高光无夹线无痕注塑技术
高光无痕注射成型工艺技术研究的开题报告

高光无痕注射成型工艺技术研究的开题报告
一、研究背景
越来越多的人开始注重外貌美观,而面部美容注射已经成为了一种常见的美容方式,其中高光无痕注射成型由于其注射效果自然、持久、安全等优势,受到了广泛关注。
然而,高光无痕注射成型的技术难度较高,需要具备专业技术、经验和知识才能完成。
因此,该领域仍有许多值得深入研究的问题。
二、研究目的
本研究旨在探讨高光无痕注射成型工艺技术,并对其进行优化改进,使其更加有效、稳定、安全。
三、研究内容
1、通过收集资料、访谈专家、观察临床案例等方式,了解高光无痕注射成型的现状和发展趋势。
2、分析现有高光无痕注射成型技术的不足之处,探讨存在的难题和挑战。
3、尝试采用新技术、新材料和新工艺等手段,改进高光无痕注射成型的工艺技术,提高注射效果和安全性。
4、进行实验验证和案例分析,探索最佳的高光无痕注射成型方案。
五、预期效果
通过本次研究,期望能够改进现有的高光无痕注射成型技术,提高注射效果和安全性,使该技术能够更好地服务于广大消费者。
同时,本研究还有望为相关医生提供更好的指导和参考,推动高光无痕注射成型技术的发展。
浅谈高光无痕注塑工艺
( 3 )电加热 的快速模技术 。可实现超高温模具的温度 控制 , 是 快 速 加 热 冷 却 成 型技 术 的最 新 进 展 。 该 技 术 利 用 电
加热在短时间 内把模具的表面 温度加热 到很 高, 然后在几十 秒之 内又能把温度下降到 5 0  ̄ C以下 ,从而帮助高光注塑成
型顺利完成 。
本。
中及时清洁模具分型面及排气槽 , 以免造成排气不 良。 此外, 应该不定时用专用清洁布或纸清洁模具镜面部分, 特别是注 塑 阻燃高光料时 , 必须清除粘附在模面的析出物,以免出现 白雾等外观不 良。注塑完成后还要用专用清洗剂清洗 型腔 ,
并喷专用防锈油 。
4温控技术
精确控制模温是 实现 免喷涂高光注塑成型的一大关键 , 目前 使 用 较 多 的温 控 技 术 有 如 下 几 种 :
1高光 无痕注塑工 艺原理
先通过对 比传统 的注塑成型工艺 , 来说明高光无痕注塑 工 艺 的特 点 。 在传统 的普通注塑成型加工 中, 将模具温度设低时 , 虽 然可 以减轻变形和缩痕 、 缩短成型周期 , 但容易产生熔接线 和料纹 、光泽暗 、表面粗糙等外观 品质不 良。相反 ,将模具 温度 设高时, 可 以提高产 品表面 的外观 品质 , 但容易产生变 形、缩 痕、尺寸不 良等 ,同时也延长 了成型周期 ,提高 了成
蒸汽加热成型过程:
2注塑原材料
要实现免喷涂高光注塑, 首先 需要选用高光泽 的塑料材 料 。对于此种材料的特性要求一般 包括: ( 1 ) 材料 的流动性应较好 ,以便更好的复制模具表面 、 降低剪切及改善熔接线; ( 2 )需要有 一定 的耐刮擦性 ,即表面硬度要好 ;材料
的热 稳 定 性 要 好 , 不易分解产生挥发物。 特 别 是对 于 阻燃 级 材料 , 提高耐热性及减少挥发物可 以防止腐蚀模具及减少产 品表 面 白雾 的产 生 ; ( 3 )材 料本 身的光泽度要好 ;应具有 良好 的韧性和 刚 性 ,可 以通 过 家 电所 要 求 的采用 P 删A / A J 3 s 、 P C / A B S或高光 A B S材料 。其 中,高光 A B S 的硬 度最低 , P M M A / A B s的硬度 最高。
高光无痕注塑模具的设计制造特点
高光无痕注塑模具的设计制造特点0.前言随着经济社会的不断发展,消费者对产品品质的要求也在不断提升当中。
如何提高注塑件外观表面的质量,解决注塑产品外表面熔接线(weld line)等造成的缺陷成为近些年来业内的一个技术热点。
自从日本公司首先成功发展出利用蒸汽加热和快速冷却技术实现模具无痕注塑以来,行业内的竞争者又相继开发出利用加压高温水加热技术,通过模具型腔内布设电发热丝以实现急热急冷,从而生产出拥有高光洁度产品表面的塑胶件,等等其它加热技术。
现在,笔者就以本公司制造的某几型产品为例,为大家介绍其中所涉及到的技术问题的解决。
RHCM(快速热循环注塑成型技术:Rapid Heat Cycle Molding)是运用动态模温控制技术,是一种高光洁度,无熔接痕的新型塑胶注塑成型工艺,其生产的塑件可直接进入产品装配阶段,提高了生产效率,减少或消除后续喷涂,降低因喷涂而造成的环境污染。
图片所示是表示采用RHCM工艺同传统注塑工艺之前的区别对比。
根据模具加热热量的来源不同,目前人们采用的加热方式主要包括:(1)电热层加热。
这种方式由于存在难以克服的缺陷,而在实际生产过程中非常鲜见。
(2)感应加热和邻近效应加热。
(3)辐射加热。
通常采用红外灯深入模具模板之前,以加热型腔,一般用于微型注塑。
(4)被动加热法。
通常是采用微波或激光来加热,其中若采用激光加热工艺,模具的型腔需要采用透明材料制造,以使激光束可以照到塑胶熔体上。
(5)接触加热法。
这种方式是由Mr.Stumpf and Mr.Schulte两位提出来的,这种方式一般适用于具有简单形状和高热传导率的薄壁产品。
具体内容请参考他们的著作:System for regulating mold temperature。
(6)高温气体加热。
以高温氮气为加热介质,在模具闭合后,将其快速定量地通过喷嘴和流道系统引入模具型腔内部。
由于气体的比热远小于模具钢的比热,高温气体带入的热量很快被模具钢吸收,型腔壁被快速加热,并且加热的区域通常仅限于表层深度0.1mm左右。
高光无痕注塑技术介绍

高光无痕注塑技术介绍高光无痕注塑技术又称快速热循环注塑技术,使用此技术可以很好地复制模具表面的任何形状,使制品件表面无熔痕、无流痕、无流线、无缩痕;表面高光,达到镜面效果;提高塑件强度和表面硬度;使薄壁成型提高注塑流动性,提高产品品质和强度;使厚壁成型注塑周期可降低60%以上;无需后续环境污染严重喷涂工艺,可减少工艺流程,节省能源与材料。
直接降低塑料制品的成本,保护环境和操作人员的人身健康。
