绘制连杆螺栓零件图
绘制活塞连杆总成装配图
任务分析
• 相关知识的掌握 1. 装配图(装配图与零件图的区别和各自作
用) 2. 读装配图的方法与步骤 3. 活塞连杆总成的组成与功用
绘制活塞连杆总成装配图的任务是通 过选择活塞连杆总成视图的表达方法,确 定活塞连杆总成各零件之间的装配关系, 绘制活塞连杆总成的装配图
任务实施方案
• 活塞连杆总成的识别:
• 10-连杆;
• 11-连杆螺栓;
• 12-连杆盖;
• 13-连杆螺母;
• 14-连杆轴承。
绘制活塞连杆总成的装配示意图
• 确定装配关系(由上图可知)
活塞销与活塞销孔相配合; 连杆衬套内圆柱面与活塞销 中部外圆柱面相配合,连杆 衬套外圆柱面与连杆小头孔 相配合。连杆盖用连杆螺栓 9连接,内孔中装有连杆轴 瓦,活塞环2、3装在活塞上 部的环槽内,为了防止活塞 销左右轴向移动,在活塞销 孔的两端装有锁环,为了防 止连杆螺母松动,采用了开 口销锁定。
弄清活塞连杆总成的组成与功用、性能、 工作原理、传动系统和运转情况
活塞连杆的装配关系
• 1-第1道气环;
• 2-第2、3道气环;
• 3-油环刮片;
该部件装配在发动机中•,-活 活塞塞销;;
往复运动转化为曲轴的•
•
7-活塞销卡环; 8-连杆总成;
回转运动,给汽车提供•动9力-连杆衬套;
和标题栏
No Image
部分资料从网络收集整 理而来,供大家参考,
感谢您的关注!
视图的选择 主视图(局部剖视)、左视图
绘制活塞连杆总成装配图
• 按国家制图标准设置1:1比例、图幅等基础 环境
• 布置图形,画基准线对视图进行定位 • 画底稿线 • 先画主要装配件,逐步向外扩展。步骤的先后
一组 绘制连杆螺栓零件图

• 普通螺纹标注:由螺纹代号,螺纹公差带号和螺纹旋合长度代 号三部分组成 • 螺纹代号具体格式: 牙型符号*公差直径x螺距*旋向 螺纹公差代号 中径公差代号*顶径公差带号-旋合长度代号
尺寸测量
• 确定螺纹的线数和旋向 • 确定牙型和螺距 • 确定大型的螺纹长度或深度
连杆螺栓图片
螺纹的基本要素
螺纹牙型:在通过螺纹轴线的断面上,螺纹的轮廓形状称为螺 纹牙型 大径,中径,小径 线数:有单线和多线之分 导程:同一条螺纹线上的相邻两牙在中径线上对应两点间的轴 向距离称为导程,用ph表示 螺距 旋向:有左旋和右旋之分
螺纹分类
分为连接螺纹和转动螺纹
知识目标
1.掌握汽车发动机连杆螺栓的测量方法 2.掌握汽车发动机连杆螺栓的绘制方法 3.掌握螺栓等常用件的表达方法 4.进一步掌握尺寸公差与配合、形位公差、表面粗糙度的标注方 法
能力目标
1.能够通过查阅资料制定连杆螺栓测绘方案; 2.能够合理选择测量工具,采用正确的测量方法测量连杆螺栓的 尺寸及公差、形状和位置公差; 3.能够正确使用绘图工具,采用合理的零件表达方案,绘制连杆 螺栓的零件图。
绘制连杆螺栓零件图
汽修1531
一组
胡冠军 赵伟 徐威 钱董浩 徐朱霖 钦昊天 王国心 李明远 张海军
连杆螺栓零件图的 绘制
螺栓的定 义及基本 要素
掌握连杆 螺栓的测 绘表达方 法
正确使用 绘图工具 合理的表 达零件
连杆螺栓的定义:
连杆螺栓是指螺栓头部和螺杆连接在 一起的紧固件,是需要配合螺母一起使用 的。
机械制图-零件图

8
8
34
48
A
B
C
D
A
B
C
D
8
34
48
42
合理
不合理
*
铣工保证的尺寸
车工保证的尺寸
*
分散标注—不好
集中标注—好
*
内 部 结 构 及 尺 寸
外 部 结 构 及 尺 寸
*
砂型铸造的过程: 1.做木模、泥芯箱; 2.制成型箱和泥芯; 3.放入泥芯,合箱; 4.将熔化的金属液体浇入空腔内; 5. 清砂并切除铸件上冒口和浇口处的金属块; 6. 机械加工。(如有特殊要求,要时效处理后才能进行机械加工)
B-B
⑶ 选其它视图
半剖的左视图: 表达主体外形特征、左侧方板形状及内孔的结构等。
俯视图: 表达整体形状及顶部扇形结构形状。
*
*
基本视图
辅助视图
*
⑴ 分析零件
功用: 箱体壁是传动轴的轴承孔系,用来支承蜗杆蜗轮轴、圆锥齿轮轴的轴承,箱内还盛放一定量的润滑油。
形体结构: 箱壁四周是轴承孔,其上有油标螺孔、排油螺塞孔。箱体顶部的四个螺孔用于连接箱盖。底部有底板,上有四个安装孔。
轴承孔
*
⑵ 选择主视图
投射方向
主视图
比较A.B两方向
A
B
*
⑶ 选其它视图
选择移出断面表达支撑板断面的形状。
还需选择什么视图呢?
