手工打样通知单
打样通知单

4.领:左右对称.串口要直.避免止口外翻.注意门襟长短
5.袖:吃势均匀.左右对称.刀眼对齐.袖叉平整
6:针距:3CM / 14针
7.封口在下摆处
注:样衣仅供参考
制单:设计师:生产部:
打样通知单
设计款号:试样001
生产款号:
数量:
款式:女西装上衣
工厂:
交期:
洗水方法:
制单日期:
款式图:
单位:CM
部位
36*
备注
胸围
92
袖窿底部量
腰围
74
下摆
102
最下端
后中长
61
ห้องสมุดไป่ตู้袖长
59
肩宽
39
后领中到肩点
袖口
12.5
工艺要求:
示意图:
1.布料先进行缩水处理再裁剪,注意裁片丝缕
2.烫衬部位:领面.领里.挂面.前片.后片下摆.袖口袖叉.袋口.后片上领圈和袖窿部位.袖窿烫钎条.翻驳线门襟直钎条
产品取样通知单(三联单)
记录代号:
使 用 号:
产品名称
使用部位
型号/规格
出厂编号
生产厂家
到货数量
到货时间
存放地点
备注
设பைடு நூலகம்物资部
(签字/日期)
质量部(签字/日期)
试验室(签字/日期)
注:此表一式三份,设备物资部、质量部、试验室各保存一份。
………………………………………………………………………………………………………
产品取样通知单(第二联)
记录代号:
使 用 号:
产品名称
使用部位
型号/规格
出厂编号
生产厂家
到货数量
到货时间
存放地点
备注
设备物资部
(签字/日期)
质量部(签字/日期)
试验室(签字/日期)
注:此表一式三份,设备物资部、质量部、试验室各保存一份。
……………………………………………………………………………………………………
产品取样通知单(第三联)
使 用 号:
产品名称
使用部位
型号/规格
出厂编号
生产厂家
到货数量
到货时间
存放地点
备注
设备物资部
(签字/日期)
质量部(签字/日期)
试验室(签字/日期)
注:此表一式三份,设备物资部、质量部、试验室各保存一份。
样品制作通知单
5、现时检测设备是否满足要求?□是□否建议:
6、现有机器设备是否满足要求?□是□否建议:
附加要求:
开发部评审人/日期:
品管评审/日期:
备注:
TP-QR-RD-008A
深圳市顶点科技有限公司
深圳市顶点通讯设备有限公司
样品制作通知单
NO:
样品类型:
样品名称:
样品编号:
样品数量:
下单日期:
要求交期:
市
场部
填
写
制作要求描述:
附加要求:
签发人/日期:
审批/日期:
开
发
部/品
管
部
填
写
评审内容:
1、样品数量能否保证?□是□否建议:
2、样品交期能否保证?□是□否建议:Βιβλιοθήκη 3、物料要求能否满足?□是□否建议:
打样通知单[空白模板]
![打样通知单[空白模板]](https://img.taocdn.com/s3/m/d733919327284b73f342500c.png)
产品
模号
前壳 后壳 电池盖 电池盖
4001 4002 4003 4003
宇龙
材料/颜色 PC+10GF 黑色 PC1414 黑色 PC1415 黑色 PC1415 黑色
深圳XXXX有限公司
打样通知单
拟制 审核 批准
工程师 项目经理 项目总监
日期 编号 核准
2014年11月6日 YM0001 总经办
5KG
300
10KG 620
喷涂蓝色
300
220
黑色UV (Orange 版)
360
260
红色橡胶漆 (电信 定制版)
260
150
表面印 260
220
夹心印 150
120
220
200
220
200
120
100
打样次 数
产品 前壳
模号 4001
CNC
投入数量 需求良品
300
260
完成时间 11月14日
镭雕
商务经理
计划专员
电话 XX-XXX-XX
委外加工
投入数量
需求 品
良 完成时间
打样次 数
投入数 量
需求 良品
完成时 间
其他1
打样次 投入数 需求 完成时
数
量 良品 间
打样次 数
投入数 需求 量 良品
其他2 完成时间
打样次 数
注意事项
1
前壳真镀及后壳/电池盖喷涂必须安排在白天,提前一天通知客户现场确认颜色。
