集 装 箱 船 主 要 量 度 5 T U
420 E 5T U集 装箱 船 是 目前 船 宽能 满 足 巴拿 马
运河 的最 大船 型 , 有 较 高 的 经 济性 能 。该 船 是 一 具 种 高附加 值 的大 型集装箱 船 , 术 难度 较高 , 建造 技 其
有着 很 多 的难 点 。该船 主要 量度 为 :
较大 , 大合拢 建造 周 期相 当长 。缩短 坞 内周 期 的办 法就是 将总组 扩大 , 然后在坞 内进行 大合拢 , 即总段 建造 。经过试 验 、 断总结 经验和改 进 , 不 最终将 全船
() 5 集装 箱 船 舱 内有 大量 的导 轨 , 为提 高 建 造 效率 , 必须分 段预装 。 () 6 集装箱 建造 的精 度 控制 要求 较 高 , 越 大 , 船
总 长
2 .1 61 0 m
3 2 2. 5 m
型 宽
型 深 设 计 吃水 结 构 吃水
1 3 9. 0 m
1 . 0 m 1 O
1 6 2. 0 m
42 0 E 5 T U集 装箱 船总 布置 图如 图 1 示 。 所
●
图 1 42 0 E 5T U集 装 箱 船 总 布 置 图
精度 控制要 求更高 。
10多个分段 缩短 到 5 总段 , 且 总段 在进 行合 7 0多 并
拢时精 度控制 满 足 要 求 , 到坞 内周 期 约 9 达 0~10 0 天 。对 于上层 建筑 这样 舾 装周 期 较 长 区域 , 在起 吊
3 现 代 建 造 工艺
现代造 船 模式 强调 壳舾 涂 一 体化 , 中间产 品 以 组 织生产 , 优化造 船 作 业 主流 程 , 行作 业 前移 , 推 提 高分段完 整性 , 高总 装 化水 平 , 现最 优 化 生产 。 提 实 为提高建造 速度 和建 造 质 量 , 取 了如 下各 类 工艺 采 方法。
一
步快 速有序 搭载 , 短船坞 制造周期 , 缩 在分段 制造
边 的油漆 导致重 新 打磨 和 涂 装 , 至于 重新 搭 建 甚
时将导 轨架预 装在整 个横舱壁 中。并 且将其 中间产
脚手 ; 二是有 足够 的空间方便 施工 , 人员也 不用在横 壁 ( 2个舱 ) 边来 回跑 ; 是便 于保 持 和 甲板 或 或 两 三 平 台的角隅加厚 板板缝 的连续 性 。 ( ) 甲板折 角线 避 免机 械 加工 。这 是利 用分 2主 段 划分 或板缝 布置来尽 量减 少机械 加工 、 省工 时 、 节
能力 的范 围 内尽 量 将舾 装单 元 所 有 分 段 总 组 在 一
起, 提高 出坞时 的完整性 。本船 段分为 上下两部 分 , 其 中上部共 8层 , 量 达 7 0 t 重 0 。敷 料 、 门窗安 装 结 束后 将其 吊装 上船 , 大大 节省 了码 头舾装 时间 , 为 并
码头 能够 出坞 后立 即进行设 备调试 创造条 件 。 () 6 横舱 壁导轨 架 双面 预装 工 艺 。为 缩短 船坞
横隔舱 总组 时间 和减少 吊装 次数 , 而 推动 船 坞进 从
一
() 1 分段 划分充 分考 虑 了保 护涂 层 以及 施工 的 便利 , 尽量避 免 出现 合拢缝 为角接 , 并且 尽量远 离横 舱壁 ~1m。这样 一 是为 了避 免 合 拢 时破 坏横 壁 另