图解说明塑胶模具的结构组成
模具结构图解
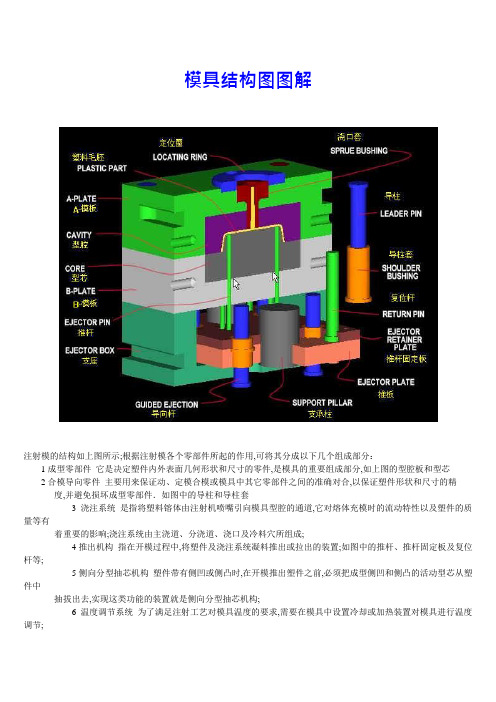
模具结构图图解
注射模的结构如上图所示;根据注射模各个零部件所起的作用,可将其分成以下几个组成部分:1成型零部件它是决定塑件内外表面几何形状和尺寸的零件,是模具的重要组成部分,如上图的型腔板和型芯2合模导向零件主要用来保证动、定模合模或模具中其它零部件之间的准确对合,以保证塑件形状和尺寸的精度,并避免损坏成型零部件.如图中的导柱和导柱套
3浇注系统是指将塑料镕体由注射机喷嘴引向模具型腔的通道,它对熔体充模时的流动特性以及塑件的质量等有
着重要的影响;浇注系统由主浇道、分浇道、浇口及冷料穴所组成;
4推出机构指在开模过程中,将塑件及浇注系统凝料推出或拉出的装置;如图中的推杆、推杆固定板及复位杆等;
5侧向分型抽芯机构塑件带有侧凹或侧凸时,在开模推出塑件之前,必须把成型侧凹和侧凸的活动型芯从塑件中
抽拔出去,实现这类功能的装置就是侧向分型抽芯机构;
6温度调节系统为了满足注射工艺对模具温度的要求,需要在模具中设置冷却或加热装置对模具进行温度调节;
7排气系统在注射过程中必须将型腔内原有的空气和塑料本身释放出来的气体排出,以免它们造成成型缺陷;排
气结构常在分型面处开设排气格,也可以利用拉杆或型芯与模具的配合间隙来排气;
8支承零部件这类零件在注射模中是用来安装固定或支承上述零部件的;。
《塑胶模具结构介绍》PPT课件

各型式模具运用之场合。。。。。。。。。1 模具结构简介。。。。。。。。。。。。。2 模具各零件功能简说。。。。。。。。。。3
.
两板模﹑三板模使用场合例
2
单一模穴直接浇口 采用两 板模
多模穴普通浇口 采用两 板模
单一模穴多点进胶 (针点)采用三 板模
.
成品
简单二板模结构(一)
3
編號 名稱
類別 編號 名稱
1>防止顶出板与下固定板整面接触, 而导至的不平衡,
2>避免铁削掉在固定板上,不易清理
规格:d=20x5L,d=25x5L,d=30x5L三种
最常用的规格: d=25x5L
d S.T.P
22
23
.
滑块入子线位置 (a or b)
.
两板半模
滑块入子线位置 不影响外观
两板半模使用例(二)
9
.
两板半模使用例(三)
10
兩板半模開模過程 A
(第一次開模) B
.
两板半模使用例(四)
11
.
热胶道使用例(一)
12
上固定板 流道板 熱膠道承板
母模板
在流道施以电热线圈加热,保证流道一直是熔融状态,可节省流道废料及缩 短冷却时间!
间隔板(Spacer Plate)
亦称脚垫﹐此板装置在公模板与下固定板之间﹐其功能为确保成 形品的顶出距离。
.