在家电、汽车通讯、日用品、医疗等行业具有广泛的应用前景。
例如:平板电视机、电脑液晶显示器、空调、汽车内饰件等。
其工艺原理是:在合模前及合模过程中对模具进行加温、合模完成后,温度达到设定条件即进行注射。
注射过程中模具继续维持高温,这样可以使胶料在充模过程中保持很好的流动性。
注射完成,在保压冷却时,则对模具进行降温处理,又可以大大缩短制品的冷却时间,从而提高生产效率。
要生产出高品质的高光制品,需要注塑机、模具、温控设备高光制品专用塑料、以及锅炉、冷却装置等方面相配合。
1、塑机的配置:(1)锁模机构刚性要好;由于整个生产过程中要不停地升温和降温。
因此要求注塑机的锁模机构必须刚性、强度要好、以确保锁模力的准确与稳定。
从而保证制品的表面质量(2)选用大锁模的注塑机:使用此工艺时由于无法再使用气体辅助注射,因此生产制品所需要的锁模力会比较大。
(3)根据情况选用较小的射胶量:如生产生产平板电视机、液晶显示屏外框等产品时,不需要较大射胶量,在选择注塑机时尽量选择小射胶量的注塑机。
制品实际重量在注塑机理论射胶量的30%~80%之间最佳。
如机器射胶量过大,胶料在料筒内停留时间长容易分别分解,制品表面会产生银丝等缺陷。
(4)配备专用螺杆生产高光制品所用到的塑料硬度较高,其熔融指数相对较低,因此要求螺杆塑化要好。
同时螺杆的剪切又不能太大,否则胶料会容易分解。
2、模具的配置:(1)模具内表面要求非常高的光洁度,以确保制品的表面质量(2)模具内部开设管道必须合理,以确保可以快速升温和降温(3)模具内部的管道应该导热性能良好(4)由于生产过程中需要不停加温及降温,模具选用的钢材要好.(5)在使用过程中要尤其注重模具的保养,确保干燥,无尘。
高光无痕注塑技术介绍
热变温急冷急热高光无痕注塑RHCM技术优势★ 消除产品表面熔接线;★ 增强原料流动填充效果,提高生产效率★ 提高产品表面光洁度,使之达到镜面效果;★ 产品无需后序喷漆加工处理;;★ 解决加纤产品所产生的浮纤现象。
热变温急冷急热高光无痕注塑RHCM技术分类①蒸汽高光无痕辅助成型技术该工艺加热介质为高温高压的饱和蒸汽,在蒸汽热效控制器的作用下,高温高压蒸汽,冷却水以及压缩空气按顺序输入至模具,使模具相应部位的温度急速升高及降低,从而使塑料制品获得良好表面。
该技术适合于大型热变温无痕注塑成型产品,如大型平板类显示器或相似产品,系当前最为广泛使用的热变温高光无痕注塑系统技术。
高温高压蒸汽通常来自于市政、电厂等机构的商品化管道蒸汽或企业外购的工业蒸汽燃气锅炉自制蒸汽,目前很多企业通过加装小型电加热环保蒸汽发生器自制蒸汽。
蒸汽压力和温度越高,生产效率越高,同时生产的稳定性以及产品的表面高光效果越好。
目前工业化生产中,当饱和蒸汽压力达到2.2MPa时,可以适配任何高光材料的温度要求。
②电热辅助成型技术既在多功能电热控制的作用下,将内置在模具中的加热元件迅速通电加温,使模具相应部位的温度升高及降低,从而使塑料制品获得良好表面质量的成型方法。
适合于小型热变温无痕注塑成型产品,如小尺寸平板类显示器或相似产品,但其模具技术较为复杂,模具冷却问题难度较大,且模具内置电加热部件的损耗寿命问题不太稳定,目前其应用领域和普及程度比蒸汽辅助技术还有差距。
③过热水辅助成型技术在过热水热效控制器的作用下,将热水机产生的高温热水(110-120度),冷却水以及压缩空气进行顺序切换输入至模具水路,从而达到使模具相应部位的温度升高及降低的整套设备。
④热油辅助成型技术设备在热油热效控制器的作用下,将热油机产生的高温热油与常温冷油进行顺序切换输入至模具油路,从而达到使用模具相应部位的温度升高及降低的整套设备。
在上述技术设备中,蒸汽辅助成型技术和电热辅助成型技术系当前主流的高光无痕技术方向,蒸汽辅助成型技术主要针对大中型产品;电热辅助成型技术则面向小型产品,该两项技术由于其高光效果完美、加热效率高、工艺稳定性高、良品率高等显著特点,在实际生产中已几乎涵盖了目前所有批量生产的高光无痕产品。
高光无痕注塑模具设计原理
高光无痕注塑模具设计原理一、高光无痕注塑的原理1、模具成型对温度要求较高(一般为80℃-130℃左右),在注塑转入保压后改用冷却水,使模具温度降至60-70℃。
较高的模温下保压成型有利于消除熔接线、流痕、产品内应力等缺陷。
因此模具在工作时需进行加热处理,为了防止热量损失,通常都会在定模侧加隔热板。
2、模腔表面极度光亮(一般为镜面2级或更高)。
高光模具生产出的产品可以直接用于装机(装配),无需做任何表面处理。
因此它对模具钢材及塑胶材料的要求都很高。
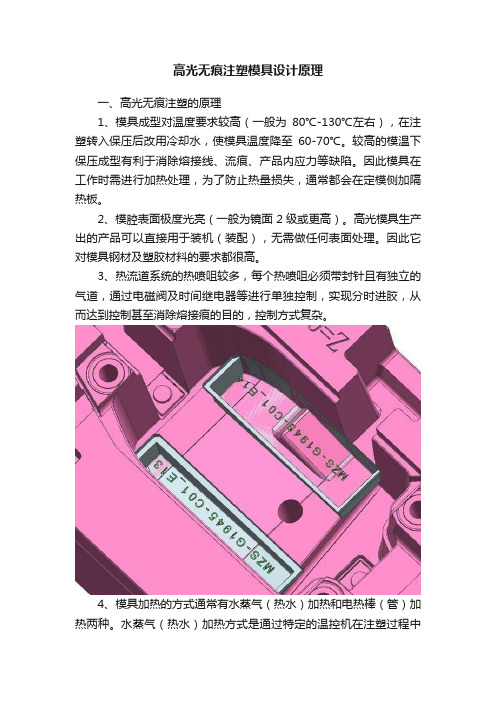
3、热流道系统的热喷咀较多,每个热喷咀必须带封针且有独立的气道,通过电磁阀及时间继电器等进行单独控制,实现分时进胶,从而达到控制甚至消除熔接痕的目的,控制方式复杂。
4、模具加热的方式通常有水蒸气(热水)加热和电热棒(管)加热两种。
水蒸气(热水)加热方式是通过特定的温控机在注塑过程中给模具输入蒸气(热水),从而使模具快速升温;在注塑完后用冷水冷却模具,使模具快速降温。
电加热的方式与水加热温控机,在原理上是一样的,就是热源不一样,电加热是二次能源,水加热是三次能源,按原理来说电加热能源损耗少,利用率高、节能效益好。
使用方便、所以说:如果是平板(面)产品还是采用电加热方式实慧。
二、模具材料1 、产品表面普通要求的模具材料可用NK80(日本大同);2、高光要求材料选用S136H(瑞典)、CEANA1(日本);3、NK80可不用淬火处理;S136H应在粗加工后淬火至52度;CEANA1本身具备42度也不需要淬火处理(建议用此钢材,因不影响后续加工或改动);4、德国葛利兹品牌中也有不错的选择;CPM40/GEST80三、模具水道设计1、水道采用5-6mm大小的孔径;水嘴用1/8或3/8的牙(模具侧),另一侧用3/4英制螺纹(老式接法);管件材料用不锈钢管;现在我们改成一进一出,分流口最好是做在模具内,接口采用能径用DN25(内外喇叭**接)连接,这样热能损耗少,**方便、接口方便。
什么是高光无痕注塑工艺?

