5外文翻译(一)
桥梁毕业设计外文翻译5
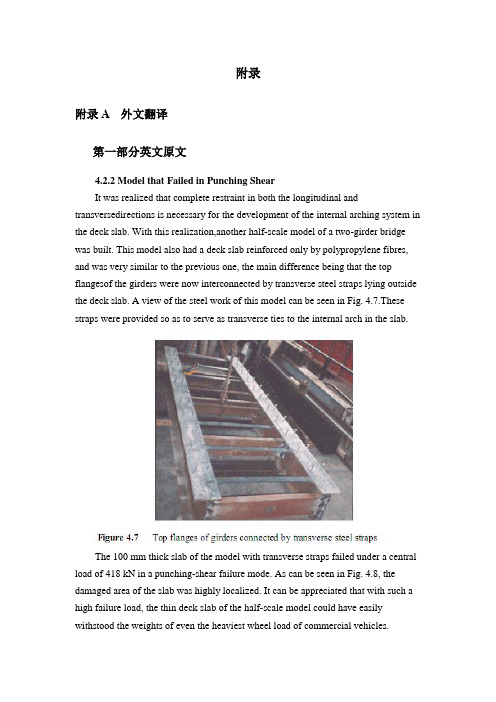
附录附录A 外文翻译第一部分英文原文4.2.2 Model that Failed in Punching ShearIt was realized that complete restraint in both the longitudinal and transversedirections is necessary for the development of the internal arching system in the deck slab. With this realization,another half-scale model of a two-girder bridge was built. This model also had a deck slab reinforced only by polypropylene fibres, and was very similar to the previous one, the main difference being that the top flangesof the girders were now interconnected by transverse steel straps lying outside the deck slab. A view of the steel work of this model can be seen in Fig. 4.7.These straps were provided so as to serve as transverse ties to the internal arch in the slab.The 100 mm thick slab of the model with transverse straps failed under a central load of 418 kN in a punching-shear failure mode. As can be seen in Fig. 4.8, the damaged area of the slab was highly localized. It can be appreciated that with such a high failure load, the thin deck slab of the half-scale model could have easily withstood the weights of even the heaviest wheel load of commercial vehicles.The model tests described above and in sub-section 4.2.1 clearly demonstrate that an internal arching action will indeed develop in a deck slab, but only if it is suitably restrained.4.2.3 Edge StiffeningA further appreciation of the deck slab arching action is provided by tests on a scale model of a skew slab-on-girder bridge. As will be discussed in sub-section 4.4.2, one transverse free edge of the deck slab of this model was stiffened by a composite steel channel with its web in the vertical plane. The other free edge was stiffened by a steel channel diaphragm with its web horizontal and connected to the deck slab through shear connectors. The deck slab near the former transverse edge failed in a mode that was a hybrid between punching shear and flexure. Tests near the composite diaphragm led to failure at a much higher load in punching shear (Bakht and Agarwal, 1993).The above tests confirmed yet again that the presence of the internal arching action in deck slabs induces high in-plane force effects which in turn demand stiffer restraint in the plane of the deck than in the out-of-plane direction.4.3 INTERNALLY RESTRAINED DECK SLABSDeck slabs which require embedded reinforcement for strength will now be referred to as internally restrained deck slabs. The state-of-art up to 1986 relating to the quantification and utilization of the beneficial internal arching action in deck slabs with steel reinforcement has been provided by Bakht and Markovic (1986). Their conclusions complemented with up-to-date information are presented in this chapter in a generally chronological order which, however, cannot be adhered to rigidlybecause of the simultaneous occurrence of some developments.4.3.1 Static Tests on Scale ModelsAbout three decades ago, the Structures Research Office of the Ministry of Transportation of Ontario (MTO), Canada, sponsored an extensive laboratory-based research program into the load carrying capacity of deck slabs; this research program was carried out at Queen's University, Kingston, Ontario. Most of this research was conducted through static tests on scale models of slab-on-girder bridges. This pioneering work is reported by Hewitt and Batchelor (1975) and later by Batchelor et al. (1985), and is summarized in the following.The inability of the concrete to sustain tensile strains, which leads to cracking, has been shown to be the main attribute which causes the compressive membrane forces to develop. This phenomenon is illustrated in Fig. 4.9 (a) which shows the part cross-section of slab-on-girder bridge under the action of a concentrated load.The cracking of the concrete, as shown in the figure, results in a net compressive force near the bottom face of the slab at each of the two girder locations. Midway between the girders, the net compressive force moves towards the top of the slab. It can be readily visualized that the transition of the net compressive force from near the top in the middle region, to near the bottom at the supports corresponds to the familiar arching action. Because of this internal arching action, the failure mode of a deck slab under a concentrated load becomes that of punching shear.If the material of the deck slab has the same stress-strain characteristics in both tension and compression, the slab will not crack and, as shown in Fig. 4.9 (b), will not develop the net compressive force and hence the arching action.In the punching shear type of failure, a frustum separates from the rest of the slab, as shown in schematically in Fig. 4.10. It is noted that in most failure tests, the diameter of the lower end of the frustrum extends to the vicinity of the girders.From analytical and confirmatory laboratory studies, it was established that the most significant factor influencing the failure load of a concrete deck slab is the confinement of the panel under consideration. It was concluded that this confinement is provided by the expanse of the slab beyond the loaded area; its degree was founddifficult to assess analytically. A restraint factor, η, was used as an empirical measure of the confinement; its value is equal to zero for the case of no confinement and 1.0 for full confinement.The effect of various parameters on the failure load can be seen in Table 4.1, which lists the theoretical failure loads for various cases. It can be seen that an increase of the restraint factor from 0.0 to 0.5 results in a very large increase in the failure load. The table also emphasizes the fact that neglect of the restraint factor causes a gross underestimation of the failure load.It was concluded that design for flexure leads to the inclusion of large amounts of unnecessary steel reinforcement in the deck slabs, and that even the minimum amount of steel required for crack control against volumetric changes in concrete is adequate to sustain modern-day, and even future, highway vehicles of North America.It was recommended that for new construction, the reinforcement in a deck slab should be in two layers, with each layer consisting of an orthogonal mesh having the same area of reinforcement in each direction. The area of steel reinforcement in each direction of a mesh was suggested to be 0.2% of the effective area of cross-section of the slab. This empirical method of design was recommended for deck slabs with certain constraints.4.3.2 Pulsating Load Tests on Scale ModelsTo study the fatigue strength of deck slabs with reduced reinforcement, five small scale models with different reinforcement ratios in different panels were tested at the Queen's University at Kingston. Details of this study are reported by Batchelor et al. (1978).Experimental investigation confirmed that for loads normally encountered in North America deck slabs with both conventional and recommended reducedreinforcement have large reserve strengths against failure by fatigue. It was confirmed that the reinforcement in the deck slab should be as noted in sub-section 4.3.1. It is recalled that the 0.2% reinforcement requires that the deck slab must have a minimum restraint factor of 0.5.The work of Okada, et al. (1978) also deals with fatigue tests on full scale models of deck slabs and segments of severely cracked slab removed from eight to ten year old bridges. The application of these test results to deck slabs of actual bridges is open to question because test specimens were removed from the original structures in such a way that they did not retain the confinement necessary for the development of the arching action.4.3.3 Field TestingAlong with the studies described in the preceding sub-section, a program of field testing of the deck slabs of in-service bridges was undertaken by the Structures Research Office of the MTO. The testing consisted of subjecting deck slabs to single concentrated loads, simulating wheel loads, and monitoring the load-deflection characteristics of the slab. The testing is reported by Csagoly et al. (1978) and details of the testing equipment are given by Bakht and Csagoly (1979).Values of the restraint factor, η, were back-calculated from measured deflections.A summary of test results, given in Table 4.2, shows that the average value of η in composite bridges is greater than 0.75, while that for non-composite bridges is 0.42. It was concluded that for new construction, the restraint factor, η, can be assumed to have a minimum value of 0.5.Bakht (1981) reports that after the first application of a test load of high magnitude on deck slabs of existing bridges, a small residual deflection was observed in most cases. Subsequent applications of the same load did not result in further residual deflections. It is postulated that the residual deflections are caused by cracking of the concrete which, as discussed earlier, accompanies the development of the internal arching action. The residual deflections after the first cycle of loading suggest that either the slab was never subjected to loads high enough to cause cracking, or the cracks have 'healed' with time.第二部分汉语翻译4.2.2 在冲切剪应力下的实效模型我们已经知道在桥面板内部拱形系统的形成中,不仅纵向而且横向也被完全约束限制是完全必要的。
外文文献翻译(图片版)
本科毕业论文外文参考文献译文及原文学院经济与贸易学院专业经济学(贸易方向)年级班别2007级 1 班学号3207004154学生姓名欧阳倩指导教师童雪晖2010 年 6 月 3 日目录1 外文文献译文(一)中国银行业的改革和盈利能力(第1、2、4部分) (1)2 外文文献原文(一)CHINA’S BANKING REFORM AND PROFITABILITY(Part 1、2、4) (9)1概述世界银行(1997年)曾声称,中国的金融业是其经济的软肋。
当一国的经济增长的可持续性岌岌可危的时候,金融业的改革一直被认为是提高资金使用效率和消费型经济增长重新走向平衡的必要(Lardy,1998年,Prasad,2007年)。
事实上,不久前,中国的国有银行被视为“技术上破产”,它们的生存需要依靠充裕的国家流动资金。
但是,在银行改革开展以来,最近,强劲的盈利能力已恢复到国有商业银行的水平。
但自从中国的国有银行在不久之前已经走上了改革的道路,它可能过早宣布银行业的改革尚未取得完全的胜利。
此外,其坚实的财务表现虽然强劲,但不可持续增长。
随着经济增长在2008年全球经济衰退得带动下已经开始软化,银行预计将在一个比以前更加困难的经济形势下探索。
本文的目的不是要评价银行业改革对银行业绩的影响,这在一个完整的信贷周期后更好解决。
相反,我们的目标是通过审查改革的进展和银行改革战略,并分析其近期改革后的强劲的财务表现,但是这不能完全从迄今所进行的改革努力分离。
本文有三个部分。
在第二节中,我们回顾了中国的大型国有银行改革的战略,以及其执行情况,这是中国银行业改革的主要目标。
第三节中分析了2007年的财务表现集中在那些在市场上拥有浮动股份的四大国有商业银行:中国工商银行(工商银行),中国建设银行(建行),对中国银行(中银)和交通银行(交通银行)。
引人注目的是中国农业银行,它仍然处于重组上市过程中得适当时候的后期。
第四节总结一个对银行绩效评估。
5电气自动化 单片机 外文文献 英文文献 外文翻译 中英对照大学毕设论文

Single-chip1.The definition of a single-chipSingle-chip is an integrated on a single chip a complete computer system .Even though most of his features in a small chip,but it has a need to complete the majority of computer components:CPU,memory,internal and external bus system,most will have the Core.At the same time,such as integrated communication interfaces,timers,real-time clock and other peripheral equipment.And now the most powerful single-chip microcomputer system can even voice ,image,networking,input and output complex system integration on a single chip.Also known as single-chip MCU(Microcontroller),because it was first used in the field of industrial control.Only by the single-chip CPU chip developed from the dedicated processor. The design concept is the first by a large numberof peripherals and CPU in a single chip,the computer system so that smaller,more easily integrated into the complex and demanding on the volume control devices.INTEL the Z80 is one of the first design in accordance with the idea of the processor,From then on,the MCU and the development of a dedicated processor parted ways.Early single-chip 8-bit or all the four.One of the most successful is INTELs 8031,because the performance of a simple and reliable access to a lot of good praise.Since then in 8031to develop a single-chip microcomputer system MCS51 series.based on single-chip microcomputer system of the system is still widely used until now.As the field of industrial control requirements increase in the beginning of a 16-bit single-chip,but not ideal because the price has not been very widely used.After the90s with the big consumer electronics product development,single-chip technology is a huge improvement.INTEL i960 series with subsequent ARM in particular ,a broad range of application,quickly replaced by 32-bit single-chip 16-bit single-chip performance has been the rapid increase in processing power compared to the 80s to raise a few hundred times.At present,the high-end 32-bit single-chip frequency over 300MHz,the performance of the mid-90s close on the heels of a special processor,while the ordinary price of the model dropped to one U.S dollars,the most high-end models,only 10 U.S dollars.Contemporary single-chip microcomputer system is no longer only the bare-metal environment in the development and use of a large number of dedicated embedded operating system is widely used in the full range of single-chip microcomputer.In PDAs and cellphones as the coreprocessing of high-end single-chip or even a dedicated direct access to Windows and Linux operating systems.More than a dedicated single-chip processor suitable for embedded systems,so it was up to the application.In fact the number of single-chip is the worlds largest computer.Modern human life used in almost every piece of electronic and mechanical products will have a single-chip integration.Phone,telephone,calculator,home applicances,electronic toys,handheld computers and computer accessories such as a mouse in the Department are equipped with 1-2 single chip.And personal computers also have a large number of single-chip microcomputer in the workplace.Vehicles equipped with more than 40 Department of the general single-chip ,complex industrial control systems and even single-chip may have hundreds of work at the same time!SCM is not only far exceeds the number of PC and other integrated computing,even more than the number of human beings.2.single-chip introducedSingle-chip,also known as single-chip microcontroller,it is not the completion of a logic function of the chip,but a computer system integrated into a chip.Speaking in general terms: a single chip has become a computer .Its small size,light weight,cheap,for the learning,application and development of facilities provided .At the same time,learning to use the principle of single-chip computer to understand and structure the best choice.Single-chip and computer use is also similar to the module,such as CPU,memory,parallel bus, as well as the role and the same hard memory,is it different from the performance of these components are relatively weak in our home computer a lot,but the price is low ,there is generally no more than 10yuan,,can use it to make some control for a class of electrical work is not very complex is sufficient.We are using automatic drum washing machines, smoke hood,VCD and so on inside the home appliances can see its shadow! It is mainly as part of the core components of the control.It is an online real-time control computer,control-line is at the scene,we need to have a stronger anti-interference ability,low cost,and this is off-line computer(such as home PC)The main difference.By single-chip process,and can be amended.Through different procedures to achieve different functions,in particular the special unique features,this is the need to charge other devices can do a great effort,some of it is also difficult to make great efforts to do so .A function is not very complicated fi the United States the development of the 50s series of 74 or 60 during the CD4000series to get these pure hardware,the circuit must be a big PCB board !However,if the United States if the successful 70s seriesof single-chip market ,the result will be different!Simply because the adoption of single-chip preparation process you can achieve high intelligence,high efficiency and high reliability!Because of cost of single-chip is sensitive,so the dominant software or the lowest level assembly language,which is in addition to the lowest level for more than binary machine code of the language ,since such a low-level so why should we use ?Many of the seniors language has reached a level of visual programming why is it not in use ?The reason is simple ,that is,single-chip computer as there is no home of CPU,also not as hard as the mass storage device.A visualization of small high-level language program,even if there is only one button which will reach the size of dozens of K! For the home PCs hard drive is nothing,but in terms of the single-chip microcomputer is unacceptable.Single-chip in the utilization of hardware resources have to do very high ,so the compilation of the original while still in heavy use .The same token ,if the computer giants operating system and appplications run up to get the home PC,homePCcan not afford to sustain the same.It can be said that the twentieth century across the three “power”of the times,that is ,the electrical era,the electronic age and has now entered the computer age. However ,such a computer,usually refers to a personal computer,or PC.It consisits of the host ,keyboards,displays .And other components.There is also a type of computer,not how most people are familiar with . This computer is smart to give a variety of mechanical single-chip(also known as micro-controller).As the name suggests,these computer systems use only the minimum of an integrated circuit to make a simple calculation and control. Because of its small size,are usually charged with possession of machine in the “belly”in. It in the device,like the human mind plays a role, it is wrong,the entire device was paralyzed .Now,this single chip has a very wide field of use,such as smart meters,real-time industrial control,communications equipment,navigation systems,and household appliances. Once a variety of products with the use of the single-chip ,will be able to play so that the effectiveness of product upgrading,product names often adjective before the word “intelligent”,such as was hing machines and so intelligent.At present,some technical personnel of factories or other amateur electrtonics developers from engaging in certain products ,not the circuit is too complex ,that is functional and easy to be too simple imitation.The reason may be the product not on the cards or the use of single-chip programmable logic device on the other.3.single-chip historysingle-chip 70 was born in the late 20th century,experienced a SCM,MCU,SOC three stages.Single-chip micro-computer 1.SCM that(Single Chip Microcomputer)stage,is mainly a single from to find the best of the best embedded systems architecture.”Innovation model”to be successful,lay the SCM with the general-purpose computers,a completely different path of development . In embedded systems to create an independent development path,Intel Corporation credit.That is 2.MCU microcontroller(Micro Controller Unit)stage,the main direction of technology development: expanding to meet the embedded applications,the target system requirements for the various peripheral circuits and interface circuits,to highlingt the target of intelligent control.It covers all areas related with the objectSystem,therefore,the development of MCU inevitably fall on the heavy electrical,electronics manufacturers. From this point of view ,Intels development gradually MCU has its objective factors.MCU in the development ,the most famous manufacturers when the number of Philips Corporation.Philips in embedded applications for its enormous advantages,the MCS-51 from the rapid deveploment of single-chip micro-computer to the microcontroller.Therefore,when we look back at the path of development of embedded systems,Intel and Philips do not forget the historical merits.3.Single-chip is an independent embedded systems development,to the MCU an important factor in the development stage,is seeking applications to maximize the natural trend .With the mico-electronics technology,IC design,EDA tools development,based on the single-chip SOC design application systems will have greater development. Therefore,the understanding of single-chip micro-computer from a single ,monolithic single-chip microcontroller extends to applications.4.Single-chip applicationsAt present,single-chip microcomputer to infiltrate all areas of our lives,which is very difficult to find the area of almost no traces of single-chip microcomputer.Missile navigation equipment,aircraft control on a variety of instruments,compuer network communications and data transmission,industrial automation,real-time process control and data processing ,are widely used in a variety of smart IC card,limousine civilian security systems,video recorders,cameras,the control of automatic washing machines,as well as program-controllde toys,electronic pet,etc,which are inseparable from the single-chip microcomputer.Not to mention the field of robot automation ,intelligent instrumentation,medical equipment has been. Therefore,the single- chip learning ,development and application to a large number of computer applications and intelligent control of scientists,engineers.Single-chip widely used in instruments and meters,household appliances,medical equipment ,acrospace,specialized equipment and the intellingent management in areas such as process control,generally can be divided into the following areas:1.In the smart application of instrumentationSingle-chip with small size,low power consumption,control,and expansion flexibility , miniaturization and ease of sensors,can be realized,suchvoltage,power,frequency,humidity,temperature,flow,speed,thickness,angle,length,hardness,elemen t,measurement of physical pressure. SCM makes use of digital instrumentation,intelligence,miniaturization and functional than the use of electronic or digital circuitry even stronger.For example,precision measurement equipment(power meter,oscilloscope,and analyzer).2.In the industrial controlMCU can constitute a variety of control systems,data acquisition system.Such as factory assembly line of intelligent management ,intelligent control of the lift ,all kinds of alarm systems ,and computer networks constitute a secondary control system.3.In the applicationof household appliancesIt can be said that almost all home appliances are using the single-chip control,electric rice from favorable,washing machines,refrigerators,air conditioners,color TV and other audio video equipment,and then to the electronic weighing equipment,all kinds ,everywhere.4.On computer networks and communication applications in the field ofGenerally with the modern single-chip communication interface,can be easily carried out with computer carried out with computer data communications,computer networks and in inter-application communications equipment to provide an excellent material conditions,the communications equipment to provide an excellent material condition,from the mobile phone ,telephone , mini-program-controlled switchboards,buiding automated communications system call,the train wireless communications,and then you can see day-to-day work of mobile phones,Mobile communications,such as radios.5.Single-chip in the field of medical equipment applicationsSingle-chip microcomputer in medical devices have a wide range of purpose,such as medical ventilator,various analyzers,monitors,ultrasonic diagnostic equipment and hospital call systems.6.In a variety of large-scale electrical applications of modularSome special single-chip design to achieve a specific function to carry out a variety of modular circuitapplications,without requiring users to understand its internal structure.Integrated single-chip microcomputer such as music ,which seems to be simpleFunctions,a miniature electronic chip in a pure(as distinct from the principle of tape machine),would require a complex similar to the principle of the computer. Such as :music signal to digital form stored in memory(similar to ROM),read out by the microcontroller into analog music signal(similar to the sound card).In large circuits,modular applications that greatly reduces the size ,simplifying the circuit and reduce the damage,error rate ,but also to facilitate the replacement.In addition,single-chip microcomputer in the industrial,commercial,financial,scientific research ,education,defense aerospace and other fields have a wide range of uses.单片机1.单片机定义单片机是一种集成在电路芯片上的完整计算机系统。