各零件功能(三)
18
公母模承板(Support Plate):
此板具有固定及补强之作用﹐使公母模板不因射出压力而发生弯 曲变形。
定位环(Locating Bushing):
模具上定位环与成形机固定盘上之定位孔配合﹐并使成形机之喷嘴 与灌嘴得以对正﹐进行成形操作。
塑胶模具结构解析演示文稿
产品有扣位,所以需要做行位,行位的形状如图所示
此两个扣位要在行位退出后,产品方可顶出,
行位未开模时 的状态
行位压块 行位
行位开模后的状态
斜顶
行位
回针
后模模胚
顶针板回针,作用: 在顶针板顶出和后退时, 起导向的作用,并保证在 前后模合模后,因为回针 与前模模胚接触,所以可 以保证顶针板退到位(共 4根)
塑胶模具结构解析演示文稿
此为顶针板保护开关,作 用:在顶针板没退回到 位时,开关未接通,此时线 路断开,前后模不能合模, 从而保证前模不会因顶 针没退到位而撞到顶针, 这样避免了模具的损坏
此孔为顶棍孔,在成型完 成后,顶棍推顶顶针板, 顶针板向前推进,从而 将产品顶出,
水口拉杆,用于开模时将水 口板拉开,从而使水口易取出
顶针面板
顶针底板
顶针图示,产品在顶出时,是依 靠顶针,斜顶,司筒顶出的
司筒针,固定于底板上,顶针 板顶出时,司筒针保持不动
司筒,作用:当产品上有环形骨位, 而且骨位的高度比较高,出模很容 易粘模时,则要考虑做司筒
司筒 司筒针
红色框为斜顶,出模时,斜顶沿绿色箭头方向移动,在斜顶里的扣位与 斜顶脱离后,产品方可脱模
此角度大于90度,出模时斜 顶沿着斜方向向上顶
导柱,作用:在前后模 合模时,起到导向的 作用(共4根)
运水接口,作用:当模具生产时, 模具温度会不断升高,运水 可使模具处在一种恒温下生 产,从而保证产品的稳定性
此孔直接与啤机的射咀接触,
唧嘴 水口
产品
前模仁
斜边,作用:在开模时,若行 位的弹簧不起作用则斜边
会带动行位向后退出(斜边 固定在前模上)
前模仁
铲基,作用:在合模时,依靠斜 面将行位向前推进,铲基固定 在前模上(铲基与行位的配 合面为斜面)
注塑模具结构动画演示

上一页
下一页
9
侧向分型与抽芯机构_滑块
上一页
下一页
10
侧向分型与抽芯机构_滑块
上一页
下一页
11
单分型面注射模[示意图]
上一页
下一页
12
双分型面注射模[示意图]
上一页
下一页
13
模架与镶件-C型
上一页
下一页
14
滑块脱模_外螺纹
上一页
下一页
15
推板推出
上一页
下一页
16
推杆推出_加强筋
上一页
推板脱模结构形式
上一页
下一页
53
推板脱模结构形式
上一页
下一页
54
推板与型芯的配合形式
上一页
下一页
55
推杆推出机构形式
上一页
下一页
56
推杆推出机构形式
上一页
下一页
57
推管中部开有长槽的形式
上一页
下一页
58
推管主型芯固定于动模型芯固定板的形式
上一页
下一页
59
推块脱模机构形式
上一页
下一页
60
上一页
下一页
69
锥面定位形式_1 [示意图]
上一页
下一页
70
锥面定位形式_2 [示意图]
上一页
下一页
71
压缩模加压方向的选择_便于安放嵌件
上一页
下一页
72
压缩模加压方向的选择_便于加料
上一页
下一页
73
压缩模加压方向的选择_便于塑料流动
上一页
下一页
74
直角式自动脱螺纹注射模
上一页
注塑模具内部结构详解-图文
50以上导柱
导柱
A板120MM或以下 C=A+B
A板120至150MM C=A-10+B
A板150至180MM C=A-20+B
A板180MM以上 C=0.8xA+B
针板导柱 针板导套
模具较大时一定要采用,以下简单介绍。
针板导套
针板导柱
两支针板导柱 四支针板导柱
INTER LOCK
图示中为四边INTER LOCK, 镶件为INTERLOCK,通常下 部加工直身,下模配加工直身 框,做螺纹孔,把 INTERLOCK做杯头孔锁入框 内,上部做斜度,上模配加工 相同的斜度,合模时就能起到 导向作用。此件有标准件。
1.设计为工字模
工字模利用底、面板凸出模身制 造码夹固定位置。
码模坑:在模板侧面加工一些坑,使得码铁伸入,收紧螺丝, 把模架锁紧在注塑机上。
