公差原则及其应用
公差独立原则的应用场合
公差独立原则的应用场合
公差独立原则是指在工程设计和制造过程中,不同特征的公差应该是相互独立的,这意味着一个特征的公差变化不会影响其他特征的公差。
这个原则的应用场合包括但不限于以下几个方面:
1. 工程设计,在产品设计阶段,当需要确定零件的公差时,公差独立原则可以应用于确保不同特征的公差相互独立。
例如,在设计机械零件时,如果一个特征的公差会影响到另一个特征的公差,就需要重新考虑设计,以确保公差独立原则得以满足。
2. 制造过程,在零件加工和装配过程中,公差独立原则也是至关重要的。
工程师和制造人员需要确保每个特征的公差都是相互独立的,以确保最终产品的质量和性能。
3. 产品装配,在产品装配阶段,公差独立原则可以帮助工程师和装配人员更好地理解和控制零件之间的公差堆积效应,从而确保装配后的产品符合设计要求。
4. 质量控制,在质量控制过程中,公差独立原则可以帮助确定合理的公差范围,并指导制定合适的质量控制方案,以确保产品质
量稳定性和可靠性。
总之,公差独立原则的应用场合涵盖了工程设计、制造过程、
产品装配和质量控制等多个方面,对于确保产品质量和性能具有重
要意义。
在实际工程中,工程师和制造人员需要严格遵守这一原则,以确保产品能够满足设计要求并具有良好的可靠性和稳定性。
尺寸标准公差
尺寸标准公差尺寸标准公差是指在工程设计和制造过程中,为了保证零件尺寸的精度和质量,对尺寸公差进行规定和控制的一种技术要求。
尺寸标准公差的合理选择和应用,对于提高产品的质量、降低成本、提高生产效率具有重要意义。
本文将就尺寸标准公差的概念、作用、选择原则和应用进行详细介绍。
一、尺寸标准公差的概念。
尺寸标准公差是指在设计图纸上规定的尺寸公差,用来限制零件尺寸的变化范围。
在实际生产中,由于加工误差、测量误差和材料性能的不均匀性等因素的影响,零件的尺寸很难完全符合设计要求。
因此,必须在设计图纸上规定一定的尺寸公差,以保证零件在加工和装配过程中的质量要求。
二、尺寸标准公差的作用。
1. 保证零件的互换性。
在一定的尺寸公差范围内,不同厂家生产的零件可以互相替换使用,提高了零部件的通用性和标准化水平。
2. 控制零件的加工精度。
尺寸标准公差的设置可以指导加工工艺和工艺装备的选择,保证零件的加工精度和表面质量。
3. 降低生产成本。
合理的尺寸标准公差可以减少对加工精度的要求,降低了加工难度和成本。
4. 提高产品质量。
通过尺寸标准公差的控制,可以减少零件的尺寸变化范围,提高了产品的质量稳定性和可靠性。
三、尺寸标准公差的选择原则。
1. 根据零件的功能和使用要求确定。
对于需要密封、传动、定位等功能的零件,应选择较小的尺寸公差;对于外形尺寸较大、结构简单的零件,可以适当放宽尺寸公差。
2. 考虑加工工艺和设备能力。
在选择尺寸标准公差时,必须考虑到加工设备的精度和加工工艺的可行性,避免因尺寸公差过小而导致加工难度和成本的增加。
3. 综合考虑经济性和可靠性。
在确定尺寸标准公差时,必须综合考虑产品的使用要求、生产成本和市场竞争力,寻求经济效益和产品质量的最佳平衡点。
四、尺寸标准公差的应用。
1. 在设计图纸上明确规定。
设计人员在绘制零件图纸时,必须根据零件的功能和使用要求,合理选择和规定尺寸标准公差,确保零件的质量和可靠性。
2. 在加工过程中严格控制。
简述公差原则

简述公差原则公差原则,又称公差控制原则,是指通过明确部件尺寸的公差限制,保证产品尺寸精度和互换性的一种制造原则。
在机械制造和加工过程中,公差控制是非常重要的工作,可以直接影响到产品的质量和性能。
公差原则是一种科学的、系统的尺寸控制方法,它对于机械制造和加工的质量和经济效益具有重要的意义。
公差原则的实质是通过优化设计、制造过程和加工工艺,控制产品大小和形状的误差范围,实现产品尺寸互换性,保证产品能与相同规格的部件或组件完全互换使用。
在机械制造和加工过程中,根据产品的使用要求和设计要求确定合理的公差范围,来控制部件的尺寸和形状,避免产品生产过程中的各种误差,确保产品尺寸精度和互换性。
公差原则的应用是基于加工误差和测量误差的制定。
加工误差是指因为机床刀具、材料变化等因素而导致的尺寸偏差。
测量误差是由于检测仪器和测量环境等因素造成的误差。
因此,通过合理的公差限制、加工工艺、测量方式和装置等手段,可以有效地控制产品的尺寸误差和形状误差。
公差原则的主要内容包括:构成公差、最小公差原则、方向公差、累积公差原则和公差检验等。
其中,构成公差是指通过多个部件的相互配合,消除单个部件之间的误差。
而最小公差原则则是指通过保留尺寸链的原则,将总体公差分配到各个零件上,从而使得所有零件尽可能达到最小公差集中的状态。
方向公差则是指通过控制加工过程中的方向误差,使得零件在拼接时能够实现最佳的互换性。
累积公差原则则是根据产品设计要求,通过公差的相互影响和累积,限制零件的总体尺寸误差。
公差检验则是指对零件的尺寸偏差进行测量和判定,保证产品的尺寸精度和互换性。
综上所述,公差原则在机械制造和加工过程中具有重要的作用。
通过合理的公差设计和控制,可以保证产品尺寸精度和互换性,提高产品的质量和经济效益,适应市场和客户的需求,从而提高企业在市场竞争中的竞争力。
公差原则应用及答疑
一、術語及其意義
6.實效尺寸