全剖的左视图
选择B向视图表达底板的形状。
B
A-A
A
A
B
视图方案一
*
视图方案二:
俯视图:B-B剖视,表达底板与支撑板断面的形状。
B-B
开题报告--4102C柴油机曲轴连杆活塞组改进设计

1.方案选择
主要参数选择,及其依据。
2.曲轴、连杆、活塞设计
绘制曲轴、连杆、活塞零件图并说明其设计想。
3.主要曲轴、连杆、活塞尺寸公差分析
对于曲轴、连杆、活塞零中的主要尺寸公差,对于其对发动机影响进行分析。
4.设计(或研究)方法
1)、要查阅相关的书籍资料和各种期刊,以及近几年来有关4102C型直列四冲程柴油机的相关知识。
2)、了解国内外该机型的一些主要设计参数以及基本要求,确定自己设计的主要结构参数。
3)、在设计过程中,要与小组成员一起经过仔细讨论,要团结合作,确定主要零部件的结构方案。
5.实施计划
第5~6周查阅资料,撰写与修改开题报告,分析、选择总体设计方案。
第7~14周总体与零部件设计、绘图与设计
第15周撰写说明书,翻译外文资料
1)结构简单,尺寸紧凑、可靠耐用
2)在保证具有足够强度和刚度的前提下,尽可能减轻重量,以降低惯性力。
3)尽量缩短长度,以降低发动机的总体尺寸和总质量。
4)大小头轴承工作可靠,耐磨性好。
5)连杆螺栓疲劳强度高,连接可靠。
连杆既是传力构件,又是运动件,因此,不能单靠加大连杆的尺寸来提高承载能。
必须从材料、构形设计、热处理季表面强化等方面采取措施,来解决连杆尺寸、重量和强度、刚度之间的矛盾。
河南科技大学毕业设计(论文)开题报告
(学生填表)
学院:车辆与动力工程学院2013年4月9日
课题名称
4102C柴油机曲轴连杆活塞组改进设计
学生姓名
孟飞
专业班级
热发091
课题类型
工程设计
指导教师
马志豪
职称
教授
课题来源
《汽车构造》第二章曲柄连杆机构

3)按排列形式分
直列式(<6缸),V型>8缸),水平对置式 优缺点: 优缺点: 直列式:结构简单、长度、 高度较大(垂直、倾斜、 水平)。 V型:刚度大、缩短发动 机的长度、高度、质量。 水平对置式:高度最小、 使轿车和大客车总布置更 方便。
(c)水平对置式 水平对置式
(a)直列式 直列式
(b)V型 型
2.活塞的变形与防治措施 2.活塞的变形与防治措施
活 塞 受 力 情 况
采用的措施: 采用的措施:
(1)冷态下,将活塞裙部加工成断面为长轴垂直于活塞销的 椭圆。
采用的措施: 采用的措施:
(2)上小下大的阶梯形、近似圆锥形、阶梯型或 桶形(任何情况下都能得到良好润滑,但加工困难)。
采用的措施: 采用的措施:
扭曲环
锥面环
梯形环
桶面环
气环的泵油作用
活塞 汽 汽 活塞
缸
缸
2.油环 2.油环 种类 普通油环
上刮片
组合油环
示 意 图
刮片
油环的刮油作用
2.2.3 活塞销
作用: 作用:连接活塞和连杆小头,并把活塞承受 的气体压力传递给连杆。 材料与工艺: 材料与工艺:优质低碳钢,表面淬火、精磨。
1.活塞销的形状 1.活塞销的形状
1.连杆的结构 1.连杆的结构
连杆主要由连杆 小头、连杆杆身、连 杆螺栓、连杆大头、 连杆轴瓦和连杆盖等 组成
2.1 机体组
机体是构成发动机的骨架,是 发动机各机构和各系统的安装基础, 其内、外安装着发动机的所有主要 零件和附件,承受各种载荷。因此, 机体必须要有足够的强度和刚度。 机体组由汽缸体、曲轴箱、 汽缸盖、汽缸垫和油底壳等固定机 件组成。
图2-1 机体组的组成部件 1—汽缸盖; 2—汽缸体; 3—汽缸垫; 4—汽缸体—曲轴箱; 5—油底壳
汽车发动机连杆的选材与热处理工艺课程设计
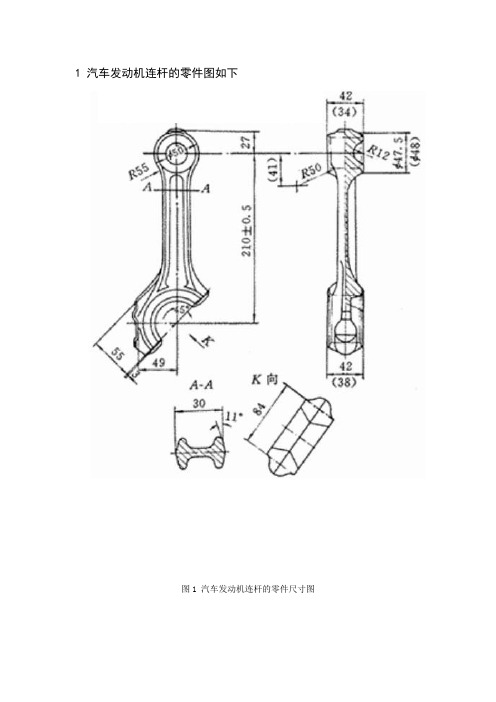
1 汽车发动机连杆的零件图如下图1 汽车发动机连杆的零件尺寸图2 服役条件与性能分析连杆(link)是指连杆机构中两端分别与主动和从动构件铰接以传递运动和力的杆件。
例如在往复活塞式动力机械和压缩机中,用连杆来连接活塞与曲柄。
连杆多为钢件,其主体部分的截面多为圆形或工字形,两端有孔,孔内装有青铜衬套或滚针轴承,供装入轴销而构成铰接。
连杆是汽车发动机中的重要零件,它连接着活塞和曲轴,其作用是将活塞的往复运动转变为曲轴的旋转运动,并把作用在活塞上的力传给曲轴以输出功率。
服役条件:连杆在工作中,其受力状态如下:1)承受燃烧室燃气膨胀产生的压力。
2)活塞连杆作往复运动的惯性力(承受拉伸载荷)作用。
3)连杆高速作往返运动所产生的纵向和横向惯性力(承受弯曲载荷)的作用因此,连杆在一个复杂的应力状态下工作。
它既受交变的拉压应力、又受弯曲应力。
失效形式:连杆的主要损坏形式是疲劳断裂和过量变形。
通常疲劳断裂的部位是在连杆上的三个高应力区域,,即杆部中间、小头和杆部的过渡区以及大头和杆部过渡区( 螺栓孔附近)。
性能要求:连杆的工作条件要求连杆具有较高的强度和抗疲劳性能;又要求具有足够的钢性和韧性。
3 技术要求连杆的热处理技术要求为:根据中华人民共和国汽车行业标准(QC/T527-1999)--汽车发动机连杆技术条件规定:连杆经调质处理,硬度为HB217~293(20~30HRC),显微组织为均匀细小晶粒的索氏体。
4 选材连杆通常采用中碳钢或合金钢模锻或辊锻而成,常用的材料有45、40Cr、35CrMo等,也有少数采用稀土镁球墨铸铁制造连杆,然后经过机械加工和热处理。
连杆杆身多制成“工”形截面,该截面可以在质量尽可能小的情况下,获得足够的刚度和强度。
(1)比较40Cr, 35CrMo, 45如下:①45钢45钢是普通的中碳结构钢,冷热加工性能都不错,机械性能较好,且价格低、来源广,所以应用广泛。
它用做截面尺寸较小或不要求完全淬透的零件,经过调质处理后,硬度可达到20-25HRC,表面淬火之后硬度为48-52HRC。
基于ug的曲柄连杆机构的运动仿真

摘要: 三维模型虚拟设计是机械设计的必然趋势。
该文简述了三维设计软件UG NX5.0的强大功能,并且结合发动机曲柄连杆机构实现了模型的虚拟设计、虚拟装配及三维动态真。