(2021年整理)PLC中英文资料外文翻译(1)

(完整版)PLC中英文资料外文翻译(1)编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望((完整版)PLC中英文资料外文翻译(1))的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为(完整版)PLC中英文资料外文翻译(1)的全部内容。
(完整版)PLC中英文资料外文翻译(1)编辑整理:张嬗雒老师尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布到文库,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是我们任然希望 (完整版)PLC中英文资料外文翻译(1)这篇文档能够给您的工作和学习带来便利。
同时我们也真诚的希望收到您的建议和反馈到下面的留言区,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请下载收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为〈(完整版)PLC中英文资料外文翻译(1)> 这篇文档的全部内容。
可编程控制器技术讨论与未来发展摘自《可编程控制器技术讨论与未来发展》数字媒体系 08165110 多衡随着时代的发展,当今的技术也日趋完善、竞争愈演愈烈;单靠人工的操作已不能满足于目前的制造业前景,也无法保证更高质量的要求和高新技术企业的形象。
人们在生产实践中看到,自动化给人们带来了极大的便利和产品质量上的保证,同时也减轻了人员的劳动强度,减少了人员上的编制.在许多复杂的生产过程中难以实现的目标控制、整体优化、最佳决策等,熟练的操作工、技术人员或专家、管理者却能够容易判断和操作,可以获得满意的效果。
人工智能的研究目标正是利用计算机来实现、模拟这些智能行为,通过人脑与计算机协调工作,以人机结合的模式,为解决十分复杂的问题寻找最佳的途径我们在各种场合看到了继电器连接的控制,那已经是时代的过去,如今的继电器只能作为低端的基层控制模块或者简单的设备中使用到;而PLC的出现也成为了划时代的主题,通过极其稳定的硬件穿插灵活的软件控制,使得自动化走向了新的高潮。
能源类外文文献翻译(译文1)

太阳能蒸馏:一种有前途的供水代替技术,它使用免费的能源,技术简单,清洁Hassan E.S.Fath埃及,亚历山大,亚历山大大学机械学院工程系摘要:太阳能蒸馏为盐水淡化提供了一种替代技术,它使用免费的能源、技术简单、清洁,为人类提供所需的部分淡水。
太阳能蒸馏系统的发展已经证明:当天气情况良好,并且需求不太大时,比如少于200立方米/天,它在海水淡化过程中有一定的适用性。
太阳能蒸馏器的产量低这个问题迫使科学家研究许多提高蒸馏器产量和热效率,以此来降低产水的费用。
本文对许多最新发展的单效和多效太阳能蒸馏器进行了整体评论和技术评估。
同时,对蒸馏器构造的发展、各部件在运行过程中出现的问题、对环境的影响也进行了阐述。
关键词:太阳能;海水淡化1.简介在淡水需求超出了淡水资源所能满足的量的地方,对低质量的水进行去盐处理是一种合适的淡水来源途径。
对盐水或海水脱盐处理取得淡水满足了社会基本的需求。
一般说来,它不会对环境造成严重的损害作用。
因此,进行海水淡化的工序和工厂在数量上和能力上都有了巨大的进步。
许多不同的海水淡化技术被用来从盐水中分离淡水,包括有:多级闪蒸(MSF)、多效(ME)、蒸汽压缩(VC)、反渗透(RO)、离子交换、电渗析、相变和溶剂萃取。
但是,这些技术只能产生少量的淡水,因而是昂贵的。
另一方面,用来驱动这些技术的传统能源也会对环境产生消极的作用。
而太阳能蒸馏为盐水淡化技术提供了一种有前途的替代处理过程,它使用免费的能源,技术简单,清洁,并能为人类提供所需的部分淡水。
太阳能蒸馏系统的发展已经证明:当天气情况良好,并且需求不太大时,比如少于200立方米/天,它在海水淡化过程中有一定的适用性。
太阳能蒸馏器的产量和热效率,以此来最小化产水费用。
这些方法中包括被动的和主动的单效蒸馏器。
一些工作者也曾试图都产生的水蒸气在外部凝结(在额外的凝结表面上)。
另一方面,浪费的凝结潜热也被利用,从而增加馏出水的产量和提高效率。
外文翻译(1)(1)

注:红色字体表示语句不明白的地方,请求学姐帮忙。
聚亚烷基二醇的化学结构和它们在含水环境中的好氧生物降解性之间的关系简要:使用一组聚合流体,其中包括聚乙二醇、聚丙二烯(PPG)、不同EO/PO 比率的环氧乙烷(EO)的无规共聚物和环氧丙烷(PO),对聚亚烷基醇(PAG)的化学结构和它们的生物降解性之间的关系进行研究以及用PAG的醚和酰基部分封端。
被测试的PAG中有一个均分子量范围在350-3600Da,它们的差异是由其聚合物主链的直链(二醇型)或支链(三元醇型)分子。
PAG的最终生物降解能力是根据ISO14593(CO2顶空试验)用非预曝光(如在OECD310试验)和预曝光(改编)接种物来确定。
带有PPG结构和二元醇或三元醇的EO/PO共聚物,均分子量不超过1000沓的PAG,被认为是易于生物降解的。
他们的最终生物降解可超过60%的限制(根据OECD310测试标准)。
具有共聚结构并且MW值在1000-3600之间的PAG不易生物降解,但它们可以被看做是那些固有的最终降解物。
在PAG结构中EO含量的增长和末端羟基的酰化与羧酸基团有利地影响了他们的生物降解性。
含末端醚基团封端的PAG似乎是耐生物降解的。
关键词生物降解、聚亚烷基二醇、PAG、PPG、封顶PAG、ISO14593。
引言:术语中的聚亚烷基二醇-PAG,以及在相关文献中的PAG,例如,聚乙二醇,聚醚和聚(烯化氧)中使用的PAG术语都是带有环氧化物结构烯化氧聚合得到的化合物。
PAG主要是通过使用乙烯和丙烯的氧化物合成的,不常使用丁二醇和更高的烯烃氧化物。
PAG类化合物(不同的分子量,性能和应用)最常用的包括氧化乙烯或丙烯均聚物氧化物以及乙烯和丙烯氧化物的无规或嵌段共聚物。
PAG的分子结构不仅取决于种类和亚烷基氧化物的比例,而且还取决于用于聚合反应的引发剂分子的类型(单-,二-或多官能分子具有2个以上活泼氢原子)。
引发剂影响PAG分子的末端羟基基团和聚合物链的类型,其可以是线性的(单醇及二醇型)或支链的(多元醇的数类型)。
室内装饰装修设计外文文献翻译中英文

外文文献翻译(含:英文原文及中文译文)文献出处:Y Miyazaki. A Brief Description of Interior Decoration [J]. Building & Environment, 2005, 40(10):41-45.英文原文A Brief Description of Interior DecorationY Miyazaki一、An interior design element1 Spatial elementsThe rationalization of space and giving people a sense of beauty is the basic task of design. We must dare to explore the new image of the times and technologies that are endowed with space. We should not stick to the spatial image formed in the past.2 color requirementsIn addition to affecting the visual environment, indoor colors also directly affect people's emotions and psychology. Scientific use of color is good for work and helps health. The proper color processing can meet the functional requirements and achieve the beauty effect. In addition to observing the general laws of color, interior colors also vary with the aesthetics of the times.3 light requirementsHumans love the beauty of nature and often direct sunlight into theinterior to eliminate the sense of darkness and closure in the interior, especially the top light and the soft diffuse light, making the interior space more intimate and natural. The transformation of light and shadow makes the interior richer and more colorful, giving people a variety of feelings.4 decorative elementsThe indispensable building components such as columns, walls, and the like in the entire indoor space are combined with the function and need to be decorated to jointly create a perfect indoor environment. By making full use of the texture characteristics of different decorative materials, you can achieve a variety of interior art effects with different styles, while also reflecting the historical and cultural characteristics of the region.5 furnishingsIndoor furniture, carpets, curtains, etc., are all necessities of life. Their shapes are often furnished and most of them play a decorative role. Practicality and decoration should be coordinated with each other, and the functions and forms of seeking are unified and changed so that the interior space is comfortable and full of personality.6 green elementsGreening in interior design is an important means to improve the indoor environment. Indoor flowering trees are planted, and the use ofgreenery and small items to play a role in diffusing indoor and outdoor environments, expanding the sense of interior space, and beautifying spaces all play an active role.二、The basic principles of interior design1 interior decoration design to meet the functional requirementsThe interior design is based on the purpose of creating a good indoor space environment, so as to rationalize, comfort, and scientize the indoor environment. It is necessary to take into account the laws of people's activities to handle spatial relationships, spatial dimensions, and spatial proportions; to rationally configure furnishings and furniture, and to properly resolve indoor environments. V entilation, lighting and lighting, pay attention to the overall effect of indoor tone.2 interior design to meet the spiritual requirementsThe spirit of interior design is to influence people's emotions and even influence people's will and actions. Therefore, we must study the characteristics and laws of people's understanding; study the emotions and will of people; and study the interaction between people and the environment. Designers must use various theories and methods to impact people's emotions and sublimate them to achieve the desired design effect. If the indoor environment can highlight a certain concept and artistic conception, then it will have a strong artistic appeal and better play its role in spiritual function.3 Interior design to meet modern technical requirementsThe innovation of architectural space is closely related to the innovation of structural modeling. The two should be harmonized and unified, fully considering the image of the structural Sino-U.S. and integrating art and technology. This requires that interior designers must possess the necessary knowledge of the type of structure and be familiar with and master the performance and characteristics of the structural system. Modern interior design is in the category of modern science and technology. To make interior design better meet the requirements of spiritual function, we must maximize the use of the latest achievements in modern science and technology.4 Interior design must meet the regional characteristics and national style requirementsDue to differences in the regions where people live, geographical and climatic conditions, the living habits of different ethnic groups are not the same as cultural traditions, and there are indeed great differences in architectural styles. China is a multi-ethnic country. The differences in the regional characteristics, national character, customs, and cultural literacy of various ethnic groups make indoor decoration design different. Different styles and features are required in the design. We must embody national and regional characteristics to evoke people’s national self-respect and self-confidence.三、Points of interior designThe interior space is defined by the enclosure of the floor, wall, and top surface, thus determining the size and shape of the interior space. The purpose of interior decoration is to create a suitable and beautiful indoor environment. The floor and walls of the interior space are the backdrop for people and furnishings and furnishings, while the differences on the top surface make the interior space more varied.1 Base decoration ----- Floor decorationThe basic surface ----- is very important in people's sights. The ground floor is in contact with people, and the line of sight is near, and it is in a dynamic change. It is one of the important factors of interior decoration. Meet the following principles:2 The base should be coordinated with the overall environment to complement each other and set off the atmosphereFrom the point of view of the overall environmental effect of space, the base should be coordinated with the ceiling and wall decoration. At the same time, it should play a role in setting off the interior furniture and furnishings.3 Pay attention to the division, color and texture of the ground patternGround pattern design can be roughly divided into three situations: The first is to emphasize the independent integrity of the pattern itself,such as meeting rooms, using cohesive patterns to show the importance of the meeting. The color should be coordinated with the meeting space to achieve a quiet, focused effect; the second is to emphasize the pattern of continuity and rhythm, with a certain degree of guidance and regularity, and more for the hall, aisle and common space; third It emphasizes the abstractness of the pattern, freedom, and freedom, and is often used in irregular or layout-free spaces.4 Meeting the needs of the ground structure, construction and physical properties of the buildingWhen decorating the base, attention should be paid to the structure of the ground floor. In the premise of ensuring safety, it is convenient for construction and construction. It cannot be a one-sided pursuit of pattern effects, and physical properties such as moisture-proof, waterproof, thermal insulation, and thermal insulation should be considered. need. The bases are available in a wide variety of types, such as: wooden floors, block floors, terrazzo floors, plastic floors, concrete floors, etc., with a wide variety of patterns and rich colors. The design must be consistent with the entire space environment. Complementary to achieve good results.四、wall decorationIn the scope of indoor vision, the vertical line of sight between the wall and the person is in the most obvious position. At the same time, thewall is the part that people often contact. Therefore, the decoration of the wall is very important for the interior design. The following design principles must be met: 1 IntegrityWhen decorating a wall, it is necessary to fully consider the unity with other parts of the room, and to make the wall and the entire space a unified whole.2 PhysicalThe wall surface has a larger area in the interior space, and the status is more important and the requirements are higher. The requirements for sound insulation, warmth protection, fire prevention, etc. in the interior space vary depending on the nature of the space used, such as the guest room, high requirements. Some, while the average unit canteen, requiresa lower number.3 ArtistryIn the interior space, the decorative effect of the wall plays an important role in rendering and beautifying the indoor environment. The shape of the wall, the partition pattern, the texture and the interior atmosphere are closely related to each other. In order to create the artistic effect of the interior space, the wall The artistry of the surface itself cannot be ignored.The selection of wall decoration styles is determined according to the above principles. The forms are roughly the following: plasteringdecoration, veneering decoration, brushing decoration, coil decoration. Focusing on the coil decoration here, with the development of industry, there are more and more coils that can be used to decorate walls, such as: plastic wallpaper, wall cloth, fiberglass cloth, artificial leather, and leather. These materials are characterized by the use of It is widely used, flexible and free, with a wide variety of colors, good texture, convenient construction, moderate prices, and rich decorative effects. It is a material that is widely used in interior design.五、Ceiling decorationThe ceiling is an important part of the interior decoration, and it is also the most varied and attractive interface in the interior space decoration. It has a strong sense of perspective. Through different treatments, the styling of lamps and lanterns can enhance the space appeal and make the top surface rich in shape. Colorful, novel and beautiful.1 Design principlesPay attention to the overall environmental effects.The ceiling, wall surface and base surface together make up the interior space and jointly create the effects of the indoor environment. The design should pay attention to the harmonization of the three, and each has its own characteristics on a unified basis.The top decoration should meet the applicable aesthetic requirements.In general, the effect of indoor space should be lighter and lighter. Therefore, it is important to pay attention to the simple decoration of the top decoration, highlight the key points, and at the same time, have a sense of lightness and art.The top decoration should ensure the rationality and safety of the top structure. Cannot simply pursue styling and ignore safety2 top design(1) Flat roofThe roof is simple in construction, simple in appearance, and convenient in decoration. It is suitable for classrooms, offices, exhibition halls, etc. Its artistic appeal comes from the top shape, texture, patterns, and the organic configuration of the lamps.(2) Convex ceilingThis kind of roof is beautiful and colorful, with a strong sense of three-dimensionality. It is suitable for ballrooms, restaurants, foyers, etc. It is necessary to pay attention to the relationship between the primary and secondary relationships and the height difference of various concavo-convex layers. It is not appropriate to change too much and emphasize the rhythm of rhythm and the artistry of the overall space. .(3) Suspended ceilingV arious flaps, flat plates or other types of ceilings are hung under the roof load-bearing structures. These ceilings are often used to meetacoustic or lighting requirements or to pursue certain decorative effects. They are often used in stadiums, cinemas, and so on. In recent years, this type of roof has also been commonly used in restaurants, cafes, shops, and other buildings to create special aesthetics and interests.(4) Well format ceilingIt is in the form of a combined structural beam, in which the main and secondary beams are staggered and the relationship between the wells and beams, together with a ceiling of lamps and gypsum floral designs, is simple and generous, with a strong sense of rhythm.(5) Glass ceilingThe halls and middle halls of modern large-scale public buildings are commonly used in this form, mainly addressing the needs of large-scale lighting and indoor greening, making the indoor environment richer in natural appeal, and adding vitality to large spaces. It is generally in the form of a dome, a cone, and a zigzag. In short, interior decoration design is a comprehensive discipline, involving many disciplines such as sociology, psychology, and environmental science, and there are many things that we need to explore and study. This article mainly elaborated the basic principles and design methods of interior decoration design. No matter what style belongs to the interior design door, this article gives everyone a more in-depth understanding and comprehension of interior design. If there are inadequacies, let the criticism correct me.中文译文室内装饰简述Y Miyazaki一室内装饰设计要素1 空间要素空间的合理化并给人们以美的感受是设计基本的任务。
外文翻译1

The platform can be distributed using various networks, independent video collection point for networking,different industries providing a unified multi-regional access, distributed memory,hierarchical management, video consultations,multi-mode alarm,resouce sharing video monitoring service. A new generation of remote video monitoring system network is able to meet the operator requirements of multimedia value-added core business platform. It can bulid various modules and subsystems through operating-type video surveillance platform for buliding ,security-based video surveillance platform,the implementation of video surveillance system project。
Keyword video surveillance system ;system design ;platform access;service processIntroductionWith the county’s “ Green City ” project continue to rise ,increaseing The number of video surveillance systems。
英文翻译 附原文
本科毕业设计(论文) 外文翻译(附外文原文)系 ( 院 ):资源与环境工程系课题名称:英文翻译专业(方向):环境工程班级:2004-1班学生:3040106119指导教师:刘辉利副教授日期:2008年4月20使用褐煤(一种低成本吸附剂)从酸性矿物废水中去除和回收金属离子a. 美国, 大学公园, PA 16802, 宾夕法尼亚州立大学, 能源部和Geo 环境工程学.b. 印度第80号邮箱, Mahatma Gandhi ・Marg, Lucknow 226001, 工业毒素学研究中心, 环境化学分部,于2006 年5月6 日网上获得,2006 年4月24 日接受,2006 年3月19 日;校正,2006 年2月15 日接收。
摘要酸性矿物废水(AMD), 是一个长期的重大环境问题,起因于钢硫铁矿的微生物在水和空气氧化作用, 买得起包含毒性金属离子的一种酸性解答。
这项研究的主要宗旨是通过使用褐煤(一种低成本吸附剂)从酸性矿水(AMD)中去除和回收金属离子。
褐煤已被用于酸性矿水排水AMD 的处理。
经研究其能吸附亚铁, 铁, 锰、锌和钙在multi-component 含水系统中。
研究通过在不同的酸碱度里进行以找出最适宜的酸碱度。
模拟工业条件进行酸性矿物废水处理, 所有研究被进行通过单一的并且设定多专栏流动模式。
空的床接触时间(EBCT) 模型被使用为了使吸附剂用量减到最小。
金属离子的回收并且吸附剂的再生成功地达到了使用0.1 M 硝酸不用分解塔器。
关键词:吸附; 重金属; 吸附; 褐煤; 酸性矿物废水处理; 固体废料再利用; 亚铁; 铁; 锰。
文章概述1. 介绍2. 材料和方法2.1. 化学制品、材料和设备3. 吸附步骤3.1. 酸碱度最佳化3.2. 固定床研究3.2.1 单一栏3.2.2 多栏4. 结果和讨论4.1. ZPC 和渗析特征4.2 酸碱度的影响4.3. Multi-component 固定吸附床4.3.1 褐煤使用率4.4. 吸附机制4.5. 解吸附作用研究5. 结论1. 介绍酸性矿物废水(AMD) 是一个严重的环境问题起因于硫化物矿物风化, 譬如硫铁矿(FeS2) 和它的同素异形体矿物(α-FeS) 。
土木工程外文翻译5
附录(一)外文原文4.2.1.1 C ement Test by Sieve No. 170The fineness of cement affects the quality of the concrete industry in general. A big cement particle cannot completely react with water as water cannot reach a remaining core in the cement particle. The water propagates through the cement particles and they start to dehydrate, which causes an increase in temperature, which is the main reason for the forming of hair cracks and preventing stabilization of cement volume. As a result, an increase in the cement particle size reduces the strength of the same cement content and increasing the fineness of the cement will improve the workability,cohesion, and durability with time and decrease the water moving upward to the concrete surface.Figure 4.1, from Neville’s book (1983), presents the relation between concrete strength and the concrete fineness at different ages. To perform this test, take a sample of 50 g of cement and shake it in a closed glass bottle for two minutes and then revolve the sample gently using dry bar. Put the sample in a closed bottle and leaveit for two minutes. Put the sample in 170 sieve (90 microns) and move it, shakingthe sieve horizontally and rotationally, then confirm finishing the sieve test when the rate of passing cement particles is not more than 0.5 g/min during the sieve process. Remove the fines carefully from the bottom of the sieve using a smooth brush. Then, collect and weigh the remaining particles on the sieve (W1).Repeat the same test with another sample. Then the residual weight for the second test is obtained (W2). Calculate the values of the remaining samples throughR1 = (W1/50) ×100R2 = (W2/50) ×100The ratio (R) is calculated by taking the average of R1 and R2 to the nearest 0.1% and, in the case of deviating results of the two samples, more than 1%. Do the test a third time and take the average of the three results.You can accept or refuse the cement based on the following condition:For Portland cement t •he R must not exceed than 10%.