H型码坑通常于A板及方铁加工,A板 在与注塑机接触一面留一厚度,约与 标准面板厚度相同。
I型码坑大小与H型一样,位置A板 不同,加工在与面板接触面上。
注意:当A板加工四边吊环时,须 考虑会否崩码模坑。
出模顶出装置:在此只做简单介绍。
斜顶
相同的设计有圆型INTER LOCK,上下分开,模板上只
用配与外圆相同尺寸的精圆孔 就可。
SIDE LOCK
SIDE LOCK作用同INTER LOCK、止口一样,在模板 的侧面加工小框,分别镶 入一凹一凸的标准件。
一:固定装置 二:导向装置 三: 复位装置 四:分型面型式 五:侧抽芯 六:出模顶出装置
复位装置:通过一些零件或加工,使得针板在顶出产品后能 及时复位,防止顶杆、推块等碰坏型腔。主要有:
复位杆 强制复位
图解塑胶模具零件名称

K O镶件:与注塑机顶杆连接,用于顶出的连接零件。
拉杆:三板模结构中,用于对A板辅助限位的零件。 斜顶钩针:因空间限制,用于替代斜顶座的零件,通常用顶针制作。 截流塞:用于调整流道流量的零件。 垫圈:用于起支撑作用的,小型圆形零件。
16
部分资料从网络收集整 理而来,供大家参考,
感谢您的关注!
油缸连接杆:指用来连接油缸和其它相关零件(滑块,码模板等)的零件。
集水块:包含前模集水块和后模集水块。
定位圈:包含前模定位圈和后模定位圈。
顶针套筒(指加长水口针配合位的零件),规定统一命名为镶针。
转水块:用于运水转接。
转气块:用于气体转接。
油缸20座21:/6用/4于固定油缸的座子。
15
集油块:包含前模集油块和后模集油块。
行程开关调节杆:用于行程开关的行程调节。
耐磨板:所有起耐磨作用的块形零件。(包含滑块底部,背部,斜顶座底部的耐磨板)。
压块:用于起限制滑动的零件。(包含压线块,斜顶导套压块,司筒针压块等)。
压条:指滑块压条和斜顶座压条的统称。
导滑块:指斜顶座的导滑块和滑块的导滑块的统称。
导向块:指为斜顶和斜顶杆的导向的块形零件。
10
塑胶模具常用零件名称
滑块座 油缸连接杆
行程开关调节块
油缸
垫块
2021/6/4
油缸座
行程开关调节杆
镶块
行程开关
11
吊模块
塑胶模具常用零件名称
90度油管接头 油管
集油块
计数器
2021/6/4
百分表保护块
百分表
模脚
电磁阀
直通油管接头
注塑模具结构图示(PPT30页)
按基本结构分类,一般可划分为以下两类:
❖ 二板模具(两块模板、一次分型模具); ❖ 三板模具(三块模板、二次分型模具); ❖ 这是根据分模时,分成两块或三块模板来分类
的,几乎所有的模具均属这两种类型(个别的 是四板模)。
❖ 注塑模具常分为:通用注塑模、双色注塑模、 热流道模具、重叠注塑模等。
一、二板模具(一次分型模具)的特点:
A板水口板ຫໍສະໝຸດ B板流道制品 三板模
热流道模具图
重叠模具结构图
双色模具
THE END
每一个成功者都有一个开始。勇于开始,才能找到成
•
1、
功的路 。2020/11/122020/11/12Thursday, November 12, 2020
成功源于不懈的努力,人生最大的敌人是自己怯懦
•
2、
。2 020/11/ 122020 /11/12 2020/11 /1211/ 12/202 0 3:31:21 AM
每天只看目标,别老想障碍
•
3、
。202 0/11/12 2020/1 1/1220 20/11/1 2Nov-2 012-Nov-20
宁愿辛苦一阵子,不要辛苦一辈子
•
4、
。202 0/11/12 2020/1 1/1220 20/11/1 2Thurs day, November 12, 2020
胶件顶出图
注塑模具的分类
❖ 注塑模的分类方法很多,按其所用注塑机的类型, 可分为卧式注塑机用注塑模、立式注塑机用注塑 模、角式注塑机用注塑模及双色注塑模等;按模 具的型腔数目可分为单型腔和多型腔注塑模;按 分型面的数量可分为单分型面和双分型面或多分 型面注塑模;按浇注系统的形式可分为普通浇注 系统和热流道浇注系统注塑模;另外还有重叠式 模具(叠模)。
注塑模具结构图示PPT.