关键词:虚拟设计;虚拟装配;三维动态仿真Engine Crank and Link Mechanism Motion Animation Based on UGAbstract: Three - dimentional model virtual design is the tendency of mechanic design. The paper simply state its powerful function of UG NX5.0 with three dimentional design soft, and realize model virtual design、virtual assembly and three - dimentional dynamic animation combined with engine crank and link mechanism.Key words: virtual design; virtual assembly; three - dimentional dynamic animation目录序言 (1)第1章基于UG的曲柄连杆机构的运动仿真的简介 (3)1.1 发动机曲柄连杆机构的虚拟设计 (3)1.2 虚拟装配 (4)1.3 运动仿真 (4)第2章曲柄连杆机构的拆装和零件的测绘 (6)2.1曲柄连杆机构的拆卸 (6)2.3 零件的测绘 (9)2.3.1 游标卡尺的读数原理和读数方法 (9)2.3.2 直径和孔深尺寸的测量 (10)2.4 测绘零件时的注意事项 (10)第 3章曲柄连杆机构的三维造型 (12)3.1曲柄的绘制过程 (14)3.2连杆的三维造型 (22)3.3 活塞的三维造型 (27)第4章曲柄连杆机构的虚拟装配 (33)4.1 装配综述 (33)4.2 曲柄连杆机构的装配实例 (34)第5章曲柄连杆机构的运动仿真 (38)5.1运动仿真综述 (38)5.2 运动仿真创建实例 (40)参考文献 (46)致谢 (47)曲柄连杆机构运动仿真设计(基于UG)序言虚拟技术是近年来随着计算机辅助设计技术发展起来的一种新型技术。
机械制图之零件图(四)

机械制图之零件图(四)编者:机械设计不只是使⽤3D软件画3D图,只有会了这些知识才叫设计刚刚⼊门。
“回归基本⾯”,⽆论你作了三年五年或⼗年,确信这些知识你已经掌握了,融会贯通了,学以致⽤了吗?零件图表达了零件的结构形状,尺⼨⼤⼩和技术要求。
零件图是⽤来指导制造、⽣产加⼯和零件检验的图样。
在⽣产过程中,要根据零件图注明的材料和数量进⾏备料;根据图⽰的形状、尺⼨和技术要求来加⼯制造;最后还要根据图纸进⾏检验。
6 零件结构的⼯艺性机器上绝⼤多数零件,都是通过铸造和机械加⼯来形成,因此,在画零件图时,应该使零件的结构既能满⾜使⽤上的要求,⼜要⽅便制造。
6.1 铸造零件的⼯艺结构⼀、拔模斜度⽤铸造的⽅法制造零件⽑坯时,为了便于在砂型中取出模样,⼀般沿模样拔模⽅向作成约1:20的斜度,叫做拔模斜度。
因此在铸件上也有相应的拔模斜度,如下图a所⽰。
这种斜度在图上可以不予标注,也不⼀定画出,如下图b所⽰;必要时,可以在技术要求中⽤⽂字说明。
⼆、铸造圆⾓在铸件⽑坯各表⾯的相交处,都有铸造圆⾓(下图),这样既能⽅便起模,⼜能防⽌浇铸铁⽔时将砂型转⾓处冲坏,还可以避免铸件在冷却时产⽣裂缝或缩孔。
铸造圆⾓在图上⼀般不予标注,常常集中注写在技术要求中。
下图所⽰的铸件⽑坯的底⾯(作为安装底⾯),需要经过切削加⼯。
这时,铸造圆⾓被削平。
三、铸件壁厚在浇铸零件时,为了避免各部分冷却速度的不同⽽产⽣缩孔或裂缝,铸件壁厚应保持⼤致⽤等或逐渐变化,如下图所⽰。
6.2 零件加⼯⾯的⼯艺结构6.2.1 倒⾓和倒圆如下图所⽰,为了去除零件的⽑刺、锐边和便于装配,在轴或孔的端部,⼀般都加⼯成倒⾓;为了避免因应⼒集中⽽产⽣裂纹,在轴肩处往往加⼯成圆⾓的过渡形式,称为倒圆。
6.2.2 螺纹退⼑槽和砂轮越程槽在切削加⼯中,特别是在车螺纹和磨削时,为了便于退出⼑具或使砂轮可以稍稍越过加⼯⾯,常常在零件的待加⼯⾯的未端,先车出螺纹退⼑槽或砂轮越程槽,如下图所⽰。
绘制连杆杆身零件图

4.表面粗糙度的确定
5.按国家制图标准设置比例、图幅等基础环境 6.按国家标准绘制连杆杆身零件图
外观检查
连杆杆身非加工面不得有裂纹、夹层、
气孔、夹渣、折叠、氧化皮腐蚀等缺陷;
连杆杆身不得有因金属未充满锻模而产 生的缺陷,不得焊补;连杆毛坯面应进
行强化喷丸处理。
徒手绘制连杆杆身草图
(1)对连杆杆身的结构进行了解和分析 (2)按连杆杆身的工作位置及形状结构特点 确定视图 (3)测量连杆杆身的尺寸 (4)绘制草图 (5)标注尺寸和技术要求 (6)填写标题栏
项目
Ra/um
连杆小头孔
≤1.6
连杆大头两侧面
≤0.8
小头衬套孔
≤0.5
螺栓孔支承面
≤3.2
连杆大头孔
≤0.8
根据草图绘制零件图
1.按国家标准设置比例、图幅等基础环境。 根据实际情况选定1:1的比例;选图幅:A3纸 2.按国家制图标准绘制连杆杆身零件图 画底稿、描深、标注尺寸和写技术要求、填
写标题栏、全面审核
视图选择
根据连杆杆身的结构特点,选择主视图、
俯视图、左视图和仰视图。根据表达需
要画出断面 形状。
测量连杆杆身
(1)连杆各主要加工部位的公差等级按GB/T1800的 规定 连杆小头孔公差等级应不低于IT7 连杆衬套孔公差等级应不低于IT6 连杆大头孔公差等级应不低于IT6 连杆大头孔中心距公差:汽油机±0.05mm;柴油机 ±0.03mm 连杆各主要加工部位形状和位置公差,按 GB/T1800的规定
汽车活塞连杆总成图 纸识读与绘制
绘制连杆杆身零件图
知识要求
1.1 掌握局部剖视图的画法
1.2 掌握组合体尺寸标注的规律
焊接结构装配图的表达方法

焊接结构装配图的表达方法1、焊接结构装配图的画法(1)一般规定①对于焊接结构装配图中的螺钉、螺栓、螺母、垫圈、键、销等连接件和轴、手柄、连杆等实心件,当剖切面通过基本轴线或对称面时,可采用局部剖视图。
①对于相邻两个零件的接触面和配合面之间,规定只画一条轮廓线;而相邻两个零件的非接触面,即使间隔很小,也必须画两条线。
两个相邻的零件在剖视图中的剖面线方向应该相反,或方向一致而间隔不等。
