钢筋验收检验取样方法及试验结果评定
主要原材料检验标准与取样方法细则

主要原材料检验标准与取样方法细则一、钢筋的取样试验(一)钢筋1.检验标准:钢筋原材试验应以同厂别、同炉号、同规格、同一交货状态、同一进场时间每60t为一验收批,不足60t时,亦按一验收批计算。
2.取样数量:每一验收批中取试样一组(2根拉力、2根冷弯、1根化学)。
低碳钢热轧圆盘条时,拉力1根。
3.取样方法:⑴试件应从两根钢筋中截取:每一根钢筋截取一根拉力,一根冷弯,其中一根再截取化学试件一根,低碳热轧圆盘条冷弯试件应取自不同盘。
(25/45,30/50)⑵试件在每根钢筋距端头不小于500mm处截取。
⑶拉力试件长度:7d0+200mm。
⑷冷弯试件长度:5d0+150mm。
⑸化学试件取样采取方法:1)分析用试屑可采用刨取或钻取方法。
采取试屑以前,应将表面氧化铁皮除掉。
2)自轧材整个横截面上刨取或者自不小于截面的1/2对称刨取。
3)垂直于纵轴中线钻取钢屑的,其深度应达钢材轴心处。
4)供验证分析用钢屑必须有足够的重量。
(二)冷拉钢筋应由不大于20t的用级别、同直径冷拉钢筋组成一个验收批,每批中抽取3根钢筋,每根取3个试样分别进行拉力冷弯试验。
(三)冷拔低碳钢丝1.甲级钢丝的力学性能应逐盘检验,从每盘钢丝上任一端截去不少于500mm后再取两个试样,分别作拉力和180°反复弯曲试验,并按其抗拉强度确定该盘钢丝的组别。
2.乙级钢丝的力学性能可分批抽样检验。
以同一直径的钢丝5t为一批,从中任取三盘,每盘各截取两个试样,分别作拉力和反复弯曲试验。
如有一个试样不合格,应在未取过试样的钢丝盘中,另取双倍数量的试样,再做各项试验。
如仍有一个试样不合格,则应对该批钢丝逐盘检验,合格者方可使用。
注:拉力试验包括抗拉强度和伸长率两个指标。
二、焊接钢筋试件的取样焊接钢筋试验的试件应分班前焊试件和班中焊试件;班前焊试件是用于焊接参数的确定和可焊性能的检测。
班中焊试件是用于成品质量的检验。
(一)钢筋闪光对焊接头1.钢筋接头检验标准:同一台班内,由同一焊工完成的200个同级别、同直径钢筋焊接接头作为一批。
钢筋工作中的质量抽检与检验规范

钢筋工作中的质量抽检与检验规范一、引言在建筑工程中,钢筋是一种重要的建筑材料,其质量直接关系到建筑物的安全性和稳定性。
因此,质量抽检与检验规范对于保障工程质量至关重要。
二、质量抽检的目的与意义质量抽检是通过从原材料供应商或施工现场中随机抽取样品,对钢筋进行检测分析,以确定其质量是否符合相关标准。
这有助于发现和排除潜在的质量问题,保证建筑物的结构安全可靠。
三、质量抽检的方法与步骤1. 样品抽取:根据统计学原理,从原材料供应商或施工现场中随机选择一定数量的样品,代表整个批次。
2. 检测项目:根据相关标准和规范,确定需要进行的检测项目,例如尺寸、化学成分、力学性能等。
3. 检测过程:使用适当的检测方法和仪器设备对样品进行检测,并记录检测结果。
4. 结果评定:根据相关标准和规范,对检测结果进行评定,判断样品是否合格。
5. 报告编制:将检测结果整理成报告,包括样品信息、检测项目、检测结果和评定等内容。
四、质量抽检的主要问题在实际工作中,质量抽检可能面临以下问题:1. 样品选择的随机性不足:由于人为因素或操作方便性等原因,样品的选择可能存在偏差,导致抽检结果不准确。
2. 检测设备和方法的不标准:使用不符合标准要求的检测设备和方法,可能导致结果不准确或失真。
3. 抽检样品数量的不足:如果抽检样品数量较少,可能无法全面评估整个批次的质量。
五、检验规范与标准为了规范质量抽检工作并保证检验结果的准确性,相关部门制定了一系列的检验规范与标准。
例如,国家质量监督检验检疫总局发布的《建筑钢筋质量检验规程》等文件,对钢筋的抽检方法、检验项目以及评定标准等进行了详细规定。
六、钢筋质量检验的重点项目在钢筋质量检验中,以下几个项目尤为重要:1. 尺寸:检测钢筋的直径、弯曲度、长度等尺寸参数,以确保其符合设计要求。
2. 化学成分:通过化学分析,确定钢筋的化学成分,确保各元素含量符合标准。
3. 取样方式:确保取样方式能够代表整个批次,避免样品选择偏差。
钢筋检测的取样及取样要求

钢筋检测的取样及取样要求钢筋混凝土结构用筋检测内容和使用要求:1,检测内容(1)钢材进场时,应按现行国家标准的规定抽取事件作用力学性能检测,其质量必须符合有关标准规定。
取样要求:1取样数量和批量(1)热轧带肋钢筋每批由同一牌号、同一炉罐号、同一规格的钢筋组成。
每批重量通常不大于60t。
每批钢筋应做2个拉伸试验、2个弯曲试验。
超过60t的部分,每增加40t(或不足40t的余数),增加1个拉伸试样和1个弯曲试样。
(2)热轧光圆钢筋每批由同一牌号、同一炉罐号、同一尺寸的钢筋组成。
每批重量通常不大于60t。
每批钢管应做2个拉伸实验、2个弯曲试验。
超过60t的部分,每增加40t(或不足40t的余数),增加1个拉伸试样、1个弯取试样。
(3)余热处理钢筋每批与重量不大于60t的同一牌号、同一炉罐号、同一规格、同一交货状态的钢筋组成。
每批钢筋应做2个拉伸试验、2个弯取试验。
(4)碳素结构钢每批由重量不大于60t的同一牌号、同一炉罐号、同一等级、同一品种、同一尺寸、同一交货状态的钢筋组成。
