20MN快速锻造液压机液压系统的设计
液压系统的设计步骤与设计要求
液压系统的设计步骤与设计要求液压传动系统是液压机械的一个组成部份,液压传动系统的设计耍同主机的整体设计同时进行。
着手设计时,必需从实际情形动身,有机地结合各类传动形式,充分发挥液压传动的长处,力求设计出结构简单、工作靠得住、本钱低、效率高、操作简单、维修方便的液压传动系统。
设计步骤液压系统的设计步骤并无严格的顺序,各步骤间往往要彼此穿插进行。
一般来讲,在明确设计要求以后,大致按如下步骤进行。
1)肯定液压执行元件的形式;2)进行工况分析,肯定系统的主要参数;3)制定大体方案,拟定液压系统原理图;4)选择液压元件;5)液压系统的性能验算;6)绘制工作图,编制技术文件。
明确设计要求设计要求是进行每项工程设计的依据。
在制定大体方案并进一步着手液压系统各部份设计之前,必需把设计要求和与该设计内容有关的其他方面了解清楚。
1)主机的概况:用途、性能、工艺流程、作业环境、整体布局等;2)液压系统要完成哪些动作,动作顺序及彼此联锁关系如何;3)液压驱动机构的运动形式,运动速度;4)各动作机构的载荷大小及其性质;5)对调速范围、运动平稳性、转换精度等性能方面的要求;6)自动化程序、操作控制方式的要求;7)对防尘、防爆、御寒、噪声、安全靠得住性的要求;8)对效率、本钱等方面的要求。
制定大体方案和绘制液压系统图制定大体方案(1)制定调速方案液压执行元件肯定以后,其运动方向和运动速度的控制是拟定液压回路的核心问题。
方向控制用换向阀或逻辑控制单元来实现。
对于一般中小流量的液压系统,大多通过换向阀的有机组合实现所要求的动作。
对高压大流量的液压系统,现多采用插装阀与先导控制阀的逻辑组合来实现。
速度控制通过改变液压执行元件输入或输出的流量或利用密封空间的容积转变来实现。
相应的调整方式有节流调速、容积调速和二者的结合——容积节流调速。
节流调速一般采用定量泵供油,用流量控制阀改变输入或输出液压执行元件的流量来调节速度。
此种调速方式结构简单,由于这种系统必需用闪流阀,故效率低,发烧量大,多用于功率不大的场合。
20MN快锻液压机机架动力学分析
20MN快锻液压机机架动力学分析I. 引言A. 研究背景及目的B. 研究方法C. 论文结构II. 快锻液压机的基本原理和结构特点A. 快锻液压机的工作原理B. 快锻液压机的结构组成III. 快锻液压机机架动力学基础理论A. 机架的结构及其受力分析B. 动力学基础理论C. 承载力分析IV. 快锻液压机机架动力学分析方法A. 分析方法概述B. 常见分析方法及其适用范围C. 分析误差及其影响因素V. 快锻液压机机架动力学仿真分析A. 仿真分析平台及其原理B. 可变参数模拟实验C. 实验结果分析VI. 结论A. 研究成果及其贡献B. 研究存在问题及未来展望Chapter 1 引言快锻液压机作为一种重要的加工设备,具有减少制造成本、提高生产效率、保证产品质量等重要作用,因此在制造业中得到了广泛的应用。
随着制造业发展的需求,快锻液压机的性能要求日益提高,尤其是机架的强度和刚度,因为机架作为整个设备的支撑结构,对快锻液压机的加工效率、加工质量以及设备的寿命等方面都有着重要的影响。
因此,加强对快锻液压机机架动力学特性分析的研究,对于优化快锻液压机的结构和性能,提高设备的可靠性和制造效率具有十分重要的意义。
本文旨在通过对快锻液压机机架动力学特性的分析,了解机架在工作过程中所受力学特性的变化规律,为快锻液压机的优化设计提供依据。
Chapter 2 快锻液压机的基本原理和结构特点2.1 快锻液压机的工作原理快锻液压机是一种高速、高压、高能量的化学变形加工设备,其工作原理如下:首先将金属材料加热到一定的温度,然后将其置于快锻液压机的工作台上。
在压力泵的作用下,快锻液压机的缸体内充满了液压油,并且将油压转换为线性动力。
此时在活塞的作用下,加热后的金属材料会被强力压缩和拉伸,从而达到预期的形状和尺寸。
2.2 快锻液压机的结构组成快锻液压机主要由机架、缸体、液压泵、电机、宣传管路、电器控制系统等组成。
其中机架是整个设备的支撑结构,起到支撑和定位作用。
20MN数控锻造液压机数字化样机设计说明书

机架材料选用ZG25Mn,铸造后正火处理,σb≥490 MPa,σs≥295 MPa。
根据固定梁、工作台、压机行程及上下砧座等参数,确定机架内侧高 度 6752mm,考虑上砧旋转装置、工作缸及回程缸等参数确定机架总
高度9992mm,机架重量为 110吨。根据上述分析,在CATIA中建
定是压机设计的重点。
本台液压机固定梁采取整体铸造结构。材料选用ZG25Mn,此材
料具有一定的韧性和塑性,强度和硬度较高,其机械性能σb=490MPa
,
σs=295 MPa
。20 MN快锻液压机为整体框架下拉式压机,固定横梁通
过两个支座固定在地基上。固定横梁上面安装移动工作台,工作台两
型,并进行虚拟装配,如图5.1所示:
图 5.1 快锻液压机整体装配图
2. 基于SimDesigner的运动仿真
把装配好的快锻液压机模型在SimDesigner中打开,使用这个软
件可以对CATIA绘制的零件模型进行动态的运动模拟,具体运动仿
真过程如下:
(1)打开模型并设置工作界面
为了达到这一要求,制造柱塞的材料一般选用含碳量较高的碳素锻钢
1311,锻造毛坯,机加工后表面进行特殊处理。液压缸柱塞材料选用
45钢。通过上述分析,在CATIA中建立了工作缸的模型,工作缸的
二维平面图及三维实体图如图2和图3所示。 图
2 工作缸二维图 图3 工作缸三维图
2. 固定横梁的设计