什么是高光无痕注塑工艺?高光注塑最关键的是模具温度控制系统。
由于高光注塑与一般注塑最大区别在于模具温度的控制,而对注塑机的要求并不高。
高光注塑模具温度控制系统一般也称为高光模温机,和通用注塑机配合,在注塑的填充、保压、冷却、开合模具过程中协调动作。
模具表面的加热方式是温控系统的关键技术,高光模具表面主要通过以下方式获得热量。
一是以热传导为主的加热方式,如通过模具内部管道的油、水、蒸汽、电热元件等将热量传导到模具表面;二是以热辐射为主的加热方式,如将太阳能、激光束、电子束、红外光、火焰、气体等直接辐射模具表面;三是通过自身热场加热,如通过电阻、电磁感应加热等使模具表面自身产生热量。
目前实用的加热系统有:高温油传热的油温机、高温高压水传热的高压水温机、蒸汽传热的蒸汽模温机、电热管传热的电热模温机,以及电磁感应加热系统和红外辐射加热系统等。
(l)高温油传热的油温机模具内部设计均匀的加热或冷却管道,通过油加热系统达到模具预热的功效,同时在注射过程有冷却的作用。
最高温度可达350℃。
由于油的热传导系数低,效率较低,而且产生的油气影响高光成型质量,但效果比较不理想。
但目前企业油温机比较普遍,使用经验丰富。
(2)高温高压水传热的高压水温机模具内部设计均衡的管道,不同阶段使用不同温度的水。
加热时通人高温过热水,冷却时切换为低温冷却水,实现模具表面的加热或冷却。
如将水加压,温升还可达140~180℃,升温很快。
高温高压的水温控制系统的制造厂商有:如奥德的GWS系统,由于热水可循环利用,运行成本较低,是目前国内市场上使用较多的一种,也是代替蒸汽的最佳选择。
(3)蒸汽传热的蒸汽模温机同高压水温机作用原理相似,模具内部设计均衡的管道,加热时通入蒸汽,冷却时切换为低温水,实现模具表面的加热或冷却(蒸汽加热前一般还需要用压缩空气将管道吹干)。
高温高压蒸汽加热系统可使模具表面最高温度达到160℃。
由于蒸汽相对于水,其热容较小,相对升温时间较长。
快速热循环(高光无熔痕)绿色注塑新技术

该成 果 在海 信集 团获得 成功 应 用 ,构 建 了 由注 塑 设备 、 冷 却 /加 热 控制 系统 和 高光模 具 等组 成 的绿 色注 塑生 产线 , 实现 了系列大 尺寸液 晶 电视 机面 板高 光无熔 痕绿 色注 塑产业
化 ,建设 了高光 无熔 痕 绿色 注塑 示范 基地 。 目前 已建立 5 条
等成套技术 已在实际生产中得到规模应用, 实现了多种系列
大尺寸 液 晶 电视 机面板 的快 速 热循 环绿 色注 塑产 业化 。 快速 热循 环注 塑成 型 技术 ,也 称 高光 无熔 痕 注 塑技术 , 是 一种 无熔 痕 、 高光 洁度 的 塑料成 型新 工艺 , 工艺采 用高 该 温 高压水 蒸汽 ( 热水 或 电加热 )将 模具 快速 加热 到一 定温 或 , 度 后 , 模腔 中注 入 塑胶 ,完成 保压 , 冷却 水快速 冷 却至 在 用 塑 件出模温 度 , 完成 一个注 塑过 程 , 后进 入 下一 个注 塑循 然 环, 通过 特殊模 具温 度控 制 系统 、工艺 控 制技术 、 殊模 具 特 结构 和模具 设计 与制造加 工 技术 , 实现 快速 加 热与冷 却 的高
项 目研究团队主要成员
可靠的高光塑料模具设计与加工制造技术。 形成了具有 自主
知识 产权 的快 速热 循环 绿 色注 塑工艺 、 备与 模具 等成 套技 装 术 ,生产 的 塑件表 面光 泽 度达 到 9 以 上 ,硬度 达 到 2 5 H,高
光无熔 痕 。
由 山东 大学 和海信 集 团 ( 山东大 学海 信研 究院 ) 同承 共 担和 完成 的 国家科技 支撑 计 划项 目 “ 速热 循环 绿色 注塑 技 快 术及 成套 工艺 装备 研发 ” ,经过 山东 大学 赵 国群 教授 为首 的 研究开 发 团队 的共 同努 力 , 自主研发 出了快速 热循 环 绿色 注 塑新技 术及 成套 工艺 与装 备 , 自主开 发 的高 光塑料 模具 温 度 控 制 系统 已形成 系列产 品 , 研 制开 发的 工艺 、 备 与模具 所 装
RHCM高光无痕注塑成型
免喷涂高光无痕注塑成型--平板电视面板成型新技术近年来,人们已不再满足于平板电视的使用功能,对其外观的欣赏品味及绿色环保的要求越来越高。
由于以往那种先注塑电视机机壳,然后再喷涂的方法,既不环保,质量也不稳定,众多国际国内知名电视厂商如三星、夏普、长虹及海尔等纷纷摒弃了老方法,转而采用一种新型成型工艺——免喷涂高光无痕注塑成型技术。
该技术可使平板电视面板表面光泽度高且无熔接线、流痕及缩痕等缺陷,并且无需后续的喷涂工序,从而对环保及降低成本极为有利。
由于免喷涂高光注塑技术的实施离不开高光泽塑料材料、高光注塑模具、模温温控设备以及注塑机和注塑工艺的紧密配合,因此本文将从这几个方面对该技术进行阐述。
免喷涂高光泽塑料材料要实现免喷涂高光注塑,首先需要选用高光泽塑料材料。
对于此种材料的特性要求一般包括:材料的流动性应较高,以便更好地复制模具表面、降低剪切及改善熔接线;需有一定的耐刮擦性,即表面硬度要好,一般铅笔硬度在H以上;材料的热稳定性要好,不易产生挥发物。
特别是对于阻燃级材料,提高耐热性及减少挥发物可以防止腐蚀模具及减少产品表面白雾的产生;材料本身的光泽度要好;应具有优异的韧性和一定的刚性,可通过家电所要求的跌落测试和其他功能测试。
目前,免喷涂平板电视面框的注塑生产主要采用PMMA/ABS、PC/ABS或高光ABS材料。