最大實體實效尺寸(MMVS) 最大實體實效狀態下 的體外作用尺寸,稱為最大實體實效尺寸。
單一要素:DMV、dMV 關聯要素:D′MV、d′MV
最小實體實效尺寸(LMVS) 最小實體實效狀態下 的體內作用尺寸,稱為最小實體實效尺寸。
單一要素:DLV、dLV 關聯要素:D′LV、d′LV。
可逆要求
一、術語及其意義
1.局部實際尺寸(Da,da)
指在實際要素的任意正截面上,兩對應點之間測得的距 離。
一、術語及其意義
2.作用尺寸
體外作用尺寸 指在被測要素的給定長度上,與實際內 表面(孔)體外相接的最大理想面,或與實際外表面(軸) 體外相接的最小理想面的直徑或寬度。
單一要素體外作用尺寸
一、術語及其意義
單一要素 在尺寸公差帶後 加注 E
用於被測要 素時
用於基準要 素時
在形位公差框格第二格 公差值後加 M
在形位公差框格相應的 基準要素後加 M
一、術語及其意義
4.實體尺寸
最大實體尺寸(MMS) 實際要素在最大實體狀態下 的極限尺寸,稱為最大實體尺寸。
孔和軸的最大實體尺寸分別用 DM、dM表示。
DM
= Dmin;dM = dmax。
最小實體尺寸(LMS) 實際要素在最小實體狀態下
的極限尺寸,稱為最小實體尺寸。
孔和軸的最小實體尺寸分別用DL、 dL 表示。 DL = Dmax;dL= dmin。
對一批零件而言,每個零件都不一定相同,但每個 零件的體外或體內作用尺寸只有一個。
對於被測實際軸,dfe≥dfi; 對於被測實際孔,Dfe≤Dfi。
一、術語及其意義
3.實體狀態
最大實體狀態(MMC) 實際要素在給定長度上處處 位於極限尺寸之內,並具有材料量最多時的狀態,稱 為最大實體狀態。
公差原则中相关要求的分析及应用

( ) 一 学习型 图书馆是主动、 协作式的馆 员继续教 育模式
所 谓学 习型 图书馆 , 指 能够 敏 锐地 观 察到 图书 馆 内外 环 境 的 是
各种变 化 , 通过 制度化 和有 组织 的形式 捕获 信 息 , 理 和使 用各 种知 管 识和技 术 , 并对 各种 变化及 时作 出调整 , 得图 书馆 作为 一个 整 体 系 使
L —
I _ _
理越过舞 f 鞋
蚓
体垃 )
坪搬曲
f 盛 奄 协4 他 ’
艘 b
)
() 2 当轴 的局部 实际 尺 寸处 于最 大 实体 尺 寸与 最 小实 体 尺寸 之
间, d 即 =I9 8时 ; 1. 对 于图 1 实 际 尺寸 没 有 充满 最 大 实体 尺 寸 形 成 的 整 个边 界 区 ,
引 言 公 差原则 …是用 来处 理 尺 寸 公差 与形 位 公差 之 间 关 系 的方 法 。
一
、
≤ D ; D =D
~
外 表面 ( ) ≤d = 一 十t d d = d ) 轴 d d 且 = ~ d = 。
4 含义 不 同” 、 () 1 当轴 的局部实 际 尺寸处 处 为最 大实 体 尺 寸 , d d 即 . =Io 2
d l I2 —Io 1 = o 1 见 示意 图 b 。 =, f o 2 . l I . ( )
一
一 - I
一 ・…
…
一
一
i
一 一…一
一
理想边界 ( 晟太实体边界)
理甚边羿 r 太空体实教边徉) 最
一
星盘瘩 盛
土
照 俘 蕊 埘 t 蔓 ,
1
第六节公差原则与实例分析
第六节公差原则与实例分析公差原则是指在产品设计与制造中,为了保证产品的质量和相互替换的可行性,针对不同的零部件和工艺要求制定适当的公差范围。
公差原则是实现产品交货质量的保证,同时也是确保产品生产制造的可行性的基础。
以下将通过实例分析来说明公差原则的具体应用。
首先,我们以一家汽车制造公司的生产线为例。
在汽车制造过程中,涉及到各种零部件的加工与安装,每个零部件都有其特定的公差范围。
例如,在车轮与车轴的安装过程中,需要考虑车轮与车轴的匹配度,确保安装后的车轮能够正常转动且不会出现偏差。
为此,汽车制造公司需要制定车轮与车轴的公差范围,例如车轮直径与车轴直径之间的公差为±0.1mm,以保证车轮能够在安装后的车轴上正常运转。
其次,我们以手机制造公司的生产线为例。
在手机制造过程中,涉及到各种零部件的加工与组装,如屏幕、电池、摄像头等。
每个零部件都有其特定的公差范围。
例如,在手机屏幕的制造过程中,需要考虑屏幕的大小、厚度以及显示效果等因素。
为此,手机制造公司需要制定屏幕尺寸与厚度的公差范围,以确保不同批次的屏幕能够正常安装在手机上,并且显示效果一致。
此外,公差原则还可应用于其他领域,如家电制造、航空航天、机械制造等。
在家电制造中,例如电视机的组装过程中需要考虑屏幕的尺寸、显示效果、音质等因素,为此需要制定相应的公差范围。
在航空航天领域中,飞机的液压系统需要涉及到各种油管的连接与安装,为了确保油管的密封性和可靠性,需要制定油管的公差范围。
在机械制造中,例如机器零件的加工与组装过程中需要考虑零件的尺寸、配合度等因素,制定适当的公差范围确保零件的互换性和装配的可行性。
综上所述,公差原则在产品设计与制造过程中起到了至关重要的作用。
通过合理制定公差范围,可以保证产品质量,提高产品的可替换性和互换性。
不同的产品领域和行业在应用公差原则时需要考虑不同的因素和要求,制定相应的公差范围。
通过实例分析,我们可以看到公差原则的具体应用,为产品交付的质量提供了保证。
公差原则以及合理的公差!