停止,进入下一次锻造。
图6 锻压机液压系统原理图
2.液压系统仿真与性能分析
AMESim是法国IMAGINE公司于1995年推出的一种基于键合
液压系统的设计及零件加工工艺

液压系统的设计及零件加工工艺液压系统是一种将液体作为能量传递媒介的装置,广泛应用于各个领域,如工业机械、航空航天、农业机械等。
液压系统的设计与零件加工工艺是确保系统稳定工作的关键因素。
本文将重点介绍液压系统设计的一般步骤以及零件加工的一般工艺。
液压系统设计的一般步骤如下:1.需求分析:根据实际工作需求,确定液压系统所需完成的工作任务。
2.系统布局:根据需求分析,确定液压系统的整体布局,包括液压泵、执行元件、阀门等的位置布置。
3.压力计算:根据系统所需的最大工作压力,计算出系统所需要的液压泵的额定压力,并选择合适的泵型。
4.流量计算:根据系统所需的最大流量,计算出系统所需要的液压泵的额定流量,并选择合适的泵型。
5.执行元件选择:根据实际工作需求,选择合适的执行元件,如液压缸、液压马达等。
6.阀门选择:根据需求分析,选择合适的阀门,如单向阀、溢流阀等。
7.油液选择:根据系统所需的工作温度和压力等条件,选择合适的液压油。
8.系统调试:安装好系统后,进行系统的调试和性能测试,以确保系统的正常工作。
1.材料选择与准备:根据设计要求,选择合适的材料,并进行材料的准备工作,如锻造、铸造等。
2.加工工艺选择:根据零件的形状和要求,选择适合的加工工艺,如车削、铣削、磨削等。
3.加工设备选择:根据加工工艺的要求,选择合适的加工设备,如车床、铣床、磨床等。
4.工艺参数设置:根据零件的尺寸和精度要求,进行工艺参数的设置,如切削速度、进给量等。
5.加工过程控制:根据工艺要求,控制加工过程中的各个环节,如刀具的选择、切削润滑等。
6.表面处理:根据零件的要求,进行表面处理,如镀铬、喷涂等。
7.质量检验:对零件进行质量检查,如尺寸测量、硬度检测等,确保零件的质量合格。
液压系统的设计及零件加工工艺需要专业的工程师和技术人员进行操作,他们需要具备良好的机械设计和加工工艺知识,以及丰富的实践经验。
通过合理设计和高精度加工,可以确保液压系统的稳定工作,并满足实际工作需求。
20MN快锻液压机机架动力学分析
基金项目:安阳市 2007 科技攻关项目(157) 收稿日期:2010-04-19 作者简介:韩玉坤(1967-),男,硕士,工程师,从事锻压机械 CAD/
CAM/CAE 的教学和研究
1 2 3 4 5
6 7
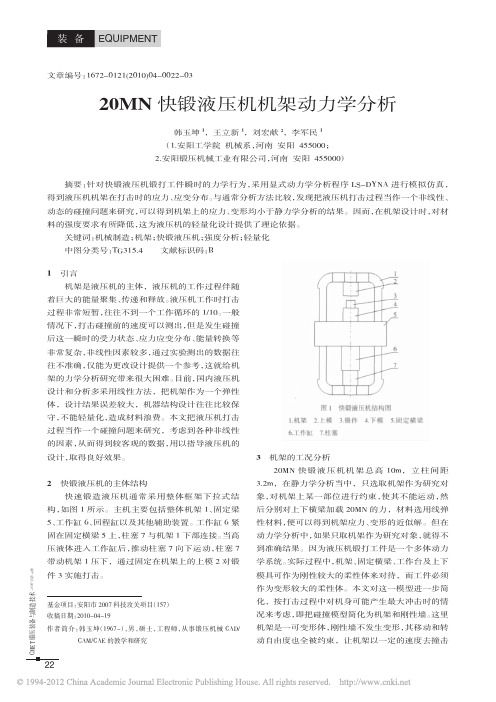
图 1 快锻液压机结构图 1.机架 2.上模 3.锻件 4.下模 5.固定横梁 6.工作缸 7.柱塞
1.603GPa、41.64mm;动力学分析结果是 252.9MPa、 57.2mm。动力学和静力学产生的最大变形比较接 近,作用部位有所不同,静力学分析最大变形是在 上、下横梁中部外力直接作用的部位以及四个拐角 处截面发生变化的部位,这和文献[1]、[2]的结果比 较接近。但是动力学分析的最大应力值及其作用部 位和上述文献的结果有着明显的差别:首先动力学 分析中的最大应力和变形并不在直接发生碰撞的部 位,而是位于机架底部下横梁中心部位 (柱塞作用 处)和下部拐角处,另外静力学分析的最大应力达到
(2)液压机总的行程为 1600mm,锻打工件时机
架必定要下降一定的行程,所以导套对机架立柱的
约束位置必定上移,故对立柱上部距立柱顶端
1200mm 处立柱最外侧的节点施加水平方向的位移
约束,约束一段的长度为 800mm,约束类型为约束
spc_xz。
(3)根据实验测得打击时最高速度为 0.15mm/
ms,对机架施加初始速度 0.15mm/ms。
20MN锻造操作机控制系统的构建

( 第 6 总 2期 )
桂林航 天工业 高等专科 学校学 报
J UR O NALO UI I O L G F A R P C c OL Y F G L N C L E E O E OS A ETE HN OG 机 电技 术 应 用
2 锻 造操 作机 控 制 系统 的构 建 0 MN
关 键词
锻造操作机 ; 控制系统 ; I P D控制器
中 图 分 类 号 : P7. T 235
文献标志码 : A
文 章 编 号 :09 0321)2 18 3 10— 3(010— 4— 1 0 0
锻 造操 作 机 是 锻 造 液 压 机 组 中 重 要 大 型 辅 助 机 械 之 的数 据 信 息 传输 与 通 讯 采 用 以 现场 总 线 技 术 为基 础 的 控 制
徐 晓 华 h 罗文 军 纪世 梁 。
/ 桂 林 航 天 工业 高等 专科 学校 l \ 华 中科技 大 学 2 机 械 工 程 系, 西 广 武汉 4 0 7 304 桂林 510 、 4 0 4 / 材料 学 院 , 北 湖
摘 要
针对 2 MN锻造操作机的控制 系统的工作特性 , 出由工业 计算 机和 P C组成现 场控制 网络 , 用模块化 、 0 提 L 采
稳 定 , 干 扰 能力 强 , 冲性 能 良好 等 特点 。 抗 缓
多 不 具 备 总线 技 术 , 能 组 建 控 制 网络 结 构 , 不 因而 系 统 内 部
该 体 系各 个 控 制 单 元 的 硬 件 结 构 由带 有 分 布 式 I o /
目前 , 国外 锻 造 操 作 机技 术 的发 展 相 对较 快 , 主要 厂 家 数 据 通讯 能 力 较 弱 , 具 备 与 工业 控 制 计 算 机 通讯 的能 力 。 不