2
电池盖喷红色橡胶漆用黑色素材,夹心印用10-15更新的图档。
项目
Y80
版本 orange版/电信定制版
XXPCB打样申请单

XXPCB 打样申请单项目编号 □ 手工样 □ 开模样 □ 修模 □ 共模打样(板号: ) PCB 板号 物料编号打样数量 供应商名称发出日期需求日期线路板材要求:□ 1.6mm FR-2 阻燃环氧(94V0) □ 1.6mm FR-1XPC 普通环氧(94V0) □ 1.6mm CEM-3 半玻纤 □ 1.6mm CEM-1 半玻纤□ 1.6mm FR-4玻璃纤维Fiber Glass □ 1.2mm FR-4玻璃纤维Fiber Glass □ 1.0mm FR-4玻璃纤维Fiber Glass □ 0.8mm FR-4玻璃纤维Fiber Glass □ 0.6mm FR-4玻璃纤维Fiber Glass □ 其它( )线路板层数要求:□ 单面板 □ 双面板 □ 4层板 □ 其他( ) 线路板工艺要求:□ 单面阻焊及单面字符 □ 单面阻焊及双面字符 □ 双面阻焊及单面字符 □ 双面阻焊及双面字符□ 单面阻焊及双面字符印碳膜 □ 双面阻焊及双面字符印碳膜 □ 其它( ) 线路板处理方式:□ H/0电镍 □ H/H 电镍 □ 1/0电镍 □ 1/1电镍 □ H/0电金 □ H/H 电金 □ 1/0电金 □ 1/1电金 □ H/0松香 □ H/H 松香 □ 1/0松香 □ 1/1松香 □ 其它( ) 线路板颜色要求:□ 绿油 □ 蓝油 □ 黑油 □ 红油 □ 其他( ) 备注:制定: 审核: 批准:厚度要求:(公差) □ ± 0.02 mm□ ± 0.05 mm□ +0.10/-0.05mm □ ± 0.10 mm □ ± 0.20 mm□ 其它( )XXPCB打样申请单使用说明1《XXPCB打样申请单》的作用《XXPCB打样申请单》的作用是,为PCB打样供应商提供制作参考,为PCB样品基本检查项目提供检验标准。
2《XXPCB打样申请单》的操作流程序号操作流程描述责任岗位备注1 PCB图档通过评审后,填写《XXPCB打样申请单》的电子档电子工程师2 将《XXPCB打样申请单》上传系统,走审批流程【PLM】电子工程师3 审批流程完毕后,采购根据《XXPCB打样申请单》安排PCB打样采购员3各主要栏位填写说明栏位填写说明供应商名称工程师在打样前知道供应商的则填写,不知道则不需填写,特别是开模时打样,有要求则需填写样品性质依据实际打样的PCB性质,填写是手工样,开模样品,修模样品还是共模样品,共模样品的需填写共板的板号线路板材要求依据实际打样的PCB对板材的要求,选择PCB的厚度,板材,误差要求,有特殊要求的在其他项里面注明线路板层数要求依据打样的PCB板实际情况,选择所需求的PCB线路设计的层数线路板工艺要求依据实际需求的PCB焊盘要求,字符要求,进行选择,有特殊要求,在其他栏注明线路板处理方式依据实际需求的PCB对表面的处理要求,进行选择,有特殊要求,在其他栏注明线路板颜色要求依据实际需求的PCB对表面颜色的要求,进行选择,有特殊要求,在其他栏注明备注若对PCB样品有其他共治具,拼板,走线等有特殊要求,在备注中填写4审批责任说明栏位岗位备注制定电子工程师审核电子组长批准产品设计部主管。
打样通知单

样单编号: 14-BR0001 客户名称: BR服装 客户款号: 款式描述: 男式梭织休闲裤 样品尺码: 部位 腰围(沿上腰口量) 臀围(档底上4英寸) 前浪(含腰) 后浪(含腰) 内长 外长 大腿围(裆下1英寸) 膝 围 ( 裆 下 14 英 寸 量 ) 脚口 脚口折边宽 门襟长(腰下口到 结) 34 36 43 3/4 12 17 1/4 32 43 1/2 26 1/2 18 3/4 18 1 6 1/2
小口袋嵌线宽 小口袋嵌线长 小嵌线口袋位(距前腰 底) (距后腰 小嵌线口袋位 底)
物料(面辅料)搭配说明