用《碳素结构钢》(GB/T700-2006)验收的直条钢筋每批应做1个拉伸试验、1个弯曲试验。
(5)冷轧钢筋每批由同一牌号、同一外形、同一规格、同一生产工艺和同一交货状态的钢筋组成,每批不大于60t。
逐盘或逐捆做1个拉伸试验,牌号CRB550每批做2个弯曲试验,牌号CRB650批号及以上每批做2个反复弯曲试验。
2 试样长度拉伸试样和弯取试样长度根据试样直径和所使用的设备确定。
日常使用参考长3 取样方法(1)拉伸和弯曲试验的试样可在每批材料中任选两根钢筋切取,钢筋试样不需做任何加工。
(2)上海市规定凡是表面轧上牌号标志的带肋钢筋,见证取样时截取的热轧带肋钢筋样品应当带有表面标志。
钢筋焊接接头件检测内容和使用要求1检测内容(1)在施工现场,应按国家规定标准,抽取焊接接头作力学性能检验,其质量应符合有关规程的规定,(2)闪光对接焊头每批应进行拉结和弯曲检测。
钢筋检验批

第七章钢筋一、执行标准《钢筋混凝土用热轧光圆钢筋》GB13013—91,《钢筋混凝土用热轧带肋钢筋》GB1499—98,《钢筋混凝土用余热处理钢筋》GB13014—19,《低碳钢热轧圆盘条》GB/T701—97,《混凝土结构工程施工及验收规范》GB50204—92,《冷轧带肋钢筋》GB13788—92,《钢筋焊接及验收规范》JGJ18—96。
二、检验项目机械性能:1.屈服点或屈服强度2.抗拉强度3.伸长率4.冷弯三、取样方法1.原材料①钢筋的取样规则⑴钢筋应按批进行检查和验收,每批重量不大于60t。
每批应有同一牌号、同一炉罐号、同一规格、同一交货状态的钢筋组成。
⑵冷拉钢筋应分批进行验收,每批由重量不大于20t的同规格、同炉号、同厂别、同一进场时间的冷拉钢筋组成,不足20t亦按一验收批计。
⑶取样数量:钢筋的试样数量根据其供货形式的不同而不同。
直条钢筋:每批直条钢筋应任选2根钢筋,截取2个拉伸试件,2个弯曲试件。
从1根钢筋上先将钢筋端头不小于50cm截去,然后截取一根拉伸试验试件,再截取一根冷弯试验试件,另一根钢筋用同样方法截取。
盘条钢筋:每批盘条钢筋应做1个拉伸试验,2个弯曲试验。
冷拉钢筋:每批冷拉钢筋应做2个拉伸试验,2个弯曲试验。
(4)试件的长度:.拉伸试验:5do十200mm(可根据试验机上下夹头间最小距离和夹头长度确定)冷弯试件:5do十150mm(do为钢筋直径)拉伸、冷弯试件不允许进行车削加工。
②型钢的取样规则(1) 样坯的切取:样坯应在外观尺寸合格的钢材上切取。
切取样坯时,应防止因受热、加工硬化及变形而影响其力学及工艺性能。
用烧割法切取样坯时,从样坯切割线至试样边缘必须留有足够的加工余量,一般应不小于钢材的厚度或直径,但最小不得少于20mm对厚度或直径大于60mm的钢材,其加工余量可根据双方协议适当减小。
⑵样坯切取的位置及方向:工字钢和槽钢应从腰高四分之一处沿轧制方向切取矩形拉力、弯曲样坯。
主要原材料检验标准及取样方法细则

主要原材料检验标准与取样方法细则一、钢筋的取样试验(一)钢筋1.检验标准:钢筋原材试验应以同厂别、同炉号、同规格、同一交货状态、同一进场时间每60t为一验收批,不足60t时,亦按一验收批计算。
2.取样数量:每一验收批中取试样一组(2根拉力、2根冷弯、1根化学)。
低碳钢热轧圆盘条时,拉力1根。
3.取样方法:⑴试件应从两根钢筋中截取:每一根钢筋截取一根拉力,一根冷弯,其中一根再截取化学试件一根,低碳热轧圆盘条冷弯试件应取自不同盘。
(25/45,30/50)⑵试件在每根钢筋距端头不小于500mm处截取。
⑶拉力试件长度:7d0+200mm。
⑷冷弯试件长度:5d0+150mm。
⑸化学试件取样采取方法:1)分析用试屑可采用刨取或钻取方法。
采取试屑以前,应将表面氧化铁皮除掉。
2)自轧材整个横截面上刨取或者自不小于截面的1/2对称刨取。
3)垂直于纵轴中线钻取钢屑的,其深度应达钢材轴心处。
4)供验证分析用钢屑必须有足够的重量。
(二)冷拉钢筋应由不大于20t的用级别、同直径冷拉钢筋组成一个验收批,每批中抽取3根钢筋,每根取3个试样分别进行拉力冷弯试验。
(三)冷拔低碳钢丝1.甲级钢丝的力学性能应逐盘检验,从每盘钢丝上任一端截去不少于500mm后再取两个试样,分别作拉力和180°反复弯曲试验,并按其抗拉强度确定该盘钢丝的组别。
2.乙级钢丝的力学性能可分批抽样检验。
以同一直径的钢丝5t为一批,从中任取三盘,每盘各截取两个试样,分别作拉力和反复弯曲试验。
如有一个试样不合格,应在未取过试样的钢丝盘中,另取双倍数量的试样,再做各项试验。
如仍有一个试样不合格,则应对该批钢丝逐盘检验,合格者方可使用。
注:拉力试验包括抗拉强度和伸长率两个指标。
二、焊接钢筋试件的取样焊接钢筋试验的试件应分班前焊试件和班中焊试件;班前焊试件是用于焊接参数的确定和可焊性能的检测。
班中焊试件是用于成品质量的检验。
(一)钢筋闪光对焊接头1.钢筋接头检验标准:同一台班内,由同一焊工完成的200个同级别、同直径钢筋焊接接头作为一批。
钢筋验收检验取样方法及试验结果评定

钢筋验收检验取样方法及试验结果评定蔡如刚 李高来材料试验是保证工程质量的前提,是IS09002质量保证体系的重要内容,其资料是工程质量追溯的依据,它必须真实准确。