20MN快锻液压机关键部件结构分析的开题报告

20MN快锻液压机关键部件结构分析的开题报告1. 研究目的和意义20MN快锻液压机是一种重要的设备,广泛应用于岛国和航空航天等领域。
该设备的性能与关键部件的质量密切相关,因此对关键部件结构进行深入研究,可以优化设备设计,提高设备性能,以满足不同领域的生产需要。
2. 研究方法和步骤首先,对20MN快锻液压机的工作原理和关键部件进行彻底的了解,包括压力传感器、液压缸、电控系统等。
其次,通过结构分析和模拟,研究关键部件的结构,寻找优化方案。
最后,通过仿真实验验证优化方案,以确保新设计的关键部件质量符合相关标准和要求。
3. 预期结果通过本次研究,预计可以得到以下结果:(1)掌握20MN快锻液压机关键部件的结构和性能特点。
(2)针对关键部件存在的问题,提出优化方案,使设备的整体性能得到提高。
(3)通过仿真实验验证优化方案的可行性和有效性。
4. 计划进度安排研究内容|时间节点-|-对20MN快锻液压机的工作原理和关键部件进行彻底的了解|第1-2周通过结构分析和模拟,研究关键部件的结构|第3-6周通过仿真实验验证优化方案|第7-8周撰写开题报告|第9-10周5. 预算及资源需求本次研究所需资源主要包括:20MN快锻液压机设备、计算机及相应软件、仿真实验所需的材料和设备、参考资料等。
预算总计约为10万元。
其中,设备租赁费用为5万元,实验材料费用为2万元,其他开销(计算机及软件、参考资料等)为3万元。
同时,还需要相关专业人员进行指导,预计人力成本约为3万元。
6. 风险评估本次研究存在的主要风险包括设备运行不稳定、仿真实验效果不理想等。
为减小风险,研究过程中需要严格遵守安全操作规范,严密把控实验环节。
同时,可采用多种方案对比分析,确保选出最优解。
采用蓄能器节能的20MN快锻压机液压系统设计计算

引言
随着现代化工业的迅速发展,“节能降耗、绿色制造”的理念在我国制造业中被积极推广应用。作为
储能元件的蓄能器被广泛的运用在诸多工业设备的液压系统中。快锻压机由于锻压频率高,油缸运行速度 快,系统压力冲击大,所需流量大,因此所需泵源系统功率大。快锻压机的工作循环为“快进.锻压.快回” 三个工作过程,各工作过程的工况相差较大,其所需功率也各不相同。在机械系统总,类似工况宜设计节 能系统。传统的快锻压机液压系统中,蓄能器常用于吸收液压冲击、消除脉动、降低噪声;节能措施则常 采用充液罐以弥补快进时所需的大流量,而快回时由于压力较高,充液罐无法满足要求。快回过程速度高, 瞬时流量大,所需压力较高,采用蓄能器的快回回路可有效解决快回过程的节能问题。
2
快锻压机液压系统
2.1系统验算 20MN快锻压机主缸柱塞直径900mm,系统采用两个回程缸,回程缸活塞直径330mm,活塞杆直径 200mm,最大行程1600ram。常锻行程60~100mm,频率20-~40次/min;快锻行程≤25mm。频率120次 /rain。回程速比3:1,惯性部件总重量123143Kg。充液罐背压为0.28~0.6MPa。其液压系统原理图1所示。 通过20MN快锻压机负载分析和速度分析计算,最大锻压速度O.0889m/s,最大回程速度为0.2667m/s, 回程系统最高工作压力Pmax=18.7MPa、最低工作压力Pmin=13.1MPa,考虑压力损失。设计系统回程最高 工作压力Pmax-----=20MPa、最低工作压力Pmin=15MPa符合系统工况要求。传统快锻压机快降过程由充液罐 为主缸充油,锻压及快回过程由油源系统供油,因此液压系统油源功率由锻压和快回工况决定。 2.2无蓄能器油源系统分析计算 由于系统中无蓄能器,锻压和回程过程系统所需油液均由泵源提供。由于锻压过程速度慢、行程短, 所需油液流量小,泵源输出流量由回程工况决定。回程缸最大回程流量O=v凿同X
液压机的液压系统设计

液压机的液压系统设计
液压机的液压系统最基本的组成部分就是液压源,加工设备和液压执行元件。
一般常见的液压系统主要包括油泵、控制阀、液压缸、油箱和管路等各个部分。
常规液压系统的设计流程一般分为如下几个步骤:
1. 确定加工设备的工作需求:设计师需要了解液压机工作载荷、速度、精度以及循环时间等各方面的工作要求。
2. 根据工作要求配置液压源:一般情况下,液压源包括液压泵、油箱、冷却器和滤芯等部件,根据用户需要,液压机可以使用不同的液压泵,如齿轮泵、柱塞泵和推进式泵等。
3. 选定控制阀:液压控制阀是确定液压动作的关键部件。
设计师需要选择合适的控制阀类型和规格以及确定液压回路的组合。
4. 设计液压缸:设计师应该根据工作载荷和速度的要求,选定合适的液压缸型号和规格。
5. 设计管路系统:液压管路的设计包括液压管材料、管路尺寸选择、并联和分流等元素的确定。
6. 确定液压系统的相关参数:设计师需要根据实际情况,确定油液压力、设备的各个动作速度以及循环时间等参数。
液压机的液压系统设计需要根据工作场景和工作要求进行综合
考虑,充分了解设备的性能参数和工作条件,才能发挥设备的最佳工作状态。
液压系统的设计与计算
(4)选择驱动液压泵的电动机
驱动泵的电机根据驱动功率和泵的转速来选
择。
在整个工作循环中,泵的压力和流量在较多
时间内皆达到最大工作值时,驱动泵的电动机功
P p pq率p 为: p
(10.13)
式中:p —液压泵的总效率,数值可见产品样本。
限压式变量叶片泵的驱动功率,可按泵的实际
压力流量特性曲线拐点处的功率来计算。
方案的合理性、经济性具有决定性的影响。
10.1.2.1 确定油路类 型