•For rapid hardening Portland cement the R must not exceed 5%.4.2.1.2 Initial and Final Setting Times of CementPaste Using Vicat ApparatusThe objective of this test is to define the time for initial and final setting of the paste of water and cement with standard consistency by using a Vicat apparatus and determinewhether the cement is expired or can be used.The initial setting is the required time to set and after that concrete cannot be poured or formed; the final setting time is the time required for the concrete to be hardened.Vicat apparatus (Figure 4.2) consists of a carrier with needle acting under a prescribed weight. The parts move vertically without friction and are not subject to erosionor corrosion. The paste mold is made from a metal or hard rubber or plastic likea cut cone with depth of 40 ±2 mm and the internal diameter of the upper face 70 ±5 mm and lower face 80 ±5 mm and provides a template of glass or similar materialsin the softer surface. Its dimensions are greater than the dimensions of the mold.The needle is used to determine the initial setting time in a steel cylinder with effective length 50 ±1 mm and diameter 1.13 ±0.5 mm. The needle measuring timeis in the form of a cylinder with length of 30 ±1 mm and diameter 1.13 ±0.5 mm andheld by a 5 mm diameter ring at the free end to achieve distance between the end of the needle and the ring of 0.5 mm.The test starts by taking a sample weighing about 400 g and placing it on an impermeable surface and then adding 100 ml of water and recording zero measurementfrom the time of adding water to the cement and then mixing for 240 + 5 secondson the impermeable surface.To determine the initial setting time and calibrate the device until the needle reaches the base of the mold, then adjust the measuring device to zero and return needle to its original place.Fill the mold with cement paste with standard consistency and troll the surface,then put the mold for a short time in a place that has the the temperature and humidity required for the test.Specific Surface (Wagner)-m2/kg365 days90 days28 days7 days20150 200 250 300304050Compressive Strength, MpaTransfer the mold to the apparatus under the needle, and then make the needleslowly approach the surface until it touches the paste’s surface, stop it in place fora second or two seconds to avoid impact of primary speed, then allow the moving parts to implement the needle vertically in the paste.Grading depends on when the needle stops penetrating or after 30 seconds, whichever is earlier, and indicates the distance between the mold base and the end of the needle, as well as the time start from the zero level measurement.Repeat the process of immersing the needle in the same paste in different locations with the distance between the immersing point and the edge of the mold orbetween two immersing points not less 10 mm after about 10 minutes, and clean the needle immediately after each test.Record time is measured from zero up to 5 ±1 mm from the base of the mold as the initial setting time to the nearest 5 minutes. Ensuring the accuracy of measurement of time between tests reduces embedment and the fluctuation of successivetests. The needle is used to identify the final time of setting; follow the same stepsas in determining time of initial setting and increase the period between embedment tests to 30 minutes.Record the time from zero measurement until embedment of the needle to a distance of 0.5 mm, which will be the final setting time. Control the impact of theneedle on the surface of the sample so the final setting time presents the effect ofthe needle. To enhance the test’s accuracy reduce the time between embedment tests and examine the fluctuation of these successive tests. Record the final setting timeto the nearest 5 mm.According to the Egyptian specifications the initial setting time must not be lessthan 45 minutes for all types of cement except the low heat cement, for which the initial setting time must not be less 60 minutes. The final setting time must be shorter than 10 hours for all types of cement.4.2.1.3 D ensity of CementThe purpose of this test is to determine the density of cement by identifying the weight and unit volume of the material by using the Le Chatelier density bottle. The determination of the cement density is essential for concrete mix design and to control its quality. This test follows specifications of the American Society for Testingand Materials, ASTM C188-84.The Le Chatelier device is a standard round bottle. Its shape and dimensions are shown in Figure 4.3. This bottle must have all the required dimensions, lengths, and uniform degradation and accuracy.The glass that is used in the Le Chatelier bottle must be of high quality and freefrom any defects. It should not interact with chemicals and have high resistance to heat and appropriate thickness to have a high resistance to crushing. Measurements start at the bottle’s neck and go from zero to 1 mL and from 18 to 24 mL with accuracyto 0.1 mL. Each bottle must have a number to distinguish it from any other.Write on the bottle the standard temperature and the capacity in millimeters over the highest point of grading.Processed sample cement weighing about 64 g to the nearest 0.05 g must be tested.Fill the bottle with kerosene free from water and oil whose density is at least 62 API. Up to point gradations between zero and 1 mL, dry the inner surface of the bottle at the highest level of kerosene if necessary, and use rubber on the surface of the table used for the test when filling the bottle.The bottle, which is filled with kerosene, is placed in a water bath and the firstreading to kerosene level is recorded. To record the first reading correctly install the bottle in the water bath vertically. Put a cement sample weighing 64 g with accuracy to 0.05 g inside the bottle with small batches at the same temperature of kerosene, taking into account when putting the cement inside the bottle to avoid cement droppingout or its adhesion on the internal surfaces of the bottle at the highest level. The bottle can be placed on the vibrating machine when putting the cement inside the bottle to expedite the process and prevent adhesion of granulated cement with the internal surfaces of the bottle.After laying the cement inside the bottle, put a cap on the bottle mouth and then spin diagonally on the surface so as to expel the air between the granules of cement, and continue moving the bottle until the emergence of air bubbles stops from the kerosene surface inside the bottle.Put the bottle in the water bath and then take the final reading, and record the reading at the lower surface of kerosene so as to avoid the impact of surface tension. For the first and final readings, make sure that the bottle is placed in a water bath with constant temperature for a period not to exceed the difference in temperature between the first and final readings of about 0.2°C.The difference between the first and final reading is the volume of the moving liquid by the cement sample.The volume of the moving liquid = final reading –first reading4.2.1.4 D efine Cement Fineness by Using Blaine ApparatusThis test is used to determine the surface area by comparing the test sample with the specific reference. The greater surface area increases the speed of concrete hardening and obtains early strength. This test determines the acceptance of the cement. There are many tests to define cement fineness and one is a Blaine apparatus as stated in many codes such as the Egyptian code.This test depends on calculating the surface area by comparing the sample test and the reference sample using a Blaine apparatus to determine the time required to pass a definite quantity of air inside a cement layer with defined dimensions and porosity.A Blaine apparatus is shown in Figure 4.4. The first step in testing is to determine the volume of the cement layer using mercury in the ring device of the Blaine apparatus.Cement is then added and by knowing the weight of the cement before andafter adding it as well as the mercury density, the volume of the cement layer can be calculated.V = W1 –W2/DmwhereV is the volume of cement layer, cm3.Fi gure 4.4 Blaine apparatus.Concrete Materials and Tests 111W1 is the weight of mercury in grams that fills the device to nearest (0.0 g).W2 is the weight of mercury in grams that fills the device to nearest (0.0 g).Dm is the density of the mercury (g/cm3). From tables, define the mercury densityat the average temperature of the test by using the manometer in the Blaine apparatus.From the previous equation:Sr is the reference cement surface area, (cm2/g).Dr is the reference cement density (g/cm3).Pr is the porosity of the cement layer.Ir is the air visciosity in the average temperature for reference cement test.Tr is the average time required for the manometer liquid to settle in two marksto nearest 0.2 sec.K is the Blaine apparatus constant factor defined by the previous equation by knowing the time needed to pass the air in the sample.To retest the sample, we calculate its surface area by using the following equation:Sc = Sr(Dr/Dc) *(Tc/Tr)^0.5According to the Egyptian code, the acceptance and refusal of cement is based on limites shown in Table 4.2.Table 4.2Cement Fineness Acceptance andRefusal LimitsCement TypesCement Fineness Not LessThan cm2/gmOrdinary Portland 2750Rapid hardening Portland 3500Sulfate resistant Portland 2800Low heat Portland 2800White Portland 2700Mixing sand Portland 30004100 fineness 4100Slag Portland 25004.2.1.5 C ompressive Strength of Cement MortarsThe cement mortar compressive strength test is performed using standard cubesof cement mortar mixed manually and compacted mechanically using a standard vibrating machine. This test is considered a refusal or acceptance determination. Compressive strength is one of the most important properties of concrete. The concrete gains its compressive strength from cement paste as a result of the interactionbetween the cement and water added to the mix. So it is critical to make sure that the cement used is the appropriate compressive strength. This test should be done to all types of cement.Needed for the test are stainless steel sieves with standard square holes opened 850 or 650 microns. Stainless steel does not react with cement and weighs 210 g. The vibrating machine has a weight of about 29 kg and the speed of vibration is about 12,000 vertical vibrations + 400 RPM and the moment of vibrating column is0.016 N.m.The mold of the test is a cube 70.7 ±1 mm, the surface area for each surface is500 mm2, the acceptable tolerance in leveling is about 0.03 mm, and the tolerance between paralleling for each face is about 0.06 mm.The mold is manufactured from materials that will not react with the cement mortar, and the base of the mold is made from steel that can prevent leaks of the mortaror water from the mold. The base is matched with the vibrating machine.The sand should contain a percentage of silica not less than 90% by weight andmust be washed and dried very well. Moreover, the humidity of the sand must not be more than 0.1% by weight for it to pass through a sieve with openings of 850 microns, and for it to pass through the standard sieve size of 600 microns it should not have more than 10% humidity by weight (Tables 4.3 and 4.4).After performing the tests, the standard cubes will be crushed within one day,which is about 24 ±0.5 hours, and three days in the limits of 72 ±1 hour, and afterseven days within 168 ±1 hour, and after 28 days within 672 ±1 hour.Table 4.5 illustrates the limits of acceptance and rejection according to the cement mortar compressive strength. Note from the table that there is more than one typeof high-alumina cement as the types vary according to the percentage of oxide alumina.The compressive strength after 28 days will not be considered accepted orrejected unless clearly stated in the contract between the supplier and the client(二)外文原文翻译4.2.1.1水泥试验筛170号水泥的优质一般影响混凝土行业的质量。
RTP实时软件传输协议 外文翻译(一)(5)

RTP实时软件传输协议外文翻译(一)(5)RTP-----实时软件传输协议外文翻译(一) 层,两种媒体的RTCP包也是用不同的UDP端口或者是不同的多点传送地址。
在音频和视频两个层之间没有直接的连接。
除非是一个成员要以同一个标准化的名字参加两个会议层,这种情况下连个层会被连在一起。
把两种媒体分割开来可以使会议成员自由的选择一种或两种媒体。
尽管是分割的,但是通过RTCP包中的时间信息,我们完全可以是两种媒体同步起来。
2.3 混频和翻译到目前为止,我们一直假定所有的网站都是承受相同类型的媒体数据,但事实上,这种假定是不合理的。
考虑到有些成员,以低速网络接入一个大局部成员是高速网络的会议中,我们可以在低速网络的区域放一个混频器那样我们就不用要求每一个成员都要以低速,低质的音频方式接入了。
这个混频器重新同步音频包,以恒定的20毫秒的间隔重建发送者的音频信号。
把这些改造过的音频流混合成一个单独的流,这样就把这些音频编码转化成了适用于低速宽带面下低速连接的数据包流。
这些包可以被断点传送给一个用户也可以被多点传送给不同用户的不同地址。
RTP报头包含了混合器的方法,这样即使包被混合了,承受者还是可以正确确实认谁在发言。
音频会议中,一些用户虽然是通过高速宽带连接,但他们有可能依然不可以直接通过IP被多点传送。
比方,他们运行了一个应用层的防火墙,就会阻止任何IP包通过。
对于这些站点,混频可能会失败,这种情况下我们可以利用另一个方法,翻译。
防火墙的两端都装上翻译器,这样防火墙的两端好似形成了一个相连的漏斗,多点传送包,就可以平安的从外面传到里面,然后防火墙内部的翻译器再一次对网络内部进行多点传送。
5、外文文献翻译(附原文)产业集群,区域品牌,Industrial cluster ,Regional brand
外文文献翻译(附原文)外文译文一:产业集群的竞争优势——以中国大连软件工业园为例Weilin Zhao,Chihiro Watanabe,Charla-Griffy-Brown[J]. Marketing Science,2009(2):123-125.摘要:本文本着为促进工业的发展的初衷探讨了中国软件公园的竞争优势。
产业集群深植于当地的制度系统,因此拥有特殊的竞争优势。
根据波特的“钻石”模型、SWOT模型的测试结果对中国大连软件园的案例进行了定性的分析。
产业集群是包括一系列在指定地理上集聚的公司,它扎根于当地政府、行业和学术的当地制度系统,以此获得大量的资源,从而获得产业经济发展的竞争优势。
为了成功驾驭中国经济范式从批量生产到开发新产品的转换,持续加强产业集群的竞争优势,促进工业和区域的经济发展是非常有必要的。
关键词:竞争优势;产业集群;当地制度系统;大连软件工业园;中国;科技园区;创新;区域发展产业集群产业集群是波特[1]也推而广之的一个经济发展的前沿概念。
作为一个在全球经济战略公认的专家,他指出了产业集群在促进区域经济发展中的作用。
他写道:集群的概念,“或出现在特定的地理位置与产业相关联的公司、供应商和机构,已成为了公司和政府思考和评估当地竞争优势和制定公共决策的一种新的要素。
但是,他至今也没有对产业集群做出准确的定义。
最近根据德瑞克、泰克拉[2]和李维[3]检查的关于产业集群和识别为“地理浓度的行业优势的文献取得了进展”。
“地理集中”定义了产业集群的一个关键而鲜明的基本性质。
产业由地区上特定的众多公司集聚而成,他们通常有共同市场、,有着共同的供应商,交易对象,教育机构和其它像知识及信息一样无形的东西,同样地,他们也面临相似的机会和威胁。
在全球产业集群有许多种发展模式。
比如美国加州的硅谷和马萨诸塞州的128鲁特都是知名的产业集群。
前者以微电子、生物技术、和风险资本市场而闻名,而后者则是以软件、计算机和通讯硬件享誉天下[4]。
汽车专业外文翻译5
英文翻译Motor Cars1. How the Engine WorksAn engine that converts heat energy into mechanical energy is called a heat engine ,and the car engine is one type of heat engine. It derives heat from the burning or 'combustion', of a fuel and converts this heat into useful work for driving the car.The fuel used in the vast majority of car engines is petrol, which is one of the many products obtained from crude oil found in the earth. Petrol, when mixed with the right amount of air, will burn when a flame or spark is applied to it.In the car engine, air mixed with petrol is taken into a confined space and compressed. The mixture is then ignited and it burns. In burning it heats the air, which expands, and the force of expansion is then converted into a rotary movement to drive the wheels of the car.To be able to use this energy effectively we have to control the burning or combustion process and the force of expansion. Firstly, we need a tube, or 'cylinder', closed at one end, in which to compress and burn the petrol and air mixture. Then we need a piston which can slide freely in the cylinder, and which can be driven outwards by theforce of expansion. To convert the outward movement of the piston into a rotary movement we must join it by a connecting rods to a crankshaft. We need one passage for the entry of the mixture into the cylinder and another to let out the used gases. To control the entry of the mixture and the exhaust of the gases we need valves, and these are called the inlet and exhaust valves. Finally, we need some means of igniting the mixture in the top of the cylinder, the part called the combustion chamber; and for this we use a sparking plug.By timing the opening and closing of the valves and by timing the arrival of the spark we can control the whole sequence of events and make the piston move in and out over and over again.THE CYLINDERSMotor-car engines may have four, six, or eight cylinders. Look at figure 1.These cylinders are usually mounted in a cylinder block on top of the engine. Beneath the cylinder block is the crankcase, which contains two shafts, the crankshaft and the camshaft. As you have read, the crankshaft is revolved by the outward movement ofthe pistons in the cylinders. This rotary movement of the crankshaft transmits the power developed by the engine through the gearbox to the driving wheels and sets the car in motion.When the crankshaft rotates it also causes the rotation of the camshaft, which lies alongside it in the crankcase. As the camshaft rotates, it pushes up rods alongside each cylinder to open and shut the valves at the top of the cylinder.There are two valves to each cylinder. The inlet valve lets air and petrol into the combustion chamber of the cylinder when it is opened. When the exhaust valve is opened the gases formed after the combustion in the chamber are allowed to escape . These gases are led away from the car through an exhaust pipe.Let us examine the action of one of the cylinders in more detail. Look at figure 2.In (a) the piston is near the top of the cylinder with the inlet valve open and the exhaust valve closed, If the crankshaft is turned, either by hand or by the starter motor ,the piston is drawn down by the connecting rod and a charge of petrol-air mixture rushes in. When the piston reaches the bottom of its stroke the inlet valve is closed by the action of a spring. This stroke is called the induction stroke.In (b) both valves are closed and the crankshaft forces the piston up to compress the mixture in the top of the cylinder. This, then, is called the 'compression' stroke. Towards the end of the compression stroke a spark from the sparking plug causes the mixture to ignite.In (c) we see that the heat of combustion has caused a rapid rise in pressure in the combustion chamber and this has forced the piston down. Through the connecting rod the piston causes the crankshaft to continue to rotate. This stroke is called the'expansion' or 'power' stroke, and we can say now that the engine has 'fired'. At the end ofthis stroke, as the crankshaft rotates, causing the camshaft alongside it to continue to rotate, one of the cams on the camshaft pushes up the rod, which causes the exhaust valve to open, allowing the exhaust gases to escape.In (d) we see the fourth and final stroke, the 'exhaust' stroke. The exhaust valve has been forced open by the rotation of the camshaft, and the crankshaft, continuing to rotate, drives the piston back up the cylinder, forcing out the exhaust gases. At the end of this stroke the exhaust valve is closed by the action of a spring, and the camshaft, continuing to rotate, pushes up a second rod to force the inlet valve open. Now the cylinder will receive another charge of petrol-air mixture, and the sequence of four strokes, 'induction', 'compression', 'expansion' or 'power', and 'exhaust', will startagain.Because there is a four-stroke sequence, or 'cycle', in this type of internal combustion engine it is called a four-stroke engine. There are also two一stroke engines used, for example, for motor scooters, and for some motor cycles.Let us think of a car with four cylinders. Remember that it is only on the expansion stroke that power is transmitted to make the crankshaft rotate. Let us number the cylinders, 1,2,3,4. They may transmit power in this order. 1,2,4,3. This means that when number 1 cylinder is on the expansion stroke, number 2 is on the compression stroke, number 4 is on the induction stroke, and number 3 cylinder is on the exhaust stroke. The four pistons, moving up and down inside their cylinders in this order, push down rods connected to the crankshaft at different times and at different points along its shaft. This keeps the crankshaft revolving and the crankshaft, when the gears are engaged, keeps the car moving.2. The Fuel and Ignition SystemsThe fuel system includes a fuel tank, a fuel pump, and a carburetor.The fuel pump may be operated either mechanically from the engine camshaft or electrically. Its function is to pump petrol from the petrol tank and deliver it to the carburetor. It contains a fine filler to exclude particles of dust or dirt which may have found their way into the tank.The carburetor is mounted on the inlet pipe, or inlet 'manifold', which leads to the inlet valves of each cylinder. Its function is to 'carburet', or mix, the required amounts of petrol and air for combustion in the cylinders. It regulates automatically the proportions of petrol and air and also allows the driver to control the rate of delivery of the mixture, and so vary the speed of the engine.See figure 3. This is a simple type of carburetor. It makes use of a fuel reservoir or "float chamber" to which petrol is pumped by the petrol pump. The level of the petrol in. the chamber is kept constant by the action of a float which, as it rises with the petrol, closes a needle valve when the correct level is reached. The petrol from the float chamber flows to a small jet situated in a narrow tube called the choke tube. When the engine is running, i.e. when the pistons are moving up and down in the cylinders, air is drawn in and passes through the choke tube. Here it mixes with the petrol and passes out into the inlet manifold of the engine. The amount of mixture allowed to pass is controlled by a butterfly valve, or ’throttle', situated in the carburetor outlet. This valve is operated by the accelerator pedal. An air cleaner may be connected to the air inlet to remove dust from the air and prevent it getting into thecylinders and down into the engine lubricating oil, where it can cause increased engine wear.The proportion of air and petrol required at varying engine speeds is controlled automatically. When starting a cold engine a much richer mixture, one with a higher proportion of petrol to air, is required. This is obtained by restricting the amount of air entering the carburetor. In most cars the driver does this by pulling out a knob called the choke and this partly closes the tube carrying air to the cylinders. The driver must remember to push the choke in again as soon as possible after starting to avoid damage to the engine and waste of fuel.THE IGNITION SYSTEMThe function of the ignition system is to provide the spark in the combustion chamber to ignite the mixture of petrol and air at the right instant. The system nor many comprises a coil, a distributor, and sparking plugs.The coil produces the high-voltage impulse required to make the spark at the sparking plugs. It really consists of two coils of insulated wire wound one around the other so that the number of turns in the inner, 'secondary', coil is much greater than that in the outer, 'primary', coil.A low voltage is supplied to the primary coil and suddenly interrupted. At that moment an impulse at very much higher voltage is induced in the secondary coil.V oltages of 6 or 12 volts supplied to the primary, low一tension, coil result in voltages of 10,000 volts or more being obtained from the secondary, high tension, coil. When the car is started the low-tension supply is provided by the car's battery.Remember that the low-tension supply must be broken suddenly to produce the high-tension supply from the secondary coil. This is done in an instrument called the distributor. The distributor is placed between the coil and the sparking plugs.Inside the distributor are contact points. The contact between them is broken by a revolving cam, which forces them apart. Then they are forced together again by a spring pressing against the arm holding one contact. It is when the contact points are forced apart that the low一tension supply, going through a lead to the coil, is suddenly interrupted.A second lead, going from the coil back to the distributor, conveys the high-tension (H.T.) supply to the distributor head. From there other leads distribute the H. T. supply to each of the sparking plugs in turn.You will remember that each cylinder of the car has a sparking plug. The metal part of the sparking plug is screwed into the combustion chamber of the cylinder. Theplug contains two electrodes with a small gap between them. When the plug receives a high-tension impulse from the distributor a spark is caused as the impulse jumps the gap between the two electrodes. This spark ignites the petrol-air mixture in the combustion chamber.3. Cooling and Lubricating the EngineThe combustion of the mixture in the engine naturally makes a great deal of heat and the engine must not be allowed to become overheated. The function of the cooling system is to control this heat.The engine may be either water or air cooled, but the vast majority is water cooled. Water in the water jacket surrounding the cylinders picks up the surplus heat from the engine and the heated water rises. It then circulates through the radiator, where it is cooled by the passage of air past the radiator tubes, and returns to the bottom of the water jacket. A fan, which is driven from the engine crankshaft, assists cooling by increasing the draught through the radiator at low speeds. A pump may be used to help in circulating the water.The engine must also be prevented from running too cool and therefore the temperature of the water is normally controlled within certain limits by the action of a device known as a thermostat. This has the effect of varying the circulation of the water so that, for instance, when the engine is first started less water is allowed to circulate