注塑模具的结构及组成
❖ 注塑模的结构由注塑机的类型和塑件的结构特 点所决定,每副模具均由动模和定模所组成。 动模安装在注塑机的移动板上,而定模则安装 在注塑机的固定板上;注塑时,动模与定模闭 合后构成浇注系统及模腔,当模具分开后,塑 件或啤件留在动模一边,再由设置在动模内的 脱模机构顶出塑件。根据模具中各个部件的作 用不同,一套注塑模可以分成以下几个部分:
❖ 1、成型零件
❖ 赋予成型材料形状、结构、尺寸的零件,通常由 型芯(凸模)、凹模型腔以及螺纹型芯、镶块等 构成。
❖ 2、浇注系统
❖ 它是将熔融塑料由注射机喷嘴引向闭合模腔的通 道,通常由主流道、分流道、浇口和冷料井组成。
❖ 3、导向部件
❖ 为了保证动模与定模闭合时能够精确对准而设置 的导向部件,起导向定位作用,它是由导柱和导 套组成的,有的模具还在顶出板上设置了导向部 件,保证脱模机构运动平稳可靠。
二、三板模具(二次分型模具)的特点:
❖ 在定模板和动模板之间有一块模板,在此模板和 定模板之间有水口流道。
❖ 1、 由于可采用点水口,故不需要对水口位进行 后处理。
❖ 2、 结构复杂,需分别取出成型品和水口流道。 ❖ 3、 可将浇口置于成型品的任意位置。 ❖ 4、 故障比二板模具多,模具费用也较高。
按基本结构分类,一般可划分为以下两类:
❖ 二板模具(两块模板、一次分型模具); ❖ 三板模具(三块模板、二次分型模具); ❖ 这是根据分模时,分成两块或三块模板来分类
的,几乎所有的模具均属这两种类型(个别的 是四板模)。
❖ 注塑模具常分为:通用注塑模、双色注塑模、 热流道模具、重叠注塑模等。
一、二板模具(一次分型模具)的特点:
本次专题讲座的目的
❖ 1、了解塑胶模具的结构
注塑模具结构最清晰讲解--图文含动画
模具结构概览
7
上固定板(S55C)
母模板(S55C)
母模仁 (P20\NAK80\420\S136 \SKD61\S13) 上定位块(SKD61) 塑胶制品 顶针(SKD61) 回位销(SUJ2) 导套(SUJ2) 斜顶(SKD61) 引导块(SKD61) 斜顶座(SKD61\SK3) 耐磨块(SKD61\SK3\PDS) 模脚(S55C) 下固定板(S55C)
编写目的,则是为了让年轻产品工程师更好认识注塑模具,了解模具包含哪些结构,模具结构的动作怎么进行,模具工件怎么 加工出来等;当遇到新项目设计时,能大致评估零件注塑的可行性和难度系数;当遇到零件变更或改善时,能大致评估改动的 模具工件以及调整费用。知其然并知所以然。
主讲人:
IVU
Ye
注塑模具结构讲解
01 产品分模/流道系统 02 模具结构概览 03 斜顶机构原理 04 滑块机构原理 05 冷却系统 06 产品顶出 07 典型模具零件加工及设备
2
IVU
Ye
产品分模
3
正面
背面 产品3D图
正面
背面 分模图
分模线,公母模仁结合面。 本产品的背面槽穴非常多,因此把 背面定为公模,顶针将从公模向外 顶出,易于脱模。
IVU
Ye
产品顶出
21
母模
复位弹簧
锁死合模状态(正面)
公模 锁死合模状态(侧面)
公模后退
开模过程:母模不动,公模后退一段距离不动,此时注塑机的推杆带动推板使得顶针一起向前,拉料杆保持不 动(倒钩结构可将产品向下拉扯),从而顺利将产品顶出。 合模过程:产品掉落后,注塑机推杆收回,推板在复位弹簧作用下回缩,公模向母模前进,进入下一个循环。
前模芯,与后模共同形成产品特征。 后模芯,与前模共同形成产品特征。
注塑模具结构图示课件PPT
❖ 4、脱模机构
❖ 实现塑件和浇注系统脱模的装置,其结构形式很 多,最常用的有顶杆、顶管、顶板及气动顶出等 脱模机构,一般由顶杆、复位杆、弹弓、顶杆固 定板、顶板(顶环)及顶板导柱/导套等组成。
❖ 5、抽芯机构
❖ 对于有侧孔或侧凹的塑件,在被顶出脱模之前, 必须先进行侧向抽芯或分开滑块(侧向分型),方能 顺利脱模。