一般具有较大空间可以存放油箱的系统,都 采用开式油路;相反,凡允许采用辅助泵进行补 油,并借此进行冷却交换来达到冷却目的的系统, 可采用闭式油路。通常节流调速系统采用开式油
路,容积调速系统采用闭式回路。
10.1.2.2 选择液压回路
(2)确定执行元件的主要结构参数
以缸为例,主要结构尺寸指缸的内径D和活塞 杆的直径d,计算后按系列标准值确定D和d。
对有低速运动要求的系统,尚需对液压缸有效 工作面积进行验算,即应保证:
A qm in (10.8) vm in
式中 :A—液压缸工作腔的有效工作面积;
qv 定流量; min
—控制执行元件速度的流量阀最小稳 —液压缸要求达到的最低工作速
q k q p
max (10.11)
式中: K—系统的泄漏修正系数,一般取
K=1.1~1.3; —同时动作的各执行元件
qmax所需流量之和的最大值。
(3)选择液压泵的规格型号
液压泵的规格型号按计算值在产品样本 选取,为了使液压泵工作安全可靠,液压泵 应有一定的压力储备量,通常泵的额定压力 可比工作压力高25%—60%。泵的额定流量 则宜与相当,不要超过太多,以免造成过大
液压系统的设计步骤与设计要求

液压系统的设计步骤与设计要求液压系统是一种以液体为工作介质的动力传动系统,被广泛应用于机械、工程、冶金、航空等领域。
设计液压系统时,需要考虑以下几个步骤和设计要求。
设计步骤:1.确定液压系统的工作条件和要求:包括工作压力、流量、工作环境温度、振动等,以及工作循环和运行时间。
2.选择合适的液压元件:根据系统的工作条件和要求,选择适合的泵、阀门、缸、管路等液压元件。
液压元件的选型要考虑其工作压力、流量、工作温度范围、密封性能、耐腐蚀性等因素。
3.设计液压系统的管路布局:根据系统的功能和工作要求,设计液压系统的管路布局。
要考虑管路的布置方便性、管道直径、管路长度及弯曲程度等因素,以确保液压系统的工作效率和稳定性。
4.进行液压系统的水力计算:根据系统的工作条件和要求,进行液压系统的水力计算,包括流量、压力、液压功率等参数的计算。
通过水力计算,可以确定液压元件的尺寸和数量,以及泵的功率等参数。
5.进行液压系统的动力计算:根据系统的工作条件和要求,进行液压系统的动力计算,包括泵的功率、液压缸的速度和力矩等参数的计算。
通过动力计算,可以确定液压元件的尺寸和数量,以及泵的功率等参数。
6.进行液压系统的控制电路设计:根据系统的工作条件和要求,设计液压系统的控制电路。
要考虑液压系统的控制方式、工作状态、安全性等因素,以确保液压系统的可靠性和稳定性。
7.进行液压系统的安装和试验:按照设计要求,对液压系统进行安装和试验。
安装时要注意各液压元件的正确连接和固定,试验时要进行系统的各项功能和性能的测试,以确保液压系统的正常工作。
设计要求:1.选择合适的液体:要选择适合系统工作条件的液压介质,如矿物油、合成油、水等。
液体的选择要考虑其粘度、温度范围、密封性要求等因素。
2.保证系统的工作可靠性:要确保液压系统的各个元件和管路的安装质量和性能可靠性,保证系统的工作稳定性和高效性。
3.设计合理的液压缸:液压系统中的液压缸是关键元件之一,要根据工作条件和要求,设计合理优化液压缸的径向承载能力、轴向刚度、密封性能等。
锻造操作机液压系统设计与仿真
锻造操作机液压系统设计与仿真锻造操作机是锻造行业中的重要设备,其液压系统是实现设备动作和控制的关键部分。
本文将介绍锻造操作机液压系统的设计及其仿真分析,以期提高设备的性能和可靠性。
锻造操作机主要用于金属材料的锻造加工,其液压系统具有以下特点:动作精度高,能够实现精确的位移、速度和力控制。
需要承受高温、高压和高冲击负荷,因此要求液压元件具有高性能和长寿命。
系统中涉及多种液压元件和辅助元件的协调工作,因此需要精心设计液压回路和控制策略。
系统原理锻造操作机液压系统主要由液压泵、液压缸、液压阀、管道和辅助元件等组成。
根据设备工艺需求,设计液压系统原理图,确定液压缸数量、连接方式以及液压回路。
元件选型选择高品质的液压元件,如液压泵、液压缸、液压阀等,是保证液压系统性能的关键。
元件的选型还应考虑如下因素:布置方案根据设备结构和空间布局,设计液压系统的布置方案。
在保证系统性能的同时,应考虑如下因素:利用仿真软件对设计的液压系统进行仿真分析,可以评估系统的性能和可靠性。
通过仿真,可以得出如下在不同工况下,液压系统中的压力、流量和功耗等参数变化较小,系统性能稳定。
液压元件的选择和设计能够满足锻造操作机的工艺要求。
在一定范围内,液压系统的响应速度较快,能够适应快速动作的需求。
根据仿真结果,可以进一步优化液压系统设计,如调整液压回路参数、优化元件布置等。
仿真还可以指导设备的调试和优化,提高设备的可靠性和稳定性。
本文介绍了锻造操作机液压系统的设计与仿真分析。
通过合理设计液压系统原理、选择高品质的液压元件以及制定有效的布置方案,能够提高锻造操作机的性能和可靠性。
利用仿真软件对设计的液压系统进行仿真分析,可以评估系统的性能和可靠性,为系统的优化提供指导。
本文的研究成果对锻造操作机液压系统的设计和应用具有一定的参考价值。
随着科技的不断发展,锻造操作机液压系统的设计将面临更多新的挑战。
未来研究方向可以包括:研究新型的液压元件和控制系统,以满足锻造操作机不断提高的性能需求。
液压系统设计方法

液压系统设计方法液压系统是一种通过液体传递能量的系统,广泛应用于各种工业和机械设备中。
液压系统设计的目标是实现高效、可靠的能量传递和控制,同时满足系统的性能要求。
下面是液压系统设计的一般方法和步骤。