创优质工程,特别是拿长城杯夺鲁班奖,必须加强试验工作。
1.钢筋1.1.钢筋进场必须按批量检查验收,钢筋进场必须持有出厂证明,应有钢种、牌号、数量、化学成分、力学性能、厂家、出厂日期等。
按批进行检查验收。
每批由同牌号、同炉罐号、同规格、同交货状态的钢筋组成。
对小于30T的冶炼炉和连续坯轧的钢筋,允许由同牌号、同冶炼方法、同浇注方法、不同炉号组成混合批,但每批不多于6个炉号,每炉号含碳量之差不得大于0.02%,含锰量之差不大于0.15%;检查包括外观检查和试验等。
1.2.钢筋试验钢筋进场使用前,必须按规定代表数量和取样方法取样,进行力学性能复验。
热轧钢筋在加工过程中发现脆断,焊接性能不良或机械性能不正常现象应进行化学成分分析或其他专项试验,检验是否符合设计及规范要求,然后决定是否使用。
复验报告和出厂证明要和并装订保存。
1.2.1.热轧带肋钢筋、热轧光圆钢筋、低碳钢热轧盘圆条、预热处理钢筋批量取样:每批≤60T,每批取一组试样。
热轧带肋钢筋,热轧光圆钢筋、预热处理钢筋,取样时在该批中任选两根钢筋,在每根上截取两段,一个拉件、一个弯件,即二个拉件、二个弯件为一组,用铁丝捆好,并附上写明该钢筋规格的标牌。
试件不允许进行车削加工。
低碳钢热轧圆盘条取样时任选两盘,去掉端头500mm,截取一个拉件,两个弯件(两个弯件分别在二盘上取)为一组,用铁丝捆好并附上写明该钢筋规格的标牌送试验室试验。
1.2.2.取样长度≥φ20mm: 1拉=10d+200. 1弯=5d十200<φ20mm: 1拉=10d+250. 1弯=5d十200以上取样试验结果,如有一项不符合要求,则从同一批中另取双倍数量的试样重做各项试验,如仍有一个试样不合格,则该批钢筋为不合格品。
1.2.3.试验结论每个试验最后要有结论,结论中写明依据什么规范标准,符合哪条标准或不符合哪条标准。
钢筋焊接取样标准

常用建材见证取样方法汇总常用建材见证取样方法汇总(钢筋、混凝土、水泥、砖、砂石等)一、钢筋 钢筋进场时的验收: 钢筋进场时,应按照现行国家标准《钢筋砼用热轧带肋钢筋》 GB1499 等的规定抽取试件作力学性能检验, 其质量必须符合有关标准规定。
验收方法: 检查产品合格证、出厂检验报告和进场复验报告。
取样方法:按照同一批量、同一规格、同一炉号、同一出厂日期、同一交货状态的钢筋,每批重量不大于 60t 为一检验批,进行现场见证取样;当不足60t 也为一个检验批,进行现场见证取样。
试样分为抗拉试件两根,冷弯试件两根。
实验室进行检验时,每一检验批至少应检验一个拉伸试件,一个弯曲试件。
试件长度: 冷拉试件长度一般 ≥500mm ( 500~650mm ),冷弯试件长度一般 ≥250mm ( 250~350mm )。
(备注:取样时,从任一钢筋端头,截取 500~1000mm 的钢筋,再进行取样。
) 冷拉钢筋:应进行分批 验收,每批重量不大于 20t 的同等级、同直径的冷拉钢筋为一个检验批。
取样数量:两个 拉伸试件、 两个弯曲试件。
二、钢筋焊接 钢筋焊接在建筑施工中一般分为:闪光对焊、 电阻点焊、电弧焊、电渣压力焊、预埋件 T 型接头埋弧压力焊、钢筋气压焊。
取样方法: 1、闪光对焊:在同一工作班内,由同一焊工完成的 300 个同级别、同直径钢筋焊接接头应 作为一检验批。
当同一台班内不足 300 个接头时也作为一个检验批。
其机械性能试验包括 拉伸试验和弯曲试验,应从每批成品中切取 6 个试件, 3 个作拉伸试验, 3 个作弯曲试验。
拉伸试件长度一般 ≥500mm ( 500~650mm );冷弯试件长度一般 ≥250mm ( 250~350mm )。
验 收方法: ( 1)接头处不得有横向袭纹; ( 2)与电极接触处的钢筋表面,Ⅰ ~Ⅲ级钢筋 焊接时不得有明显烧伤;Ⅳ 级钢筋焊接时不得有烧伤;负温闪光对焊时,对于Ⅱ ~Ⅳ级钢筋, 均不得有烧伤; ( 3)接头处的弯折角不得大于 4。
关于钢筋抽检方法、频率、依据标准等要求

关于钢筋抽检方法、频率、依据标准等要求目前本工程所用钢筋为热轧带肋钢筋(HRB335,400)及热轧光圆钢筋(HPB235)。
在工程施工过程中,根据实际需要,对母材进行满足施工需求的焊接及连接方式。
现将钢筋的现场抽检方法,样品的尺寸,试验方法等做法如下归纳:一、抽检频率、抽检方法和依据标准1.母材取样钢筋应按批进行检查和验收。
每批由同一牌号,同一炉罐号,统一规格的钢筋组成,每批重量通常不大于60t。
超过60t的部分,每增加40t(或不足40t的余数),增加一个拉伸试验试样和一个弯曲试验试样详情见下面表中所示:A热轧光圆钢筋B.热轧带肋钢筋2.取样尺寸A热轧光圆钢筋B热轧带肋钢筋二、焊接试样及机械连接接头抽样频率、抽检方法、试验方法和依据标准.焊接接头试样取样长度(本工程常用焊接试件)1.钢筋帮条长度:2.抽样频率①凡钢筋牌号、直径及尺寸相同的焊接骨架和焊接网应视为同一类型钢筋,且每300件作为一批,一周内不足300件的亦应按一批计算。
②外观检查按同一类型的分批检查,每批5%,且不得少于5件。
③力学性能检验的试件应从每批成品中切取。
切取过的试件制品应补焊同牌号同直径的钢筋。
在同一台班内,由同一焊工完成的300个同牌号,同直径钢筋焊接接头应作为一批。