and the engine warms up quickly.The cooling system can, of course, freeze up in very cold weather, and this can cause considerable damage. For this reason it is advisable to add good antifreeze solution, on that can be left in throughout the summer, which will prevent freezing in winter and protect the system from corrosion all the year round.THE LUBRICATION SYSTEMLubrication is necessary for two main reasons to reduce friction and wear in the engine, and to help carry away was to heat from the bearings, in which the crankshaft and camshaft revolve inside the crankcase, from the pistons, and from the other working parts. In addition, it helps the piston rings to seal in the combustion gases, to prevent them escaping down into the cylinders. (These piston rings are rings fitted into grooves around the top of each piston.)The majority of engines have what is known as a 'force feed', or pressure, lubricating system. The bottom of the crankcase is enclosed by a sheet-metal pan, or 'sump'. This holds the engine lubricating oil and has a drain plug through which used oil may be drained off. A pump draws oil from the sump and pumps it through a filterand then through channels, called 'oil ways', to the bearings of the crankshaft and camshaft, and also to the valve gear. At the same time, oil flowing from the bearings forms an oil mist in the crankcase and this mist lubricates the cylinder walls.A warning light or oil gauge, controlled by the pressure of the oil in the system, is usually provided so that the driver will know when the system is not functioning and the oil is not circulating properly. If the system is not functioning properly the working parts may seize up and cause serious damage to the car engine. It is, therefore, essential for the driver to stop the engine as soon as he sees his warning light come on.4. The BrakesThe brakes function by absorbing in friction the energy possessed by the moving car. In so doing they convert the energy into heat.There are two types of brakes, the drum brake and the disc brake. Either or both types may be fitted, but where both types are used it is usual for the disc brakes to be fitted to the front wheels.DRUM BRAKESThe drum brake consists of a pair of semicircular brake shoes mounted on a fixed back plate and situated inside a drum. This drum is fixed to the road wheel and rotates with it. One end of each shoe is on a pivot and a spring holds the other end in contact with the piston of a hydraulic cylinder. (In front brakes it is usual to use two hydraulic cylinders in order to equalize the pressures exerted by the shoes. See figure 4.) Each shoe is faced with material, known as brake lining, which produces high, frictional resistance.The hydraulic system comprises a master cylinder and the slave cylinders, which are the cylinders on the road wheels. The slave cylinders are connected to the master cylinder by tubing and the whole system is filled with hydraulic fluid. A piston in the master cylinder is connected to the brake pedal, so that when the driver depresses. The pedal the fluid is forced out to each slave cylinder and operates their pistons. The fluid pushes the pistons out of their cylinders. They, in turn, push against the inner ends of the brake shoes and force them against the brake drums in each wheel. We say that the brakes are on. This friction of the shoes against the drums, which are fixed to the road wheels, slows down or stops the car. As the brake pedal is allowed to come up, the hydraulic fluid returns to its original position, the pistons retract, and a spring attached to each brake shoe returns it also to its original position, free of the brake drum. Now we say that the brakes are off.The brakes may also be operated by mechanical linkages from the foot pedal and handbrake lever. Common practice is to operate both from and rear brakes hydraulically with a secondary mechanical system operating the rear brakes only from the hand lever. One of the great advantages of hydraulic operation is that the system is self-balancing, which means that the same pressure is automatically produced at all four brakes, whereas mechanical linkages have to be very carefully adjusted for balance. Of course, if more pressure is put on one of the brakes than on the others there-is a danger that the car will skid.The mechanical linkage operating on the rear brakes is a system of rods or cables connecting the handbrake lever to the brake-shoe mechanisms, which work entirely Independently of the hydraulic system.Drum brakes are prone to a reduction in the braking effort, known as 'fade', caused by the overheating of the linings and the drum. Fade can affect all or only some of the brakes at a time, but it is not permanent, and full efficiency returns as soon as the brakes have cooled down. However, fading is unlikely to occur except after the brakes have been used repeatedly in slowing the car from a high speed or after braking continuously down a steep hill. Descending such a hill, it would have been preferable to use engine braking by changing down into a lower gear. Drum brakes can be made less prone to fade by improving the cooling arrangements, by arranging for more air to be deflected over them, for example.DISC BRAKESThe disc brake consists of a steel disc with friction pads operated by slave hydraulic cylinders. The steel disc is attached to the road wheel and rotates with it. Part of this steel disc is enclosed in a caliper. (See figure 5) This caliper contains two friction pads, one on each side of the disc, and two hydraulic cylinders, one outside each pad. The pads are normally held apart by a spring, but when the driver depresses the brake pedal, pistons from the hydraulic cylinders force the pads against the sides of the disc. Because the disc is not enclosed all the way round, the heat generated when the brakes are applied is dissipated very much more quickly than it is from brake shoes which are entirely enclosed inside a drum. This means that disc brakes are less prone to fade than drum brakes.汽车1. 发动机如何工作一个把热能源转换成机械的能源的发动机叫做一个热发动机,而且汽车发动机是热发动机的一个类型。
关于价格战外文文献翻译

一、外文原文(一)标题:How to Fight a Price War原文:In the battle to capture the customer, companies use a wide range of tactics to ward off competitors. Increasingly, price is the weapon of choice –and frequently the skirmishing degenerates into a price war.Creating low price appeal is often the goal, but the result of one retaliatory price slashing after another is often a precipitous decline in industry profits. Look at the airline price wars of 1992. When American Airlines, Northwest Airlines, and other U.S. carriers went toe-to-toe in matching and exceeding one another’s reduced fares, the result was record volumes of air travel-and record losses. Some estimates suggest that the overall losses suffered by the industry that year exceed the combined profits for the entire industry from its inception.Price wars can create economically devastating and psychologically debilitating situations that take an extraordinary toll on an individual, a company, and industry profitability. No matter who wins, the combatants all seem to end up worse off than before they joined the battle. And yet, price wars are becoming increasingly common and uncommonly fierce. Consider the following two examples:∙In July 1999, Sprint announced a nighttime long-distance rate of 5 cents per minute. In August 1999, MCI matched Sprint’s off-peak rate. Later that month, A T & T acknowledged that revenue from its consumer long-distance business was falling, and the company cut its long-distance rates to 7 cents per minute all day, everyday, for a monthly fee of $ 5.95. AT & T’s stock dropped 4.7% the day of the announcement. MCI’s stock price dropped 2.5%; Sprint’s fell 3.8%.∙E-Trade and other electronic brokers are changing the competitive terrain of financial services with their extraordinarily low-priced brokerage services. Theprevailing price for discount trades has fallen from $30 to $ 15 to $ 8 in the past few years.There is a little doubt, in the first example, that the major players in the long-distance phone business are in a price war. Price reductions per-second billing, and free calls are the principal weapons the players bring to the competitive arena. There is little talk from any of the carriers about service, quality, brand equity, and other nonprice factors that might add value to a product or service. Virtually every competitive move is based on price, and every countermeasure is a retaliatory price cut.Price wars are becoming more common because managers tendto view a price change as an easy, quick, and reversible actionIn the second example, the competitive situation is subtly different – and yet still very much a price war. E-Trade’s success demonstrates how the emergence of the Internet has fundamentally changed the cost of doing business. Consequently, even businesses such as Charles Schwab, which used to compete primarily on low-price appeal, are chanting a ―quality‖ mantra. Meanwhile, Merrill Lynch and American Express have recognized that the emergence of the Internet will affect pricing and are changing their price structures to include free online trades for high-end customers. These companies appear to be engaged in more focused pricing battles, unlike the ―globalized‖ price war in the long-distance phone market.Most managers will be involved in a price war at some point in their careers. Every price cut is potentially the first salvo, and some discounts routinely lead to retaliatory price cuts that then escalate into a full-blown price war. That’s why it’s a good idea to consider other options before starting a price war or responding to an aggressive price move with a retaliatory one. Often, companies can avoid adebilitating price war altogether by using a set of alternative tactics. Our goal is to describe an arsenal of weapons other than price cuts that managers who are engaged in or contemplating a price war may also want to consider.Take InventoryGenerally, price wars start because somebody somewhere thinks prices in a certain market are too high. Or someone is willing to buy market share at the expense of current margins. Price wars are becoming more common because managers tend to view a price change as an easy, quick, and reversible action. When business do not trust or know one another very well, the pricing battles can escalate very quickly. And whether they play out in the physical or the virtual world, price wars have a similar set of antecedents. By understanding their causes and characteristics, managers can make sensible decisions about when and how to fight a price war, when to flee one-and even when to start one.The first step, then, is diagnosis. Consider a small commodities supplier that suddenly found that its largest competitor had slashed prices to a level well below the small company’s costs. One option the smal ler company considered was to lower its price in a tit-for-tat move. But that price would have been below the supplier’s marginal cost; it would have suffered debilitating losses. Fortunately, a few phone calls revealed that its adversary was attempting to drive the supplier out of the local market by underpricing its products locally but maintaining high prices elsewhere. The supplier correctly diagnosed the pricing move as predatory and elected to do two things. First, the manager called customers in the competitor’s home market to let them know that the price-cutter was offering special deals in another market. Second, he called local customers and asked them for their support, pointing out that if the smaller supplier was driven off the market, its customers would be facing a monopolist. The short-term price cuts would turn into long-term price hikes. The supplier identified solutions that eschewed further price cuts and thus averted a pricewar.Intelligent analysis that leads to accurate diagnosis is more than half the cure. The process emphasizes understanding the opportunities for pricing actions based on current market trends and responding to competitors’ actions based on the players and their resources. Not only is it necessary to understand why a price war is occurring or may occur, it also is critical to recognize where to look for the resources to do battle.Good diagnoses involve analyzing four key areas in the theater of operations. They are customer issues such as price sensitivity and the customer segments that may emerge if prices change; company issues such as a business’s cost structures, capabilities, and strategic positioning; competitor issues, such as a rival’s cost structures, capabilities, and strategic positioning; and contributor issues, or the other players in the industry whose self-interest or profiles may affect the outcome of a price war. (For a more detailed explanation of such analyses, see the sidebar ―Analyzing the Battleground.‖)Companies that step back and examine those four areas carefully often find that they actually have quite a few different options-including defusing the conflict, fighting it out on several fronts, or retreating. We’ll look at some of those strategies and how companies have deployed them successfully.Stop the War Before It StartsThere are several ways to stop a price war before it starts. One is to make sure your competitors understand the rationale behind your pricing policies. In other words, reveal your strategic intentions. Price matching policies, everyday low pricing, and other public statements may communicate to competitors that you intend to fight a price war using all possible resources. But frequently these declarationsabout low prices, or about not engaging in price promotions, aren’t low-price strategies at all. Such announcements are simply a way to tell competitors that you prefer to compete on dimensions other than price. When your competitors agree that such competition will be more profitable than competing on price, they’ll tend to go along. That is precisely what happened when Winn-Dixie followed the Big Star supermarket chain in North Carolina and announced that it, too, would meet or beat mutual rival Food Lion’s prices. After two years, the number of equ ipriced products among 79 commonly purchased brand items at the supermarkets had more than doubled. Further, the overall market price level had increased for these products. What happened? The stores stopped competing on price. In fact, the data suggest that Food Lion raised its prices after its competitors announced they would match Food Lion’s prices.Tactic ExampleNonprice ResponsesReveal your strategic intentions and capabilitiesOffer to match competitors' prices, offer everyday low pricing, or reveal your cost advantageCompete on quality Increase product differentiation by addingfeatures to a product, or build awareness ofexisting features and their benefits.Emphasize the performance risks in low-pricedoptions.Co-opt contributors Form strategic partnerships by offeringcooperative or exclusive deals with suppliers,resellers, or providers of related services Price ResponsesUse complex price actions Offer bundled prices, two-part pricing,quantity discounts, price promotions, or loyaltyprograms for productsIntroduce new products Introduce flanking brands that compete incustomer segments that are being challengedby competitorsDeploy simple price actions Adjust the product's regular price inresponse to a competitor's price change oranother potential entry into the market 出处:Harvard Business Review,Sept01,2000(二)标题:Strategies to Fight Low-Cost Rivals原文:It’s easier to fight the enemy you know than one you don’t. Withgale-force winds of competition lashing every industry, companies must invest a lot of money, people, and time to fight archrivals. They find it tough, challenging, and yet strangely reassuring to take on familiar opponents, whose ambitions, strategies, weaknesses, and even strengths resemble their own. CEOs can easily compare theirgame plans and prowess with their doppelgängers’ by tracking stock prices by the minute, if they desire. Thus, Coke duels Pepsi, Sony battles Philips and Matsushita,Avis combats Hertz, Procter & Gamble takes on Unilever, Caterpillar clashes with Komatsu, Amazon spars with eBay, Tweedledum fights Tweedledee.However, this obsession with traditional rivals has blinded companies to thethreat from disruptive, low-cost competitors. All over the world, especially in Europeand North America, organizations that have business models and technologiesdifferent from those of market leaders are mushrooming. Such companies offer products and services at prices dramatically lower than the prices established businesses charge, often by harnessing the forces of deregulation, globalization, and technological innovation. By the early 1990s, the first price warriors, such as CostcoWholesale, Dell, Southwest Airlines, and Wal-Mart, had gobbled up the lunches of several incumbents. Now, on both sides of the Atlantic, a second wave is rolling in: Germany’s Aldi supermarkets, India’s Ara-vind Eye Hospitals, Britain’s Direct Line Insurance, the online stock brokerage E*Trade, China’s Huawei in telecommunications equipment, Sweden’s IKEA furniture, Ireland’s Ryanair, Israel’s Teva Pharmaceuticals, and the United States’ Vanguard Group in asset management. These and other low-cost combatants are changing the nature of competition as executives knew it in the twentieth century.What should leaders do? I’m n ot the first academic (nor, I daresay, will I be the last) to pose that question. Several strategy experts, led by Harvard Business School’s Michael Porter in his work on competitive strategy and Clayton Christensen in his research on disruptive innovation s, and Tuck School’s Richard D’Aveni in his writings on hypercompetition, have described the strategies companies can use to fight low-cost rivals. But that body of work doesn’t make the phenomenon less interesting—or render the threat any less formidable. For, despite the buckets of ink that academics have spilled on the topic, most companies behave as though low-cost competitors are no different from traditional rivals or as though they don’t matter.Over the past five years, I’ve studied around 50 incumb ents and 25 low-cost businesses. My research shows that ignoring cut-price rivals is a mistake because it eventually forces companies to vacate entire market segments. When market leaders do respond, they often set off price wars, hurting themselves more than the challengers. Companies that wake up to that fact usually change course in one of two ways. Some become more defensive and try to differentiate their products—a strategy that works only if they can meet a stringent set of conditions, which I describe later. Others take the offensive by launching low-cost businesses of their own. This so-called dual strategy succeeds only if companies can generate synergies between the existing businesses and the new ventures. If they cannot, companies are better off trying to transform themselves into solution providers or, difficult though it is, into low-cost players. Before I analyze the various strategy options, however, I must dispelsome myths about low-cost businesses.The Sustainability of Low-Cost BusinessesBe it in the classroom or the boardroom, executives invariably ask me the same question: Are low-cost businesses a permanent, enduring threat? Most managers believe they aren’t; they’re convinced that a business that sells at prices dramatically lower than those incumbents charge must go bankrupt. They cite the experience of U.S. airlines, which, after the industry’s deregulation in the 1980s, succeeded in beating off cut-price providers such as People Express. What they forget is that low-cost airlines soon reemerged. By slashing fares and cutting frills, entrants like Southwest Airlines and JetBlue have grabbed a chunk of America’s domestic air travel market. Unlike their predecessors, they’re making money hand over fist, too.Successful price warriors stay ahead of bigger rivals by using several tactics: They focus on just one or a few consumer segments; they deliver the basic product or provide one benefit better than rivals do; and they back everyday low prices with superefficient operations to keep cost s down. That’s how Aldi, the Essen-headquartered retailer that owns Trader Joe’s in the U.S., has thrived in the brutally competitive German market. Aldi’s advantages start with the size of its product range. A typical Aldi outlet is a relatively small, 15,000-square-foot store that carries only about 700 products—95% of which are store brands—compared with the 25,000-plus products that traditional supermarkets carry. The chain sells more of each product than rivals do, which enables it to negotiate lower prices and better quality with suppliers. In fact, many of Aldi’s private-label products have bested branded products in competitions and taste tests. The small number of products also keeps the company’s supply chain agile. Another efficiency stems from th e fact that Aldi sets up outlets on side streets in downtown areas and in suburbs, where real estate is relatively inexpensive. Since it uses small spaces, the company’s start-up costs are low, which enables it to blanketAldi doesn’t pamper customers. It s stores display products on pallets rather thanshelves in order to cut restocking time and save money. Customers bring their own shopping bags or buy them in the store. Aldi was one of the first retailers to require customers to pay refundable deposits for grocery carts. Shoppers return the carts to designated areas, sparing employees the time and energy needed to round them up. At the same time, Aldi gets the basics right. There are several checkout lines, so wait times are short even during peak shopping hours. Its scanning machines are lightning fast, which allows clerks to deal quickly with each shopper. Most retailers follow local pricing, but every Aldi store in a country charges the same price, which reinforces the chain’s image as a consumer champi on. In 2006, Germans voted Aldi the country’s third most-trusted brand, behind only Siemens and BMW. Aldi sells products far cheaper than rivals do. To suppliers’ prices, the company adds about 8% to cover transportation, rent, marketing, and other overhead costs, and about 5% for staff costs. Thus, Aldi’s average markup is 13% while that of most European retailers is 28% to 30%. Not surprisingly, 89% of all German households made at least one trip to an Aldi in 2005, and according to European market research firms, the chain had a 20% share of Germany’s supermarket business.As Aldi’s story suggests, the financial calculations of low-cost players are different from those of established companies. They earn smaller gross margins than traditional players do, but their business models turn those into higher operating margins. Those