公差原则以及合理的公差!
公差原理是检验品质控制中重要的属性,它去界定了特定参数变量范
围内允许变量分布的范围。
它定义了容许误差的范围,以便在控制过
程中确保质量。
公差原则被大多数标准文本当中许多国家和企业制定的质量要求所采用,并且基本上在各个工业部门中使用。
即便如此,每个部门对公差
的界定也是不同的。
公差分类可以根据质量、用途和分析时期来确定,因为一些属性是仅
在生产阶段进行检查,而另一些要求在服务或使用期间也需要被检测。
总的来说,公差可以分为四种,分别为尺寸公差、形状公差、位置公
差和组合公差。
尺寸公差是指在已知尺寸范围之内接受被测产品的尺寸;形状公差是指在指定形状的情况下允许的最大偏离值;位置公差
是指在有限的空间范围内被测产品的位置;而组合误差是指描绘形状
和尺寸时必须考虑其他特征。
此外,另一个重要因素就是误差大小。
合理的公差可以分为让步公差
和松弛公差,它们受检测能力和过程影响而不同。
在所有情况下,应
尽可能保证公差分配,并确保公差满足国家或企业规定的质量要求。
总之,公差原则在检查品质控制过程中扮演的角色是至关重要的,它
定义了容许误差的范围,以便确保控制过程中的品质。
同时,应根据
检查能力与过程选择合理的公差,以期符合国家和企业对质量的要求。
形位公差,公差原则与应用
最大实体 状态
最大实体 尺寸
最小实体 状态
最小实体 尺寸
最大实体 实效状态
理想基准要素的简称,它是确定要 最 大 实 体 素间几何系的依据,分别称为基准点, 实效尺寸 基准直线( 轴 线 ) 和 基 准 平 面 (中 心 平面)
作为单一基准使用的单个要素
作为单一基准使用的一组要素
最小实体 实效状态
测量被测实际要素上具有代表性的 参数(即特征 参 数 ) 来 表 示 形 位 误 差 值
被测实际要素绕基准轴线回转过程 中,沿 给 定 方 向 测 量 其 对 某 参 考 点、 或线的 变 动 量。 变 动 量 是 指 指 示 器 最 大与最小读数之差
检测被测实际要素是否超过实效边 界,以判断合格与否
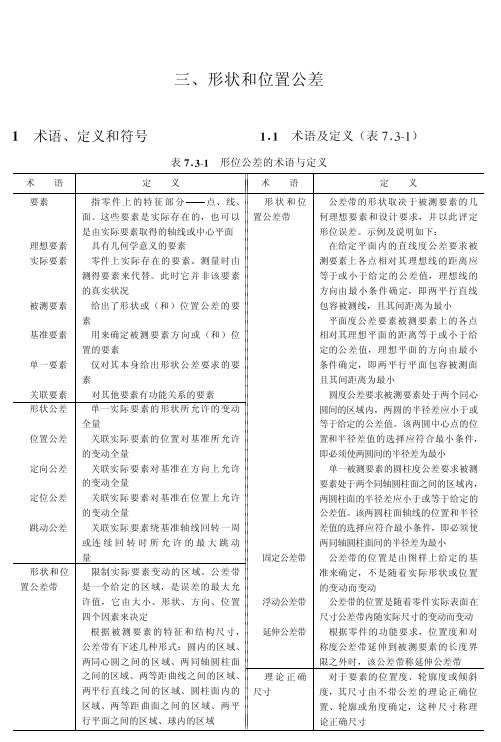
三、形状和位置公差
%+*
表!"#!# 被测要素、基准要素的标注及其他附加符号(摘自 "#/$%%&’—%(())
项目
符号
项目
符号
项目
符号
直接 被测要素的标注
用字母
理论正确尺寸
*+
包容要求
可逆要求 延伸公差带
基准要素的标注
最大实体要求
自由状态 (非刚性零件)条件
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
或连 续 回 转 时 所 允 许 的 最 大 跳 动
量
固定公差带
限制实际要素变动的区域。公差带
是一个 给 定 的 区 域, 是 误 差 的 最 大 允
许值,它由大小、形 状、方向、位 置 浮动公差带
四个因素来决定
根 据 被 测 要 素 的 特 征 和 结 构 尺 寸, 延伸公差带
《公差原则》课件
高精度测量技术
随着测量设备的不断升级,未来 将有更精确的测量方法应用于公 差原则中,以提高产品质量和稳
定性。
增材制造技术
增材制造技术为公差原则带来了 新的挑战和机遇,可以实现更复
杂结构和更高精度的制造。
多学科优化设计
未来将进一步融合多学科知识, 实现多目标优化设计,提高产品
的整体性能和可靠性。
应用展望
文字表示法的优点是详细具体,能够准确地表达公差原则的 含义和要求,适用于需要详细说明的场合。
表格表示法
表格表示法是一种综合性的表示方法,通过表格的形式来 表达公差原则中的各个元素及其相互关系。表格中可以包 含各种类型的公差信息,如尺寸公差、形位公差、表面粗 糙度等。
表格表示法的优点是信息量大、直观明了,能够全面地表 达各种类型的公差要求和相互关系,适用于需要详细分析 和比较的场合。
航空航天领域
随着航空航天技术的不断发展,公差原则在材料、结构和功能等方 面将有更广泛的应用。
汽车工业领域
汽车工业对质量和性能的要求不断提高,公差原则将在制造和装配 过程中发挥更加重要的作用。
医疗器械领域
医疗器械对精度和可靠性的要求极高,公差原则将在设计、制造和检 测过程中发挥关键作用,以确保产品的安全性和有效性。
在工艺过程中加入补偿环节,以修正制造误 差。
采用高精度加工设备
使用高精度的机床和加工工具,以提高制造 精度。
统计过程控制(SPC)
通过收集和分析制造过程中的数据,对过程 进行监控和调整,确保过程稳定。
检测与控制实例
轴的直径测量与控制
使用千分尺测量轴的直径,通过控制 车削参数和刀具磨损来控制轴的直径 公差。
选用方法
分析法
三种公差原则 -回复

三种公差原则-回复三种公差原则是工程建设和制造业中的关键概念,用于确保产品和结构的质量和精度达到特定的要求。
公差是指允许产品或结构尺寸、形状等特性的变化范围。
下面将一步一步回答中括号内的主题,详细介绍三种公差原则。
一、什么是公差?公差是在工程或制造过程中,为了满足产品和结构的设计要求而允许的尺寸、形状等特性的变化范围。
公差的存在可以弥补制造误差和材料特性的不确定性,使产品和结构的尺寸能够在设计要求的允许范围内进行波动。