第一步:明确系统的工作要求在液压系统设计之前,首先需要明确系统的工作要求,包括工作条件、所需输出力或动力、速度和精度要求等。
这些要求将直接影响到系统的设计和选型。
第二步:选择液压元件在液压系统中,液压元件起到能量传递和控制的作用。
选择适合系统要求的液压元件是液压系统设计的核心步骤之一、常见的液压元件包括液压泵、阀门、缸体、马达等。
在选择液压元件时,需要考虑其技术参数、工作压力范围、流量要求、密封性能和可靠性等。
第三步:设计液压系统布局液压系统布局是指液压元件在系统中的位置和连接方式。
液压系统布局的设计直接影响液压系统的性能和工作效率。
在设计液压系统布局时,需要考虑以下几个因素:1.系统的可维修性和易操作性,便于维护和检修。
2.尽量减少管路的长度和对流动的阻力,提高系统的工作效率。
3.避免液压元件之间的相互干扰和干涉,确保系统的正常工作。
第四步:计算和选择液压元件参数在设计液压系统时,需要计算和选择液压元件的参数。
例如,液压泵的流量和压力选择要根据系统的工作需求来确定,阀门的开口面积需要根据所需流量来计算,缸体的尺寸和活塞面积需要根据所需输出力来选择等。
第五步:进行系统的动态和静态模拟在液压系统设计的过程中,进行系统的动态和静态模拟可以帮助工程师预测系统的性能和响应。
动态模拟可以用于分析系统的运动特性和响应时间,判断系统是否满足要求;静态模拟可以用于分析系统的压力分布和流动性能,优化设计。
第六步:进行系统的试验验证总结:。
20MN快速薄板成型液压机液压系统设计与仿真的开题报告
20MN快速薄板成型液压机液压系统设计与仿真的开题报告一、选题背景快速薄板成型液压机是一种常用于汽车、航空航天、轨道交通等领域的工业设备,用于对薄板材料进行快速成型加工。
其主要特点是成型速度快、成型误差小、成品精度高、机器寿命长等优点,因此越来越受到工业界的欢迎。
为了满足市场需求,现在很多厂家都会研发各种类型的快速薄板成型液压机,但这些设备设计和制造也面临着一些问题和挑战,比如如何提高成型质量、如何提高设备的稳定性、如何降低生产成本等等。
因此,对快速薄板成型液压机的研究和开发具有重要意义。
本文选择对快速薄板成型液压机的液压系统进行研究和设计,旨在通过增强液压系统的设计优化来提高设备的性能和稳定性,进一步满足市场需求。
二、研究内容本文将重点关注快速薄板成型液压机的液压系统,并围绕以下几个方面展开研究:1. 快速薄板成型液压机的工作原理和机构结构;2. 快速薄板成型液压机的液压系统组成和原理;3. 快速薄板成型液压机的液压系统设计优化;4. 利用 MATLAB/Simulink 等仿真软件对设计的液压系统进行仿真分析。
三、研究意义本文的研究意义主要有以下几个方面:1. 对快速薄板成型液压机的液压系统进行深入分析和研究,了解其工作原理和液压系统的组成;2. 优化液压系统的设计,提高设备的性能和稳定性;3. 采用 MATLAB/Simulink 等仿真软件进行仿真分析,评估设计方案的可行性和有效性;4. 可为快速薄板成型液压机的研究和开发提供一定的理论和技术支持。
四、研究方法和技术路线本文采用文献调研和实验室实践相结合的方法,具体的技术路线如下:1. 阅读相关文献,了解快速薄板成型液压机的液压系统组成和原理;2. 根据理论知识和实验室实践进行液压系统的设计和优化;3. 利用 MATLAB/Simulink 等仿真软件对设计的液压系统进行仿真分析;4. 对仿真结果进行评估和分析,优化液压系统的设计方案;5. 编写论文并进行撰写和修改。
液压系统的设计步骤与设计要求

液压系统的设计步骤与设计要求步骤1:系统规划与需求分析第一步是进行系统规划与需求分析,确定液压系统的工作范围和目标。
需要考虑的因素包括系统的功能要求、工作环境条件、工作压力范围、装置的预算等。
此步骤通常由工程师们与用户进行沟通,并综合考虑各个因素,确定系统的基本要求。
步骤2:组件选择和设计在此步骤中,需要选择合适的液压元件和装置。
这些组件包括液压泵、液压马达、液压缸、液压阀、液压管路等。
在选择时需要考虑到系统的压力、流量、负载以及环境因素等。
步骤3:系统布局和连接设计在这一步骤中,需要进行系统的布局和连接设计。
需要考虑到各个组件之间的连线和管路,以及系统中各个部件的安装位置和布局等。
合理的系统布局和连接设计可以提高系统的工作效率和可靠性。
步骤4:流量和压力的计算在液压系统的设计过程中,需要进行流量和压力的计算。
主要是根据系统的工作要求,计算出液压泵的流量和压力,并根据这些参数选择合适的液压元件和装置。
步骤5:系统调试和优化在液压系统的设计完成后,需要进行系统的调试和优化。
确定系统的工作参数,测试系统的性能,并进行必要的调整和改进。
此步骤通常需要通过实验和试验来完成。
1.安全性:液压系统的设计必须要保证系统在正常工作状态下的安全性,包括防止泄漏、爆炸和火灾等问题的发生。
2.可靠性:液压系统的设计要求系统能够长时间稳定地工作,能够承受额定工作压力和负荷,不易损坏,且能够满足系统的寿命要求。
3.效率:液压系统的设计要求系统能够高效地工作,具有较高的能量转换效率和工作效率,以及较低的能量损失。
4.环境适应性:液压系统的设计要求考虑到工作环境的特殊要求,包括温度、湿度、腐蚀性、振动和噪声等因素,确保系统在这些环境条件下能够正常工作。
5.经济性:液压系统的设计要求在满足系统功能要求的前提下,尽可能降低成本,选择合适的液压元件和装置,并兼顾系统的可维护性和维修成本。
6.可维护性:液压系统的设计要求考虑到系统的维护和维修问题,使得系统的维护工作变得简单、易操作,并且降低维修的时间和成本。