同一台班内焊接的接头数量较少,可在一周内累计计算。
累计仍不足300个接头时应按一批计算。
闪光对焊力学性能检验时,应从每批接头中随机切取6个接头(其中3个做拉伸试验,3个做弯曲试验)。
※封闭环式箍筋闪光对焊接头,以600个同牌号,同规格时接头作为一批,只做拉伸试验。
单、双面帮条焊只随机取3个接头,只做拉伸。
3、机械连接接头、抽样频率、抽检方法、试验方法和依据标准。
A.接头的现场检验应按验收批进行,同一施工条件下采用同一批材料的同等级、同型式、同规格接头,应以500个为一个验收批进行检验与验收,不足500个也应作为一个验收批。
B.对接接头的每一验收批必须在工程信物中随机截取3个接头试件作为抗拉强度试验。
钢筋焊接取样标准

钢筋焊接取样标准 Document number:PBGCG-0857-BTDO-0089-PTT1998常用建材见证取样方法汇总常用建材见证取样方法汇总(钢筋、混凝土、水泥、砖、砂石等)一、钢筋钢筋进场时的验收:钢筋进场时,应按照现行国家标准《钢筋砼用热轧带肋钢筋》GB1499等的规定抽取试件作力学性能检验,其质量必须符合有关标准规定。
验收方法:检查产品合格证、出厂检验报告和进场复验报告。
取样方法:按照同一批量、同一规格、同一炉号、同一出厂日期、同一交货状态的钢筋,每批重量不大于60t为一检验批,进行现场见证取样;当不足60t也为一个检验批,进行现场见证取样。
试样分为抗拉试件两根,冷弯试件两根。
实验室进行检验时,每一检验批至少应检验一个拉伸试件,一个弯曲试件。
试件长度:冷拉试件长度一般≥500mm(500~650mm),冷弯试件长度一般≥250mm (250~350mm)。
(备注:取样时,从任一钢筋端头,截取500~1000mm的钢筋,再进行取样。
)冷拉钢筋:应进行分批验收,每批重量不大于20t的同等级、同直径的冷拉钢筋为一个检验批。
取样数量:两个拉伸试件、两个弯曲试件。
二、钢筋焊接钢筋焊接在建筑施工中一般分为:闪光对焊、电阻点焊、电弧焊、电渣压力焊、预埋件T型接头埋弧压力焊、钢筋气压焊。
取样方法:1、闪光对焊:在同一工作班内,由同一焊工完成的300个同级别、同直径钢筋焊接接头应作为一检验批。
当同一台班内不足300个接头时也作为一个检验批。
其机械性能试验包括拉伸试验和弯曲试验,应从每批成品中切取6个试件,3个作拉伸试验,3个作弯曲试验。
拉伸试件长度一般≥500mm(500~650mm);冷弯试件长度一般≥250mm(250~350mm)。
验收方法:(1)接头处不得有横向袭纹;(2)与电极接触处的钢筋表面,Ⅰ~Ⅲ级钢筋焊接时不得有明显烧伤;Ⅳ级钢筋焊接时不得有烧伤;负温闪光对焊时,对于Ⅱ~Ⅳ级钢筋,均不得有烧伤;(3)接头处的弯折角不得大于4。
钢筋检测及取样方法
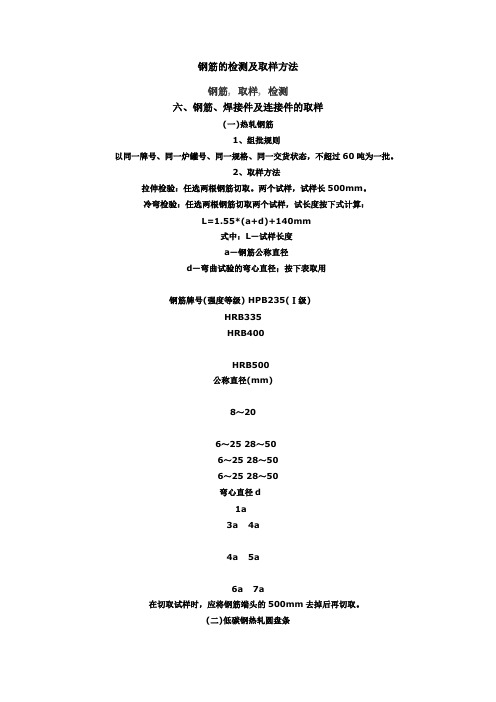
钢筋的检测及取样方法钢筋, 取样, 检测六、钢筋、焊接件及连接件的取样(一)热轧钢筋1、组批规则以同一牌号、同一炉罐号、同一规格、同一交货状态,不超过60吨为一批。
2、取样方法拉伸检验:任选两根钢筋切取。
两个试样,试样长500mm。
冷弯检验:任选两根钢筋切取两个试样,试长度按下式计算:L=1.55*(a+d)+140mm式中:L—试样长度a—钢筋公称直径d—弯曲试验的弯心直径;按下表取用钢筋牌号(强度等级) HPB235(Ⅰ级)HRB335HRB400HRB500公称直径(mm)8~206~25 28~506~25 28~506~25 28~50弯心直径d1a3a 4a4a 5a6a 7a在切取试样时,应将钢筋端头的500mm去掉后再切取。
(二)低碳钢热轧圆盘条1、组批规则以同一牌号、同一炉罐号、同一品种、同一尺寸、同一交货状态,不超过60吨为一批。
2、取样方法:拉伸检验:任选一盘,从该盘的任一端切取一个试样,试样长500mm。
弯曲检验:任选两盘,从每盘的任一端各切取一个试样,试样长200mm。
在切取试样时,应将端头的500mm去掉后再切取。
(三)冷拔低碳钢丝1、组批规则甲级钢丝逐盘检验。
乙级钢丝以同直径5吨为一批任选三盘检验。
2、取样方法从每盘上任一端截去不少于500mm后,再取两个试样一个拉伸,一个反复弯曲,拉伸试样长500mm,反复弯曲试样长200mm。
(四)冷轧带肋钢筋1、冷轧带肋钢筋的力学性能和工艺性能应逐盘检验,从每盘任一端截去500mm以后,取两个试样,拉伸试样长500mm,冷弯试样长200mm。
2、对成捆供应的550级冷轧带肋钢筋应逐捆检验。
从每捆中同一根钢筋上截取二个试样,其中,拉伸试样长500mm,冷弯试样长250mm。
如果,检验结果有一项达不到标准规定。
应从该捆钢筋中取双倍试样进行复验。
(五)钢筋焊接接头的取样A、取样规定[根据《钢筋焊接及验收规程》(JGJ18-2003)]1、钢筋闪光对焊接头取样规定a 在同一台班内,由同一焊工完成的300个同牌号、同直径钢筋焊接接头应作为一批。
钢筋接头试验取样方法及结果评定
钢筋接头试验取样方法及结果评定钢筋接头是建筑结构中十分重要的一部分,其连接的质量和性能直接关系到整个结构的安全性和稳定性。
对钢筋接头进行试验取样并评定其结果,对于保障建筑结构的安全至关重要。
