无铅焊料合金与焊剂上课讲义
无铅焊料合金与焊剂
Sn-Cu-Ti Alloy Properties
1、M.P. :~227 ℃; 2、S.G:7.3g/cm3; 3、Tensile Strength:>36M.Pa; 4、Elongation: > 25%; 5、Resistance Rate: 0.128μΩm; 6、Spread: > 80%; 7、Ions Immigration:Pass; (85,℃ ,85%RH, 1000hr)
4
2018/11/11
无铅焊料的改善
Lead-free Solder Improvement
针对波峰焊
1、推荐使用Sn-Cu系: Cost/Oxidized/Erosion/Appearance/Reliability; 2、Sn-Cu的改进:加入微量金属Ti进行调质,Sn-Cu-Ti; 3、Sn-Cu-Ti达到的效果:
对比63Sn/37Pb Compare with 63Sn/37Pb
更高的熔点:高30-40℃,工 艺窗口小; 更高的价格:1.5-4倍; 浸润性差、润湿性差; 设备腐蚀强; 容易氧化; 焊点外观差; 焊点气孔多(特别是有铅无 铅混用); 缺陷多(定位效应差);
1
2018/11/11
典型无铅焊料合金体系 Typical Lead-free Solders Alloy System
合金系 Alloy System Sn-Ag-Cu Sn-Cu Sn-Bi Sn-Zn Sn-Ag Sn-Sb 熔化区间 Melting Range ~217℃ ~227℃ ~139℃ ~197℃ ~221℃ ~238 ℃ 优点 Advantages 综合性能优 低成本,综合性能优良。 低熔点,低成本。 低熔点,低成本,机械强度 优。 综合性能优。 综合性能优。 缺点 Shortages 对不锈钢的溶蚀力强,成本 高。 熔点偏高。 脆性高,易与铅形成低熔点 相。 极易氧化,容易晶界腐蚀。 对不锈钢熔蚀力强,成本高、 熔点偏高。 熔点太高。
无铅焊料合金与焊剂

无铅焊料合金与焊剂
一、无铅焊料合金
1、关于无铅焊料合金的定义
无铅焊料合金是一种金属焊料,其中没有含铅元素,而是由其他各种
金属元素组成,它既可以用于电阻焊,也可以用于氩弧焊和填充焊。
据统计,无铅焊料合金的焊接工艺技术和材料都有很大的进步,它可以满足工
业用户的需求,可靠性高、焊接性能好,广泛应用于电子、计算机、家电
等行业。
2、无铅焊料合金的特点
(1)无铅合金由镍、钴、铜、锡等元素组成,拥有优异的焊接性能,焊后强度高,塑性优良,成果非常稳定可靠。
(2)无铅合金熔化点适中,在焊缝表面形成一层厚厚的焊渣保护,
能够有效抵抗高温和低温的老化,也可以有效的防止电火花的生成,确保
焊接的质量。
(3)无铅合金焊料熔接时发出的烟雾少,烟味清淡,不污染环境,
远离危害。
3、无铅焊料合金的应用
无铅焊料合金主要应用于电子、机械制造等行业,主要用于制造电子
元器件、汽车零部件和机械部件。
它主要用于锻造、汽车部件的组装、汽
车零部件的维修,以及汽车悬架的重修。
它还可以用于制造食品、饮料和
医药行业的液体容器,还可以用于制造钢结构件。
二、无铅焊剂。
无铅焊料知识
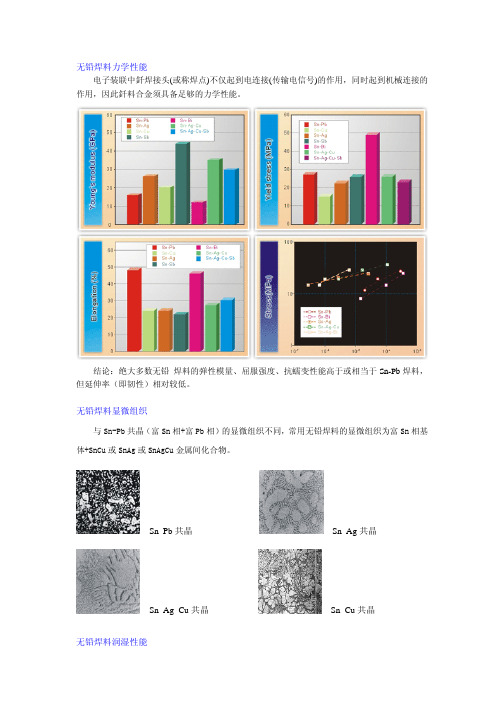