operating margins are magnified by the businesses’ higher-than-average asset turnover ratios, which result in impressive returns on assets. Because of those returns and high growth rates, the market capitalizations of many upstarts are higher than those of industry leaders, despite the larger equity bases of the latter. For instance, one of Europe’s leading low-cost airlines, Ryanair, is one-seventh the size of British Airways in terms of revenues—$2.1 billion versus $15.5 billion in 2006—but its operating margins, at 22.7%, are three times as large as BA’s 7.35%. Not surprisingly, Ryanair’s market capitalization of $7.6 billion (on May 28, 2006) was higher than BA’s $7.3 billion.Many price warriors don’t figure in listings of the biggest companies, but theyhave created wealth—and pots of it. Look at Forbes’s list of the world’s richest people in 2006, for instance, and you will discover that 12 of the top 25 billionaires made their fortunes by creating (or inheriting) low-cost businesses. They include Sam Walton’s five heirs, whose combined net worth was estimated at $80 billion, Aldi’s Theo and Karl Albrecht with $32 billion, IKEA’s Ingvar Kamprad with $28 billion, Mittal Steel’s Lakshmi Mittal with $23.5 billion, Dell’s Michael Dell with $17 billion, Zara’s Amancio Ortega with $14.8 billion, and Wipro’s Azim Premji with $13 billion.Interestingly, low-cost companies stay ahead of market leaders because consumer behavior works in their favor. My research suggests that if a business gets a customer to buy its products or services on the basis of price, it will lose the customer only if a rival offers a lower price. Since the discounters win all their customers because of the prices they offer, they don’t have to worry about traditional rivals that always charge premiums. Only new entrants with even lower cost structures can compete with the price warriors. For instance, until 2000, Southwest Airlines’ costs were the lowest in the U.S. airline industry. As its employees grew older, those costs (excluding fuel costs) rose: By 2004, they were 6.2 cents per available seat-mile, which was still nearly 25% lower than the 8 cents per available seat-mile that Delta, Northwest, and United incurred. However, JetBlue, which started flying in 2000, spent only 4.7 cents per available seat-mile in 2004—25% lower than Southwest’s costs. Clearly, JetBlue poses a stiffer challenge to Southwest than the traditional airlines do.The Futility of Price WarsThe moment a company spots a low-cost competitor, it would do well to ask itself this question: Is our new rival targeting a segment we don’t want to serve or will it eat into our sales? (The exhibit ―A Framework for Responding to Low-Cost Rivals‖ shows comp anies’ options in various situations.) If the new entrant has set its sights on customers no other business serves, incumbents needn’t worry—for the moment. They can observe without engaging the competitor. That wait-and-watch strategyoften works for companies that market products for people at the very top of the pyramid, such as wines, perfumes, and cosmetics. For instance, when Europe’s supermarket chains launched private-label water, it had little impact on market leaders such as Evian, Perrier, and San Pellegrino. Bottled water is a superpremium product, and store brands serve consumers who rarely buy it.Sometimes, entrants at low price points can provide a fillip to incumbents’ business. Take the case of easyCruise, set up by the London-based serial entrepreneur Sir Stelios Haji-Ioannou, which has boosted Europeans’ interest in cruises. The line’s ships serve as floating hotels that dock in the afternoon and leave late at night, which allows passengers to entertain themselves at the ports of call. Since easyCruise doesn’t offer lavish meals and expensive shows, it is able to charge low prices. Its customers are typically people in their twenties and thirties, many of whom cannot afford the all-inclusive packages other cruise lines offer. Although easyCruise is doing well, incumbents such as Royal Caribbean and Cunard have left this new competitor alone rather than diverting resources to attack it. They believe that when easyCruise’s passengers are older and richer, they will turn to the established lines for traditional cruise vacations.That may be an exception to the rule. Most low-cost players alter customer behavior permanently, getting people to accept fewer benefits at lower prices. EasyCruise’s passenge rs may never switch to the higher-priced cruise lines. Moreover, low-price warriors are aided by the fact that consumers are becoming cynical about brands, better informed because of the Internet, and more open to value-for-money offers.When market leaders finally acknowledge the threat from low-cost rivals, they usually try to match or beat their prices. All the available evidence, however, shows that price wars don’t work in incumbents’ favor. Not only is pricing below cost illegal in many countries, including the United States, but also low-cost business models are designed to make money at low prices—a fact that executives tend to forget. In a raceto the bottom, the challengers always come out ahead of the incumbents. For instance, in the late 1980s, Aldi, Dell, E*Trade, and Southwest Airlines more than held their own when Carrefour, Compaq, Fidelity, and United, respectively, triggered price wars that were supposed to drive the challengers out of business.Even when market leaders copy the critical elements of low-cost players’ business models, they are unable to match their prices. That’s because the individual elements of the model don’t matter as much as the interactions among them. Consider Internet bookings for airline tickets, which don’t deliver the kind of cost reductions to traditional airlines that they do to low-cost carriers. First, low-cost players generate 98% of their bookings through their Web sites, while only 20% of incumbents’ customers use the Internet to make reservations. Internet bookings are more attractive to the leisure travelers who use low-cost carriers than to business travelers, who often fly to multiple destinations. Consequently, when traditional airlines set up Internet-based booking systems, the impact on their costs is limited. Second, an Internet-based reservation system is inexpensive to develop and maintain when all the aircraft in a fleet are identical, there is only one cabin class, tickets are not refundable, and passengers can’t reserve seats. However, the traditional airlines’ systems must provide for multiple cabin classes, handle several kinds of tickets, provide several levels of refunds, and reserve seats, making them expensive investments. Third, most incumbents participate in industry-wide reservation systems such as Sabre, which robs them of control over some seats. Finally, the traditional airlines have set up networks of travel agents, which would rebel if the carriers made a complete shift to direct bookings. For all those reasons, traditional carriers are unable to reduce their booking costs to the levels the discount airlines have achieved.Slashing prices usually lowers profits for all incumbents without driving the low-cost entrant out of business. I learned that firsthand while serving as a consultant to a European telecom-equipment provider that was competing against traditional rivals as well as a low-cost Asian competitor for a multimillion-dollar contract in Africa. All the bidders kept cutting prices in order to best the Asian rival’s offer,which proved to be the lowest after every round of bidding. Eventually, the telecom giants discovered that the Asian company had offered a 40% discount on the lowest price the customer could negotiate with its rivals! Not surprisingly, the low-cost company won the contract. In addition, although the telecom giants would not have made profits on their lowest bids, the Asian contender seemed likely to do so.When Differentiation WorksWhen businesses finally realize they can’t win a price war with low-cost players, they try to differentiate their products in a last-ditch attempt at coexistence. This strategy, the consultant’s favorite antidote, takes many forms. Companies, we’re told, should adopt the following approaches:Design cool products, as, say, Apple and Bang & Olufsen do.Continually innovate in the tradition of Gillette and 3M.Offer a unique product mix, like that of Sharper Image and Whole Foods.Brand a community à la Harley-Davidson and Red Bull.Sell experiences, as Four Seasons, Nordstrom, and Starbucks do.Since the tactics I’ve mentioned are well-known, I will not discuss them in detail. My research shows, however, that three conditions determine their efficacy. First, smart businesses don’t use these tactics in isolation. For instance, Bang & Olufs en is able to compete effectively against low-cost electronics manufacturers with its design capabilities. That approach works well because the Danish company also keeps introducing new products, cultivates an upscale brand image, and invests time and money in creating cool-looking retail outlets.Second, companies must be able to persuade consumers to pay for benefits. The ability to do so usually depends on the products they sell. For instance, Gillette, finding that it can push the ―closer shave‖ envelop e for men, has launched the Atra, Atra Plus, Sensor, Sensor Excel, Mach 3, Mach 3 Turbo, and Centro shaving systems at ever higher prices over the past 20 years. However, when the company deployed a similar strategy for Duracell batteries by emphasizing longer life, many consumersbalked at paying higher prices after a certain point. That’s because they found it almost impossible to notice the better performance and longer life of Duracell Ultra batteries. Energizer and Rayovac fought back by offering more batteries for the same price, which negated Duracell Ultra’s long-life advantage. Eventually, Gillette had to back away from this differentiation gambit.Many companies find it tough to persuade consumers to pay for additional benefits. A small premium for greater services or benefits is a powerful defense, as Target and Walgreens have shown. Target stocks inexpensive kitchenware and clothes developed by well-known designers such as Michael Graves and Isaac Mizrahi. It charges a bit more for products of better quality and design than those Wal-Mart sells. In like vein, Walgreens emphasizes convenience by setting up its stores close to shopping centers and providing drive-through windows for pickups, promising short checkout lines, and offering easy navigation because of smart store layouts. Both Target and Walgreens have therefore managed to hold their own against Wal-Mart. All too often, though, incumbents incur huge costs in order to deliver benefits, forcing them to ask for price premiums so large that they drive away consumers.The third condition necessary for a successful differentiation strategy is simple: Companies must bring costs and benefits in line before implementing it. That takes time. After years of restructuring, Hewlett-Packard may finally be catching up with Dell in the personal computer business. HP has shrunk Dell’s cost advantage from 20% to 10%, and since average PC prices have fallen, the absolute difference in prices is relatively small. Consumers are shopping for HP computers once again because of such benefits as instant delivery and the ability to see, feel, and touch products in stores.Unless sizable numbers of consumers demand additional benefits, however, companies may have to yield some markets to the price warriors. Take the case of British Airways, which initially ignored low-cost rivals such as easyJet and Ryanair; then set up a low-cost carrier called Go, which it sold in 2002 to easyJet; and finally。
5 中英文翻译
外文参考文献全文及译文英文原文4.1 DefinitionA durable lining is one that performs satisfactorily in the working environment during its anticipated service life. The material used should be such as to maintain its integrity and, if applicable, to protect other embedded materials.4.2 Design lifeSpecifying the required life of a lining (see Section 2.3.4) is signifi-cant in the design, not only in terms of the predicted loadings but also with respect to long-term durability. Currently there is no guide on how to design a material to meet a specified design life, although the new European Code for Concrete (British Standards Institution, 2003) addresses this problem. This code goes some way to recommending various mix proportions and reinforcement cover for design lives of 50 and 100 years. It can be argued that linings that receive annular grouting between the excavated bore and the extrados of the lining, or are protected by primary linings, for example sprayed concrete, may have increased resistance to any external aggressive agents. Normally, these elements of a lining system are considered to be redundant in terms of design life. This is because reliably assessing whether annulus grouting is complete or assessing the properties or the quality of fast set sprayed concrete with time is generally difficult.Other issues that need to be considered in relation to design life include the watertightness of a structure and fire-life safety. Both of these will influence the design of any permanent lining.4.3 Considerations of durability related to tunnel useLinings may be exposed to many and varied aggressive environments. Durability issues to be addressed will be very dependent not only on the site location and hence the geological environment but also on the use of the tunnel/shaft (see Fig. 4.1).The standards of material, design and detailing needed to satisfy durability requirements will differ and sometimes conflict. In these cases a compromise must be made to provide the best solution possible based on the available practical technology.4.4 Considerations of durability related to tunnel4.4.1 Steel/cast-iron liningsUnprotected steel will corrode at a rate that depends upon the temperature, presence of water with reactive ions (from salts and acids) and availability of oxygen. Typically corrosion rates can reach about 0.1 mm/year. If the availability of oxygen is limited, for example at the extrados of a segmental lining, pitting corrosion is likely to occur for which corrosion rates are more difficult to ascertain.Grey cast-iron segments have been employed as tunnel linings for over a hundred years, with little evidence as yet of serious corrosion. This is because this type of iron contains flakes of carbon that become bound together with the corrosion product to prevent water and, in ventilated tunnels, oxygen from reaching the mass of the metal. Corrosion is therefore stifled. This material is rarely if ever used in modern construction due to the higher strength capacities allowed with SGI linings.Spheroidal-Graphite cast iron (SGI) contains free carbon in nodules rather than flakes, and although some opinion has it that this will reduce the self-stifling action found in grey irons, one particular observation suggests that this is not necessarily so. A 250 m length of service tunnel was built in 1975 for the Channel Tunnel, and SGI segments were installed at the intersection with the tunnel constructed in 1880. The tunnel was mainly unventilated for the next ten years, by which time saline groundwater had caused corrosion and the intrados appeared dreadfully corroded. The application of some vigorous wire brushing revealed that the depth of corrosion was in reality minimal.4.4.2 Concrete liningsIn situ concrete was first used in the UK at the turn of the century. Precast concrete was introduced at a similar time but it was not used extensively until the 1930s. There is therefore only 70 to 100 years of knowledge of concrete behaviour on which to base the durability design of a concrete lining.The detailed design, concrete production and placing, applied curing and post curing exposure, and operating environment of the lining all impact upon its durability. Furthermore, concrete is an inherently variable material. In order to specify and design to satisfy durability requirements, assumptions have to be made about the severity of exposure in relation to deleterious agents, as well as the likely variability in performance of the lining material itself. The factors that generally influence the durability of the con-crete and those that should be considered in the design and detailing of a tunnel lining include:1.operational environment2.shape and bulk of the concrete3.cover to the embedded steel4.type of cement5.type of aggregate6.type and dosage of admixture7.cement content and free water/cement ratio8.workmanship, for example compaction’ finishing, curing9.permeability, porosity and dijfusivity of the final concrete.The geometric shape and bulk of the lining section is important because concrete linings generally have relatively thin walls and are possibly subject to a significant external hydraulic head. Both of these will increase the ingress of aggressive agents into the concrete.4.5 Design and specification for durabilityIt has to be accepted that all linings will be subject to some level of corrosion and attack by both the internal and external environment around a tunnel. They will also be affected by fire. Designing for durability is dependent not only on material specification but also on detailing and design of the lining.4.5.1 Metal liningsOccasionally segments are fabricated from steel, and these should be protected by the application of a protective system. Liner plates formed from pressing sheet steel usually act as a temporary support while an in situ concrete permanent lining is constructed. They are rarely protected from corrosion, but if they are to form a structural part of the lining system they should also be protected by the application of a protective system. Steel sections are often employed as frames for openings and to create small structures such as sumps. In these situations they should be encased in con-crete with suitable cover and anti-crack reinforcement. In addition, as the quality of the surrounding concrete might not be of a high order consideration should be given to the application of a protec-tive treatment to such steelwork.Spheroidal-Graphite cast iron segmental tunnel linings are usually coated internally and externally with a protective paint system. They require the radial joint mating surfaces, and the circumferential joint surfaces, to be machined to ensure good load transfer across thejoints and for the formation of caulking and sealing grooves. It is usual to apply a thin coat of protective paint to avoid corrosion between fabrication and erection, but long-term protective coatings are unnecessary as corrosion in such joints is likely to be stifled.It is suggested that for SGI segmental linings the minimum design thicknesses of the skin and outer flanges should be increased by one millimetre to allow for some corrosion (see Channel Tunnel case history in Chapter 10). If routine inspections give rise to a concern about corrosion it is possible to take action, by means of a cathodic protection system or otherwise, to restrain further deterioration. The chance of having to do this over the normal design lifetime is small.(1)Protective systemsCast iron segmental linings are easily protected with a coating of bitumen, but this material presents a fire hazard, which is now unacceptable on the interior of the tunnel. A thin layer, up to 200 um in thickness, of specially formulated paint is now employed; to get the paint to adhere it is necessary to specify the surface preparation. Grit blasting is now normally specified, however, care should be taken in the application of these coatings. The problem of coatings for cast iron is that grit blasting leavesbehind a surface layer of small carbon particles, which prevents the adhesion of materials, originally designed for steelwork, and which is difficult to remove. It is recommended that the designer take advice from specialist materials suppliers who have a proven track record.Whether steel or cast iron segments are being used, consideration of the ease with which pre-applied coatings can be damaged during handling, erection and subsequent construction activities in the tunnel is needed.(2) Fire resistanceExperiences of serious fires in modern tunnels suggest that temperatures at the lining normally average 600-700 °C, but can reach 1300 °C (see Section 4.5.3). It is arguable that fire protection is not needed except where there is a risk of a high-temperature (generally hydrocarbon) fire. It can be difficult to find an acceptable economic solution, but intumescent paint can be employed. This is not very effective in undersea applications. As an alternative an internal lining of polypropylene fibre reinforced concrete might be considered effective. 4.5.2 Concrete liningsAll aspects of a lining’s behaviour during its design life, both under load and within theenvironment, should be considered in order to achieve durability. The principle factors that should be considered in the design and detailing are:1.Material(s)2.production method3.application method (e.g. sprayed concrete)4.geological conditions5.design life6.required performance criteria.