其中,高光ABS的硬度最低,PMMA/ABS的硬度最高,铅笔硬度可达1H或以上(如图1所示)。
高光PM MA/ABS还可以做成半透效果,从而实现更炫的外观和LED光透视功能。
如今很多公司都推出了P MMA/ABS,如三星第一毛织的BF-0677F、上海锦湖日丽的HAM8541以及LG化学的XG569C等。
如果要求使用阻燃材料,则可选用无卤阻燃PC/ABS,如锦湖日丽的HAC8250NH,或者选用阻燃高光ABS,如上海锦湖日丽的HFA705G。
电视机厂商可根据产品的不同要求选用不同型号的材料。
高光模具
关于高光模具高光模具--高光无痕模具系统是即冷即热注塑技术、又称快速热循环注塑技术,此技术可以使注塑产品表面无熔痕、无流痕、无流线、无缩痕,表面光泽度达到镜面效果,提高产品强度和硬度,使薄壁成型提高注塑流动性,使厚壁成型注塑周期降低60%以上。
高档产品,因机身模具结构复杂,普通的塑胶模具达不到工业设计要求,制作高光模具。
对产品的外观要求较高,表面不允许有拔模斜度、不允许出现夹水线;如果产品制作成普通模具将出现以下问题:①机身零件必须拔模1.5°,底部胶层厚度就会达到11mm以上,产品表面的出现严重缩水;②机身上有一个大孔,产品表面有较深的夹水线;③产品机身表面为300mm长的桶装结构,注塑压力大,生产时特容易出现粘模、拉花、刮花,导致报废率较高;综上,普通的注塑模具将无法实现,如果将两机身零件采用最新高光模具制作,机身将不需要再进行拔模就能满足设计的要求,11mm的胶层也不缩水,且表面的夹水线、拉花也不存在、表面光洁度媲美喷油效果达到高光镜面;投资与收益分析:投资高光模具制作费用是普通注塑模具价格的2倍,需增加一台微电脑控制系统,市场价格12万元;收益A.高光模具解决普通注塑模具无法完成的难题,胶层11mm无缩水,无夹水线凹痕、流痕、浇痕,产品质量提高100%;B.产品表面可达到镜面效果,减少后续喷漆加工成本每件4元左右,C. 高光模具是模具加温到100°以上注塑的,注塑压力能比普通模具注塑压力降低30%、能耗降低30%、注塑机使用寿命能提高20%、产品零件注塑周期能降低20%,并且注塑出来的产品零件内应力小,零件结构稳定不易产生变形;随着时代的发展,人们对产品的外观要求越来越高,传统模具生产出的产品外观零件难以消除表面缩水、熔接痕和表面光洁度不够等缺陷,达不到美观的效果,以及部分零件要求经过喷光油等二次表面加工,制造周期及制造成本等造成极大的浪费;跟据目前我司的产品现状,高档产品报废率高、喷油件表面易划伤、费用贵等现象,综合以上所述为了达到客户要求、提升产品质量、提高生产效率,把机身零件模具制作成高光无痕模具,引进此技术对我司注塑技术的提高有深远意义。
高光无痕注塑模具设计规范

高光无痕注塑模具设计规范高光无痕注塑模具设计制造规范一、高光无痕注塑的原理:1、模具成型对温度要求较高(一般为80°~130°左右),在注塑转入保压后改用冷却水,使模具降温至60°~70°度。
在较高的模温下保压成型有利于消除熔接痕、流痕、产品内应力等缺陷。
因此模具在工作时需进行加热处理,为了防止热量损失,一般都会在定模侧加树脂隔热板。
2、模腔表面极度光亮(一般为镜面2级或更高)。
高光模具生产出的产品能够直接用于装机,无需做任何表面处理。
因此它对模具钢材及塑胶材料的要求都很高。
3、热流道系统的热咀较多。
每个热咀必须带封针且有独立的气道,经过电磁阀及时间继电器等进行单独控制,实现分时进胶,从而达到控制甚至消除熔接痕的目的。
4、模具加热的方式一般有水蒸汽加热(见图1)和加热棒加热(见图2)两种。
水蒸汽加热方式是经过特定的模温机在注塑过程中经过模具通蒸汽,从而使模具快速升温;在注塑完后改一般温水(或者冰水)使模具快速降温。
加热棒加热方式是在注塑过程中经过在内模料里面加加热棒使模具快速升温;在注塑完成后经过内模料里面的运水(常温水或者冰水)或者叠层模料底部的铝材(铝材里面通运水)使模具温度快速降温。
(图1)(图2)二、模具材料(一)产品表面普通要求的模具材料可用NK80(日本大同);(二)高光要求的产品选用S136H(瑞典)、CEANA1(日立);(三)NK80可不用淬火处理;S136应在粗加工后淬火至52度;CEANA1号本身具备42度也不需要淬火处理(建议用此材料,因不影响后续加工或改动);(四)德国葛利兹品牌中也有不错的选择:CPM40\GEST80三、模具水道设计(一)水道采用5mm-6mm大小的孔;水嘴用1\8或3\8的牙(模具侧),另一侧用3\4英制螺纹;管件材料用不锈钢管;(二)水道一侧离产品面最近不低于5mm-6mm;水道平行产品面且均匀排布(原则中心距15mm分布,);热电偶应设计在两水道中间,深度在50mm左右;且每套模具的PT100是一配一的,保持它的精确度,埋在模具模仁内,与热流道的热电偶一样,用线连接到模具外侧,转接插座,PT100要有对应的插头与其对接。
RHCM高光无痕注塑系统技术介绍
奥德模温机RHCM高光无痕注塑系统技术介绍2010-5-29 点击:29次180℃过热水“RHCM高光无痕注塑”系统技术介绍:RHCM高光无痕注塑又被称为RHCM (Rapid Heat Cycle Moulding),还有在行业中如:冷热成型,高低温注塑,急冷急热注塑,热变温注塑.高光免喷涂技术等叫法,目前行业中使用效果最好最经济的方法是采用高温过热水加热+水冷却,该技术是透过运用180℃过热水将模具表面快速升温,令成型模腔表面温度达到树脂塑料的玻璃转移温度(Tg – Glass Transition Temperature)以上,然后开始进行射出成型,当完成模腔填充过程后,立即利用水(经处理)作为冷却媒体使模具表面温度急速下降,从而改变塑料产品表面特性。