(2)特殊画法①沿零件的结合面剖切和拆卸画法在焊接结构装配图中,为了把装配体某部分零件表达得更清楚,可以假想沿某些零件的结合面进行剖切或把某些零件拆卸后绘制,拆卸后需要说明时可注上“拆下件××”。
①零件的单独画法在焊接结构装配图中,可用视图、剖视图或断面图单独表达某个零件的结构形状,但必须在视图上方标注对应说明。
(3)假想画法当需要在焊接结构装配图上表达某些零件的运动范围和极限位置时,可用双点画线画出该零件在极限位置的外形图;当需要表达本部件与相邻部件的装配关系时,可用双点画线画出相邻部分的轮廓线。
(4)夸大画法对于焊接结构装配图中的薄片零件、细丝零件、微小零件及较小的斜度等,允许该部分不按比例,夸大画出。
(5)简化画法①在焊接结构装配图中,对于小圆角、小倒角、退刀槽等零件的工艺结构可以不画。
①对于焊接结构装配图中若干相同的零件组,可详细地画出一组或几组,其余的以点画线表示中心位置即可。
①对于焊接结构装配图中标准件的一边应用规定表示法,而另一边允许用交叉细实线表达。
①当剖面的厚度等于或小于2mm,可用涂黑代替剖面线。
当两相邻剖面均涂黑时,两剖面之间应留出不小于0.7mm的间隙。
①当剖切平面通过某些部件的对称中心线或轴线时,同时这些部件为标准产品或已有其他图形表达清楚,该部分可按不剖绘制。
2、焊接结构装配图的尺寸标注焊接结构装配图中的尺寸标注不同于零件图,焊接结构装配图中不必标出全部尺寸,只需标注能够说明机器性能、工作原理、安装要求等信息的必要的尺寸,主要包括以下内容:(1)规格尺寸用于说明机械或部件的规格性能尺寸,是设计和使用该产品的重要依据。
活塞及连杆总成的拆卸及安装
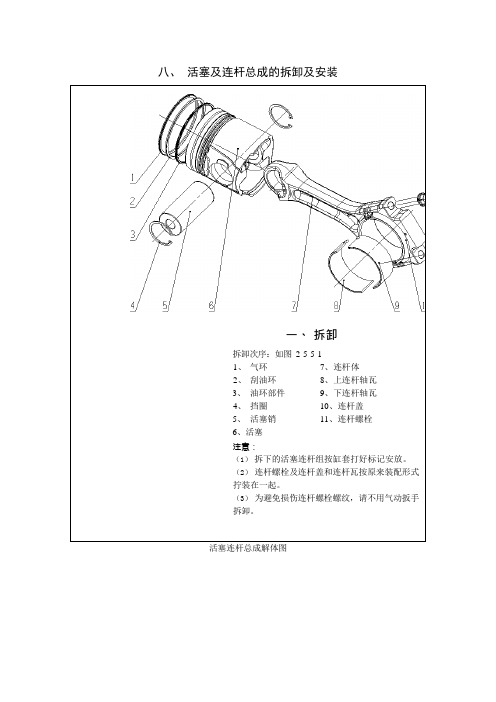
八、活塞及连杆总成的拆卸及安装一、拆卸拆卸次序:如图2-5-5-11、气环7、连杆体2、刮油环8、上连杆轴瓦3、油环部件9、下连杆轴瓦4、挡圈10、连杆盖5、活塞销11、连杆螺栓6、活塞注意:(1)拆下的活塞连杆组按缸套打好标记安放。
(2)连杆螺栓及连杆盖和连杆瓦按原来装配形式拧装在一起。
(3)为避免损伤连杆螺栓螺纹,请不用气动扳手拆卸。
活塞连杆总成解体图拆卸准备工作:(1) 拆除缸盖前确保须清理外表面灰尘及油泥,以免拆装过程中污染各装配表面;拆卸活塞和连杆以前,用刮刀去除掉气缸壁上部的积碳。
注意:不要用金刚砂布或砂纸去除缸套里的积碳,金刚砂布或砂纸里的氧化铝或砂粒会造成发动机严重损坏。
不要在活塞环运动区域里使用任何产生磨损的东西,否则会损坏缸套。
(2) 盘转曲轴,将需拆的活塞连杆总成转到下止点。
拆卸连杆螺栓 11、连杆盖 10 用力矩扳手和套筒交叉分步拆掉连杆螺栓及连杆盖。
注意:如果拆下连杆轴瓦打算要重装, 请在每个轴瓦上挂上标签,标记拆卸时的气缸序号及安装位置。
拆卸活塞总成用软金属(如铜、铝)托扳或干净木板把连杆大头托起,再用软金属棒或手锤木柄推出连杆总成。
注意:在操作过程中小心,以免碰伤曲 轴连杆颈及缸套孔。
拆卸气环 1 拆卸刮油环 2拆卸油环部件 3用活塞环扩张器拆下各道活塞环。
按气缸序号安放好拆下的活塞环。
告诫:不要试图用其它的工具去拆卸活塞环,活塞环的过分拉伸将减少活塞环的弹力。
连杆小头孔内径mm52.020 最小 52.035最大连杆大头孔内径 mm92.046 最小 92.088最大清洗:活塞1、使用热肥皂液和非金属刷去除活塞活塞环槽上部及活塞环槽的积炭,活塞内腔机油冷却油孔积碳。
注意:确保清洗液合用于铝制品,否则 会造成活塞损坏。
将活塞放在盛有适于铝制品的清洗剂的容器中最少30 分钟。
注意:不要使用金属刷子,金属刷会损坏活塞环槽。
不要使用玻璃,胡桃壳粉或塑料喷丸来清洗活塞环槽或销孔。
汽车典型零件制造工艺之连杆制造工艺 ppt课件

这些平面常采用铣削或拉削加工,接合面的精加工一般采用高效磨削。
图为采用立式外拉床拉削分体式毛坯的连杆大头侧面、半圆孔及接合面,有 a,b 两 种 组 合形式, 每种形式 由两个工 步完成。 加工时以 小头孔、 端面及大 头外形表 面定位。
ppt课件
25
3. 连杆加工的新工艺——裂解
3.1 连杆裂解加工概述
连杆毛坯的制作方法:模锻、辊锻—模锻
ppt课件
7ቤተ መጻሕፍቲ ባይዱ
1. 连杆概述
连杆毛坯的分类:
体盖连成一体的整体式毛坯和体盖分开的分体式毛坯。 整体式毛坯在后续加工过程中需通过铣、锯或拉等形式将体盖切开。 为给切断工序保留加工余量,一般将整体式毛坯大头孔锻成椭圆形。
整体式连杆毛坯锻造工时少、模具少,是连杆毛坯制作的主要形式。
连杆裂解(连杆胀断)技术是20世纪90年代初发展起来的一种先 进的连杆加工新技术,其作用主要是使连杆体与连杆盖分离。经 过裂解加工的连杆接合面定位更加准确。
经过裂解加工的连杆
ppt课件
裂解加工过的连杆盖端面
26
3. 连杆加工的新工艺——裂解
连杆裂解技术的原理:
利用人为在连杆大头孔内加工出的V型槽或矩形槽(裂解槽);然后采 用一个楔形压头压入大头孔(连杆大头孔与压头之间还有一对半圆裂 解套,称胀块),当压头向下移动时,初始裂解槽由内孔不断向外扩 展,直至将大头孔沿裂痕断开,是连杆体与连杆盖分离。
小凸点
工艺凸台
辅助基准孔
ppt课件
11
2. 连杆的传统加工方法
1)加工两端面的定位
端面是后续加工其他表面的基准,因此连杆加工从端面加工开始。 加工连杆两端面时分别采用两种定位方式:Ⅰ工位为铣其中一个端面,用两 个V型块夹持连杆大端的两侧圆弧面,以保证两侧面加工余量均匀; Ⅱ工位 为铣另一端面,此时以已加工过的端面作为定位基准,即互为基准。
柴油机主要运动部件
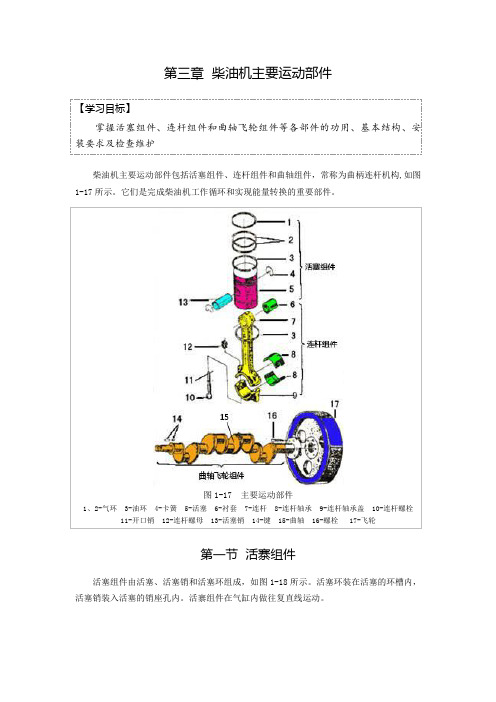
第三章柴油机主要运动部件【学习目标】掌握活塞组件、连杆组件和曲轴飞轮组件等各部件的功用、基本结构、安装要求及检查维护柴油机主要运动部件包括活塞组件、连杆组件和曲轴组件,常称为曲柄连杆机构,如图1-17所示。
它们是完成柴油机工作循环和实现能量转换的重要部件。
第一节活寨组件活塞组件由活塞、活塞销和活塞环组成,如图1-18所示。
活塞环装在活塞的环槽内,活塞销装入活塞的销座孔内。