20MN自由锻液压机结构设计

摘要液压机(又名:油压机)液压机是一种利用液体静压力来加工金属、塑料、橡胶、木材、粉末等制品的机械。
它常用于压制工艺和压制成形工艺,如:锻压、冲压、冷挤、校直、弯曲、翻边、薄板拉深、粉末冶金、压装等等。
液压传动系统是液压机械的一个组成部分,液压传动系统的设计要同主机的总体设计同时进行。
着手设计时,必须从实际情况出发,有机地结合各种传动形式,充分发挥液压传动的优点,力求设计出结构简单、工作可靠、成本低、效率高、操作简单、维修方便的液压传动系统。
本人系统学习了液压系统技术的知识,查阅了一些相关的文献资料,在此基础上,结合本人的设想和设计工作中需要解决的任务,主要进行了以下几项工作:(1)拟定液压机液压液压原理图。
(2)完成液压机油缸的设计。
(3)完成液压机液压站的设计。
(4)对液压系统进行校核设计关键词:液压机,油缸,液压系统AbstractHydraulic machine (also known as: hydraulic machine hydraulic machine) is a static pressure using liquid to the processing of metal, plastic, rubber, wood, powder and other products. It is often used for pressing and pressing forming process, such as: forging, stamping, cold extrusion, straightening, bending, flanging, sheet metal drawing, powder metallurgy, pressing etc.Hydraulic drive system is a part of hydraulic machinery, hydraulic transmission system design to the overall design of the same host at the same time. To design, we must proceed from the actual situation, the organic combination of various transmission forms, give full play to the advantages of hydraulic transmission, and strive to design hydraulic transmission system has the advantages of simple structure, reliable operation, low cost, high efficiency, simple operation, convenient repair.I am learning system of hydraulic system of technical knowledge, access to some of the relevant literature, on this basis, combined with the need to address my ideas and design work, the main work is described as follows:(1) the development of hydraulic press hydraulic principle diagram.(2) completed the design of hydraulic cylinder.(3) to complete the design of hydraulic station.(4) were checked for the design of hydraulic system(5) the completion of the hydraulic press overall three-dimensional modeling design Key words: hydraulic machine, hydraulic cylinder, hydraulic system目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 液压机的概述 (1)1.2液压概况 (2)1.3液压工作原理 (2)1.4 液压系统的设计步骤与设计要求 (3)1.5本论文研究的主要内容 (3)第2章液压机整体方案的拟定 (4)2.1 设计思路 (4)2.2 拟定液压原理图 (6)2.3动作分析 (6)2.4 上横梁结构 (8)2.4.1 结构形式 (8)2.4.2 形状尺寸要求 (9)2.4.3 上横梁与油缸的联接方式 (9)2.5 滑块结构 (9)2.5.1 结构形式 (10)2.5.2 形状尺寸要求 (10)2.6下横梁结构 (11)2.6.1 结构形式 (11)2.6.2 形状尺寸要求 (11)2.7立柱结构 (11)2.7.1 结构形式 (12)2.7.2 形状尺寸要求 (12)2.8 底座结构 (12)第3章液压机液压系统的计算 (14)3.1 设计主要技术参数 (14)3.2 液压缸的设计 (14)3.2.1绘制液压缸速度循环图、负载图 (15)3.2.2 液压缸的效率 (15)3.2.3 液压缸缸径的计算 (15)3.2.4 活塞宽度B的确定 (16)3.2.5 缸体长度的确定 (16)3.2.6 缸筒壁厚的计算 (16)3.2.7 活塞杆强度和液压缸稳定性计算 (17)3.2.8 缸筒壁厚的验算 (19)3.2.9 缸筒的加工要求 (21)3.2.10 法兰设计 (21)3.2.11 (缸筒端部)法兰连接螺栓的强度计算 (22)3.2.12 密封件的选用 (24)第4章液压机液压系统液压元件的选择 (26)4.1油泵的选择 (26)4.1.1 油泵工作压力的确定 (26)4.1.2 油泵流量的确定 (26)4.1.3 油泵电机功率的确定 (27)4.2 液压元件的选择 (27)4.3 油管的选择 (29)第5章验算液压系统性能 (31)5.1 压力损失的验算及泵压力的调整 (31)5.2 液压系统的发热和温升验算 (33)第6章液压站的设计 (35)6.1液压站简介 (35)6.2 油箱设计 (35)6.2.1 油箱有效容积的确定 (35)6.2.2 油箱容积的验算 (36)6.2.3 油箱的结构设计 (37)6.3 液压站的结构设计 (39)6.3.1 液压泵的安装方式 (39)6.3.2 液压泵与电动机的连接 (40)6.4 辅助元件 (41)6.4.1 滤油器 (41)6.4.2 空气滤清器 (42)6.4.3 液位计 (42)6.4.4 液压油 (44)结论 (45)致谢 (46)参考文献 (47)第1章绪论1.1 液压机的概述液压机(又名:油压机)液压机是一种利用液体静压力来加工金属、塑料、橡胶、木材、粉末等制品的机械。
液压机液压系统设计与实践

液压机液压系统设计与实践1. 引言液压系统在各种工程机械和工业设备中具有广泛的应用,其性能的优劣直接影响到整台设备的运作效率和稳定性。
本文主要讨论了液压机液压系统的设计与实践,包括系统的设计原则、主要元件的选择、系统的安装与调试等方面内容。
2. 液压系统的设计原则2.1 确定系统的工作压力和流量根据机械设备的工作需求,确定液压系统的工作压力和流量,为后续元件的选择提供依据。
2.2 选择合适的液压油液压油的选择应考虑工作环境、温度范围、系统压力等因素,以确保系统的正常运行。
2.3 合理布局液压元件液压元件的布局应考虑系统的稳定性、易维护性等因素,合理布局可以降低系统的压力损失,提高系统效率。
2.4 安全性与可靠性设计为保证液压系统的安全可靠运行,应设计必要的安全保护装置,如压力继电器、溢流阀等。
3. 主要元件的选择3.1 液压泵的选择根据系统的工作压力和流量,选择合适类型的液压泵,如齿轮泵、柱塞泵等。
3.2 液压控制阀的选择根据控制需求,选择合适的液压控制阀,如方向控制阀、压力控制阀、流量控制阀等。
3.3 液压缸的选择根据执行机构的运动要求,选择合适的液压缸,如活塞式液压缸、柱塞式液压缸等。
3.4 液压油箱的设计液压油箱的设计应考虑油液的冷却、过滤、储备等功能,确保液压系统的正常运行。
4. 液压系统的安装与调试4.1 液压系统的安装按照设计图纸和规范要求,进行液压元件的安装,确保各连接部位严密,管道布局合理。
4.2 液压系统的调试通过对系统进行调试,检查各元件的工作性能是否达到设计要求,及时发现并解决问题。
5. 结论液压机液压系统的设计与实践涉及多个方面内容,合理的设计和严谨的实践过程是保证系统正常运行的关键。
通过本文的讨论,可以对液压系统的设计与实践有更深入的了解,为实际工程应用提供参考。
20mn热模锻液压机技术协议

20MN热模锻液压机技术协议需方:XXXX科技有限公司供方:XXXX液压机电工程有限公司时间:XXXX年1月9日1、主要技术参数●公称力 20MN●主泵压力 25MPa●回程力1000 KN●压机最大开口高度1200 mm●滑块行程最大行程600 mm●滑块速度空程下行 250 mm/s压制速度 300mm/s(可调)回程速度 75 mm/s●工作台有效台面左右1000 mm前后1250 mm●顶出缸顶出力 1.5MN●顶出行程300mm●主功率与200MN压机共用一套液压系统2 、结构特点本机为钢板焊接框架主缸加压结构。
由主机架、液动换模装置、主工作缸和回程缸等部件组成,滑块上布置主工作缸;主机架为钢板焊接件,采用优质Q235一A钢板,C02气体保护焊工艺焊成。
焊后时效处理消除内应力;2.1主油缸:20MN。
2.2油缸:缸体材料35#锻件:柱塞45#锻件,表面中频淬火处理,硬度HRC45~52,耐磨。
油缸内密封件是专用产品。
2.3充液阀充液阀主要作用是供主油缸吸排油,当滑块快速下行时,由于主缸上腔内形成负压将充液阀吸开,充液箱内大量油液充入油缸内,当滑块停止运动时,充液阀在弹簧力的作用下关闭,当滑块回程时用于主缸排油。
3、液压装置和液压控制系统3.1液压动力站与200MN热模锻液压机共用一套液压动力站3.2液压控制系统(1) 液压系统工作压力为25MPa。
元件额定压力为31.5MPa利于提高液压系统零部件的寿命。
(2) 液压控制系统采用二通插装阀集成系统。
具有油阻小、通流量大、抗污染、响应快、安全可靠性高以及控制方式灵活和维修方便等优点,所有电磁阀采用大推力产品。
(4) 二通插装阀集成设计,布局合理,便于制造,非常方便调试和维修。
4、电气装置和电器控制系统4.1电气装置及控制系统(1)与200MN热模锻液压机共用一套电器控制系统。
(2) 操作按钮站:安装在压机右前侧,用于完成各种功能动作的操作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电磁 阀 5断 电 , 压 泵 卸 荷 。 电磁 阀 1 液 8断 电 , 1 、 阀 6 1 7关闭 ; l 阀 9通 电 , 主缸 1 卸 荷 ; 荷 完 毕 后 , 1 卸 电磁