(1) CorrosionThe three main aspects of attack that affect the durability of concrete linings are:corrosion of metalschloride-induced corrosion of embedded metalscarbonation-induced corrosion of embedded metals.Corrosion of metalsUnprotected steel will corrode at a rate that depends upon temperature, presence of water and availability of oxygen. Exposed metal fittings, either cast in (i.e. a bolt- or grout-socket), or loose (e.g. a bolt), will corrode (see Section 4.5.4). It is impractical to provide a comprehensive protection system to these items and it is now standard practice to eliminate ferrous cast in fittings totally by the use of plastics. Loose fixings such as bolts should always be specified with a coating such as zinc.Chloride-induced corrosionCorrosion of reinforcement continues to represent the single largest cause of deterioration of reinforced concrete structures. Whenever there are chloride ions in concrete containing embedded metal there is a risk of corrosion. All constituents of concrete may contain some chlorides and the concrete may be contaminated by other external sources, for example de-icing salts and seawater.Damage to concrete due to reinforcement corrosion will only normally occur when chloride ions, water and oxygen are all present.Chlorides attack the reinforcement by breaking down the passive layer around the reinforcement. This layer is formed on the surface of the steel as a result of the highly alkaline environment formed by the hydrated cement. The result is the corrosion of the steel, whichcan take the form of pitting or general corrosion. Pitting corrosion reduces the size of the bar, while general corrosion will result in cracking and spalling of the concrete.Although chloride ions have no significant effect on the per-formance of the concrete material itself, certain types of concrete are more vulnerable to attack because the chloride ions then find it easier to penetrate the concrete. The removal of calcium alumi- nate in sulphate-resistant cement (the component that reacts with external sulphates), results in the final concrete being less resistant to the ingress of chlorides. To reduce the penetration of chloride ions, a dense impermeable concrete is required. The use of corrosion inhibitors does not slow down chloride migration but does enable the steel to tolerate high levels of chloride before corrosion starts.Current code and standard recommendations to reduce chloride attack are based on the combination of concrete grade (defined by cement content and type, water/cement ratio and strength, that is indirectly related to permeability) and cover to the reinforcement. The grade and cover selected is dependent on the exposure condition. There are also limits set on the total chlorides content of the concrete mix.Carbonation-induced corrosionIn practice, carbonation-induced corrosion is regarded as a minor problem compared with chloride- induced corrosion. Even if carbonation occurs it is chloride-induced corrosion that will generally determine the life of the lining. Carbonated concrete is of lower strength but as carbonation is lim-ited to the extreme outer layer the reduced strength of the concrete section is rarely significant.Damage to concrete will only normally occur when carbon dioxide, water, oxygen and hydroxides are all present. Carbonation is unlikely to occur on the external faces of tunnels that are constantly under water, whereas some carbonation will occur on the internal faces of tunnels that are generally dry. Carbonation-induced corrosion, how-ever, is unlikely in this situation due to lack of water. Linings that are cyclically wet and dry are the most vulnerable.When carbon dioxide from the atmosphere diffuses into the concrete, it combines with water forming carbonic acid. This then reacts with the alkali hydroxides forming carbonates. In the presence of free water, calcium carbonate is deposited in the pores. The pH of the pore fluid drops from a value of about 12.6 in the uncarbonated region to 8 in the carbonated region. If this reduction in alkalinity occurs close to the steel, it can cause depassivation. Inthe presence of water and oxygen corrosion of the reinforcement will then occur.To reduce the rate of carbonation a dense impermeable concrete is required.As with chloride-induced corrosion, current code and standard recommendations to reduce carbonation attack are based on the combination of concrete grade and reinforcement cover.Other chemical attackChemical attack is by direct attack either on the lining material or on any embedded materials, caused by aggressive agents being part of the contents within the tunnel or in the ground in the vicinity of the tunnel. Damage to the material will depend on a number of factors including the concentration and type of chemical in question, and the movement of the ground-water, that is the ease with which the chemicals can be replenished at the surface of the concrete. In this respect static water is generally defined as occurring in ground having a mass permeability of <10-6m/s and mobile water >10-6 m/s. The following types of exchange reactions may occur between aggressive fluids and components of the lining material:●sulphate attack●acid attack●alkali-silica reaction (ASR).Sulphates (conventional and thaumasite reaction)In soil and natural groundwater, sulphates of sodium, potassium, magnesium and calcium are common. Sulphates can also be formed by the oxi-dation of sulphides, such as pyrite,as a result of natural processes or with the aid of construction process activities. The geological strata most likely to have a substantial sulphate concentration are ancient sedimentary clays. In most other geological deposits only the weathered zone (generally 2m to 10m deep) is likely to have a significant quantity of sulphates present. By the same processes, sulphates can be present in contaminated ground. Internal corro-sion in concrete sewers will be, in large measure, due to the presence of sulphides and sulphates at certain horizons dependent on the level of sewer utilisation. Elevated temperatures will contribute to this corrosion.Ammonium sulphate is known to be one of the salts most aggressive to concrete. However, there is no evidence that harmful concentrations occur in natural soils.Sulphate ions primarily attack the concrete material and not the embedded metals. They are transported into the concrete in water or in unsaturated ground, by diffusion. The attackcan sometimes result in expansion and/or loss of strength. Two forms of sulphate attack are known; the conventional type leading to the formation of gypsum and ettringite, and a more recently identified type produ-cing thaumasite. Both may occur together.Constituents of concrete may contain some sulphates and the concrete may be contaminated by external sources present in the ground in the vicinity of the tunnel or within the tunnel.Damage to concrete from conventional sulphate reaction will only normally occur when water, sulphates or sulphides are all present. For a thaumasite-producing sulphate reaction, in addition to water and sulphate or sulphides, calcium silicate hydrate needs to be present in the cement matrix, together with calcium carbonate. In addition, the temperature has to be relatively low (generally less than 15 °C).Conventional sulphate attack occurs when sulphate ions react with calcium hydroxide to form gypsum (calcium sulphate), which in turn reacts with calcium aluminate to form ettringite. Sulphate resisting cements have a low level of calcium aluminate so reducing the extent of the reaction. The formation of gypsum and ettringite results in expansion and disruption of the concrete.Sulphate attack, which results in the mineral thaumasite, is a reaction between the calcium silicate hydrate, carbonate and sulphate ions. Calcium silicate hydrate forms the main binding agent in Portland cement, so this form of attack weakens the con-crete and, in advanced cases, the cement paste matrix is eventually reduced to a mushy, incohesive white mass. Sulphate resisting cements are still vulnerable to this type of attack.Current code and standard recommendations to reduce sulphate attack are based on the combination of concrete grade. Future code requirements will also consider aggregate type. There are also limits set on the total sulphate content of the concrete mix but, at present, not on aggregates, the recommendations of BRE Digest 363 1996 should be followed for any design.AcidsAcid attack can come from external sources, that are present in the ground in the vicinity of the tunnel, or from within the tunnel. Groundwater may be acidic due to the presence of humic acid (which results from the decay of organic matter), carbonic acid or sulphuric acid. The first two will not produce a pH below 3.5. Residual pockets of sulphuric (natural andpollution), hydrochloric or nitric acid may be found on some sites, particularly those used for industrial waste. All can produce pH values below 3.5. Carbonic acid will also be formed when carbon dioxide dissolves in water.Concrete subject to the action of highly mobile acidic water is vulnerable to rapid deterioration. Acidic ground waters that are not mobile appear to have little effect on buried concrete.Acid attack will affect both the lining material and other embedded metals. The action of acids on concrete is to dissolve the cement hydrates and, also in the case of aggregate with high calcium carbonate content, much of the aggregate. In the case of concrete with siliceous gravel, granite or basalt aggregate the sur-face attack will produce an exposed aggregate finish. Limestone aggregates give a smoother finish. The rate of attack depends more on the rate of movement of the water over the surface and the quality of the concrete, than on the type of cement or aggregate.Only a very high density, relatively impermeable concrete will be resistant for any period of time without surface protection. Damage to concrete will only normally occur when mobile water conditions are present.Current code and standard recommendations to reduce acid attack are based on the concrete grade (defined by cement content and type, water/cement ratio and strength). As cement type is not significant in resisting acid attack, future code requirements will put no restrictions on the type used.(2) Alkali Silica Reaction (ASR)Some aggregates contain particular forms of silica that may be susceptible to attack by alkalis originat-ing from the cement or other sources.There are limits to the reactive alkali content of the concrete mix, and also to using a combination of aggregates likely to be unreactive. Damage to concrete will only normally occur when there is a high moisture level within the concrete, there is a high reactivity alkali concrete content or another source of reactive alkali, and the aggregate contains an alkali-reactive constituent. Current code and standard recommendations to reduce ASR are based on limiting the reactive alkali content of the concrete mix, the recommendations of BRE 330 1999 should be followed for any design.(3) Physical processesVarious mechanical processes including freeze-thaw action, impact, abrasion and cracking can cause concrete damage.Freeze-thawConcretes that receive the most severe exposure to freezing and thawing are those which are saturated during freezing weather, such as tunnel portals and shafts.Deterioration may occur due to ice formation in saturated con-crete. In order for internal stresses to be induced by ice formation, about 90% or more by volume of pores must be filled with water. This is because the increase in volume when water turns to ice is about 8% by volume.Air entrainment in concrete can enable concrete to adequately resist certain types of freezing and thawing deterioration, provided that a high quality paste matrix and a frost-resistant aggregate are used.Current code and standard recommendations to reduce freeze- thaw attack are based on introducing an air entrainment agent when the concrete is below a certain grade. It should be noted that the inclusion of air will reduce the compressive strength of the concrete.ImpactAdequate behaviour under impact load can generally be achieved by specifying concrete cube compressive strengths together with section size, reinforcement and/or fibre content. Tensile capacity may also be important, particularly for concrete without reinforcement.AbrasionThe effects of abrasion depend on the exact cause of the wear. When specifying concrete for hydraulic abrasion in hydraulic applications, the cube compressive strength of the concrete is the principal controlling factor.CrackingThe control of cracks is a function of the strength of concrete, the cover, the spacing, size and position of reinforce-ment, and the type and frequency of the induced stress. When specifying concrete cover there is a trade-off between additional protection from external chloride attack to the reinforcement, and reduction in overall strength of the lining.4.5.3 Protective systemsAdequate behaviour within the environment is achieved by specify-ing concrete to thebest of current practice in workmanship and materials. Protection of concrete surfaces is recommended in codes and standards when the level of aggression from chemicals exceeds a maximum specified limit. Various types of surface protection include coatings, waterproof barriers and a sacrificial layer.(1) CoatingsCoatings have changed over the years, with tar and cut-back bitumens being less popular, and replaced by rubberised bitumen emulsions and epoxy resins. The fire hazard associated with bituminous coatings has limited their use to the extrados of the lining in recent times. The risk of damage to coat-ings during construction operations should be considered.(2) Waterproof barriersThe requirements for waterproof barriers are similar to those of coatings. Sheet materials are commonly used, including plastic and bituminous membranes. Again, the use of bituminous materials should be limited to the extrados.(3) Sacrificial layerThis involves increasing the thickness of the concrete to absorb all the aggressive chemicals in the sacrificial outer layer. However, use of this measure may not be appropriate in circumstances where the surface of the concrete must remain sound, for example joint surfaces in segmental linings.(4) Detailing of precast concrete segmentsThe detailing of the ring plays an important role in the success of the design and performance of the lining throughout its design life. The ring details should be designed with consideration given to casting methods and behaviour in place. Some of the more important considerations are as follows.4.5.5 Codes and standardsBuilding Research Establishment (BRE) Digest 330: 1999 (Building Research Establishment, 1999), Building Research Establishment (BRE) Digest 363: 1996 (Building Research Establishment, 1996),BRE Special Digest 1 (Building Research Establishment, 2003) and British Standard BSEN 206-1: 2000 (British Standards Institution, 2003) are the definitive reference points for designing concrete mixes which are supplemented by BS8110 (British Standards Institution, 1997) and BS 8007 (British Standards Institution, 1987). BSEN 206-1 also references Eurocode 2: Design of Concrete Structures (European Commission,1992).(1) European standardsEN206 Concrete - Performance, Production and Conformity, and DD ENV 1992-1-1 {Eurocode 2: Design of Concrete Structures Part 1) (British Standards Institution, 2003 and European Commission,1992).Within the new European standard EN 206 Concrete - Perfor-mance, Production and Conformity,durability of concrete will rely on prescriptive specification of minimum grade, minimum binder content and maximum water/binder ratio for a series of defined environmental classes. This standard includes indicative values of specification parameters as it is necessary to cover the wide range of environments and cements used in the EU member states.Cover to reinforcement is specified in DD ENV 1992-1 -1 (Eurocode 2: Design of Concrete Structures Part 1 - European Commission, 1992).(2) BRE 330:1999This UK Building Research Establishment code (Building Research Establishment, 1999) gives the back-ground to ASR as well as detailed guidance for minimising the risks of ASR and examples of the methods to be used in new construction.(3) Reinforcement BRE 363: 1996This UK Building Research Establishment code (Building Research Establishment, 1996) discusses the factors responsible for sulphate and acid attack on concrete below ground level and recommends the type of cement and quality of concrete to provide resistance to attack. (4) BRE Special Digest 1This special digest (Building Research Establishment, 2003) was published following the recent research into the effects of thaumasite on concrete. It replaces BRE Digest 363: 2001. Part 4 is of specific reference to precast concrete tunnel linings.(5) BS 8110/BS 8007Guidance is given on minimum grade, minimum cement and maximum w/c ratio for different conditions of exposure. Exposure classes are mild, moderate, severe, very severe, most severe and abrasive related to chloride attack, carbonation and freeze-thaw. The relationship between cover of the reinforcement and concrete quality is also given together with crack width (British Standards Institution, 1987a and 1997a).(6) OthersChemically aggressive environments are classified in specialist standards. For information on industrial acids and made up ground, reference may be made to a specialist producer of acid resistant finishes or BS 8204-2 (British Standards Institu-tion, 1999). For silage attack, reference should be made to the UK Ministry of Agriculture, Fisheries and Food.中文翻译4.1 定义耐用的衬砌指的是在衬砌的预期服务寿命内提供令人满意的工作环境。
(完整版)外文翻译
(完整版)外文翻译外文文件原稿和译文原稿logistics distribution center location factors:(1)the goods distribution and quantity. This is the distribution center and distribution of the object, such as goods source and the future of distribution, history and current and future forecast and development, etc. Distribution center should as far as possible and producer form in the area and distribution short optimization. The quantity of goods is along with the growth of the size distribution and constant growth. Goods higher growth rate, the more demand distribution center location is reasonable and reducing conveying process unnecessary waste.(2)transportation conditions. The location of logistics distribution center should be close to the transportation hub, and to form the logistics distribution center in the process of a proper nodes. In the conditional, distribution center should be as close to the railway station, port and highway.(3)land conditions. Logistics distribution center covers an area of land in increasingly expensive problem today is more and more important. Is the use of the existing land or land again? Land price? Whether to conform to the requirements of the plan for the government, and so on, in the construction distribution center have considered.(4)commodities flow. Enterprise production of consumer goods as the population shift and change, should according to enterprise's better distribution system positioning. Meanwhile, industrial products market will transfer change, in order to determine the raw materials and semi-finished products of commodities such as change of flow in the location of logistics distribution center should be considered when the flow of the specific conditions of the relevant goods.(5)other factors. Such as labor, transportation and service convenience degree, investment restrictions, etc.(完整版)外文翻译How to reduce logistics cost,enhance the adaptive capacity and strain capacityof distribution center is a key research question of agricultural product logisticsdistribution center.At present,most of the research on logistics cost concentrates offtheoretical analysis of direct factors of logistics cost, and solves the problem ofover-high logistics Cost mainly by direct channel solution . This research stresseson the view of how to loeate distribution center, analyzes the influence of locatingdistribution center on logistics cost .and finds one kind of simple and easy locationmethod by carrying on the location analysis of distribution center through computermodeling and the application of Exeel.So the location of agricultural productlogistics distribution center can be achieved scientifically and reasonably, which willattain the goal of reducing logistics cost, and have a decision.making supportfunction to the logisties facilities and planning of agricultural product.The agricultural product logistics distribution center deals with dozens andeven hundreds of clients every day, and transactions are made in high-frequency. Ifthe distribution center is far away from other distribution points,the moving andtransporting of materials and the collecting of operational data is inconvenient andcostly. costly.The modernization of agricultural product logistics s distribution center is acomplex engineering system, not only involves logistics technology, informationtechnology, but also logistics management ideas and its methods,in particular thespecifying of strategic location and business model is essential for the constructing ofdistribution center. How to reduce logistics cost ,enhance the adaptive capacity andstrain capacity of distribution center is a key research question of agricultural productlogistics distribution center. The so— called logistics costs refers to the expendituresummation of manpower, material and financial resources in the moving process of thegoods.such as loading and unloading,conveying,transport,storage,circulating,processing, information processing and other segments. In a word。
外文文献翻译原文+译文