活寨组件在气缸内做往复直线运动。
一、活塞1、活塞的功用活塞的功用是与气缸套、气缸盖共同构成密闭的气缸空间,并沿气缸作往复直线运动,改变气缸容积,承受气体压力和侧推力。
2、活塞的基本结构活塞为筒形活塞,由活塞顶、头部、环槽、裙部、销座组成,如图1-19所示。
活塞顶通常为简单曲面,如做成浅凹坑,以适应喷油器喷出燃油形状;头部是活塞顶到第一道环槽的一段圆柱体;环槽位于头部和裙部,头部有数道环槽,安装气环和油环,而裙部有1~2道环槽,安装油环,且油环环槽开有回油孔;裙部是头部以下的圆柱体,为活塞运动导向,并承受侧推力;销座是群部内凸出部分,并制有圆孔,安装活塞销。
3、活塞的常见损伤及检查活塞常见缺陷有活塞环槽、群部及销座孔磨损,活塞顶烧蚀,裂纹或破损等。
<1)测量活塞裙部的磨损。
应在活塞裙部上、中、下三个位置,且每个位置分别测出纵、横方向直径,计算其圆度和圆柱度,如图1-20所示。
<2)测量活塞与气缸的间隙。
可采用尺寸比较法和直接测量法,尺寸比较法是用气缸中、下部横向的最大直径减去活塞裙部横向的最小直径获得;直接测量法是用塞尺直接测出活塞群部与气缸的间隙,但很少使用。
<3)测量活塞环槽的磨损。
采用标准样板或新活塞环,测出标准样板或新活塞环与环槽的间隙。
<4)检查活塞销座孔磨损。
用新活塞销与销座孔进行试配。
二、活塞销1、活塞销的功用活塞销的功用是连接活塞与连杆,并传递活塞与连杆之间的力。
2、活塞销的基本结构活塞销为一中空的圆柱体,其内孔制成直径相同或中间厚两边薄。
汽车发动机连杆caxa零件图-及加工规程分析

•夹具使用 •应具备适应“一面一孔一凸台”的统一精基准。而 大小头定位销是一次装夹中镗出,故须考虑“自为 基准”情况,这时小头定位销应做成活动的,当连 杆定位装夹后,再抽出定位销进行加工。
端面间有配合要求,而连杆小头两端面与
活塞销孔座内档之间没有配合要求。连杆
大头端面间距离尺寸的公差带正好落在连
杆小头端面间距离尺寸的公差带中,这给 连杆的加工带来许多方便。
•螺栓孔的技术要求 •在前面已经说过,连杆在工作过 程中受到急剧的动载荷的作用。这 一动载荷又传递到连杆体和连杆盖 的两个螺栓及螺母上。因此除了对
•大、小头孔轴心线在两个互相垂直方向 的平行度
•两孔轴心线在连杆轴线方向的平行度误 差会使活塞在汽缸中倾斜,从而造成汽缸
壁磨损不均匀,同时使曲轴的连杆轴颈产
生边缘磨损,所以两孔轴心线在连杆轴线
方向的平行度公差较小;而两孔轴心线在
垂直于连杆轴线方向的平行度误差对不均
匀磨损影响较小,因而其公差值较大。两
螺栓及螺母要提出高的技术要求外 ,对于安装这两个动力螺栓孔及端 面也提出了一定的要求。规定:螺 栓孔按IT8级公差等级和表面粗糙度 Ra应不大于6.3μm加工;两螺栓孔 在大头孔剖分面的对称度公差为 0.25 mm。
•有关结合面的技术要求 •在连杆受动载荷时,接合面的歪 斜使连杆盖及连杆体沿着剖分面产 生相对错位,影响到曲轴的连杆轴 颈和轴瓦结合不良,从而产生不均 匀磨损。结合面的平行度将影响到 连杆体、连杆盖和垫片贴合的紧密 程度,因而也影响到螺栓的受力情 况和曲轴、轴瓦的磨损。对于本连 杆,要求结合面的平面度的公差为 小头孔处0.004 mm,大头孔处 0.012mm。
柴油机连杆零件的机械加工工艺设计规程的编制及工装设计论文

毕业论文题目:柴油机“连杆”零件的机械加工工艺规程的编制及工装设计摘要机械制造工业是国民经济最重要的部门之一,是一个国家或地区经济发展的支柱产业,其发展水平标志着该国家或地区的经济实力、科技水平、生活水平和国防实力。
机械制造业的生产能力和发展水平标志着一个国家或地区国民经济现代化的程度,而机械制造业的生产能力主要取决于机械制造装备的先进程度,产品性能和质量的好坏则取决于制造过程中工艺水平的高低。
连杆作为传递力的主要部件广泛应用于各类动力机车上,是各类柴油机或汽油机的重要部件。
连杆在传递力的过程中,承受着很高的周期性冲击力、惯性力和弯曲力。
这就要求连杆应具有高的强度、韧性和疲劳性能。
同时,因其是发动机重要的运动部件,故要求很高的重量精度。
随着汽车行业的发展,连杆的需求量在不断增加,也出现了许多不同的加工制造工艺。
关键词:机械制造、机械制造装备、连杆、加工工艺目录绪论 (4)一. 零件的结构工艺分析(4)1.1. 零件的作用及保护措施(4)1.2. 毛坯材料的选用、制造并绘制毛坯图(6)1.3. 连杆工艺规程的设计(9)1.4. 零件的工艺过程分析(13)1.5. 工艺方案的确定(15)1.6. 机械加工余量、切削用量、工序尺寸的确定(16)1.7. 工序工时定额的计算(19)二. 连杆机械加工技术近期发展(22)三. 连杆的修复(24)四. 工装设计(25)五. 总结(33)六. 致谢(34)七. 参考文献(35)八. 毕业设计任务(36)绪论机械制造工业是国民经济最重要的部门之一,是一个国家或地区经济发展的支柱产业,其发展水平标志着该国家或地区的经济实力、科技水平、生活水平和国防实力。
机械制造业的生产能力和发展水平标志着一个国家或地区国民经济现代化的程度,而机械制造业的生产能力主要取决于机械制造装备的先进程度,产品性能和质量的好坏则取决于制造过程中工艺水平的高低。
将设计图样转化成产品,离不开机械制造工艺与夹具,因而它是机械制造业的基础,是生产高科技产品的保障。
汽车零件图--学习识读活塞连杆装配图

从标题栏正上方的明 细表可知:活塞连杆 部件由14种不同规格 种类的零件组成,其 中有两种标准件,分 别是连杆螺母12和开 口销13。
明细表
9
2.对视图进行分析 2.对视图进行分析
明确装配图的表达方法、投影关系和剖切 位置,并结合标注的尺寸,想象出主要零件 的主要结构形状。 装配图有一组视图,是用正投影法绘制的, 视图除采用机件的各种表达方法外,还采用 了画装配图的特殊表达方法。
学习与任务
学习识读活塞连杆装配图 学习任务 读懂活塞连杆 总成装配图 根据读活塞连 杆部件装配图 掌握识读装配 图的一般方法 与步骤。 与步骤。 会根据装配图 拆装活塞连杆 部件。 部件。
2
如何识读活塞连杆总成装配图? 如何识读活塞连杆总成装配图?