1. 取样方法钢筋接头试验取样的方法需要遵循严格的标准和规范,以保证取样的准确性和代表性。
应该选择代表性良好的试验样品,通常情况下可以从各个部位随机取样。
取样的过程应当小心谨慎,避免破坏试验样品的完整性。
在取样的过程中,需要使用专业设备和工具,以确保取样的准确性和可靠性。
在取样完成后,需要将样品进行标注和记录,以便后续的试验和评定工作。
2. 试验评定钢筋接头的试验评定需要综合考虑多个因素,如连接强度、可靠性、持久性等。
评定的过程中,需要对取样的钢筋接头样品进行严格的试验,以获取其性能和特性数据。
在试验过程中,应该关注样品的承载能力、变形性能、耐久性等指标,以全面评定钢筋接头的质量和性能。
可以参考相关的标准和规范,对试验结果进行比对和分析,从而得出对钢筋接头质量的评定结论。
3. 个人观点和理解作为建筑结构中的重要组成部分,钢筋接头的试验取样和结果评定对于保障建筑结构的安全和稳定至关重要。
在进行试验取样和评定的过程中,需要严格遵循相关的标准和规范,确保取样的准确性和评定的客观性。
也需要充分重视试验结果的综合分析和评价,保证对钢筋接头质量的全面、深入和灵活的理解。
总结回顾钢筋接头试验取样方法及结果评定是建筑结构安全保障工作中的一项重要内容。
通过严格的取样和综合的试验评定,可以全面了解钢筋接头的质量和性能,从而为建筑结构的安全和稳定提供可靠的保障。
在日常的建筑工作中,需要充分重视钢筋接头的试验取样和结果评定工作,以确保建筑结构的安全和稳定。
钢筋接头试验取样和评定不仅仅是一项简单的工作,它涉及到建筑结构的安全和稳定。
要确保取样的准确性和代表性,需要经过严格的程序和步骤。
在进行取样时,需要选择代表性良好的试验样品,这样才能有效地评定钢筋接头的质量和性能。
监理工作中钢筋验收的技巧和方法

监理工作中钢筋验收的技巧和方法随着城市建设的不断发展,监理工作在工程中的重要性也愈加凸显。
其中,钢筋验收是监理工作中不可或缺的一环。
合理的钢筋验收技巧和方法可以确保工程质量,保障建筑安全。
本文将从多个角度阐述监理工作中钢筋验收的技巧和方法。
一、验收前的准备工作首先,进行钢筋验收前需要做好准备工作。
监理人员应提前了解工程施工图纸、工程规范和验收标准等相关资料,明确验收要求和验收标准。
同时,对施工方的资质进行核实,确保其具备相应的资质和经验。
二、验收时的观察与记录在进行钢筋验收时,监理人员应仔细观察施工现场的情况。
首先,要观察钢筋的配筋是否符合设计图纸的要求,包括钢筋的种类、直径、间距等。
其次,要观察钢筋的加工是否符合要求,是否有锈蚀、损伤等情况。
同时,监理人员要准确记录下这些观察结果,并拍摄照片作为备案。
三、验收的方法与工具钢筋验收需要运用合适的方法和工具。
例如,可以采用钢筋探伤仪对钢筋进行探测,检测是否有裂纹或腐蚀情况。
同时,还可以使用钢尺、千斤顶等工具对钢筋的尺寸和强度进行检测。
这些方法和工具能够提高验收的准确性和效率。
四、钢筋验收的重点问题在进行钢筋验收时,要特别关注一些重点问题。
首先,要注意钢筋的连接是否牢固,焊接是否合格。
其次,要检查钢筋的防锈处理是否到位,是否符合要求。
此外,还要注意钢筋的安装位置是否正确,是否与其他施工构件相干扰。
五、现场降解试验除了观察钢筋的外观和尺寸,进行钢筋的降解试验也是一个重要的验收环节。
降解试验可以评估钢筋的强度和质量。
监理人员可以选择一些样本进行试验,对试验结果进行统计和分析,以确保钢筋的质量符合要求。
六、材料检测与取样材料检测和取样也是钢筋验收的关键环节。
监理人员可以通过取样分析的方法,对施工材料进行检测,评估材料的质量和性能。
例如,可以对钢筋进行拉伸试验,测试其抗拉强度和伸长率等指标,确保材料质量符合标准要求。
七、验收过程中的沟通与配合在进行钢筋验收时,监理人员与施工方之间的沟通与配合也非常重要。
钢筋接头检验取样方法及试验结果评定

钢筋接头检验取样方法及试验结果评定引言钢筋接头是构成钢筋混凝土结构的主要组成部分之一,其质量直接影响到结构的安全性能及使用寿命。
为了保证钢筋接头的质量,需要进行检验取样及试验结果评定。
本文将介绍钢筋接头的检验取样方法及试验结果评定标准。
钢筋接头检验钢筋接头检验是对钢筋接头进行质量检查,可分为外观检验和尺寸检验。
外观检验外观检验主要是检查钢筋接头的表面有无裂纹、变形或变色等缺陷,同时检查钢筋接头的形状是否符合设计要求。
若表面有缺陷,则需要进行重新疏通、削除等修补措施。
尺寸检验尺寸检验主要是检查钢筋接头的长度、直径、肚宽等尺寸是否在设计范围内,以保证结构的安全性能。
若发现尺寸不符合要求,则需要对接头进行重新加工或更换。
钢筋接头取样钢筋接头取样是对钢筋接头进行试验,其目的是为了验证钢筋接头的质量是否符合设计要求。
钢筋接头取样可分为两种类型:无损检测与破坏检测。
无损检测无损检测是采用超声波、磁粉、液体渗透等技术手段进行的检测。
无损检测主要检验钢筋接头的内部缺陷、裂纹等不可见缺陷。
无损检测可以对接头进行有效的检验,但不能保证接头质量。
破坏检测破坏检测是采用试验机等设备对钢筋接头进行破坏性检测。
其目的是为了通过破坏试验得出接头的极限承载力和断裂形态。
破坏检测一般采用冲击试验和抗拉试验两种方式进行。
试验结果评定试验结果评定是对钢筋接头取样试验结果进行分析评估的过程。