二、为什么需要公差?工程建设和制造过程中,难免会出现制造误差或材料特性的不确定性。
如果没有公差的存在,任何微小的误差或波动都会导致产品或结构无法满足设计要求。
而公差的引入能够确保产品和结构在实际加工过程中能够实现设计要求,达到预期的质量和精度。
三、公差的种类公差可以根据其作用和适用范围分为三种类型:基本偏差、限制偏差和配合偏差。
1. 基本偏差基本偏差是一组与公差带上、下限无关的数值。
它是设计者根据产品或结构的功能和使用要求而决定的,通常由制造精度、材料特性和使用环境等因素决定。
基本偏差是用来定义尺寸偏差的起点,在制造或测量过程中,通过将基本偏差与公差带上、下限相加或相减,可以得到具体的尺寸公差。
2. 限制偏差限制偏差是指与产品或结构的功能和装配要求密切相关的公差。
它是根据产品或结构的使用要求和装配要求而决定的。
限制偏差规定了可接受的最大偏差值或范围,确保在装配和使用过程中,产品和结构的性能和功能不受影响。
3. 配合偏差配合偏差是指两个或多个相互连接的零件之间所允许的尺寸差异。
它是为了实现特定的配合要求而设定的。
配合偏差规定了两个或多个部件之间的尺寸工差,确保装配过程中的相互配合和运动要求得到满足。
四、公差原则的应用公差原则在工程建设和制造过程中的应用非常重要,能够保证产品和结构的质量和精度。
1. 公差原则的一致性公差原则要求在整个制造过程中,从零件设计、加工到装配,各个环节的公差都要一致和相互协调。
公差原则中的最大实体及应用研究

公差原则中的最大实体及应用研究在零件的精度设计中,绝大多数情况尺寸公差和形状、位置之间的关系都采用独立原则。
相关原则应用较少,但相关原则的意义重大,不容忽视,很有必要对相关要求中的最大实体要求和可逆要求在精度设计中的应用进行论述。
结合实例将其在各种约束条件下的设计进行了对比分析,系统的总结了最大实体要求和可逆要求在零件精度设计中的应用。
标签:最大实体可逆要求相关原则测量引言在零件的精度设计中,有时尺寸公差和形状、位置公差间可以相互补偿。
当零件的实际尺寸误差小于给定的尺寸公差值时,允许形状和位置公差数值适当加大,反之亦然。
这样,就可以根据零件的功能要求更加合理的分配尺寸公差和形状公差,提高产品的合格率,降低加工成本,增加产品的竞争力。
新的公差原则标准GB/T 4249-2009。
最大实体要求最大实体要求应用于被测要素時,被测要素的实际轮廓应遵守其最大实体实效边界,即在给定的长度上处处不得超出最大实体实效边界。
也就是说,其体外作用尺寸不得超出其最大实体实效尺寸。
而且,其局部实际尺寸不得超出最大和最小的实际尺寸。
最大实体要求应用于被测要素时,被测要素的行位公差值是在该要素处于最大实体状态时给出的。
当被测要素的实际轮廓偏离其最大实体状态时即其实际尺寸偏离最大实体尺寸时,形状误差值可以超出在最大实体状态下给出的行位公差值,即此时的行位公差值可以增大。
当尺寸公差和形状公差之间的关系采用最大实体要求时,图样上给出的形状公差值是当被测要素实际尺寸ds(或Ds)等于其最大实体尺寸时Dmms(或dmms)的形状误差值△f。
当被测要素的实际尺寸偏离最大实体尺寸时,行位公差允许增大,其增大的幅度取决于实际尺寸与最大实体尺寸的相关量。
行位误差:最大实体要求可用于被测要素,也可用于基准要素,他在图样上的标注为“ M ”,附注行为公差值后面或基准字母代号后面。
最大实体要求的几种特殊情况(1)最大实体要求的零形位公差最大实体要求的零形位公差只是一种当图样标记的行位公差值t为最大值的一种特殊情况;所以,无论是它在图样上的标记还是其行位误差值得计算,只要将通常情况下的最大实体要求中的t变为最大值就可以了。
汽车零部件设计中公差原则的应用与分析

汽车零部件设计中公差原则的应用与分析1 公差原则公差原则就是一项规定,针对于在设计零件要素时所必须遵循的原则,其主要是指在处理零件的尺寸公差与零件几何公差之间关系的规定。
汽车是人们在生活必不可少要使用的交通工具之一,能够给人们带来很大的便利。
因此汽车的安全以及使用要求显得如此地重要。
合理的汽车零件设计主要以推进汽车的零件的合理性为重点,不断创新设计的规划,提升使用能力,开创现代化汽车零件设计。
一是推进汽车安全性,打造现代化汽车设计。
要不断增强高质量发展的新动力源,必须统筹零件设计、构建材料、规模三大结构,努力提高中心汽车的综合承载力和资源优化配置能力。
我国汽车零件设计的趋势,要积极采取先进的科学技术,结合公差原则的应用,也就是说,合理地利用公差原则设计好汽车零件[1]。
1.1 独立原则独立原则是就是指在设计零件时,要将图样上的零件的尺寸的公差与零件的形位的公差要相互不交互,而是必须要相互独立,这样才能在原则上满足设计要求。
1.2 相关原则相关原则是就是指在设计零件时,要将图样上的零件的尺寸的公差与零件的形位的公差要相互交互,而是不相互独立,这样才能在原则上满足设计要求,其中包容要求原则是指要求零件的尺寸大小的实际轮廓,不得超越最大实体边界的原则。
这是汽车零部件设计所要满足的必要条件之一,从图纸上的设计到投入生产和使用的零部件是要符合现实需要的。