RHCM “高光无痕注塑”技术发展至今已近4年之多,早期是日本.韩国的3 D蒸汽无痕注塑技术在汽车.家电行业的到广泛的应用,但是由于使用的加热源是采用锅炉产生的蒸汽来给模具加热,所以采用锅炉蒸汽加热的方式会受到地方环保和安全的限制,最重要的是采用锅炉产生的蒸汽给模具加热后,蒸汽没有办法得到回收造成的高成本问题,一直一创新为企业长期发展为根源的奥德公司在2006年初就看到国内这块市场的空白,并成立了专门针对过热水的高光无痕项目研发团队,在2007年初成功推向市场,经过半年的市场考验和用户考核,奥德公司所研发的GWS高光无痕注塑模温控制系统(急速升降模温系统)获得了塑料行业的技术创新奖, 同时获得国家审批专利证书(专利号:ZL。
2008.2.0205521.0), 并得到国内知名的液晶电视及其他高光产品外壳(如惠州TCL.台湾广达集团.广州毅昌科技,无锡金悦.青岛恒佳...昆山亿盛..)等数十家生产厂家的广泛使用,使用RHCM “高光无痕注塑”技术生产LCD液晶平板电视外壳,其中主要优点是可以使树脂塑料产品外壳拥有高光泽度;消除了传统注塑成型工艺存在的熔接痕.结合线.(加波纤产品的浮纤)问题,并省却了产品二次加工的必要和有关的成本(例如:喷漆.UV…..)。
浅谈高光无痕注塑模具及成型技术
浅谈高光无痕注塑模具及成型技术戳我进入社区:注塑和模具人的网上家园高光是典型的无痕注塑的突出体现,但不是无痕注塑的全部。
我们制作高光模具已经有几个年头了,主要是家电产品的外部装饰件,如前面板、装饰片等,但每次我们都遇到过同样的难题,即无法解决熔接痕、缩水痕等成型问题,这大大影响了产品的结构强度和欣赏品味。
1、技术原理我们对比传统的注塑成型工艺,来说明高光无痕注塑工艺的特点在传统的普通的注射成型加工中,将模具温度设低时,虽然可以减轻翘曲和缩痕、缩短成型周期,但容易产生熔接痕及料纹、光泽暗、表面粗糙等外观品质不良。
相反,将模具温度设高时,可以提高产品表面的外观品质,但容易产生翘曲、缩痕、尺寸不良等,同时延长了成型周期,提高了成本。
高光无痕注塑成型技术采用特殊的速冷速热温控设备,可以同时解决上述两种问题。
它利用蒸汽炉产生的蒸汽或者高温水和冷却水,通过快速的交换来控制一个成型周期内模具的温度,从而使上述两种方法的优势均得以发挥。
首先,注射前向模具通入高温水或蒸汽(如温度为150℃),使模具的温度达到超过树脂热变形的粘流温度,然后注射熔融树脂,这样汇料前端的料温就能够保持在粘流状态,就会形成没有汇线(熔接线)、表面品质良好的成型品。
熔融树脂注射完成后,便开始冷却工序。
用冷却水使模具温度迅速下降到树脂热变形的温度(如40℃)以下。
这样,可以通过加快树脂的固化速度,来缩短成型周期,解决翘曲、下陷等问题。
高光无痕注塑可消除产品表面溶接线、溶接痕、波纹及银丝纹,彻底解决塑料产品的表面缩水现象,并使产品表面光洁度达到镜面水平,几乎可以完全再现模具的表面状态,达到无痕的效果。
产品不需要喷涂的后续加工,有效降低成本,缩短交货时间。
此外,高光注塑还可解决加纤产品所产生的浮纤现象,从而使产品品质更加完美。
在薄壁成型中,在高温下注入熔融树脂有助于提高注塑流动性,降低注射压力,避免浇不足和困气等问题,提高产品质量与强度。
而且通过成型后的速冷,也可以降低收缩应力,使脱模变得容易。
高光无痕注塑技术

高光无痕注塑成型技术高光无痕注塑成型是近年来在注塑行业中快速发展的一种新型技术。
该技术采用高光泽的塑料材料,使用精密的高光模具,利用先进的模温控制系统实现动态的温度控制,以克服表面流痕和熔接痕等不良缺陷,使产品表面达到高光亮的无痕镜面效果,提高产品强度和质量;同时,速冷可大幅缩短注射周期,提高生产效率;产品无需后续的喷涂加工,保护环境的同时有效降低了成本,是一种绿色制造技术。
广泛应用于音响等视听电器的面板、平板电视、液晶显示器、洗衣机、空调、汽车内外饰件、车灯、光学仪器等家电、汽车、通讯、医疗等行业。
高光无痕注塑成型技术采用特殊的速冷速热温控设备,在注射时快速且均匀地把模具表面加热到指定的温度(达到甚至超过塑料的粘流态温度),使物料始终保持粘流态,几乎没有冻结层,这样就会形成没有熔接线、表面良好的成型品;而在冷却时能快速转换为急剧冷却来缩短成型周期,解决翘曲、缩水问题,这就是高光无痕注射成型的技术原理。
其控制过程如图1所示。
模貝急速加热〔如I2&T!>图1:高光注塑的控制过程高光无痕注塑的技术关键点在于模温控制系统、高光泽塑料材料和高光注塑模具三方面。
(1)先进的模温控制系统模温控制系统是高光注塑成型最关键的技术,其设备由高速制热装置、快速冷却装置、控制装置组成,并能够和注塑机信号互锁,实现闭环控制。
按加热方式不同,可分为蒸汽式、电热式、热水式、高油温式和感应加热式模温控制技术,而目前使用较多的是蒸汽式和电加热式两种温控技术:①蒸汽快速模温技术:简称蒸汽模,模具的加热通过高压蒸汽实现,模具表面最高温度达到160°C甚至更高。
冷却时快速转换成低温水对模具进行冷却。
该技术需要锅炉快速产生足够量的蒸汽,但由于生产过程中蒸汽不可循环利用,致使其运行成本较高。
在2005年韩国三星电子开始使用该技术生产LCD液晶平板电视外壳。
(可否不要?)②电加热的快速模温技术:典型的为韩国NADA公司的E-MOLD(ElectricityMold)技术。
高光无痕注塑模具设计要点和模具抛光保养,高光无痕注塑的原理是什么? ...