其目的是为了对接头的质量进行评估,以决定其是否适合使用。
试验结果评定主要根据以下三个指标进行评定:极限承载力、断裂形态和塑性变形性能。
极限承载力极限承载力是指在钢筋接头试验过程中,所能承受的最大荷载。
极限承载力的大小与钢筋接头质量密切相关,若极限承载力值过小,则需要对接头进行修补或更换。
断裂形态断裂形态是指在钢筋接头达到极限承载力后,接头发生的断裂形态。
断裂形态不仅是一个安全性能指标,也是钢筋接头设计的重要参考指标。
若发现钢筋接头断裂形态与设计不符,则需要重新设计或修补接头。
钢筋检测细则
钢筋检测细则.检验项目表面质量、尺寸偏差、捻距、拉伸试验、弯曲试验、松弛试验。
2.取样方法和数量(1)取样数量预应力混凝土用钢绞线应成批验收,每批由一同一牌号、同一规格、同一生产工艺制成的钢绞线组成,每批重量不大于60t。
(2)取样方法从每批钢绞线中任取3盘,进行表面质量、直径偏差、捻距和力学性能试验。
如每批少于3盘,则应逐盘进行上述检验。
屈服强度和松弛试验每季度抽验一次,每次不少于1根。
从每盘所选的钢绞线端部正常部位截取1根750mm的试样进行试验。
3.结果评定和处理试验结果,如有一项不合格时则为不合格品,应报废。
再从未试验过的钢绞线中取双倍数量进行该不合格项的复验,如仍有一项不合格,则该批判为不合格品。
(九)钢筋连接(焊接)注:本工程采用墩粗直螺纹连接接头和电弧焊。
1.钢筋焊接接头(连接)方式和类型1.1钢筋接头方式:(1)焊接(2)机械连接1.2类型焊接有:(1)电阻点焊(2)闪光对焊(3)电弧焊:包括帮条焊、搭接焊、熔槽帮条焊、坡口焊、钢筋与钢板搭接焊、预埋件钢筋T形接头电弧焊、水平窄间隙焊(不能用于竖直钢筋)(4)电渣压力焊(5)气压焊(6)预埋件弧压力焊机械连接有:(1)墩粗直螺纹接头(用于本工程)(2)套筒挤压接头2.焊接检验项目(参考)焊接种类必试项目点焊焊接骨架抗剪试验、抗拉试验焊接网抗剪试验、抗拉试验、弯曲试验闪光对焊抗拉试验、弯曲试验电弧焊抗拉试验电渣压力焊抗拉气压焊抗拉试验、梁、板另加弯曲试验预埋件钢筋T形接头抗拉试验机械连接抗拉强度3.取样方法和数量焊接钢筋试验的试件应分班前焊试件和班中焊试件;班前焊试件是用于焊接参数的确定和可焊性能的检测。
班中焊试件是用于对成品质量的检验。
班前焊试件:在正式焊接施工前按同一焊工、同批钢筋、同焊接形式取模拟试件一组,试件数量和试验项目与班中焊试件相同。
3.1电阻点焊:(1)焊接骨架1)凡钢筋级别、直径及尺寸相同的焊接骨架为同一类型制品。
钢筋检测取样标准

钢筋检测取样标准
钢筋是混凝土结构中的重要构件,其质量直接关系到混凝土结构的安全性和稳
定性。
为了确保钢筋的质量,必须对其进行严格的检测和取样。
下面将介绍钢筋检测取样的标准和方法。
首先,钢筋检测应该在专业的实验室或者检测机构进行,这样可以确保检测结
果的准确性和可靠性。
在进行检测前,应该对检测设备进行校准,以确保其准确度和稳定性。
其次,钢筋的取样应该按照相关标准进行,一般来说,应该从不同批次、不同
规格和不同生产厂家的钢筋中进行取样。
取样时应该遵循一定的规则,比如取样位置应该在钢筋的中间位置,避免取样位置处于钢筋端头或者弯曲处。
在进行钢筋检测时,应该考虑以下几个方面,首先是外观质量的检测,包括表
面是否有裂纹、氧化等情况;其次是尺寸和几何形状的检测,包括直径、长度、弯曲度等;最后是化学成分和力学性能的检测,包括抗拉强度、屈服强度、延伸率等。
钢筋的取样也是非常重要的,取样的质量直接关系到检测结果的准确性。
在进
行取样时,应该遵循以下几点,首先是取样位置的选择,应该避免取样位置处于钢筋的端头或者弯曲处;其次是取样数量的确定,一般来说,应该根据钢筋的数量和规格来确定取样数量;最后是取样方法的选择,应该使用专业的取样工具,并严格按照标准操作。
总之,钢筋检测取样是确保钢筋质量的重要环节,只有严格按照标准和方法进行,才能确保检测结果的准确性和可靠性。
希望相关单位和人员能够高度重视钢筋检测取样工作,确保工程质量和人民生命财产的安全。
钢筋检测的取样及取样要求
钢筋检测的取样及取样要求钢筋混凝土结构用筋检测内容和使用要求:1,检测内容(1)钢材进场时,应按现行国家标准的规定抽取事件作用力学性能检测,其质量必须符合有关标准规定。
取样要求:1取样数量和批量(1)热轧带肋钢筋每批由同一牌号、同一炉罐号、同一规格的钢筋组成。
每批重量通常不大于60t。
每批钢筋应做2个拉伸试验、2个弯曲试验。
超过60t的部分,每增加40t(或不足40t的余数),增加1个拉伸试样和1个弯曲试样。
(2)热轧光圆钢筋每批由同一牌号、同一炉罐号、同一尺寸的钢筋组成。
每批重量通常不大于60t。
每批钢管应做2个拉伸实验、2个弯曲试验。
超过60t的部分,每增加40t(或不足40t的余数),增加1个拉伸试样、1个弯取试样。
(3)余热处理钢筋每批与重量不大于60t的同一牌号、同一炉罐号、同一规格、同一交货状态的钢筋组成。
每批钢筋应做2个拉伸试验、2个弯取试验。
(4)碳素结构钢每批由重量不大于60t的同一牌号、同一炉罐号、同一等级、同一品种、同一尺寸、同一交货状态的钢筋组成。