3
一、读装配图的方法与步骤
读装配图应特别注意从机器或部件中分 离出每一个零件,并分析其主要结构形状和 作用,以及同其它零件的关系。然后再将各 个零件合在一起,分析机器或部件的作用、 工作原理及防松、润滑、密封等系统的原理 和结构等。 必要时还应查阅有关的技术资料,辅助 读图。
33
.装配关系
由主视图可以看出,活塞销与活塞销 孔相配合;连杆衬套内圆柱面与活塞销中 部外圆柱面相配合,连杆衬套外圆柱面与 连杆小头孔相配合。连杆盖用连杆螺栓9连 接,内孔中装有连杆轴瓦,活塞环2、3装 在活塞上部的环槽内,为了防止活塞销左 右轴向移动,在活塞销孔的两端装有锁环, 为了防止连杆螺母松动,采用了开口销锁 定。
7
.概括了解
从活塞连杆装配图的标题栏还可知晓装 配图的设计单位、设计与审核者、 配图的设计单位、设计与审核者、设计与修 改设计时间、绘图比例等信息; 改设计时间、绘图比例等信息;
8
WP10系列柴油机零件图册说明书

DHP10Q0168前言为使WP10系列柴油机在使用、维护等工作上的方便特汇编本图册以供我方与用户在使用中查阅参考。
该图册基本上按组绘出了各个零件的图形相互关系。
图序号、件号、数量、中文名称、英文名称等列于明细表栏内。
随着技术和生产的不断发展柴油机的变形将增多故本图册的内容将有所更新。
变化不再另行通知特请用户注意。
用户为获取最新产品信息应咨询潍柴动力股份有限公司。
FOREWORDThis illustrated parts manual is specially prepared for customers to facilitate the use of WP10series diesel engine in operation and tenance.It only includes the main models manufactured in the works at present,with regard to other models,the customers may refer to this catalogue.The illustrations are grouped under the heading of each assembly and numbered individually.Part.No.,Quantity,Model,English designation,Chinese designation and so on are written in the parts listWith the development of technology and production,the versions of the diesel engine will be increased, so the catalogue will be revised.Please pay attention to our revised edition.If you want to get the most newly information about the products,please visit the Website:.目录CONTENTS机体结合组(Engine Block Group) (1)气缸体预装配(Pre-assembled cylinder block) (3)正时齿轮室组件() (5)曲轴结合组(Crankshaft Group) (7)曲轴总成(Crankshaft assembly) (9)活塞连杆结合组(Piston and Connecting Rod Group) (11)连杆总成(Connecting rod assembly) (13)活塞环组件(Piston ring assembly) (15)气缸盖结合组(Cylinder head assembly) (17)气缸盖分总成(Cylinder head subassembly) (19)配气机构结合组(Valve Train Group) (21)凸轮轴总成(Camshaft assembly) (25)EVB排气摇臂组件(EVB Exhaust Rocker Arm Set) (27)进气门摇臂总成(Intake valve rocker arm) (29)中间齿轮总成(Intermediate gear assembly) (31)机油泵结合组(Oil pump assembly) (33)机油泵中间齿轮组件(Oil Pump Idle Gear Assembly) (35)机油冷却器结合组(Oil cooler assembly) (37)共轨系统结合组() (39)电控单元组件() (41)高压油泵结合组(High pressure pump assembly) (43)高压油管组件(High pressure pipe assembly) (45)端盖结合组() (47)油气分离器结合组(Oil-gas Separator Group) (49)油气分离器总成(Oil-gas separator assembly) (51)油尺结合组(Dipstick Group) (53)油标尺总成(Oil dipstick assembly) (55)加油管结合组(Oil Tilling Tube Group) (57)飞轮壳结合组(Flywheel Housing Group) (59)机油冷却器盖组件() (61)飞轮结合组(Flywheel Group) (63)曲轴皮带轮结合组(Crankshaft Pulley Group) (65)气缸盖罩组件() (67)出水管结合组(Water Outlet Pipe Group) (69)节温器结合组(Thermostat Group) (71)水泵结合组(Water pump assembly) (73)水管接头结合组(Water Pipe Connector Group) (75)风扇及轮毂结合组(Fan and Hub Group) (77)涨紧轮及皮带结合组() (79)机油集滤器结合组(Oil Suction Strainer Group) (81)机油滤清器结合组(Oil filter assembly) (83)机油滤清器总成(Oil filter assembly) (85)燃油滤清器结合组(Fuel Filter Group) (87)燃油精滤器组件() (89)精滤器(Fine filter) (91)燃油粗滤器组件() (93)燃油粗滤器(Primary fuel filter) (95)低压油管结合组(Low Pressure Oil pipe Group) (97)电控线束及传感器结合组(Electronic Control System Harness and Sensor Group) (99)电控线束及传感器结合组(Electronic Control System Harness and Sensor Group) (101)转速传感器组件() (103)机油压力传感器组件(Oil Pressure Sensor Set) (105)喷油器结合组(Injector assembly) (107)发电机结合组(Generator Group) (109)发电机支架结合组(Generator Bracket Group) (111)空调压缩机结合组(Air Conditionning Compressor Group) (113)起动机结合组(Starter Motor Group) (115)进气管结合组(Intake Manifold Group) (117)进气管总成(Air inlet pipe assembly) (119)排气管结合组(Exhaust Manifold Group) (121)增压器结合组(Turbocharger assembly) (123)增压器润滑油管结合组(Turbocharger Oil pipe Group) (125)压气机管路结合组(Compressor Pipeline Group) (127)中冷器结合组(Intercooler assembly) (129)空压机结合组(Air Compressor Group) (131)空压机总成(Air compressor assembly) (133)液压泵结合组(Hydraulic Pump Group) (135)油底壳结合组(Oil Pan Group) (137)油底壳总成(Oil pan assembly) (139)发动机支架结合组(Engine Bracket Group) (141)直送零件结合组() (143)WP多级复合沙尘滤() (145)零件箱总成(Parts Kit Assembly) (147)16孔诊断接口插接件(方形)() (149)双油门踏板传感器插接件(主机厂用)(Dual accelerator pedal sensor connecting part) (151)V4插接件(主机厂用)() (153)起动机接插件总成() (155)电磁风扇线圈2插件() (157)燃油水寒宝(Fuel System Protector) (159)图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation1615000101856气缸盖螺栓Cylinder head bolt 26126000107353复合垫圈Washer 3614600700111主油道后螺塞Plug 4900039892881碗形塞Corehole plug 5615000101001后油封Rear oil seal 66126000701601六角螺塞Hexagon plug 76140700681安全阀弹簧Safety valve spring 86140700691安全阀Safety valve 96126300100156气缸套Cylinder liner 109000386242822内六角圆柱头螺钉Inner hexagon screw 116126*********喷嘴总成Nozzle assembly 12900030980156密封垫圈Seal washer 13900039626216空心螺栓Hollow bolt 14900039620501内六角螺塞Inner hexagon plug15AZ150********主油道限压阀总成Pressure limiting valve assembly ofmain oil passage16900038024935六角头螺栓Hexagon bolt 1718825008322自锁垫圈Washer 186126000139182下止推片Thrust washer(lower) 196126000139172上止推片Thrust washer(upper) 20814000100322密封圈Seal washer 21815000100467主轴瓦组件Main Bearing Set 226126000139351气缸体预装配Pre-assembled cylinder block 23900039016046圆柱销Straight pin 24900039096266弹性圆柱销Spring dowel pin 256126000108931气缸盖螺栓Cylinder head bolt 2661500010185S7气缸盖螺栓Cylinder head bolt 27612600012189S7预涂胶紧定螺钉图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation1900039821214碗形塞Corehole plug 