高光无痕注塑模具设计要点和模具抛光保养,高光无痕注塑的原理是什么? ...目前,绝大部分的家用电器外观零部件都是注塑成型得到的。
在注塑过程中,易出现熔接痕、气痕、变形等缺陷;高光无痕模具能够解决上述缺陷。
下面我们就一起来看看高光无痕注塑模具设计十大要素。
一高光无痕注塑的原理1.温度较高模具成型对温度要求较高(一般为80℃-130℃左右),在注塑转入保压后改用冷却水,使模具温度降至60-70℃。
较高的模温下保压成型有利于消除熔接线、流痕、产品内应力等缺陷。
因此模具在工作时需进行加热处理,为了防止热量损失,通常都会在定模侧加隔热板。
2.模腔表面极度光亮(一般为镜面2级或更高)高光模具生产出的产品可以直接用于装机(装配),无需做任何表面处理。
因此它对模具钢材及塑胶材料的要求都很高。
3.热流道系统的热喷咀较多每个热喷咀必须带封针且有独立的气道,通过电磁阀及时间继电器等进行单独控制,实现分时进胶,从而达到控制甚至消除熔接痕的目的,控制方式复杂。
4.加热方式模具加热的方式通常有水蒸气(热水)加热和电热棒(管)加热两种。
水蒸气(热水)加热方式是通过特定的温控机在注塑过程中给模具输入蒸气(热水),从而使模具快速升温;在注塑完后用冷水冷却模具,使模具快速降温。
电加热的方式与水加热温控机,在原理上是一样的,就是热源不一样,电加热是二次能源,水加热是三次能源,按原理来说电加热能源损耗少,利用率高、节能效益好。
使用方便、所以说:如果是平板(面)产品还是采用电加热方式实慧。
图:水蒸汽加热图:加热棒加热二模具材料1 .产品表面普通要求的模具材料可用:NK80(日本大同)等;2.高光要求材料选用:S136H(瑞典)、CEANA1(日本)等;3.NK80可不用淬火处理;S136H应在粗加工后淬火至52度;CEANA1本身具备42度也不需要淬火处理(建议用此钢材,因不影响后续加工或改动);4.德国葛利兹品牌中也有不错的选择:CPM40/GEST80图高光模具三模具水道设计1.水道孔径大小设计水道采用5-6mm大小的孔径;水嘴用1/8或3/8的牙(模具侧),另一侧用3/4英制螺纹(老式接法);管件材料用不锈钢管;现在我们改成一进一出,分流口最好是做在模具内,接口采用能径用DN25连接,这样热能损耗少,操作方便、接口方便。
免喷涂注塑成型-高光无痕模具设计制造经验规范
1、高光急冷急热模采用高温蒸气,在模具上做均恒的加温通道,当注塑机合 模后吹入高温蒸气,把模具型腔温度提高到设定值(一般为80°~130°左右), 然后开始给模型注胶,在注塑机完成保压转入冷却后,开始注冷水,模温降到 (60°~70°度)后,开模,再向模具吹入空气把冷水吹走,完成整个注塑过程。
四、设计重点:隔热系统
1、模具定模镶芯或动模镶芯四面要做到掏空处理;模框与镶芯要有一定的间隙(视模具 材料的热膨胀系数,单面1mm)。防止模框膨胀,以减少模芯于模框的接触面,做到使 热能损耗最小化;模芯与模框的锁定采用斜契式或其它类似方式,前端采用隔热效果明 显的粉尘树脂或其它材料(如石棉板)。 2、模框与镶芯的详细结构,模框的冷却水非常重要,为防止模仁中的热能传至模框, 要在靠近导柱位臵,上下排布一圈运水。?? 3、导套运动部位尽可能采用石墨材料或者把导柱前端避空处理,配合处只要保证 25mm长度就足够了;
二、高光模温机设备厂家
高光模温机1 (宁波捷信特)
高光模温机2 (北京中拓)
三、高光 产品案例分享
AP31上饰板面板
材质:高光PC
钢材:型腔ASTM-VIP(斯堪纳),预硬HRC40-44
尺寸ห้องสมุดไป่ตู้239*409*78
型芯1.2738 (布德鲁斯),预硬HRC29-33
重量:165g
四、设计重点:产品分析要点 高光模具对产品结构要求很严格,越光亮的产品对光的折射效果越敏感,表面稍 有缺陷很快就会被发现,因此如何解决缩水问题是高光产品的首要问题。 一般PC或PC+ABS材料的产品筋位厚度不超过主体胶位厚度的0.5倍便不会缩水, 或者说缩水较小不易被发现,可忽略不计。但对高光产品而言,这样的要求远远不够, 还需将产品筋位的厚度减小到不超过主体胶位厚度的1/3,对于螺丝柱位还必须做火山 口式斜顶结构。
两大高光无痕注塑技术原理
两大高光无痕注塑技术原理水热高光无痕注塑技术原理水热高光无痕注塑技术是一种采用高温热水为介质,在模具上做均衡的过水道,当模具空腔的时候便开始注入高压热水,首先将模具温度提高到一个设定值,然后开始给模腔注射塑胶,使注射的塑胶在模腔内处于高温熔化状态,在注塑机完成保压后吹走热水后便开始注入高压冷水冷却,模具温度很快下降到一个设定值后开模,再向模具吹入空气把冷水完全吹走,完成整个注塑过程。
电热高光无痕注塑技术原理电热高光无痕注塑技术是利用模具局部安装高效电加热装置,使模具某些局部位置瞬时达到相当高的温度,保证成型材料与塑料模具温度差很小的情况下快速填充型腔,并在成型材料材料冷却的同时快速降低模具温度,以获得产品局部位置达到非常高的表面质量效果的一种新型辅助成型工艺。
其具体实施过程为:模具相应部位安装均匀的电加热通道,当注塑机合模之前进行快速加热,利用电热将模具表面温度提高到一定的加热设定值,然后开始给模具注射塑胶,在注塑机完成射胶和保压后,模具温度下降到一个冷却设定值开模,从而完成整个注塑过程,等待下个注射周期。
PC的化学名称叫聚碳酸脂(Polycarbonate),是一种热塑性聚合物,因具有优异的热稳定性、耐冲击性、拉伸强度、弯曲强度、压缩强度高;蠕变性小,尺寸稳定。
光学性等性能,作为一种常见的工程塑料被广泛地用于制造各种产品,如CD/DVD、汽车灯罩、饮用器皿等。
随着科学技术的发展,PC材料也运用到了眼镜镜片和透镜等。
自PC镜片和透镜推出以来,全球各生产厂家十分看好其发展前景,在镜片和透镜的设计、制造、研究方面加大研发投入。
用pc材料应用在眼睛镜片和车灯等行业中还有很多棘手的问题有待解决提高,如容易产生缩痕(气泡)、熔接痕、透视度等等缺陷影响成品率;还有就是对生产设备的要求较高。
具体的说。