用《碳素结构钢》(GB/T700-2006)验收的直条钢筋每批应做1个拉伸试验、1个弯曲试验。
(5)冷轧钢筋每批由同一牌号、同一外形、同一规格、同一生产工艺和同一交货状态的钢筋组成,每批不大于60t。
逐盘或逐捆做1个拉伸试验,牌号CRB550每批做2个弯曲试验,牌号CRB650批号及以上每批做2个反复弯曲试验。
2 试样长度拉伸试样和弯取试样长度根据试样直径和所使用的设备确定。
日常使用参考长3 取样方法(1)拉伸和弯曲试验的试样可在每批材料中任选两根钢筋切取,钢筋试样不需做任何加工。
(2)上海市规定凡是表面轧上牌号标志的带肋钢筋,见证取样时截取的热轧带肋钢筋样品应当带有表面标志。
钢筋焊接接头件检测内容和使用要求1检测内容(1)在施工现场,应按国家规定标准,抽取焊接接头作力学性能检验,其质量应符合有关规程的规定,(2)闪光对接焊头每批应进行拉结和弯曲检测。
施工现场钢筋检验

处理钢筋 , 取样时在该批中任选 2 根钢筋 , 每 根上截取 2 , 个拉件 、 个弯件 , 2 段 1 1 即 个拉 件 、个弯件为~组 , 2 用铁丝捆好 , 并附上写明 该钢筋规格的标牌。试件不允许车削加工。 2 低碳钢热 轧圆盘条 ,取样 时任选 两 . 钢 筋进 场 检 验 盘, 去掉端头 50 l, 0 nn 各截取 1 / 个拉件 , 2 与 1 钢筋验收 。 . 2 盘 钢筋进场必须按批量检查验收 ,钢筋进 个弯件 ( 个弯件分别在 2 上取)合为一 用铁丝捆好 , 并附 上写明该钢筋规格的标 场必须有钢筋出厂证明 , 标明钢种 、 牌号 、 数 组 , 量 、化学成分 、力学性能 、厂家和出厂 日期 牌送试验室试验 。 3 以上取样试验结果 , . 如有一项不符合 等。 要求 ,应从同~批中另取双倍数 量的试样重 按批检查验收 。每批由同牌号 、同炉罐 号、 同规格 、 同交货状态的钢筋组成。每批重 做各项试验 , 如仍有~个试样不合格 , 该批钢 量不大于 6 对小于 3 的冶炼炉和连续坯 筋为不合格 品。 0。 t 0 t 4 每个试验最后要有结论 , . 结论 中要写 轧的钢筋 , 允许由同一牌号 、 同一冶炼方法 、 符合哪 条标准 , 或不符合哪 同一浇铸方法和不 同炉号组成混合批。但每 明依据什么规范 , 批不多于 6 个炉号 ,每炉号含碳量之差不大 条标准 。例 如 : 于 00%, .2 含锰量之差不大于 0 1%。检查 .5 热轧带肋钢筋 , 依据《 钢筋混凝土用热轧 带肋钢筋》(B19 —19) G 9 98 标准 , 4 符合 H B R 包括外观检查和钢筋试验等。 2 钢筋试验。 . 35 3 要求 ; 钢筋使用前 ,必须按规定代表数量和取 热轧光圆钢筋, 依据《 钢筋混凝土用热轧 样方法取样 ,进行 力学性能复验 。热轧钢筋 光圆钢筋》 G 03 9 ) (B 1 1 — 1标准 , 3 符合 I级钢 在加工过程中如发现脆断 、焊接性能不良或 要求 ; 低碳钢热轧圆盘条 , 依据《 低碳钢热轧圆 机械性能不正常等现象 ,应进行化学成分分 ( B T7 1 97标准 , 符合 Q 3 A或 25 析或其他专项试验 , 检验是否符合设计规范 盘条》 G / 0 —19 ) 要求 ,然后决定是否使用。试验报告和 出厂 B等级要求 。 证明要合并装订保存 。 预热处理钢筋 , 依据《 钢筋混凝土用预热 3 取样长度。 . 处理钢筋》G 04 9) (B1 1 — 1标准 , 3 符合 Ⅲ级钢 ≥ l2 l 0 n/ n: l拉 = 1 0 d+ 2 0 n/ 0 l n, l弯 要求 。 5 d + 2 0n/ 0 l no 三、 冷轧带肋钢筋检验 <02 l l 0n/ 拉=1 n: 0 d+20 h l =5 5 i m, 冷轧带肋钢 筋进 场后应按批检查 验收 , d + 2 0nn 。 0 ll 每批由同钢号 、 同规格和 同级别的钢筋组成 , 二、 热轧带肋钢筋、 热轧光圆钢筋、 低碳 重 量 不 大于 5 。 0t 钢热轧圆盘条、 预热处理钢筋检验 钢筋的力学性能应逐捆检验 ,从每捆取 热轧带肋钢筋 、 热轧光圆钢筋 、 低碳钢热 2 个试样 , 分别进行拉伸和冷弯试验。 取样长 轧圆盘条 、 预热处理钢筋批量取样 : 每批 ≤6 度见一 、 , 0 3试验结论应符合 《 冷轧带肋钢筋》 t , 每批取一组试样 。 ( B 178 9 ) 准 。 G 8 — 2标 3
钢筋连接的抽样方法及检验要求
钢筋连接的抽样方法及检验要求1.钢筋闪光对焊连接的抽样方法及检验要求1)钢筋闪光对焊连接的抽样方法在同一班内,由同一焊工按同一焊接参数完成的300个同类型接头作为一批。
一周内连续焊接时,可以累计计算。
一周内累计不足300个接头时,也按一批计算。
取样数量:外观检查,每批抽查10%的接头,并不得少于10个。
力学性能试验包括拉伸试验和弯曲试验,应从每批成品中切取6个试样,3个进行拉伸试验,3个进行弯曲试验。
2)钢筋闪光对焊连接的检验要求外观检查:接头处不得有横向裂纹;与电极接触处的钢筋表面,对于HPB235、HRB335、HRB400钢筋,不得有明显的烧伤;对于RRB400钢筋不得有烧伤;低温对焊时,对于HRB335、HRB400、RRB400钢筋,均不得有烧伤;接头处的弯折,不得大于3°;接头处的钢筋轴线偏移不得大于钢筋直径的0.1倍,同时不得大于2 mm;当有一个接头不符合要求时,应对全部接头进行检查,剔出不合格品。