材料 65/35 T/C 斜纹 平纹纯 棉布 粘合衬 涤纶包 芯线402 梭织绵 缎主唛 黑色 黑色19-4006TC 黑底印浅色斜条 绿色 黑色19-4006TC 黑色19-4006TC 黑色细条纹 黑色194006TC 印花 绿色17-6030 黑色194006TC 黑色 194006TC 棕色细条纹 深棕色19-0812 印花 绿色17-6030 黑色19-4006TC 深棕色19-0812 —— 深卡其色 深卡其17-1022 印花 绿色17-6030 白色 深卡其17-1022 金属枪色 金属枪色180306TC 印花 绿色17-6030 黑色194006TC 金属枪色 180306TC 功能/位置 裤身 左腰及前后口袋 腰里 腰、裤袢、门襟 所有用线(含套结、 锁眼) 狐狸头形态“开发品 ”、含尺码 厂供 厂供 厂供 备注
B07 C01 0 1 X X03 R S01 U03 U05 Z10
Z10a Z11a ZF ZP04a ZP04b ZP04d ZP43 ZP19 ZP20 ZP21 ZP22
34 7 1 1/2 1 5/8 1 5/8 7 13
工程样品制作通知单

质检部质量确认:
核准:
工程:
审核:
客户
上海正源汽车附件有限公司
工程样品制作通知单
产品名称
新品打样 设变打样
年月日 打样数量 完成日期
打样工艺流程:==》机加工。。。。。==》全检 品质重点说明:1.针对机加工规格填写完整。2.针对外观要求填写完整
确认签名
生产负责人会签: 剪切 使用人力、工时记录: 冲压使用人力、工时记录: 机加工使用人力、工时记录: 倒角使用人力、工时记录: 抛光使用人力、工时记录: 整形使用人力、工时记录: 清洗使用人力、工时记录: 包装使用人力、工时记录:
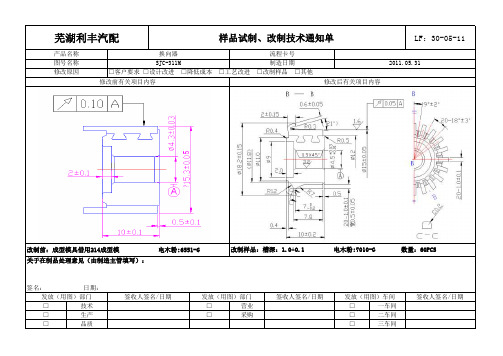
样品试制、改制技术通知单
□技术□营业□一车间□生产
□采购□二车间□品质□三车间样品试制、改制技术通知单LF:30-05-11产品名称
换向器流程卡号芜湖利丰汽配
图号名称
SJC-311M 制造日期2011.05.31修改前有关项目内容修改后有关项目内容
修改原因□客户要求 □设计改进 □降低成本 □工艺改进 □改制样品 □其他
改制前:成型模具借用214成型模 电木粉:6551-G
改制样品:槽深:1.0±0.1 电木粉:7010-G 数量:60PCS
签收人签名/日期发放(用图)部门
签收人签名/日期关于在制品处理意见(由制造主管填写):
签名: 日期:
发放(用图)部门签收人签名/日期发放(用图)车间。
样品报价打样通知单
样品数量:
PCS
复核
审核
主管
专员
※ 客户需求:(请填写于厂务回传的报价单上,请于□打「V」)
客户预计需求量 □
PCS/月
□ 仅一次需求
□
PCS/季
□
PCS □ N/A (说明:
客户预计下单日 □ 年 月 日 □ N/A (说明:
厂务回覆
PCS/年 ) )
单 价@ 单重
元。
模 具 费 : □有 备注
元。□无
复
审
厂主
核
核
务管
主
专
管
员
样品检验记录
日期:
项目 头径头厚 牙长牙径 Q 值 1 2 3
P06-01D
样
品
□ 报价 □ 打样
通
知单
订购日期﹕ 年
编号
规格
头径
±
牙长
±
月日 针号
头厚 牙径
Q值
± ±
自攻牙对锁件材质:□ 铁件 □塑胶 □ 铝 □ 其他
预定交期: 年 ± 公司料号
客户料号
客户/机种
连络人/分机 单号 数量
ERP 样品料号
月日
PCS
。对锁件孔径:
备注
送 样 日期:
※ 急件或再次打样 □ 急件 □ 再次打样 原因:
打样通知书
编制:
审核:
批准:
日期:
上虞市新弘包装有限公司
打(试)样通知书
产品名称 工艺
工序 工艺要求
客户名称 客样编号
需求数量
申请单号
需求时间 备注 主管会签
注塑
部 (意见描述):
专案品保 (意见描述):
注 意 事 项
备注;1、此通知单由各部门负责人会签后,必须负有高度责任感,视打样与生产同等重要,按计划时间完成打样任务,如确实 因无法阻抗的原因,请知会技术部协调处理,同意后务必按延单时间内完成。2、备注一栏可提议部门意见或计划时间。3、样 单号由技术部打样负责人汇总填写。4、各部门打样人员必须认真记录工艺参数、耗材明细、人工时、合格率等。