2 汽车零部件设计中公差原则的应用与分析2.1 独立原则在汽车零部件设计中的应用与分析汽车零部件都属于高精密配件,在加工的过程中对精度要求非常的高,特别是汽车的核心部件气缸,当在对气缸进行精密铣削、磨削、或打磨抛光的过程中,如果主轴达不到加工精度要求,可能会导致物料是严重损坏,甚至报废,造成了极大的成本损失,为此主轴的精度也就决定了汽车零部件加工的精度标准。
这也是汽车零部件设计完善中的一个方面。
汽车零部件设计不仅是材料的选择,汽车零部件设计是所有材料的统合以及设计的合理,所以要把汽车零部件设计统筹在一起,然后在一个整体的局势上来发展。
论公差原则及其应用
论公差原则及其应用作者:苏兆鹏来源:《科学与财富》2016年第13期摘要:本文分析了独立原则和相关要求的原理和应用。
讲述了形位公差和尺寸公差相互转化,指出了包容要求、最大实体要求、最小实体要求的不同使用环境。
关键词:形位公差;尺寸公差;相互转化;应用形位公差和尺寸公差之间相互关系的原则,称为公差原则。
按照形位公差与尺寸公差是否有关系(即是否能相互转化),将公差原则分为独立原则和相关要求两大类。
独立原则即图样上给定的尺寸和形状、位置要求均是独立的,应分别满足各自的控制要求的公差原则。
符合独立原则的形位公差和尺寸公差互不干涉,互不控制。
相关要求即形位公差和尺寸公差之间可以进行相互转化,包括最大实体要求、包容要求和最小实体要求。
本文重点讲述相关要求中尺寸公差和形位公差的相互转化及其应用场合。
1.独立原则及其应用独立原则是产品设计中处理尺寸与形位关系的主要原则和基本原则。
我国标准与世界各国标准是一致的,独立原则无符号。
也即图样上除了采用相关要求时需标出和外,其他各要素均采用独立原则,不加注任何符号。
被测要素不存在尺寸与形位的综合要求,独立原则没有控制边界,只有各自的控制极限。
在机器或仪表中,有一些零件或零件上的某些表面,既没有配合性质要求(不与偶合件配合),又没有装配要求(无需与相应件装配),但为了保证这类零件具有良好的功能要求,有的需要较高的形状精度,而对尺寸精度要求不高,有的对尺寸精度要求较高,而对形位精度要求不高,这时应采用独立原则。
如印刷机滚筒,其形状(圆柱度)精度要求很高,以保证印刷时它与纸面接触均匀,使印刷的图文清晰。
2.最大实体要求中形位公差和尺寸公差的相互转化及其应用最大实体要求是控制被测要素的实际轮廓处于其最大实体实效边界(MMVB)之内的一种公差要求。
最大实体要求适用于中心要素。
有最大实体要求时,图样上的形位公差值后面或基准字母的后面标注,此时给出的形位公差值是当被测实际尺寸或(和)基准实际尺寸处于最大实体尺寸时的形位公差值。
公差选用原则范文

公差选用原则范文公差是指零件尺寸允许的偏差范围,是衡量零件尺寸精度的重要指标。
在机械制造中,公差的选用原则非常重要,它不仅关系到产品的质量和性能,还与成本和生产效率密切相关。
以下是公差选用的一些原则:1.实用原则:公差的选用应以实用为原则,即要使零件既能满足使用要求,又能在制造条件下实现。
公差范围不宜过于严格,否则会增加成本和难度。
同时,为了提高产品的互换性和互换性,应尽量采用标准公差。
2.功能原则:公差的选用应基于零件功能的要求。
如对于传动件,公差应保证合理的传动精度和噪音要求;对于密封件,公差应能保证良好的密封性能;对于定位件,公差应能保证其定位精度等。
3.经济原则:公差的选用应考虑经济性原则。
公差的要求越高,对加工工艺和设备的要求就越高,生产成本也就越高。
因此,在经济性和功能性之间要进行权衡,选择合理的公差。
需要权衡的因素包括材料成本、设备成本、加工难度、手工加工等。
4.正确互换性原则:公差的选用应追求正确的互换性。
互换性是指两个零件之间的尺寸公差能够保证互相替换下,能够满足设计要求。
为了保证互换性,应尽量采用标准公差,并按照标准公差进行加工和检验。
5.拟合要求原则:公差的选用应符合拟合要求原则。
拟合要求是指零件之间的形状、位置和尺寸之间的相互关系。
公差的选用要满足设计的拟合要求,确保各零件之间能良好地协作,实现预期的配合质量。
6.安全可靠性原则:公差的选用应考虑零件的安全可靠性。
对于关键部件或承受较大力、扭矩、速度等载荷的部件,公差选取应更为严格,以确保其安全可靠运行。
7.实验反馈原则:公差选用还应基于实验反馈原则。
通过不断的试制、试装和试验,及时获取零件加工和使用中出现的问题和缺陷,并根据实验结果进行调整和改进,逐步优化公差选用。
综上所述,公差选用的原则应综合考虑实用性、功能性、经济性、互换性、拟合要求、安全可靠性和实验反馈等因素。
合理的公差选用能够有效提高产品质量和性能,同时降低生产成本和难度。
公差相关原则包括-概述说明以及解释
公差相关原则包括-概述说明以及解释1.引言1.1 概述公差是工程领域中一个十分重要的概念,它涉及到制造过程中可能出现的尺寸偏差和形位偏差。
在工程设计和制造中,公差的合理设置和控制对产品的质量和性能起着至关重要的作用。
本文将对公差的定义、相关原则和应用进行讨论,以及对公差的重要性进行总结,展望未来的发展方向。