Pc材料逐步在代替玻璃过程中,最大的问题,就是采用pc材料的厚壁产品塑件中气泡和流痕、透视度在注塑工艺中很难应用传统工艺解决,且生产成本过高,在实际推广当中遇到种种困难。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高光无夹线无痕注塑技术高光注塑成型过程◆射出成型现实为了决定射出成型产品的最终外观质量,制造者和需求者必须要对限度样本达成一致意见。
因为所有人都认可射出成型产品的外观本来就不存在完美无缺的质量产品的观点。
即“在射出成型中出现焊接痕weldline, 流痕Flow mark,光泽不均匀等缺点是必然的。
”那么“射出成型产品为什么一定要有外观的缺点呢??”这是由于控制工序的技术还不完善的缘故。
虽然工序的变数很多,但如果有数值控制的方法总会生产出一定的、完美质量的产品,但是射出成型工序并非如此。
即在射出成型过程中,最重要的几种因素不能得到有效控制,其中最有代表性的因素就是不能合适地控制模具温度. 因此塑料这种物质从问世以来就存在这样的问题人们已经束手无策了,人们也接受了相关的质量问题和不可能解决的现实。
◆射出成型中对模具温度的观念虽然到目前为止在射出成型工厂中还不能控制温度到希望的水平,但人们一直在努力想尽办法去控制模具温度。
从其发展过程来看,70年代为止,主要使用的是成型温度较低的范用树脂,当时的目的是尽可能使模具快速冷却;到了80年代,更加重视外观的ABS树脂等出现,提高了模具温度,也使外观质量得到改善。
其后有助于防止ABS 的致命缺点-- stress cracking的相关概念出现,到了90年代,开始有Polycarbonate等高耐热性Engineering Platic和PEEK,Arylate树脂等液晶树脂(LCP)出现,将模具温度加热到200℃以上高温的必要性抬头,同时在一般外观产品中也将其制造成无涂装无缺点外观射出成型产品的要求随着人们对环境保护的日益关心也被提出。
但实际上将模具温度加热到200℃有诸多困难,同时由于热膨胀会导致模具制动部位发生问题,更有甚者,会发生射出成型品粘着在模具上不能被分离、高温导致的分模面Parting部位发生毛刺Burr及收缩等等问题,在实际中并不适用。
◆用超高温加热模具进行射出成型会出现什么现象?那么实际上将模具温度加热到所需的200℃以上超高温会出现什么现象? 没有经历过的人绝对不可能知道。
同时只有知道了这种现象才能理解从前的射出成型技术模具温度低而导致的诸多问题。
一般来说,人们通常认为模具温度上升就会导致强烈收缩,增加表面光泽,但事实上,用超高温加热模具后冷却得到的结果证实上述假设是完全错误的。
■用超高温加热模具在射出成型过程发生的现象简述。
1) 成型条件的变化- 射出成形压力减少220 ºC 时比120ºC减少30-40%220 ºC 时比40 ºC减少50-60%- Gate部位和End 填充部位之间的射出成形压力差的减少約60%2) 成型产品的变化-成型产品的表面密度得到完美提高.(低温模具时产品表面由微细气泡组成.)-腐飾pattern的完美岸地凹槽纹路-收縮率减小-凹痕Sink mark的完全去除-焊接纹weld line/流痕Flow mark/浇口痕 gate mark/jetting現象等表面不良现象的完美去除-完全去除表面气泡的发生(发泡时包含Swirl mark和Silver)高光模温机(速冷速热)是利用电热在15秒之内将树脂加热到熔融温度(成型温度)300℃,只加热模具表面(加热型心),之后30秒左右使其冷却到15℃的超高温模具温度控制技术。
◆高光模温机(速冷速热)能达到的较好注塑成型条件高光模温机(高光工艺)工作顺序模具瞬间加热/冷却时效果高光模温机达到的效果温度&周期时间剖面性能改进比较数据比较分析高光模温机适用范围1. Paintless Enclosure 无涂层附件-焊接纹weld line /流痕Flow mark/浇口痕 gate mark等完全去除-完全的无光表面2. Super Glossy Part with Pure blackness 具有纯黑色的超级平滑配件-涂层得不到的土色超高光泽表面3. Dual effect of Quality innovation and Cost Down质量改善和成本降低的双重效果-生产性提高/重量减少4. 0.10 mm Extreme then wall injection molding0.10 mm比薄壁射出成型更薄5. Soild skin structural foam injection molding固体薄膜结构发泡射出成型-超高光泽表面的发泡射出成型-最大可使重量减少50%6. Micro structure patterning injection molding微结构射出成型7. Optic injection molding product 光射出成型产品-去除棱镜LCD 导光板/塑料硬盘8. Paintless EMI shield injection molding 无涂层EMI屏蔽射出成型-含有金属纤维/碳纤维产品的自由射出成型9. Upgrading the plastic metalizing and sputtering更高级的塑料金属喷敷法和喷镀法- 镀膜粘着强度提高5倍/超微细方式镀金高光模温机使用范例:1.音频装饰窗一般射出成型问题- 成型品外观质量不良如示例(蒸着时不良率高)(焊接纹weld line, 喷出Jetting, 凹痕Sink mark, 流痕Flow mark, 浇口痕 gate mark, etc.) - Gate 位置, 个数, 选定种类的制约性- NC 加工费负担使用高光模温机效果- 成型品外观质量不良改善- Gate 选定的容易性蒸着密着性提高Item Unit一般射出高光注塑加热/ 冷却媒体·/ 热水电热/ 冷冻水适用树脂PMMA PMMACase Pad Front 加热温度℃60150Case Pad Front 冷却温度℃6030停止(模具开闭及产品取出)1015射出22补压83冷却1515Total Cycle Time second3535加热方式上·下侧热水加热上侧加热型心断面加热加热领域zone·42. 