外文文献翻译原文Analysis of Con tin uous Prestressed Concrete BeamsChris BurgoyneMarch 26, 20051、IntroductionThis conference is devoted to the development of structural analysis rather than the strength of materials, but the effective use of prestressed concrete relies on an appropriate combination of structural analysis techniques with knowledge of the material behaviour. Design of prestressed concrete structures is usually left to specialists; the unwary will either make mistakes or spend inordinate time trying to extract a solution from the various equations.There are a number of fundamental differences between the behaviour of prestressed concrete and that of other materials. Structures are not unstressed when unloaded; the design space of feasible solutions is totally bounded;in hyperstatic structures, various states of self-stress can be induced by altering the cable profile, and all of these factors get influenced by creep and thermal effects. How were these problems recognised and how have they been tackled?Ever since the development of reinforced concrete by Hennebique at the end of the 19th century (Cusack 1984), it was recognised that steel and concrete could be more effectively combined if the steel was pretensioned, putting the concrete into compression. Cracking could be reduced, if not prevented altogether, which would increase stiffness and improve durability. Early attempts all failed because the initial prestress soon vanished, leaving the structure to be- have as though it was reinforced; good descriptions of these attempts are given by Leonhardt (1964) and Abeles (1964).It was Freyssineti’s observations of the sagging of the shallow arches on three bridges that he had just completed in 1927 over the River Allier near Vichy which led directly to prestressed concrete (Freyssinet 1956). Only the bridge at Boutiron survived WWII (Fig 1). Hitherto, it had been assumed that concrete had a Young’s modulus which remained fixed, but he recognised that the de- ferred strains due to creep explained why the prestress had been lost in the early trials. Freyssinet (Fig. 2) also correctly reasoned that high tensile steel had to be used, so that some prestress would remain after the creep had occurred, and alsothat high quality concrete should be used, since this minimised the total amount of creep. The history of Freyssineti’s early prestressed concrete work is written elsewhereFigure1:Boutiron Bridge,Vic h yFigure 2: Eugen FreyssinetAt about the same time work was underway on creep at the BRE laboratory in England ((Glanville 1930) and (1933)). It is debatable which man should be given credit for the discovery of creep but Freyssinet clearly gets the credit for successfully using the knowledge to prestress concrete.There are still problems associated with understanding how prestressed concrete works, partly because there is more than one way of thinking about it. These different philosophies are to some extent contradictory, and certainly confusing to the young engineer. It is also reflected, to a certain extent, in the various codes of practice.Permissible stress design philosophy sees prestressed concrete as a way of avoiding cracking by eliminating tensile stresses; the objective is for sufficient compression to remain after creep losses. Untensionedreinforcement, which attracts prestress due to creep, is anathema. This philosophy derives directly from Freyssinet’s logic and is primarily a working stress concept.Ultimate strength philosophy sees prestressing as a way of utilising high tensile steel as reinforcement. High strength steels have high elastic strain capacity, which could not be utilised when used as reinforcement; if the steel is pretensioned, much of that strain capacity is taken out before bonding the steel to the concrete. Structures designed this way are normally designed to be in compression everywhere under permanent loads, but allowed to crack under high live load. The idea derives directly from the work of Dischinger (1936) and his work on the bridge at Aue in 1939 (Schonberg and Fichter 1939), as well as that of Finsterwalder (1939). It is primarily an ultimate load concept. The idea of partial prestressing derives from these ideas.The Load-Balancing philosophy, introduced by T.Y. Lin, uses prestressing to counter the effect of the permanent loads (Lin 1963). The sag of the cables causes an upward force on the beam, which counteracts the load on the beam. Clearly, only one load can be balanced, but if this is taken as the total dead weight, then under that load the beam will perceive only the net axial prestress and will have no tendency to creep up or down.These three philosophies all have their champions, and heated debates take place between them as to which is the most fundamental.2、Section designFrom the outset it was recognised that prestressed concrete has to be checked at both the working load and the ultimate load. For steel structures, and those made from reinforced concrete, there is a fairly direct relationship between the load capacity under an allowable stress design, and that at the ultimate load under an ultimate strength design. Older codes were based on permissible stresses at the working load; new codes use moment capacities at the ultimate load. Different load factors are used in the two codes, but a structure which passes one code is likely to be acceptable under the other.For prestressed concrete, those ideas do not hold, since the structure is highly stressed, even when unloaded. A small increase of load can cause some stress limits to be breached, while a large increase in load might be needed to cross other limits. The designer has considerable freedom to vary both the working load and ultimate load capacities independently; both need to be checked.A designer normally has to check the tensile and compressive stresses, in both the top and bottom fibre of the section, for every load case. The critical sections are normally, but not always, the mid-span and the sections over piers but other sections may become critical ,when the cable profile has to be determined.The stresses at any position are made up of three components, one of which normally has a different sign from the other two; consistency of sign convention is essential.If P is the prestressing force and e its eccentricity, A and Z are the area of the cross-section and its elastic section modulus, while M is the applied moment, then where ft and fc are the permissible stresses in tension and compression.c e t f ZM Z P A P f ≤-+≤Thus, for any combination of P and M , the designer already has four in- equalities to deal with.The prestressing force differs over time, due to creep losses, and a designer isusually faced with at least three combinations of prestressing force and moment;• the applied moment at the time the prestress is first applied, before creep losses occur,• the maximum applied moment after creep losses, and• the minimum applied moment after creep losses.Figure 4: Gustave MagnelOther combinations may be needed in more complex cases. There are at least twelve inequalities that have to be satisfied at any cross-section, but since an I-section can be defined by six variables, and two are needed to define the prestress, the problem is over-specified and it is not immediately obvious which conditions are superfluous. In the hands of inexperienced engineers, the design process can be very long-winded. However, it is possible to separate out the design of the cross-section from the design of the prestress. By considering pairs of stress limits on the same fibre, but for different load cases, the effects of the prestress can be eliminated, leaving expressions of the form:rangestress e Perm issibl Range Mom entZ These inequalities, which can be evaluated exhaustively with little difficulty, allow the minimum size of the cross-section to be determined.Once a suitable cross-section has been found, the prestress can be designed using a construction due to Magnel (Fig.4). The stress limits can all be rearranged into the form:()M fZ PA Z e ++-≤1 By plotting these on a diagram of eccentricity versus the reciprocal of the prestressing force, a series of bound lines will be formed. Provided the inequalities (2) are satisfied, these bound lines will always leave a zone showing all feasible combinations of P and e. The most economical design, using the minimum prestress, usually lies on the right hand side of the diagram, where the design is limited by the permissible tensile stresses.Plotting the eccentricity on the vertical axis allows direct comparison with the crosssection, as shown in Fig. 5. Inequalities (3) make no reference to the physical dimensions of the structure, but these practical cover limits can be shown as wellA good designer knows how changes to the design and the loadings alter the Magnel diagram. Changing both the maximum andminimum bending moments, but keeping the range the same, raises and lowers the feasible region. If the moments become more sagging the feasible region gets lower in the beam.In general, as spans increase, the dead load moments increase in proportion to the live load. A stage will be reached where the economic point (A on Fig.5) moves outside the physical limits of the beam; Guyon (1951a) denoted the limiting condition as the critical span. Shorter spans will be governed by tensile stresses in the two extreme fibres, while longer spans will be governed by the limiting eccentricity and tensile stresses in the bottom fibre. However, it does not take a large increase in moment ,at which point compressive stresses will govern in the bottom fibre under maximum moment.Only when much longer spans are required, and the feasible region moves as far down as possible, does the structure become governed by compressive stresses in both fibres.3、Continuous beamsThe design of statically determinate beams is relatively straightforward; the engineer can work on the basis of the design of individual cross-sections, as outlined above. A number of complications arise when the structure is indeterminate which means that the designer has to consider, not only a critical section,but also the behaviour of the beam as a whole. These are due to the interaction of a number of factors, such as Creep, Temperature effects and Construction Sequence effects. It is the development of these ideas whichforms the core of this paper. The problems of continuity were addressed at a conference in London (Andrew and Witt 1951). The basic principles, and nomenclature, were already in use, but to modern eyes concentration on hand analysis techniques was unusual, and one of the principle concerns seems to have been the difficulty of estimating losses of prestressing force.3.1 Secondary MomentsA prestressing cable in a beam causes the structure to deflect. Unlike the statically determinate beam, where this motion is unrestrained, the movement causes a redistribution of the support reactions which in turn induces additional moments. These are often termed Secondary Moments, but they are not always small, or Parasitic Moments, but they are not always bad.Freyssinet’s bridge across the Marne at Luzancy, started in 1941 but not completed until 1946, is often thought of as a simply supported beam, but it was actually built as a two-hinged arch (Harris 1986), with support reactions adjusted by means of flat jacks and wedges which were later grouted-in (Fig.6). The same principles were applied in the later and larger beams built over the same river.Magnel built the first indeterminate beam bridge at Sclayn, in Belgium (Fig.7) in 1946. The cables are virtually straight, but he adjusted the deck profile so that the cables were close to the soffit near mid-span. Even with straight cables the sagging secondary momentsare large; about 50% of the hogging moment at the central support caused by dead and live load.The secondary moments cannot be found until the profile is known but the cablecannot be designed until the secondary moments are known. Guyon (1951b) introduced the concept of the concordant profile, which is a profile that causes no secondary moments; es and ep thus coincide. Any line of thrust is itself a concordant profile.The designer is then faced with a slightly simpler problem; a cable profile has to be chosen which not only satisfies the eccentricity limits (3) but is also concordant. That in itself is not a trivial operation, but is helped by the fact that the bending moment diagram that results from any load applied to a beam will itself be a concordant profile for a cable of constant force. Such loads are termed notional loads to distinguish them from the real loads on the structure. Superposition can be used to progressively build up a set of notional loads whose bending moment diagram gives the desired concordant profile.3.2 Temperature effectsTemperature variations apply to all structures but the effect on prestressed concrete beams can be more pronounced than in other structures. The temperature profile through the depth of a beam (Emerson 1973) can be split into three components for the purposes of calculation (Hambly 1991). The first causes a longitudinal expansion, which is normally released by the articulation of the structure; the second causes curvature which leads to deflection in all beams and reactant moments in continuous beams, while the third causes a set of self-equilibrating set of stresses across the cross-section.The reactant moments can be calculated and allowed-for, but it is the self- equilibrating stresses that cause the main problems for prestressed concrete beams. These beams normally have high thermal mass which means that daily temperature variations do not penetrate to the core of the structure. The result is a very non-uniform temperature distribution across the depth which in turn leads to significant self-equilibrating stresses. If the core of the structure is warm, while the surface is cool, such as at night, then quite large tensile stresses can be developed on the top and bottom surfaces. However, they only penetrate a very short distance into the concrete and the potential crack width is very small. It can be very expensive to overcome the tensile stress by changing the section or the prestress。
外文文献翻译

外文文献翻译Roduction And Prevention And Cure of The Crack ofSkyscraperAlong with the speeding of town house construction step, not a few areas with small residences set up one after another, many inhabitants move continuously into the new residence, their quality to housing request is more and more high, particularly pay attention to very much to some cracks circumstances which sprinkle building plank to appear now, worry these cracks' aring end will cause insecurity trouble, but in succession to building quality direct the section hurl tell.The reasons of confirmation crack are as follows:1. Cause now main reason of sprinkling the plank crack is the constringency of concrete, the concrete is in the nature the hardening the process, because water evaporates continuously, but the physical volume gradual constringency, but the plank is on all sides to be subjected to a stipulation of, can't flex freely, so when the constringency of concrete cause to sprinkle knothole stipulation now should the dint exceed certain limit, certanly will cause to sprinkle plank to open crack now.And the crack part take place much at should the dint more concentrated Cape in the place-plank, but is mutually perpendicular with the Overcast angle line of wall . In the course of lowering the temperature , is it congeal foundation pay restrain to mix always later stage, will present the stress of drawing within the concrete . Reducing of temperature can surface cause heavy stress of drawing very in concrete too. When these draw the stress and go beyond resisting the ability of splitting of concrete , namely will present the crack . A lot of inside humidity of concrete change very light or change relatively slow, surface humidity might change heavy the violent change takes placing. Such as maintaining thoroughly, when getting wetter when not doing,contract surface there aren't deformation doing, often cause the crack too. The concrete is a kind of fragility material , tensile strength is about 1/10 of the compression strength, is it carry on one's shoulder or back limit when draw out of shape to have *104 only , is it carry on one's shoulder or back limit location when stretch out of shape to there is *104 to add for a long time to add a short time. Because rawmaterials even, water dust than unstable, transport and build phenomenon of emanating of course, its tensile strength is not even in the same concrete, a lot of resist the ability of drawing very low, it is apt to present the weak position of the crack. Among armored concrete , draw stress to undertake by reinforcing bar mainly , concrete bear stress of keeping just. Or reinforcing bar mix if edge position gone to to congeal present the stress of drawing in the structure in plain concrete, must rely on the concrete oneself to bear . Require to avoid the stress of drawing or only very small stress of drawing appears of the the general design. But the concrete is cooled from maximum temperature to the steady temperature of operating period in constructing, often cause sizable to draw the stress within the concrete. The temperature stress can exceed other outsides and load the stresses caused sometimes, know change law , temperature of stress for carry on reasonable structural design and construct extremely important.2. Construct too early on the cast-in-place board , add and carry on one's shoulder or back the crack caused. " norm of inspection of quality of structural construction of concrete " stipulates , before the concrete intensity reaches 1.2N/mm2, can't trample or install template and support on it . But developer , for race against time , catch up with progress , or concrete at , congeal and congeal stage after all for the first time still in water at the good cast-in-place board just, take up the post of purpose to trample, carry the material , concentrate on piling up fragment of brick , mortar , template ,etc.. Premature adding and is carried on one's shoulder or back, has caused the crack of cast-in-place board artificially.3.Analysis of temperature stressesCan be divided into following three stages according to the forming process of the temperature stress:(1)It is early: Build concrete is it is it over basically to send out heat to cement to begin , generally one one day by oneself. Two characteristics at this stage, first, the cement emits a large amount of heat of hydration, second , mix and congeal the changing sharply of elastic model quantity. Because of the change of elastic model quantity , form the remaining stress in the concrete in this period.(2)Middle period: Up till the concrete is cooled until stability temperature from cement send out heat function basically when expiring, in this period, the temperature stress is mainly because the cooling of the concrete and external temperature change cause, these stresses and remnants stresses that is formed in early days are superposed , mix and congeal the elastic mould amount that goes to and does not change much during this period.(3)Later period: Operation period after the complete cooling of concrete. Temperature stress whether external temperature change cause mainly, these stresses and first two kinds of remnants stresseses are changed and added .Can be divided into two kinds according to the reason why the temperature stress causes:(1)Spontaneous stress: There are not any restraint or totally static structure at the border, if inside temperature is non-linear distribution, temperature stress appearing because structure restrains from each other. For example, the body of mound of the bridge, the physical dimension is relatively large, surface temperature is low when the concrete is cooled, inside temperature is high, present the stress of drawing on the surface, present the stress of pressing in the middle.(2)Restrain the stress: All of the structure ones or it restrain external one some border,can't out of shape and stress not cause not free. Such as case roof beam roof concrete and guardrail concrete.This two kinds of temperature stresses draw back stresses caused to act on with the doing of concrete together frequently. It is a more complicated job to want to analyse the distribution , size of the temperature stress accurately according to known temperature. In case of great majority , need to rely on the model test or the number value to calculate. To is it make temperature stress have sizable limp to creep concrete, at the stress accounting temperature, must consider the influence that creep , calculate concretly that no longer states thinly here.4. The house is crossed too long to set up the essential expansion joint , is the reason which causes the crack too. The developer is in order to save the land, often take the length of the house into account , makethe house whole too long, set up expansion joint either, because of lack essential expansion joint, freedom flexible degree in house reach or exceed should set up interval that expansion joint require ,, will present the crack too.5. The board is defeated by the muscle and sunk in the crack produced . In the course of constructing, because constructors operate barbarously, trample the reinforcing bar arbitrarily , cause and shoulder the muscle and sink, the antiabrasion layer is too big, reduce the sectional effective height of the board, make the bearing capacity of the board unable to reach the requirement of ones that design, thus cause the production of the crack of board.Effective height, make the bearing capacity of the board unable to reach the requirement of ones that design, thus cause the production of the crack of board. How to prevent and cure the production of the board crack of cast-in-place board, according to the construction experience for many years, offer some following prevention measures, suitable for consulting :1.Do well cast-in-place board maintain , work , guarantee concrete intensity , prevent and cure important link that crack produce one of conscientiously. The norm stipulates , must cover and keep maintenance warm in 12 hours after the concrete is built at room temperature, ordinary cement is no less than 7 days, if the one that ignored to concrete watered maintenance, on one hand it reduce concrete intensity, on the other hand it make concrete to be in the course of hardening too late to supplement the moisture, therefore lack water and produce the crack in a large amount. So do a good job of watering maintenance of concrete , can already reduce the crack that temperature produces , can also reduce the crack that the concrete shrink and produce .2.Control and preventing the measure of the crack of temperatureFor prevent crack , lighten temperature stress can from control temperature and is it is it set about to restrain terms from two to improve.The measure of controlling temperature is as follows:(1)Is it improve aggregate grade mix , is it do rigid concrete to spend , mix mixture to adopt, is it guide angry pharmaceutical or plastification pharmaceutical ,etc. measure in order to reduce cement consumption ofconcrete to add;(2)Add water or the water to cool the broken stone in order to reduce the temperature of building of the concrete while mixing and shutting the concrete;(3)Reduce the thickness of building while building the concrete on hot day, utilize and build the aspect to dispel the heat;(4)Bury the water pipe underground in the concrete, enter the cold water to lower the temperature openly;(5)The concrete with medium and long-term and exposed construction builds a piece of surface or thin wall structure, take the measure of keeping warm in cold season;The measure of improving condition of restraining is:(1)Divide and sew and divide one rationally ;(2)Prevent the foundation from rising and falling too big;(3)Rational arrangement construction process, prevent the too big discrepancy in elevation and side from exposing for a long time;In addition, improve the performance of the concrete and improve and resist the ability of splitting, strengthen maintenance , prevent the surface from being done and contracted , especially guarantee the quality of the concrete is very important to preventing the crack, should pay special attention to avoiding producing and running through the crack , the globality resumed its structure after appearing is very difficult, so should rely mainly on preventing the emergence of the running through crack while constructing.3. Cast-in-place board don't pass morning people , pile material , He Shi load , because concrete have a sclerosis course build ,, just have intensity; In this course , should maintain the concrete , can't exert any external force to the concrete . In a situation that the concrete has not had certain intensity yet , concentrate on , pile up construction material or prop up mould stand , rest on it, that brought the cast-in-place board is not intensity like this, but more cracks. So, must make sure that just allow to trample or install template and support on it after the concrete intensity reaches 1.2N/mm2.4.Shoulder thickness of antiabrasion layer of the muscle the strict control panel . Cast-in-place board shoulder muscle put , on board , haveroof beam according to designing requirement through generally put on reinforcing bar of roof beam or stay with reinforcing bar lashing of roof beam cut off ,. For control good to shoulder muscle antiabrasion layer thickness , must adopt Φ10 - Φ14 reinforcing bar horse stool, vertical-horizontal interval 800mm come fixed position to shoulder muscle from side to side, and with electric welding horse with shoulder muscle weld firm stool, make horse to be stool while the concrete builds non-wiping, guarantee , shoulder muscle sink, control , shoulder muscle thickness of antiabrasion layer effectively , make board shoulder muscle antiabrasion layer cross thick producing cracking.5. Control good sand , stone in a foot-path and mud content strictly. The thick sand in the cast-in-place board should be selected for use, a stone of foot-path between 0.25-0.5mm, the mud content of grit can't exceed 1% . Sand,, stone grains of foot-path careful and too light, mud content too big, will reduce concrete intensity, will make the concrete produce the crack finally.6.Dispose certain amounts of angle muscles in four corners of the board , radiate the muscle . Take place in board corner phenomenon this more to cast-in-place board crack, corner set up Φ all around in boardThe length radiates the muscle for about 1800mm, so as to meet demands of angle stress of the board, the stress sphere of action of making the cast-in-place board produce the crack conforms with radiation muscle, thus change and control the production of the crack effectively Thomas, H. R., and Yiakoumis, I. ~1987!. ‘‘The cracks in the floor slabThe cracks in the floor slab.’’现浇楼板裂缝的产生与防治随着城市住宅建设步伐的加快,不少住宅小区相继建成,许多住户陆续搬进新居,他们对住房的质量要求越来越高,尤其对一些现浇楼板出现的裂缝情况非常关注,担心这些裂缝最终会引发不安全事故,而纷纷向建筑质量监督部门投诉。