实现塑件和浇注系统脱模的装置其结构形式很多最常用的有顶杆顶管顶板及气动顶出等脱模机构一般由顶杆复位杆弹弓顶杆固定板顶板顶环及顶板导柱对于有侧孔或侧凹的塑件在被顶出脱模之前必须先进行侧向抽芯或分开滑块方能顺利脱模
本次专题讲座的目的
❖ 1、了解塑胶模具的结构
注塑模具的定义
❖ 塑料注射成型所用的模具称为注塑成型模具, 简称注塑模。注塑模能一次成型外形复杂、尺 寸精确高或带有嵌件的塑料制品。
C、斜导柱模具(边浇口、推板顶出) 结构图
胶件顶出图
D、绞牙抽芯模具(直浇口) 结构图
胶件顶出图
注塑模具的分类
❖ 注塑模的分类方法很多,按其所用注塑机的类型, 可分为卧式注塑机用注塑模、立式注塑机用注塑 模、角式注塑机用注塑模及双色注塑模等;按模 具的型腔数目可分为单型腔和多型腔注塑模;按 分型面的数量可分为单分型面和双分型面或多分 型面注塑模;按浇注系统的形式可分为普通浇注 系统和热流道浇注系统注塑模;另外还有重叠式 模具(叠模)。
按基本结构分类,一般可划分为以下两类:
❖ 二板模具(两块模板、一次分型模具); ❖ 三板模具(三块模板、二次分型模具); ❖ 这是根据分模时,分成两块或三块模板来分类
的,几乎所有的模具均属这两种类型(个别的 是四板模)。
❖ 注塑模具常分为:通用注塑模、双色注塑模、 热流道模具、重叠注塑模等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具采购必备基础知识之二:
塑胶模具的结构组成图解说明:
模具注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。
具体原理指:将受热融化的塑胶原材料由注塑机螺杆推进高压射入塑胶模具的模腔,经冷却固化后,得到塑胶成形产品。
塑胶模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。
在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
塑胶模具的结构虽然由于塑胶品种和性能、塑胶制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。
一、塑胶模具结构按功能分,主要由:浇注系统、调温系统、成型零件系统、排气系统、导向系统、顶出系统等组成。
其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分。
1.浇注系统:是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。
2.成型零件系统:是指构成制品形状的各种零件组合,包括动模、定模和型腔(凹模)、型芯(凸模)、成型杆等组成。
型芯形成制品的内表面,型腔(凹模)形成制品的外表面形状。
合模后型芯和型腔便构成了模具的型腔。
按工艺和制造要求,有时型芯和凹模由若干拼块组合而成,有时做成整体,仅在易损坏、难加工的部位采用镶件。
3.调温系统:为了满足注射工艺对模具温度的要求,需要有调温系统对模具的温度进行调节。
对于热塑性塑料用注塑模,主要是设计冷却系统使模具冷却(也可对模具进行加热)。
模具冷却的常用办法是在模具内开设冷却水通道,利用循环流动的冷却水带走模具的热量;模具的加热除可利用冷却水通热水或热油外,还可在模具内部和周围安装电加热元件。
4.排气系统:是为了将注射成型过程中型腔内的空气及塑胶融化所产生的气体排除到模具外而设立,排气不畅时制品表面会形成气痕(气纹)、烧焦等不良;塑胶模具的排气系统通常是在模具中开设的一种槽形出气口,用以排出原有型腔空气的及熔料带入的气体。
熔料注入型腔时,原存于型腔内的空气以及由熔体带入的气体必须在料流的尽头通过排气口向模外排出,否则将会使制品带有气孔、接不良、充模不满,甚至积存空气因受压缩产生高温而将制品烧伤。