希望通过本文的阐述可以更加深入地理解公差的重要性和应用原则。
1.2 文章结构文章结构部分:本文将首先介绍公差的概念和定义,然后深入探讨公差相关原则,包括公差的基本原则、公差的适用范围和公差的计算方法等内容。
接着将讨论公差在实际工程中的应用,包括在机械制造、汽车工业和航空航天领域的具体案例。
最后,文章将总结公差的重要性,并展望未来可能的发展方向,以及公差相关原则在工程设计和制造中的应用前景。
通过本文的阐述,读者将更好地理解公差的重要性和原则,以及掌握公差在工程领域中的应用方法和技巧。
文章1.3 目的:本文的目的在于探讨公差相关原则的重要性及其在工程设计和制造过程中的应用。
通过对公差的定义、相关原则和应用进行深入分析和探讨,旨在帮助读者更好地理解公差的概念和作用,以及如何在实际工程中正确应用公差相关原则,确保产品的质量和性能。
同时,本文也旨在引起更多工程师和制造商对公差问题的重视,促进相关领域的研究和发展,为未来工程设计和制造提供更好的指导和支持。
2.正文2.1 公差的定义公差是指在工程制图和产品制造中允许的尺寸偏差范围。
在实际生产中,由于材料、设备和工艺等因素的影响,制造出来的零部件很难完全与设计尺寸完全一致,因此需要对尺寸偏差进行控制和管理。
公差的设置能够保证产品的可靠性和可制造性,确保产品的功能和性能要求得到满足。
公差通常分为上限公差和下限公差。
上限公差指的是在设计尺寸上方允许的最大尺寸偏差,而下限公差指的是在设计尺寸下方允许的最小尺寸偏差。
通过设定合理的公差范围,可以确保产品在生产中能够达到规定的功能和质量要求,同时也能够在一定程度上控制制造成本。
公差原则在零件设计中的应用研究
公差原则在零件设计中的应用研究公差原则是指在零件设计中,为了确保零件在实际制造和装配过程中能够满足要求,需要给出允许的尺寸变化范围。
这个范围被称为公差,公差原则的应用研究对于提高零件的质量和性能非常重要。
公差原则的应用研究主要包括以下几个方面:1.公差设计原则:在零件设计过程中,需要根据零件的功能要求、制造工艺和装配要求等因素,合理确定公差的大小和分配规则。
公差设计原则主要包括最大材料条件、最小材料条件等。
最大材料条件是指设计的上限尺寸,最小材料条件是指设计的下限尺寸。
通过合理的公差设计原则,可以避免零件的尺寸偏差太大或太小,确保零件能够满足使用要求。
2.公差链分析:公差链分析是指在零件装配过程中,各个零件的尺寸偏差相互影响的分析。
在零件装配过程中,如果各个零件的尺寸偏差积累起来,可能会导致整个装配的尺寸偏差超过允许范围。
公差链分析可以帮助设计师在装配过程中合理分配和控制公差,从而确保装配质量。
3.公差分配:公差分配是指在零件装配过程中,合理分配各个零件的公差。
一般来说,制造精度高的零件应该有较小的公差,而制造精度低的零件可以有较大的公差。
通过合理的公差分配,可以最大程度地减少装配过程中的尺寸偏差,提高装配质量。
4.公差控制:公差控制是指在零件制造过程中,通过一系列的控制措施来控制零件的尺寸偏差。
常用的公差控制措施包括工艺参数的控制、设备的改进和工艺的改进等。
通过有效的公差控制,可以提高零件的制造精度,确保零件的质量和性能。
公差原则的应用研究对于零件设计的成功与否非常关键。
合理的公差设计原则、公差链分析、公差分配和公差控制等措施可以帮助设计师设计出满足要求的零件。
同时,公差原则的应用研究还可以降低零件的制造成本和装配成本,提高零件的一致性和可靠性。
因此,公差原则的应用研究具有重要的理论和实践意义。
_公差原则_标准的分析及应用_最大实体要求

表 1 术语及定义术语名称 符号 定 义 图例 ( 以孔为例)实际要素的任意正截面上两对应点之间的距离, 孔用 D a 、轴用 d a 实际尺寸AIS 表示。
见图例( b ) 中的 D 和图 1 ( b ) 、 ( c ) 中的 d 。
!0 . 03 &a a实际要素在给长度上处于 MMS ( D M 、d M ) 时, 且中心 要 素 的 形0 最 大 实 体 0 0实效状态MMV C 位误差等于形位公差值的综合极限状态。
0 30 . !实际要素在 MMV C 下的体外作用尺寸, 孔用 D M V 、轴用 d M V 表示。
( a ) 图样标注 ) 最 大 实 体即:D M V =D M - t 形位 ; d M V =d M +t 形位 。
见图例 ( b ) 中的 D M V 和图 1 ( b )D)实效尺寸 M MV S中的 d 。
M M BM M VB ( 7t (9 3 M V0 9 . .0 2 ! !)D具有理想形状且边界尺寸为 MMV S 的包容面 ( 极限圆柱面或两平D( 最 大 实 体 行平面) , 该包容面既包括内表面 ( 孔) , 也包括外表面 ( 轴) , 见图 3 0 实效边界 MMV B例 ( b ) 中的 MMV B 为内表面和图 1 ( b ) 、 ( c ) 的 M MV B 为外表面。