26126000134372拉铆钉Tensioned rivet 36126000137471气缸体Cylinder block 4900039892153碗形塞Corehole plug 5900039892894碗形塞Corehole plug 66126000137901曲轴箱Crankshaft case 76140102174主轴承螺栓Main bearing bolt 861401011410主轴承螺栓Main bearing bolt 96126000100513内螺纹圆柱销Inner hexagon pin 106126000109901凸轮轴衬套Camshaft bushing 11615600100296凸轮轴衬套Camshaft bushing 12900039892041碗形塞Corehole plug 13900039892106碗形塞Corehole plug正时齿轮室组件()正时齿轮室组件()图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation1610000101341密封圈Seal washer 22887300611O型密封圈O shaped seal washer 36126000121221正时齿轮室Timing gear case 4900039014182圆柱销Straight pin 5900114300083六角法兰面承面带齿螺栓Hexagon Flange Bolt 66126000134836六角法兰面承面带齿螺栓Hexagon Flange Bolt 7900039620512六角螺塞Hexagon plug 86126000107352复合垫圈Washer 9615000100371前油封Oil seal(front)图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation16126000203731曲轴总成Crankshaft assembly图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation1900039014181圆柱销Straight pin 26126000208651曲轴Crankshaft 36126000203116堵塞Plug46126000200401平键Flat key56126000200361曲轴正时齿轮Timing gear of crankshaft 66126000203351法兰Flange图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation 18156003001212活塞销挡圈Piston pin retainer 2615600300136活塞销Piston pin36126000300206连杆上瓦Connecting Rod Upper Shell 4615600300336连杆下瓦Connecting Rod Lower Shell 5615000300096连杆总成Connecting rod assembly 66126000300686活塞Piston76126000300536活塞环组件Piston ring assembly图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation1615000300771连杆衬套Connecting rod bushing 2615000300081连杆体Connecting rod body 3615000300221连杆盖Connecting rod cover 4815000300232连杆螺栓Connecting rod bolt活塞环组件(Piston ring assembly)活塞环组件(Piston ring assembly)图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation16126000300351梯形桶面环Taper-sided ring 26126000300361扭曲锥面环Conical ring 36126000300371螺旋撑簧油环Spiral spring oil ring图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation 1900114300284六角法兰面承面带齿螺栓Hexagon Flange Bolt 26126000403841后吊板Rear hanger plate 36126000404534气缸盖主螺栓Cylinder head main bolt 46120004003414带肩螺母Nut5612000400274夹紧块Clamping block 661260004011412气门阀杆密封套Seal washer of valve stem 76126000403626气缸盖分总成Cylinder head subassembly 86126000403556气缸盖衬垫Cylinder head gasket 96120004002310夹紧块Clamping block 1061260004045220气缸盖主螺栓Cylinder head main bolt 116126*********前吊板Front hanger plate图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation16126000402356喷油器衬套Injector bushing 26126000402406密封圈Seal washer 36126000402286拉铆钉Tensioned rivet 49000398929424碗形塞Corehole plug 5615600400576进气门座Intake valve seat 6815600400376排气门座Exhaust valve seat 76126000403616气缸盖Cylinder head 8900039897216碗形塞片Corehole plug 9900039892776碗形塞片Corehole plug 10900039897256碗形塞片Corehole plug 1161260004011312气门导管Valve guide图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation19001135006712六角头螺栓Hexagon bolt26126000500286支撑臂Carrying arm36126000500273气门摇臂座总成Valve rocker arm seat assembly 46126000501776进气门摇臂总成Intake valve rocker arm 56150005010512气门帽Valve cap66150005002524气门锁夹Valve collet76150005010912气门弹簧上座Valve spring seat(upper) 86150005000112气门内弹簧Inner valve spring 96150005000212气门外弹簧Outer valve spring 106140500176进气门弹簧下座Intake valve spring seat(lower) 116126000500736进气门Intake valve 1261260005021012推杆Push rod 136150005003212气门挺柱Tappet 146126000500871凸轮轴总成Camshaft assembly 156140500531凸轮轴正时齿轮Camshaft timing gear 16612600050145S4六角头螺栓Hexagon bolt 1761560050059S4六角头螺栓Hexagon bolt 18615600500451垫片Gasket 19615600500581轴Shaft 20615600500531中间齿轮总成Intermediate gear assembly 2190003802399S2六角头螺栓Hexagon bolt 226140501331凸轮轴止推片Camshaft thrust 23615600500441中间齿轮轴Intermediate gear shaft 246126000500411螺纹接头Screw joint 256126000500391空心螺栓Hollow bolt 2661260005004213密封垫圈Seal washer 276126000501231EVB进油长管EVB fuel inlet pipe assembly(long)图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation 286126000501071空心螺栓接头Hollow bolt adapter 29900039320231波形弹性垫圈Wave spiral washer 306126000500885进油短管总成Fuel inlet pipe assembly(short) 316126000500404空心螺栓接头Hollow bolt adapter 326126000500256排气门Exhaust valve 33615000400146排气门弹簧下座Exhaust valve spring seat(lower) 346126*********EVB排气摇臂组件EVB Exhaust Rocker Arm Set 356126000500386调节螺栓总成Adjustment bolt assembly 3621300500656气门间隙调整螺母Valve adjusting nut 37900038024111六角头螺栓Hexagon bolt凸轮轴总成(Camshaft assembly)凸轮轴总成(Camshaft assembly)图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation16126000500241凸轮轴Camshaft 2900039014091圆柱销Straight pin图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation121300500656气门间隙调整螺母Valve adjusting nut 26126000500596排气门摇臂组件Exhaust valve rocker arm 36126000500436气门间隙调节螺钉Valve Adjusting Bolt图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation121300500656气门间隙调整螺母Valve adjusting nut 26140500486进气摇臂Intake Rocker Arm 36140500106气门间隙调整螺钉Valve Adjusting Bolt图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation1615600500521中间齿轮Intermediate gear 2615600500511衬套Bushing图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation16140700551机油泵垫片Oil pump gasket 26126000704841机油泵Oil