一般情况下,排气孔既可设在型腔内熔料流动的尽头,也可设在塑模的分型面上。
后者是在凹模一侧开设深0.03-0.2mm,宽1.5-6mm的浅槽。
注射中,排气孔不会有很多熔料渗出,因为熔料会在该处冷却固化将通道堵死。
排气口的开设位置切勿对着操作人员,以防熔料意外喷出伤人。
此外,也可利用顶出杆与顶出孔的配合间隙,顶块和脱模板与型芯的配合间隙等来排气。
5.导向系统:是为了确保动模和定模在合模时能准确对中而设立,在模具中必须设置导向部件。
在注塑模中通常采用四组导柱与导套来组成导向部件,有时还需在动模和定模上分别设置互相吻合的内、外锥面来辅助定位。
主流道
前模架
前模仁
塑胶件产品
行位油缸
定位导柱
行位
后模架
定位导套
后模仁
顶针
方铁
顶针固定板
顶针导杆
后模架底板前模架底板
6.顶出系统:一般包括:顶针、前后顶针板、顶针导杆、顶针复位弹簧、顶针板锁紧螺丝等几部分组成。
当产品在模具内成型冷却后,模具前后模分离打开,由推出机构--顶针在注塑机的顶杆推动下将塑料制品及其在流道内的凝料推出或拉出模具开腔和流道位置,以便进行下一个注塑成型工作循环。
二、塑胶模具按结构分一般由模架、模仁、辅助零件、辅助系统、辅助设置、死角处理机构等几个部分组成。
1、模架:一般都不需要我们设计,可以直接从标准模架制造厂商那里订购,大大节约的设计模具所需时间,所以称它为塑胶模具标准模架。
它构成了塑胶模具最基本的框架部分。
2、模仁:模仁部分是塑胶模具的核心部分,它是模具里面最重要的组成部分。
塑胶产品的成形部分就在模仁里面,大部分时间的加工也花费在模仁上。
不过,相对有些比较简单的模具,它没有模仁部分,产品直接在模板上面成形。
早期的塑胶模具大都如此,相对比较落后。
3、辅助零件:塑胶模具常用辅助零件有定位环、注口衬套、顶针、抓料销、支撑柱、顶出板导柱导套、垃圾钉等等等,它们有一部分是标准件,可以直接在订购模架时一起订购,也有一部分需要自己设计。
4、辅助系统:塑胶模具的辅助系统有以下四个:浇注系统、顶出系统、冷却系统和排气系统。
有时,因为所运用的塑胶材料需加热的温度很高,所以,有的模具还会存在一个加热系统。
5、附助设置:塑胶模具的附助设置有吊环孔、KO孔(顶棍孔)等等。
6、死角处理结构:当塑胶产品有死角的时候,模具还会有一个或多个处理死角的结构。
如滑块、斜顶、油压缸等等。
在国内大部分书上介绍这种处理死角的机构称之为“抽蕊机构”。
其实,塑胶模具并不难,不管塑胶产品怎样变化,对于来成形此塑胶产品的模具而言,它的结构无非就是上述的几个方面。
而模具之间的差别就在于模具是大还是小?各个附助零件、附助设置、附助系统的位置或者方式不一样。
处理死角的方法、结构、大小等有所变化而已。
当然,要使设计出来的模具加工简单、装配方便、寿命长、价格适中、成形产品不错,设计经验特别重要。
好的经验,可以处理设计、加工当中出现的问题,对待设变也比较有把握。
三、注射机的结构组成:一台通用型注射机主要包括注射装置、合模装置、液压传动系统和电气控制系统。
注射装置主要作用是将塑料均匀地塑化,并以足够的压力和速度将一定量的熔料注入到模具的型腔中。
注射装置主要由(螺杆、料筒和喷嘴组成的)塑化部件以及料斗、传动装置、计量装置、注射和移动油缸等组成。
合模装置:其作用是实现模具的启闭,在注射时保证成型模具可靠地合紧,以及脱出制品,合模装置主要由前后固定模板、移动模板、连接前后模板用的拉杆、合模油缸、连杆机构、调模装置以及制品顶出装置等组成。
液压系统和电气控制系统:其作用是保证注射机按工艺过程预定的要求(压力、速度、温度、时间)和动作顺序准确有效的工作。
注射机的液压系统主要由各种液压元件和回路及其它附属设备组成,电气控制系统则主要由各种电器和仪表组成,液压系统和电气系统有机地组织在一起,对注射机提供动力和实现控制。
本资料技术支持:深圳市宏盈精密
更多精彩请浏览宏盈精密官网。