!( b ) D M V 与 D M 、t 形位 的关 系 《公差原则》标准的分析及应用 ——最大实体要求刘嵬嵬 李 莉 周 海 张也晗( 哈尔滨工业大学, 哈尔滨, 150001 )文 摘: 根据 《形状和位置公差》标准中的公差原则和公差要求规定及工程中的实际需要, 对最大实体要求的概念、图样标注方法以及它们在工程中的应用范围进行较详细地论述。
关键词: 形位公差; 公差原则; 最大实体要求; 分析与应用。
《航 天 标 准 化 》 在 2006 年 第 4 期 上 刊 登 了 最大实体要求适用于中心要素, 是指在设计 “《公差原则》标准的分析及应用”一文中, 差原则中的独立原则和包容要求作了介绍, 对公本文的 概时 用 最 大 实 体 实 效 边 界 ( MMVB ) 来 控 制 被 测 要 素的实际尺寸和形位误差的综合结果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
我国形位公差国家标准 (GB T 42491996 和 GB T 16671- 1996) 中明确规定了 处理尺寸公差和形位公差的公差原则, 并把 公差原则分为独立原则和相关要求, 相关要 求又分为包容要求、最大实体要求、最小实体 要求。 这些公差原则都是反映某种设计要求 提出的, 对于不同的功能要求采用不同的公 差原则。 1 独立原则
第 19 卷 第4期
标 准 化 报 道 R EPO R T IN G O F STANDA RD IZA T ION
·机械标准化·
V o l. 19 N o. 4 1998
公差原则及其应用
赵妙霞 陈洪根
(甘肃工业大学 兰州 730050)
摘 要 对 GB T 4249- 1996《公差原则》的图样标注、应用范围、检验等学习体会予以交流。 关键词 公差原则 国标 包容要求 最大实体要求 最小实体要求
41
4. 2. 1 最小实体要求应用于基准要素时, 基 准要素应遵守相应的边界。 若基准要素的实 际轮廓偏离相应的边界, 即其体内作用尺寸 偏离相应的边界尺寸, 则允许基准要素在一 定范围内浮动, 其浮动范围等于基准要素的
体内作用尺寸与相应边界尺寸之差。 4. 2. 基准要素本身采用最小实体要求时, 则相应的边界为最小实体实效边界。此时, 基 准代号应直接标注在形成该最小实体实效边 界的形位公差框格下面。 如图 8 所示。
图 1 为独立原则标注常见示例。
图 1 独立原则标注
1. 1 含义 给出的尺寸公差、形位公差彼此无关, 要
分别满足要求。 1. 2 识别
标注中无特殊记号或说明。 1. 3 职能 (见图 1)
对设计人员来说, 则要满足:
收稿日期: 1998- 05- 21 38
1. 3. 1 尺寸公差 是控制局部实际尺寸的 dm in ≤d a ≤dm ax, 局部实际尺寸应在 19. 979~ 20 范围内变化。 1. 3. 2 形位公差 图中给出的形状公差 0. 012 仅限制轴线的直线度误差, 即不管实 际尺寸为何值, 直线度误差都不允许大于 0. 012, 要满足: f (或 f ) ≤t (或 t)。 1. 4 检测
最大实体要求应用于基准要素时, 基准 要素应遵守其相应的边界, 若基准要素的实 际轮廓偏离其相应的边界, 即其体外作用尺 寸偏离其相应的边界尺寸, 则允许基准要素 在一定范围内浮动, 其浮动范围等于基准要 素的体外作用尺寸与其相应的边界尺寸之 差。
图 6 最大实体要求标注
4 最小实体要求
可逆要求应用于最小实体要求。 此时应同时
零件按泰勒原则检验: 用全形通规、用二 点式通规, 二者都得到控制。 2. 5 应用
经常用于有配合要求的场合, 特别是有 相对运动的配合面。 如回转轴的轴颈与滑动 轴承; 滑动套筒与孔, 滑动块与槽。 3 最大实体要求
最大实体要求适用于中心要素。
图 4 箱体通油孔
最大实体要求是控制被测要素的实际轮 廓处于其最大实体实效边界之内的一种公差 要求。当其实际尺寸偏离最大实体尺寸时, 允 许其形位误差值超出其给出的公差值, 此时 应在图样标注符号“M○”。 当其形位误差小于 给出的形位公差, 又允许其实际尺寸超出最 大实体尺寸时, 可将可逆要求应用于最大实 体要求。 此时应同时在其形位公差框格中最 大实体要求的形位公差值后标注符号“○R ”。 3. 1 最大实体要求应用于被测要素 3. 1. 1 含义 被测要素的实际轮廓在给定 的长度上处处不得超出最大实体实效边界, 即其体外作用尺寸不应超出最大实体实效尺 寸, 且其局部实际尺寸不得超出最大实体尺 寸和最小实体尺寸。 3. 1. 2 识别 在公差框格中, t (公差数值) 后加注“M○”。 3. 1. 3 职能 (见图 6)。 3. 1. 4 检测 用二点法测实际尺寸, 用综合 量规检验形位误差。
d a (表示局部实际尺寸) —— 二点法测 量: 通用量具、极限量规。
f (表示形位误差) —— 图形位误差测量 方法单独测量。 1. 5 应用
主要用于非配合要求部位, 但又有功能 要求的实际要素。