外文翻译

附录Introduction to basic machiningMechanism of Surface Finish ProductionThere are basically five mechanisms which contribute to the production of a surface which have been machined. There are:(1) The basic geometry of the cutting process. In, for example, single point turning the tool will advance a constant distance axially per revolution of the work piece and the resultant surface will have on it, when viewed perpendicularly to the direction of tool feed motion, a series of cusps which will have a basic form which replicates the shape of the tool in cut.(2) The efficiency of the cutting operation. It has already been mentioned that cutting with unstable built-up-edges will produce a surface which contains hard built-up-edge fragments which will result in a degradation of the surface finish. It can also be demonstrated that cutting under adverse conditions such as apply when using large feeds small rake angles and low cutting speeds, besides producing conditions whichcontinuous shear occurring in the shear zone, tearing takes place, discontinuous chips of uneven thickness are produced, and the resultant surface is poor. This situation is particularly noticeable when machining very ductile materials such as copper and aluminum.(3) The stability of the machine tool. Under some combinations of cutting conditions: work piece size , method of clamping, and cutting tool rigidity relative to the machine tool structure, instability can be set up in the tool which causes it to vibrate. Under some conditions the vibration will built up and unless cutting is stopped considerable damage to both the cutting tool and work piece may occur. This phenomenon is known as chatter and in axial turning is characterized by long pitch helical bands on the work piece surface and short pitch undulations on the transient machined surface.(4) The effectiveness of removing sward. In discontinuous chip production machining, such as milling or turning of brittle materials, it is expected that the chip (sward) will leave the cutting zone either under gravity or with the assistance of a jet of cutting fluid and that they will not influence the cut surface in any way. However, when continuous chip production is evident, unless steps ate taken to control the swarf it is likely that it will impinge on the cut surface and mark it. Inevitably, this marking beside a looking unattractive, often results in a poorer surface finishing,(5) The effective clearance angle on the cutting tool. For certain geometries of minor cutting edge relief and clearance angles it is possible to cut on the major cutting edge and burnish on the minor cutting edge. This can produce a good surface finish but, of course, it is strictly a combination of metal cutting and metal forming and is not to be recommended as a practical cutting method. However, due to cutting tool wear, these conditions occasionally arise and lead to a marked change in the surface characteristics.Surface Finishing and Dimensional ControlProducts that have been completed to their proper shape and size frequently require some type of surface finishing to enable than to satisfactorily fulfill their function. In some cases, tit is necessary to improve the physical properties of the surface material for resistance to penetration or abrasion. In many manufacturing processes, the product surface is left with dirt, chips, grease, or other harmful material upon it. Assemblies that are made of different materials, or from the same materials processed in different manners, many require some special surface treatment to provide uniformity of appearance.Surface finishing many sometimes become an intermediate step processing. For instance, cleaning and polishing are usually essential before any kind of plating process. Some of the cleaning procedures are also used for improving surface smoothness on mating parts and for removing burrs and sharp corners, which might be harmful in later use. Another important need for surface finishing is for corrosion protection in a variety of environments. The type of protection procedure will depend largely upon the anticipated exposure, with due consideration to the material being protected and the economic factors involved.Satisfying the above objectives necessitates the use of main surface-finishing methods that involve chemical change of the surface mechanical work affecting surface properties, cleaning by a variety of methods, and the application of protective coatings, organic and metallic.In the early days of engineering, the mating of parts was achieved by machining one part as nearly as possible to the required size, machining the mating part nearly to size, and then completing its machining, continually offering the other part to it, until the desired relationship was obtained. If it was inconvenient to offer one par to the other part during machining, the final work was done at the bench by a fitter, who scraped the mating parts until the desired fit was obtained, the fitter therefore being a ‘fitter’ in the literal sense. It is obvious that the two parts wo uld have to remain together, and in the event of one having to be replaced, the fitting would have to be done all over again. I n these days, we expect to be able to purchase a replacement for a broken part, and for it to function correctly without the need for scraping and other fitting operations.When one part can be used ‘off the shelf’ to replace another of the same dimension and material specification, the parts are said to be interchangeable. A system of interchangeability usually lowers the production costs as there is no need for an expensive, ‘fiddling’ operation, and it benefits the customer in the event of the need to replace worn parts.Limits and TolerancesMachine parts are manufactured so they are interchangeable. In other words, each part of a machine or mechanism is made to a certain size and shape so it will fit into any other machine or mechanism of the same type. To make the part interchangeable, each individual part must be made to a size that will fit the mating part in the correct way. It is not only impossible, but also impractical to make many parts to an exact size. This is because machines are not perfect, and the tools becomeworn. A slight variation from the exact size is always allowed. The amount of this variation depends on the kind of part being manufactured. For example, a part might be made 6 in. long with a variation allowed of 0.003(three thousandths) in. above and below this size. Therefore, the part could be 5.997 to 6.003 in. and still be the correct size. These are known as the limits. The difference between upper and lower limits is called the tolerance.A tolerance is the total permissible variation in the size of a part.The basic size is that size from which limits of size are derived by the application of allowances and tolerances.Sometimes the limit is allowed in only one direction. This is known as unilateral tolerance.Unilateral tolerancing is a system of dimensioning where the tolerance (that is variation) is shown I only one direction from the nominal size. Unilateral tolerancing allow the changing of tolerance on a hole or shaft without seriously affecting the fit.When the tolerance is in both directions from the basic size, it is known as a bilateral tolerance (plus and minus).Bilateral tolerancing is a system of dimensioning where the tolerance (that is variation) is split and is shown on either side of the nominal size. Limit dimensioning is a system of dimensioning where only the maximum and minimum dimensions are shown. Thus, the tolerance is the difference between these two dimensions.Introduction of Machining of:Machining as a shape-producing method is the most universally used and the most important of all manufacturing processes. Machining is a shape-producing process in which a power-driven device causes material to be removed in chip form. Most machining is done with equipment that supports both the work piece and cutting tool although in some cases portable equipment is used with unsupported work piece.Low setup cost for small quantities. Machining has two applications in manufacturing. For casting, forging, and pressworking, each specific shape to be produced, even one part, nearly always has a high tooling cost. The shapes that may be produced by welding depend to a large degree on the shapes of raw material that are available. By making use of generally high cost equipment but without special tooling, it is possible, by machining, to start with nearly any form of raw material, so long as the exterior dimensions are great enough, and produce any desired shape from any material. Therefore, machining is usually the preferred method for producing one or a few parts, even when the design of the part would logically lead to casting, forging or pressworking if a high quantity were to be produced.Close accuracies, good finishes. The second application for machining is based on the high accuracies and surface finishes possible. Many of the parts machined in low quantities would be produced with lower but acceptable tolerances if produced I high quantities by some other process. On the other hand, many parts are given their general shapes by some high quantity deformation process and machined only on selected surfaces where high accuracies are needed. Internal threads, for example, are seldom produced by any means other than machining and small holes in pressworked parts may be machined following the pressworking operations.外文文献翻译机械加工基础简介表面粗糙度的技术在已经进行机械加工过的表面,有五种基本的影响其表面粗糙度的技术。
机械类外文文献翻译(中英文翻译)
机械类外文文献翻译(中英文翻译)英文原文Mechanical Design and Manufacturing ProcessesMechanical design is the application of science and technology to devise new or improved products for the purpose of satisfying human needs. It is a vast field of engineering technology which not only concerns itself with the original conception of the product in terms of its size, shape and construction details, but also considers the various factors involved in the manufacture, marketing and use of the product.People who perform the various functions of mechanical design are typically called designers, or design engineers. Mechanical design is basically a creative activity. However, in addition to being innovative, a design engineer must also have a solid background in the areas of mechanical drawing, kinematics, dynamics, materials engineering, strength of materials and manufacturing processes.As stated previously, the purpose of mechanical design is to produce a product which will serve a need for man. Inventions, discoveries and scientific knowledge by themselves do not necessarily benefit people; only if they are incorporated into a designed product will a benefit be derived. It should be recognized, therefore, that a human need must be identified before a particular product is designed.Mechanical design should be considered to be an opportunity to use innovative talents to envision a design of a product, to analyze the systemand then make sound judgments on how the product is to be manufactured. It is important to understand the fundamentals of engineering rather than memorize mere facts and equations. There are no facts or equations which alone can be used to provide all the correct decisions required to produce a good design.On the other hand, any calculations made must be done with the utmost care and precision. For example, if a decimal point is misplaced, an otherwise acceptable design may not function.Good designs require trying new ideas and being willing to take a certain amount of risk, knowing that if the new idea does not work the existing method can be reinstated. Thus a designer must have patience, since there is no assurance of success for the time and effort expended. Creating a completely new design generally requires that many old and well-established methods be thrust aside. This is not easy since many people cling to familiar ideas, techniques and attitudes. A design engineer should constantly search for ways to improve an existing product and must decide what old, proven concepts should be used and what new, untried ideas should be incorporated.New designs generally have "bugs" or unforeseen problems which must be worked out before the superior characteristics of the new designs can be enjoyed. Thus there is a chance for a superior product, but only at higher risk. It should be emphasized that, if a design does not warrant radical new methods, such methods should not be applied merely for the sake of change.During the beginning stages of design, creativity should be allowedto flourish without a great number of constraints. Even though many impractical ideas may arise, it is usually easy to eliminate them in the early stages of design before firm details are required by manufacturing. In this way, innovative ideas are not inhibited. Quite often, more than one design is developed, up to the point where they can be compared against each other. It is entirely possible that the design which is ultimately accepted will use ideas existing in one of the rejected designs that did not show as much overall promise.Psychologists frequently talk about trying to fit people to the machines they operate. It is essentially the responsibility of the design engineer to strive to fit machines to people. This is not an easy task, since there is really no average person for which certain operating dimensions and procedures are optimum.Another important point which should be recognized is that a design engineer must be able to communicate ideas to other people if they are to be incorporated. Communicating the design to others is the final, vital step in the design process. Undoubtedly many great designs, inventions, and creative works have been lost to mankind simply because the originators were unable or unwilling to explain their accomplishments to others. Presentation is a selling job. The engineer, when presenting a new solution to administrative, management, or supervisory persons, is attempting to sell or to prove to them that this solution is a better one. Unless this can be done successfully, the time and effort spent on obtaining the solution have been largely wasted.Basically, there are only three means of communication available tous. These are the written, the oral, and the graphical forms. Therefore the successful engineer will be technically competent and versatile in all three forms of communication. A technically competent person who lacks ability in any one of these forms is severely handicapped. If ability in all three forms is lacking, no one will ever know how competent that person is!The competent engineer should not be afraid of the possibility of not succeeding in a presentation. In fact, occasional failure should be expected because failure or criticism seems to accompany every really creative idea. There is a great deal to be learned from a failure, and the greatest gains are obtained by those willing to risk defeat. In the final analysis, the real failure would lie in deciding not to make the presentation at all. To communicate effectively, the following questions must be answered:(1) Does the design really serve a human need?(2) Will it be competitive with existing products of rival companies?(3) Is it economical to produce?(4) Can it be readily maintained?(5) Will it sell and make a profit?Only time will provide the true answers to the preceding questions, but the product should be designed, manufactured and marketed only with initial affirmative answers. The design engineer also must communicate the finalized design to manufacturing through the use of detail and assembly drawings.Quite often, a problem will occur during the manufacturing cycle [3].It may be that a change is required in the dimensioning or tolerancing of a part so that it can be more readily produced. This fails in the category of engineering changes which must be approved by the design engineer so that the product function will not be adversely affected. In other cases, a deficiency in the design may appear during assembly or testing just prior to shipping. These realities simply bear out the fact that design is a living process. There is always a better way to do it and the designer should constantly strive towards finding that better way.Designing starts with a need, real or imagined. Existing apparatus may need improvements in durability, efficiently, weight, speed, or cost. New apparatus may be needed to perform a function previously done by men, such as computation, assembly, or servicing. With the objective wholly or partly defined, the next step in design is the conception of mechanisms and their arrangements that will perform the needed functions.For this, freehand sketching is of great value, not only as a record of one's thoughts and as an aid in discussion with others, but particularly for communication with one's own mind, as a stimulant for creative ideas.When the general shape and a few dimensions of the several components become apparent, analysis can begin in earnest. The analysis will have as its objective satisfactory or superior performance, plus safety and durability with minimum weight, and a competitive east. Optimum proportions and dimensions will be sought for each critically loaded section, together with a balance between the strength of the several components. Materials and their treatment will be chosen. These important objectives can be attained only by analysis based upon the principles ofmechanics, such as those of statics for reaction forces and for the optimumutilization of friction; of dynamics for inertia, acceleration, and energy; of elasticity and strength of materials for stress。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
嘉兴学院本科毕业论文外文翻译
论文题目:嘉兴港集装箱运输业发展中的问题研究
学院名称:经济学院专业班级:经济052 学生姓名:黄民柳
外文题目:Institutional Perspective on the Adoption of Technology for the Security Enhancement of Container Transport
出处:T. C. E.1Transport Reviews; Jan2008, V ol. 28 Issue 1
作者:Lun, Y. H. Venus, Christina W. Y.1Kee-Hung Lai1Cheng
译文:
采用新技术以增强集装箱运输的安全性
摘要:通过技术加强集装箱运输安全性在一个运输链中已成为一种必要,在集装箱运输链(包括托运人,收货人,货运代理,运输经营人,海上运输,货柜码头经营者,海关当局和政府机构)中采用的一些先进的技术有:无线电频率识别(RFID )技术,智能框倡议和集装箱非侵入性检查(设施)技术等。
文章探讨了不同类型体制的影响,如制度,规范和标准。
从港口的一方已采取主动行动,通过技术运用集装箱运输安全有了进一步加强。
那些遵循其他组织制定的标准,通过标准产生的影响可以帮助港口管理者更好地处理集装箱运输中安全的压力,从而使他们能够适应其集装箱运输链合作伙伴对集装箱运输安全的要求。
在他们面临集装箱运输链合作伙伴对集装箱运输安全的要求,通过运用新技术以提高集装箱运输的安全性是最为重要的一点。
一、新技术运用于集装箱运输
自从911事件以来,国际社会已逐步增强对恐怖主义潜在威胁的防范,以国际贸易和运输系统,最为敏锐警觉,改进集装箱运输结果在加强集装箱转运港口安全性,特别是强调保护脆弱的集装箱海运贸易,加强海上运输的保护,防止威胁和危害,美国国土安全部在2004年制定了一些战略计划:
1.意识:在集装箱运输中加强安全重要性的认识。
2.预防:在国内和国际上建立和完善一个有效的集装箱运输的安全制度来检测和减轻威胁。
3.保护:增加军事和民事保护存在有可能威胁的港口,以保障集装箱运输的发展。
4.反应:改善响应事件有关的安全防卫措施。
5. 复原:在自然灾害、恐怖主义行为或其他紧急情况之后,如何尽快恢复服务。
通过采取分层的方式处理运输安全,美国国土安全部提出了系统的保安措施,确保防护到位其他集装箱运输链中的合作者(美国国土安全部,2004年)。
具体来说,分层次的安全的措施旨在保护三个阶段的旅程,即在海外,在过境和海岸,而每一个阶段,包括了一系列的安全规划,除了这些层次的保障措施,技术发挥了重要作用。
技术不但提高了集装箱货物运输效率,还增强了集装箱货物运输的安全性。
在2005年在集装箱运输中技术采用比较重要的三个技术,即射频识别(RFID )技术,智能框倡议和非侵入性检查(设施),它可以部署支持集装箱运输链,以改善集装箱运输的安全。
(一)RFID技术
虽然美国海关最近暗示,美国的政府不可能对集装箱运输行业采取主动行动,但是有关部门仍在发展有关的技术,如电变速器集装箱密封(电子印章)的集装箱安全(Edmonson ,2006),并作出相当大的努力取得了在集装箱运输行业内制定标准的RFID (Koch,2005)。
集装箱的RFID标签可以充当许可证,包括有关货柜信息,使托运人嵌入运输货物的相关数据,RFID标签也可作为一个电子印章,提供一个自动化的,有效的途径和有效的手段,以监测的完整的集装箱,提醒官员集装箱的相关信息是否被篡改。
通过集装箱运输行业技术创新,以提高集装箱运输的安全,在使用RFID技术时,只有足够的装备管理和供应链协作,才可以在集装箱运输链中获取利益。
的确,这是这种技术的运用面临的主要挑战之一,是通过RFID技术在集装箱运输链是需要制定一个商定的标准,以便有效地执行。
不过,类似的其他类型的信息技术,广泛采用RFID技术的使用者之间(出口商,进口商,运输,货柜码头经营者等),在他们之中可以创建集装箱运输链的网络。
这个方法不仅将缩短投资回报的技术投资,而且还改善集装箱运输的效率。
(二)非侵入性检查
另外一个关键的安全问题是可能使用的集装箱运输中存在核与放射性的物质和设备。
因此,海关和边境保护局(CBP )使用大型X射线和伽玛射线非侵入性的集装箱检查(设施)和放射性传感器系统的屏幕上安全和有效地运送违禁品,如大规模杀伤性武器和放射性物质(美国国土安全部,2004年)。
国家信息基础设施的技术已经部署在一些港口,用以便利地检查集装箱。
利用国家信息基础设施技术让港口运营商对较大部分集装箱到达其港口在更短的时间内进行必要的检测。
集装箱检测技术已经证明了其价值,集装箱的安全是非常重要的,因为这种技术使国家信息基础设施进入港口的安全检测。
(Rodriguez-Alvarez et al.,2007) 。
(三)传播技术
集装箱运输的安全威胁带来的不确定性对跨国企业和世界经济有着重大的影响(Barnes and Oloruntoba,2005) 。
政府的奖励或惩罚,引导着港口以及企业如何管理自己的集装箱运输安全(Spich and Grosse,2005) 。
例如,一个企业如果不能管理其集装箱运输的安全,部署适当的技术来跟踪和追踪的地位,贸易项目就有可能因为盗窃,损坏等一些意外而遭受到经济损失。
因此,至关重要的是企业组织在集装箱运输链中保证和保护他们的集装箱安全不受意外打击,通过适当的传播技术可以实现。
通过技术加强安全的集装箱运输的概念与创新扩散密切相关,其中提到集装箱运输,其中一个创新是通过一定的渠道传达随着时间的推移成员的社会制度(Rogers,1995)。
许多事先研究这技术(e.g.Loh and Venkatraman,1992;Hu et al.,1997),这个角度来看,假定合理采用作出决定和选择的基础上的信息,收到了通过沟通和网络(Rogers,1995) 。
然而,一个关键的假设的概念合并是自由和独立的选择还是通过(或不通过)创新(March,1978)。
政府不承认体制同构过程,这可能会影响政府的决定,它通过创新(DiMaggio and Powell,1983;Abrahamson,1991) ,扩散的概念来解释技术集装箱运输安全,坚实的基础理论来解释通过技术组织集装箱运输链,从而提高集装箱运输的安全性。
(四)模仿
另一种类型体制同构力量的不确定性是鼓励模仿集装箱运输链管理的做法。
当一个组织已模糊不清的目标和工作在不稳定的环境精神的无处不在,持续的,和不可预知的安全威胁(Spich andGrosse,2005) ,它的模式本身对其他组织,特
别是在组织筹措密切与此相关的,以应对不确定的运输安全。
追随者可能不知道他们的模仿行为该组织正在模仿可能仅仅充当一个方便的来源。
模仿集装箱运输链管理做法(DiMaggio andPowell,1983)。
发现和学习的一种技术,集装箱运输的安全发生在间接通过行业协会,雇员转让和信息互换时组织面临着一个不确定的环境中,他们尝试超越其竞争对手,通过低成本或分化(Porter,1996) 。
例如,新的技术解决方案的集装箱运输的安全,如采用RFID技术的智能集装箱,可以提高集装箱安全,以及提高集装箱港口的知名度,在整个集装箱运输链中能够及时追查集装箱的潜力业务和安全的优势并得到更准确和及时的数据可提供的智能集装箱内有RFID设备的信息网络。
通过有效地沿着集装箱运输链,采用RFID 智能盒可能是一个工具,以超越竞争对手。
在集装箱运输安全,在寻求战略工具和超越竞争对手的做法,一些组织自觉或不自觉地模仿的做法,其合作伙伴在其集装箱运输链,因为如下:1组织很容易获得的集装箱运输链管理做法及其合作伙伴通过实施集装箱安全措施。
2. 属性似乎帐户成功集装箱运输链管理做法的合作伙伴很容易观察到的模仿组织集装箱运输链。
3.组织往往愿意分享他们的经验和专门知识如何在加强集装箱运输安全的相互合作,为分享信息和知识的好处,而他们以及他们服务于同一集装箱运输链。
方便了解合作伙伴集装箱运输链管理实践,认识到成功的关键因素,以及传播集装箱运输管理知识将导致有意或模仿的做法采用的技术,以提高集装箱运输安全性。
通过将开始从传播集装箱安全技术学的管理技术。
往往自己的模式类似的组织在自己的领域,他们认为是合法的和成功的(Kraatz and Zajac,1996),通过模仿和获取集装箱运输的安全性,创新和做法,被证明是由于成功用集装箱运输的安全措施。
导师评语:
签字:
年月日。