17"电脑显示器导光板17 “PC Monitor用去除棱镜导光板(Micro pattern岸地凹槽)Item Unit一般射出高光注塑加热/ 冷却媒体·/ 热水电热/ 冷冻水适用树脂PMMA PMMA加热温度℃90180冷却温度℃9030停止(模具开闭及产品取出)second1520射出second2020补压second2010冷却second12550Total Cycle Time second180100加热方式上·下侧热水加热上侧加热型心断面加热加热领域zone·63. 2"LCD导光板2“手机用去除棱镜导光板(230 nm Hologram 岸地凹槽纹样)一般射出成型问题- NANO HOLOGRAM PATTERN 岸地凹槽不良-不可能生产2 Cavity 以上(成型品未成型)- 现在日本大量生产1 Cavity使用高光模温机效果- 成型品外观质量不良改善- 4 Cavity 成型可能纳米全息模式岸地凹槽纹路提高Item Unit一般射出高光注塑加热/ 冷却媒体·/ 热水电热/ 冷冻水适用树脂PC PC加热温度℃90220冷却温度℃9040停止(模具开闭及产second1017品取出)射出second55补压second53冷却second3520Total Cycle Time second5545加热方式<,上·下侧热水加热上侧加热型心断面加热/SPAN>加热领域zone·14. 汽车外装材料(带状处理)一般射出成型问题- 成型品外观质量不良如示例(焊接纹weld line, 喷出Jetting, 凹痕Sink mark, 流痕Flow mark, 浇口痕 gate mark, etc.) - Gate 位置, 个数, 种类选定的制约性- 难于发现光泽- 镀金密着性不良 (镀金时焊接纹weld line部位发生镀金脱落现象)使用高光模温机效果- 成型品外观质量不良改善- 自由选定Gate,尺寸稳定性镀金密着性提高Item Unit一般射出高光注塑加热/ 冷却媒体- / 热水电热/ 冷冻水适用树脂PC/ABS PC/ABS加热温度℃60165冷却温度℃6035停止(模具开闭及产品second1015取出)射出second22补压second33冷却second2020Total Cycle Time second3540加热方式上·下侧热水加热上侧加热型心断面加热加热领域zone·15. 汽车内装材料(按钮)一般射出成型问题- 成型品外观质量不良(焊接纹weld line, 凹痕Sink mark, 浇口痕 gate mark, G/F 表面现象)- Gate 位置选定的制约性-难于发现无光腐蚀Pattern使用高光模温机效果- 成型品外观质量不良改善- Gate 选定的容易性发现无光腐蚀PatternItem Unit一般射出高光注塑加热/ 冷却媒体·/ 热水电热/ 热水适用树脂PA6 + G/F 30%PA6 + G/F 30%加热温度℃90180冷却温度℃9060停止(模具开闭及产品second1015取出)射出second55补压second55冷却second5020Total Cycle Time second7045加热方式上·下侧热水加热上侧加热型心断面加热加热领域zone·26. 汽车外装材料一般射出成型问题- 成型品外观质量不良(焊接纹weld line, 喷出Jetting, 凹痕Sink mark, 流痕Flow mark, 浇口痕 gate mark, etc.)- Gate 位置, 个数, 种类选定的制约性 (Gate部位过强压力导致模具发生Crack)- 后处理工序 (Spray )使用高光模温机效果- 成型品外观质量不良改善- FAN Gate 选定(2EA), “HYUNDAI” Mark 部分Crack 去除 / 尺寸稳定性提高模具耐久性提高Item Unit一般射出高光注塑加热/ 冷却媒体·/ 热水电热/ 冷冻水适用树脂ABS ABS加热温度℃50170冷却温度℃5030停止(模具开闭及产品second1520取出)射出second1010补压second75冷却second2520Total Cycle Time second5755加热方式上·下侧热水加热上侧加热型心断面加热加热领域zone·67. PDA 前盖一般射出成型时预见的问题- Gas 偏析现象(难燃PC/ABS)-整个表面发生焊接纹weld line,后加工时外观质量不良(40 –60%)- Gate 位置, 个数, 种类选定的制约性-难于发现光泽使用高光模温机效果-成型品外观质量极大化(焊接纹weld line, 凹痕Sink mark, 流痕Flow mark, 浇口痕 gate mark完全去除)-发现外观高光泽为Multi gate,射出压力减少及Gate balance,尺寸稳定性提高Item Unit一般射出高光注塑加热/ 冷却媒体- / 热水电热/ 冷却水适用树脂PC/ABS PC/ABSCase Pad Front 加热温度℃60145Case Pad Front 冷却温度℃6050停止(模具开闭及产1015品取出)射出1010补压55冷却2020Total Cycle Time second4550加热方式上·下侧热水加热上侧加热型心断面加热加热领域zone·48一般射出成型问题-成型品外观质量不良(焊接纹weld line, 喷出Jetting, 凹痕Sink mark, 流痕Flow mark, 浇口痕 gate mark, etc.) →后处理工序时不良率高, 涂装处理- Gate 位置, 个数, 种类选定的制约性使用高光模温机效果-成型品外观质量不良改善- Gate 选定的容易性(Pin Gate 2EA)-无涂装,节约成本-尺寸稳定性-高光泽表面Item Unit一般射出高光注塑加热/ 冷却媒体- / 热水电热/ 冷却水适用树脂ABS ABSCase Pad Front 加℃60150热温度Case Pad Front 冷℃6050却温度停止(模具开闭及产1015品取出)射出44补压66冷却2525Total Cycle Time second4550加热方式上·下侧热水加热上侧加热型心断面加热加热领域zone·4。