例 1 印刷机滚筒 (见图 2) ; 例 2 检测平板 (见图 3) ; 例 3 箱体通油孔 (见图 4)。 2 包容要求 GB 4249- 84 标准与 GB T 4249- 1996 标 准相比较, GB 4249 - 84 标准的“包容原 则”与 GB T 4249- 1996 标准的“包容要求” 大同小异, 前标准规定“包容原则”既可用于 单一要素, 又可用于关联要素; 而后标准明确 规定仅适用于单一要素, 如圆柱表面或两平 行表面 (图 5)。
图 8 最小实体要求用于基准要素的标注
参考文献
1 甘永立. 几何量公差与检测. 第四版, 上海: 科学技术出 2 潘宝俊. 互换性与测量技术基础. 北京: 中国标准出版
版社, 1997
社, 1997
Pr inc iple of Tolerance and It’s Appl ica tion
Z hao M iaox ia and C heng H ong g eng (Gan su Indu stria l U n iversity)
图 7 最小实体要求用于被测要素的标注
该孔应满足下列要求:
A 基准的位置度误差允许达到最大值, 即等
(a) 实际尺寸在 8~ 8. 25 mm 之内。
于图样给出的位置度公差 ( 0. 4 mm ) 与孔
(b) 实际轮廓不超出关联最小实体实效 的尺寸公差 (0. 25 mm ) 之和 0. 65 mm。
(a) 实际尺寸在 19. 7~ 20 mm 之内; (b) 实际轮廓不超出最大实体实效边界, 即其体外作用尺寸不大于最大实体实效尺寸 dMV = dM + t= 20+ 0. 1= 20. 1 mm。 当该轴处于最小实体状态时, 其轴线直 线度误差允许达到最大值, 即等于图样给出
39
的直线度公差值 ( 0. 1 mm ) 与轴的尺寸公 差 (0. 3 mm ) 之和 0. 4 mm。 3. 1. 5 应用 常用于保证自由装配的场合, (不接触任何工艺) 如用螺栓连接箱体和盖 板; 垫圈和衬套内外圆的同轴度; 盖板和箱体 以及法兰盘上孔组的位置度等。 3. 2 最大实体要求应用于基准要素
2. 1 含义 表示实际要素应遵守其最大实体边界,
其局部实际尺寸不得超出最小实体尺寸。
图 2 印刷机滚筒
图 3 检测平板
2. 2 识别 采用包容要求的单一要素应在其尺寸极
限公差带代号之后加注符号○E (见图 5)。
图 5 包容要求标注
2. 3 职能 采用包容要求时, 只给出了尺寸公差, 此
时它具有双重职能, 既控制尺寸公差, 又控制 形位公差。 允许形状误差完全取决于实际尺 寸, 假如 d a 处处等于MM S 时, f = 0; 当 d a 做到 49. 975 时, 形状误差允许可达 0. 0 25 mm。 2. 4 检测
边界, 即其关联体内作用尺寸不大于最小实 4. 1. 4 检测 检测较困难, 无法用量规检
体实效尺寸。D LV = D L + t= 8. 25+ 0. 4=
验, 但用三坐标测量机检验较多。
8. 65 mm。
4. 1. 5 应用 保持最小壁厚, 防止穿透。
当该孔处于最大实体状态时, 基轴线对 4. 2 最小实体要求应用于基准要素
加注○L 。
4. 1. 3 职能 (见图 7)。
图 7 (a) 表示孔
8+ 0. 0
25 的轴线对
A
基准
的位置度公差采用最小实体要求。 当被测要 素处于最小实体状态时, 其轴线对A 基准的 位置度公差为 0. 4 mm , 如图 7 (b) 所示。图 7 (c) 给出了表达上述关系的动态公差图。
最小实体要求适用于中心要素。
在其形位误差框格中最小实体要求的形位公
最小实体要求是控制被测要素的实际轮 廓处于其最小实体实效边界之内的一种公差 要求。当其实际尺寸偏离最小实体尺寸时, 允 许其形位误差值超出其给出的公差值。 此时 应在图样上标注符号“○L ”。
当其形位误差小于给出的形位误差, 又 允许其实际尺寸超出最小实体尺寸时, 可将
差值后标注符号“○R ”。 4. 1 最小实体要求应用于被测要素 4. 1. 1 含义 被测要素的实际轮廓在给定 的长度上处处不得超出最小实体实效边界, 即其体内作用尺寸不应超出最小实体实效尺 寸, 且其局部实际尺寸不得超出最大实体尺 寸和最小实体尺寸。
40
4. 1. 2 识别 在公差框格 t (公差数值) 后
Adstract: To comm un ica tion the study exp erience fo r N a tiona l Standa rd recomm end 4249- 1996 P rin2 cip le of To lerance, such a s design, the a rea of anno tstion, the a rea of app lica tion and check etc. Key W ords: P rincip le of to lerance, na tiona l standa rd, envelop e p rincip le, m ax im um m a teria l necessity, lea st m a teria l necessity
术语 22 认可 accred ita t io n
由权威机构对有能力执行特定任务的机构或个人给予正式承认的程序。
42