不合格接头经切除重焊后,可提交二次验收。
拉伸试验:3个试样的抗拉强度均不得低于该级别钢筋的抗拉强度标准值;至少有两个试样断于焊缝之外,并呈塑性断裂。
当检验结果有一个试样的抗拉强度低于规定指标,或有两个试样在焊缝或热影响区发生脆性断裂时,应取双倍数量的试样进行复验。
复验结果,若仍有一个试样的抗拉强度低于规定指标,或有3个试样呈脆性断裂,则该批接头即为不合格品。
弯曲试验:弯曲试验结果中有2个试件发生破断时,应取双倍数量试件进行复验。
复验结果,仍有3个试件发生破断,则该批接头为不合格品。
2.钢筋电弧焊连接的抽样方法及检验要求1)钢筋电弧焊连接的抽样方法电弧焊接头应以一至二楼层中300个同接头形式、同钢筋级别的接头作为一批;不足300个时,仍作为一批。
取样数量:外观检查应全数检查;力学性能试验应从成品中每批随机切取3个接头进行拉伸试验。
2)钢筋电弧焊连接的检验要求外观检查:焊缝表面应平整,不得有凹陷或焊瘤;焊接接头区域不得有裂纹;咬边深度、气孔、夹渣等缺陷允许值及接头尺寸的允许偏差,应符合规定;坡口焊、熔槽帮条焊和窄间隙焊接头的焊缝余高不得大于 3 mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢筋验收检验取样方法及试验结果评定
钢筋验收检验取样方法及试验结果评定
材料试验是保证工程质量的前提,是IS09002质量保证体系的重要内容,其资料是工程质量追溯的依据,它必须真实准确。
创优质工程,特别是拿长城杯夺鲁班奖,必须加强试验工作。
1.钢筋
1.1.钢筋进场必须按批量检查验收,钢筋进场必须持有出厂证明,应有钢种、牌号、数量、化学成分、力学性能、厂家、出厂日期等。
按批进行检查验收。
每批由同牌号、同炉罐号、同规格、同交货状态的钢筋组成。
对小于30T的冶炼炉和连续坯轧的钢筋,允许由同牌号、同冶炼方法、同浇注方法、不同炉号组成混合批,但每批不多于6个炉号,每炉号含碳量之差不得大于0.02%,含锰量之差不大于0.15%;检查包括外观检查和试验等。
1.2.钢筋试验
钢筋进场使用前,必须按规定代表数量和取样方法取样,进行力学性能复验。
热轧钢筋在加工过程中发现脆断,焊接性能不良或机械性能不正常现象应进行化学成分分析或其他专项试验,检验是否符合设计及规范要求,然后决定是否使
用。
复验报告和出厂证明要和并装订保存。
1.2.1.热轧带肋钢筋、热轧光圆钢筋、低碳钢热轧盘圆条、预热处理钢筋批量取样:每批≤60T,每批取一组试样。
热轧带肋钢筋,热轧光圆钢筋、预热处理钢筋,取样时在该批中任选两根钢筋,在每根上截取两段,一个拉件、一个弯件,即二个拉件、二个弯件为一组,用铁丝捆好,并附上写明该钢筋规格的标牌。
试件不允许进行车削加工。
低碳钢热轧圆盘条取样时任选两盘,去掉端头500mm,截取一个拉件,两个弯件(两个弯件分别在二盘上取)为一组,用铁丝捆好并附上写明该钢筋规格的标牌送试验室试验。
1.2.2.取样长度
≥φ20mm:1拉=10d+200.1弯=5d十200
<φ20mm:1拉=10d+250.1弯=5d十200
以上取样试验结果,如有一项不符合要求,则从同一批中另取双倍数量的试样重做各项试验,如仍有一个试样不合格,则该批钢筋为不合格品。
1.2.3.试验结论
每个试验最后要有结论,结论中写明依据什么规范标准,符合哪条标准或不符合哪条标准。
例如:
热轧带肋钢筋,依据GBl499-1998标准,符合HRB335要求。
热轧光圆钢筋,依据GBl30l 3-91标准,符合I级钢要求。
低碳钢热轧盘圆条,依据GB/T701-1997,符合Q235要求。
预热处理钢筋,依据GB13014-91标准,符合III级钢要求。
1.3.冷轧带肋钢筋检验
冷轧带肋钢筋进场时,应按批进行检查验收,每批由同钢号、同规格和同级别的钢筋组成,重量不大于50T。
钢筋的力学性能应逐盘逐捆进行检验,从每盘、每捆取两个试样,分别进行拉伸和冷弯试验。
取样长度见(1.2.2),试验结论应符合GBl3788-92标准。
1.4.冷拉钢筋检验
冷拉钢筋应分批验收,每批由不大于20T的同级别、同直径的冷拉钢筋组成。
做力学性能试验时,从每批中抽取两根钢筋,每根取一拉一弯两个试样,四个试样为一组分别进行拉伸和冷弯试验,取样长度见(1.2.2),依据GB50204-92规范规定如有一项结果不合要求,应取双倍数量的试样重作各项实验,如仍有一个试样不合格,则该批冷拉钢筋为不合格品。
1.5.冷拔钢丝检验
冷拔低碳钢丝应逐盘检验。
相同材料盘条冷拔成同直径的钢丝,以5T为一批。
做力学性能试验时,甲级钢丝从每盘中任一端先去掉500mm,然后取一拉一弯两个试样,分别做拉力和l 80"ο反复弯曲试验,按其抗拉强度确定该盘钢丝的组别。
乙级钢丝分批比取样,同一直径的钢丝5T为一批,任选3
盘,每盘截取2个试样,分别做拉力和反复弯曲试验;如有一个不合格,应在未取过试样的盘中另取双倍数量试样,再做各项试验;如仍有一个试验不合格,则应对该批钢丝逐盘取样试验,合格者方可使用。
试验结论依据GB50204—92规范评定。