pump36126000704111六角法兰面承面带齿螺栓Hexagon Flange Bolt 4900114300081六角法兰面承面带齿螺栓Hexagon Flange Bolt 56126000703641机油泵中间齿轮组件Oil Pump Idle Gear Assembly 66140701551密封圈Seal washer761407561中间齿轮轴Intermediate gear shaft 890003802578S1六角头螺栓Hexagon bolt机油泵中间齿轮组件(Oil Pump Idle Gear Assembly)机油泵中间齿轮组件(Oil Pump Idle Gear Assembly)图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation 1900033114102向心球轴承Centripetal ball bearing 2900039347321带凸齿的孔用挡圈Circlip with Teeth for Hole 36140700611机油泵中间齿轮Oil pump intermediate gear 461407491中间隔圈Spacer ring图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation1814000100322密封圈Seal washer 2615000103341机油冷却器Oil cooler 3900039320234波形弹性垫圈Wave spiral washer 490003862419S4内六角圆柱头螺钉Inner hexagon screw图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation16126000806611支架Bracket 2900039311223弹簧垫圈Spring washer 3900038025233六角头螺栓Hexagon bolt 46126300800381共轨管Common rail pipe 5900039320233波形弹性垫圈Wave spiral washer 6900038024373六角头螺栓Hexagon bolt 76126000806601螺钉Screw 86126300801101电控单元组件96126390000504六角头螺栓Hexagon bolt 106126000806591螺钉Screw图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation 1900038623272内六角圆柱头螺钉Inner hexagon screw 26126300800071电控单元ECU36126300802311ECU接地线ECU earthing line 46126300801041ECU线束支架ECU harness wiring bracket 5900039320082波形弹性垫圈Wave spiral washer 69000387123221型六角螺母Hexagon nut(I)图序号件号数量中文名称英文名称Pos.Teile.Number Amount Denomination Designation16126000804521喷油泵齿轮Injection pump gear 26126000804001密封圈Seal washer 390003813532S7双头螺柱Stud46126000804861喷油泵法兰Injection pump flange59000388845272型全金属六角锁紧螺母Prevailing Torque Type All-metalHexagon Nut,66126390000472空心螺栓Hollow bolt 76126000802464密封垫圈Seal washer 86126000703091润滑油进油管组件Oil inlet pipe assembly 96126000806741共轨喷油泵Injection pump高压油管组件(High pressure pipe assembly)。
高职汽车构造课件第3章发动机之曲柄连杆机构
活塞裙部的变形
防止活塞的变形的结构措施
(1) 活塞纵断面制成上小下大的截锥形。 (2) 活塞横断面制成椭圆形,长轴垂直于销座孔轴线方向,即侧压力方向。 (3) 裙部开绝热—膨胀槽(“T”形或形槽),其中横槽叫绝槽,竖槽叫膨胀槽。
(1)
(2)
(3)
偏置销座
1. 定义:活塞销座朝向承受作功侧压力的一面(图示左侧)偏移1mm~ 2mm。 2. 作用:减轻活塞换向时对气缸壁的敲击噪声。 3. 原理:因销座偏置,在接近上止点时,作用在活塞销座轴线以右的气 体压力大于左边,使活塞倾斜,裙部下端提前换向。而活塞在越过上止 点,侧压力反向时,活塞才以左下端接触处为支点,顶部向左转(不是 平移),完成换向。可见偏置销座使活塞换向分成了两步,第一步是在 气体压力较小时进行,且裙部弹性好,有缓冲作用;第二步虽气体压力 大,但它是个渐变过程。为此,两步过渡使换向冲击力大为减弱。
• (3)气环的断面形状
图 气环的断面形状 a)矩形环;b)锥形环;c)内切口扭曲环;d)外切口扭曲环;e)梯形环;f)桶形环
• 矩形活塞环的泵油作用及危害
• 原因:(1)存在侧隙和背隙; (2) 环运动时在环槽中 靠上靠下。 现象:当活塞带着环下行(进气 行程)时,环靠在环槽的上方, 环从缸壁上刮下的润滑油充入环 槽下方;当活塞又带着环上行( 压缩行程)时,环又靠在环槽的 下方,同时将油挤压到环槽上, 如此反复,就将润滑油泵到活塞 顶。 • 危害:(1)增加了润滑油的消 耗; (2) 火花塞沾油不跳火; (3) 燃烧室积炭增多,燃 烧性能变坏; (4) 环槽内形成积炭,挤 压活塞环而失去密封性; (5) 加剧了气缸的磨损。
•
3.气缸垫 1)作用: 保证气缸体与气缸盖间的密封,防 止漏水、漏气。 2) 构造 (1) 金属—石棉垫:(见a、b) 外包铜皮和钢片,且在缸口、水孔 、油道口周围卷边加强,内填石棉 (常掺入铜屑或钢丝,以坚强导热 )。 (2) 金属骨架—石棉垫:以编织 的钢丝网(图c)或有孔钢板(图 e)为骨架,外覆石棉,只在缸口 、水孔、油道口处用金属片包边。 (3) 纯金属垫:(见图e)由单 层或多层金属片(铜、铝或低碳钢 )制成,用于某些强化发动机。 3) 安装注意: 金属皮的金属—石棉垫,缸口金属 卷边一面应朝向易修整接触面或硬 平面。因卷边一面会对与其接触的 平面造成压痕变形。
汽车发动机课程说明195柴油机连杆及连杆螺栓强度校核计算

汽车发动机课程说明195柴油机连杆及连杆螺栓强度校核计算交通与汽车工程学院课程设计说明书课程名称: 汽车发动机设计课程设计课程代码: 8205531题目: 195柴油机连杆设计及连杆螺栓强度校核计算年级/专业/班: 2008级/热能与动力工程(汽车发动机)/ 2班学生姓名: 陈磊学号: 312008*********开题时间: 2011 年 6 月 27日完成时间: 2011 年 7 月 15日课程设计成绩:学习态度及平时成绩(30)技术水平与实际能力(20)创新(5)说明书(计算书、图纸、分析报告)撰写质量(45)总分(100)指导教师签名:年月日目录摘要.........................................................................................................21引言 (3)1.1国内外内燃机研究现状 (3)1.2任务与分析 (3)2柴油机工作过程计算 (5)2.1已知条件 (5)2.2参数选择 (6)2.3 195柴油机额定工况工作过程计算……………………………………………………63 连杆设计………………………………………………………………………………………93.1 连杆结构设计 (9)3.2 连杆材料选择…………………………………………………………………………1 1 4 连杆螺钉强度校核……………………………………………………………………………1 24.1 连杆螺钉的结构设计………………………………………………………………1 24.2 连杆螺钉的强度校核…………………………………………………………………1 3 5 结论……………………………………………………………………………………………1 5 致谢………………………………………………………………………………………………17 参考文献…………………………………………………………………………………………18 附录:195柴油机额定工况工作过程计算程序…………………………………………………19摘要汽车已经在普通民众中得到普及,随着汽车行业的不断发展,越来越多的新技术出现在汽车的心脏——发动机上面。
绘制连杆螺栓零件图
螺纹分类
分为连接螺纹和转动螺纹。
螺纹表示方法:外螺纹,内螺纹,内外
螺纹连接, 螺纹牙型
螺纹的标注
1普通螺纹标注:由螺纹代号,螺纹公 差代号和螺纹旋合长度代号三部分组成 螺纹代号具体格式: 牙型符号*公差直径x螺距*旋向 螺纹公差代号 中径公差代号*顶径公差代号-旋合长度 代号。
螺栓零件图的表达:
2掌握连 杆螺栓的 测绘表答 方法
3正确使 用绘图工 具合理的 表达零件
连杆螺栓定义
连杆螺栓是指螺栓头部和螺杆连接在一起的紧固件, 是需要配合螺母一起使用的。
螺纹的基本要素
1 螺纹牙型:在通过螺纹轴线的断面上,螺 纹的轮廓形状称为螺纹牙型。
2 大径,中径 ,小径 3 线数:有单线和多线之分。 4 导程:同一条螺旋线上的相邻两牙在中径线上对 应两点间的轴向距离称为导程,用ph表示。 5 螺距 6 旋向:有左旋和右旋之分
1主视图
3左视图
2俯视图
尺寸测量: 1确定螺纹的线数及旋向 2确定牙型和螺距 3确定大径的螺纹长度或深度
绘图
按国家制图标准设置图幅和比列。 1绘制连杆螺栓的的3视图
2标注连杆螺栓的技术要求
董磊连杆螺栓零件图的绘制1螺栓的定义及基本要素2掌握连杆螺栓的测绘表答方法3正确使用绘图工具合理的表达零件连杆螺栓定义连杆螺栓是指螺栓头部和杆螺栓零件图
第4小组 成员:董磊 王杰 滕仕 国 姜阳磊 孙金晓 陈国良陈家伟
连杆螺栓 零件图的 绘制
1螺栓的 定义及基 本要素
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
绘图
按国家制图标准设置图幅和比列。 1绘制连杆螺栓的的3视图
2标注连杆螺栓的技术要求
螺纹连接, 螺纹牙型
螺纹的标注
1普通螺纹标注:由螺纹代号,螺纹公 差代号和螺纹旋合长度代号三部分组成 螺纹代号具体格式: 牙型符号*公差直径x螺距*旋向 螺纹公差代号 中径公差代号*顶径公差代号-旋合长度 代号。
螺栓零件图的表达:
1主视图
3左视图
2俯视图
尺寸测量: 1确定螺纹的线数及旋向 2确定牙型和螺距 3确定大径的螺纹长度或深度
绘制连杆螺栓零件图
第4小组 成员:董磊 王杰 滕仕 国 姜阳磊 孙金晓 陈国良陈家伟
连杆螺栓 零件图的 绘制
1螺栓的 定义及基 本要素
2掌握连 杆螺栓的 测绘表答 方法
3正确使 用绘图工 具合理的 表达零件
ห้องสมุดไป่ตู้
连杆螺栓定义
连杆螺栓是指螺栓头部和螺杆连接在一起的紧固件, 是需要配合螺母一起使用的。
螺纹的基本要素
1 螺纹牙型:在通过螺纹轴线的断面上,螺 纹的轮廓形状称为螺纹牙型。
2 大径,中径 ,小径 3 线数:有单线和多线之分。 4 导程:同一条螺旋线上的相邻两牙在中径线上对 应两点间的轴向距离称为导程,用ph表示。 5 螺距 6 旋向:有左旋和右旋之分
螺纹分类
分为连接螺纹和转动螺纹。
螺纹表示方法:外螺纹,内螺纹,内外