接决 定着设 备 的整体性 能 , 锻件质 量 的优劣 等 。因此 ,
21 0 第 7期 1年
液 压 与 气动
5 9
2 0MN 快 速 锻 造 液 压 机 液 压 系 统 的 设 计
韩 向可 ,李志军
T e d sg fh d a l y tm o 0 MN u c o g n y r u i r s h e i n o y r u i s se f r2 c q ik fr ig h d a l p e s c
时, 电磁 阀 5断电 , 液压泵卸 荷。 比例 溢流 阀 9断 电 , 主 缸 1 卸荷 ; 主缸压力 的降低 , 1 随着 储能器 中油压 推动 回 升缸迅速 上升 , 当上升至设定位 置后 , 进入下一次锻造 。 3 )自循环 冷却 过滤 系统
收稿 日期 :0 1 10 2 1 - -9 0
2 液压 系统工作 原理 根据锻 压工 况要 求 , 备 操作 可 分 为 普 通锻 造 和 设 快速锻 造 。普 通 锻 造 时 , 系统 压 力 为 2 a 主 缸 输 5 MP , 出力 2 0 MN, 回程 力 1MN, 造频 次 3 锻 5~4 mi。 57  ̄/ n 快速锻 造时 , 锻 行 程 为 3 m, 出力 4 MN。快 锻 快 0m 输 频率为 8 mi。泵 站设 计有 6组定 量泵 , 57  ̄/ n 每组 流 量 为 5 0L m n 电机 功率 为 2 0k , 过不 同组 流量 组 4 / i , 5 W 通 合, 可使 液压机 有不 同 的工 作速 度 和锻造 次数 。 1 )普通锻 造 如 图 1所 示 , 作 时 电磁 阀 5通 电 , 统 建 立 压 工 系 力 。 比例 溢流 阀 9通 电 , 立 锻 造 压 力 ; 建 比例 阀 6通 电 , 压 泵 排 出 的 压 力 油 经 主 管 道 和 阀 7进 入 主 缸 液 1; l 电磁 阀 1 电 , 8通 插装 阀 1 ,7打开 , 6l 回升缸 接 通油
HA i gk , I h— . N Xa -e L iu n Z j
( 阳工学院 , 安 河南 安 阳 4 5 0 ) 50 0
摘
要: 快速锻 造液 压机 是锻 造 生产的重要 设备 之 一 , 分 析锻 压机 锻 压 工 况和 工 艺要 求 的基 础 上 , 在 设
计 了基 于 比例插 装 阀的压 机 液压 系统 , 并对 系统的性 能和 设计 特 点作 了进 一 步的分析 。实践表 明 , 系统通 该
作者简介 : 向可 ( 9 l , , 韩 18 一) 男 河南 平顶 山人 , 师 , 讲 硕士 ,
主 要从 事 流 体传 动 与控 制 方 面 的科 研 和教 学 工 作 。
箱; 活动梁 快速 下降 , 此时 冲液 阀打开 向主缸 补液 。当
上砧 接触 到工件 时 , 为工 进 , 转 当工 进 到 工件 成 型 时 ,
快锻 液压机 是 2 0世纪 6 0年代 发展起 来 的一 种新 型锻压 设备 , 是锻 造 生 产 的重 要 设 备 之一 。它具 有 自
动化程 度 高 , 锻造 频率快 , 造尺 寸精度 控制 精确 等特 锻
点 , 泛应用 于机 械 、 广 钢铁 、 色冶金 、 路机 车 、 舶 、 有 铁 船 电力 、 空航 天等行 业 ; 用 于黑色 和有 色金 属 的锻 压 航 适 加工 中 , 特别是 特殊 钢及钛 合 金生产 中 , 这些 材料塑 性 差, 变形 抗力 大 , 加工 温 度 范 围 窄 , 求 锻 压 设 备 能 热 要 力 大 、 度快 。液压 系统是 整个 锻压 设备 的核 心 , 速 其直
Q U F — e, HA F n —in , N ag Z N o g i LU Z oy I aw — , I u —i j n
液压 与 气动
21 0 1年 第 7期
数 字 液 压 缸 技 术 开 发 与 应 用
邱 法维 , 锋 强 ,王 沙 刚 , 宏 基 ,刘 作 印 张
De e o me ta d a p i ai n o i i lc l d rt c n l g v lp n n p l to fd g t y i e e h oo y c a n
作者 设 计 了一 种 基 于 比例 插 装 阀 的 2 0 MN快 速锻 造
液压 机液 压系统 。
阀 5通 电 , 比例 阀 1 电 , 压泵 压力 油经 阀 1 入 2通 液 5进
回升 缸 , 动梁 快速 上 升 , 升到 设 定 位 置停 止 , 人 活 上 进
下 一 次锻造 。 2 )快 速锻造
液 压泵 组启动 , 统建立 压力 ; 系 电磁 阀 l 电 , 9通 储 能 器与 回升 缸连通 , 比例 溢 流 阀 1 电 , 立 回升 压 4通 建
力; 同时 , 比例 溢流 阀 9通 电 , 建立锻造 压 力 ; 系统 压 力 油 经主管 道 和 阀 7进 入 主缸 1 ; 动梁 快 速下 降 进行 活 1 锻压 , 并将 回升缸 油液 压人 储 能器 ; 当工 进到 工 件成 型
流能 力大 , 响应 快 , 满足 了快速锻 压 的要 求。
关键 词 : 快锻 ; 压 系统 ; 装 阀 液 插 中图分类 号 : H17 文献标 识码 : 文章 编 号 :0 04 5 ( 0 ) 70 5 -2 T 3 B 10 - 8 2 1 0 -0 90 8 1
1 引 言