无铅焊料力学性能电子装联中釺焊接头(或称焊点)不仅起到电连接(传输电信号)的作用,同时起到机械连接的作用,因此釺料合金须具备足够的力学性能。
结论:绝大多数无铅焊料的弹性模量、屈服强度、抗蠕变性能高于或相当于Sn-Pb焊料,但延伸率(即韧性)相对较低。
无铅焊料显微组织与Sn-Pb共晶(富Sn相+富Pb相)的显微组织不同,常用无铅焊料的显微组织为富Sn相基体+SnCu或SnAg或SnAgCu金属间化合物。
Sn_Pb共晶 Sn_Ag共晶Sn_Ag_Cu共晶Sn_Cu共晶无铅焊料润湿性能熔融态焊料合金在固态金属(如铜)表面的润湿与铺展是形成有效连接的必须条件。
焊料合金的润湿性能有多种表达方式,润湿角是其中一种。
润湿角越小,润湿性能越好。
结论:所有无铅焊料的润湿性能均低于Sn-Pb焊料。
因此无铅焊接工艺中釺剂的选择非常重要。
建议通过对不同焊剂进行充分测试来进行选择。
NCMS(美国国家制造科学研究中心)提出的无铅焊料性能的评价标准性 能 可接受水平液相线温度 <225℃熔化温度范围 <30℃润湿性(润湿称量法) F max>300μN,t0<0.6s,t2,3<1s 铺展面积 >85%的铜板面积热机疲劳性能 >Sn/Pb共晶相应值的75%热膨胀系数 <29ppm/℃蠕变性能(室温下167小时内导致失效所需的应力值)>3.5Mpa延伸率(室温,单轴拉伸) >10%无铅焊料的品种和特点分 类 规 格 熔点(o C) 特 点Sn-Ag系列 Sn96.5-Ag3.5 221 Sn-Ag系列 Sn95-Ag5 221-245 Sn-Ag系列 其它合金比例 220-245高强度,抗蠕变,力学性能良好,可焊性良好,热疲劳可靠性良好,最适宜用于含银件焊接Sn-Cu系列 Sn99.5-Cu0.5 200-227Sn-Cu系列 Sn99-Cu1.0 200-230 Sn-Cu系列 其它合金比例 200-230熔点最高,力学性能略差,但制造成本低Sn-Ag-Cu系列 Sn96.5-Ag3-Cu0.5 217熔点低,其可焊性和可靠性比前者两系列更好,应用较广泛Sn-Sb系列 Sn95-Sb 232-240Sn-Sb系列 Sn99-Sb 234高强度,可焊性好Sn系列 Sn100 232 针对工艺品的焊接合金成份 熔 点 评 价Sn/Cu0.7227℃成本低、熔点高,润湿性差、毛细作用力小、疲劳特性差,可用于较低要求的焊接场所Sn/Cu0.7/Ag0.3217-227℃Sn/Cu系列合金,润湿性较Sn/Cu0.7好,但各项性能仍劣于Sn/Ag3/Cu0.5系列合金Sn/Ag3.5221℃成本较高,在用传统无铅焊料,有可能因为银相变化而无法通过可靠性试验Sn/Ag3/Cu0.5-0.7 217-218℃成本较高,各项性能良好,目前选用厂家最多的无铅焊料(据统计,超过60%的在用厂家使用此合金)Sn/Ag2.5/Cu0.8/Sb0.5217℃AIM专利产品,CASTIN®合金,各项性能良好,熔点较Sn/Ag3/Cu0.5更低,且更细晶格的合金Sn/Ag4/Cu0.5-0.7 217-218℃无专利问题,成本较Cu/Ag3/Cu0.5高,各项性能良好,目前在用无铅焊料Sn/1.0Ag/4.0Cu217-353℃ 防止被Cu腐蚀,高温用Sn/2.5Ag/1.0Bi/0.5Cu214-221℃ SnAgCuBi系推荐产品,属Oatey专利产品。
osp培训教材
二、宏泽电子F22G系列药水介绍
*
F22G應用及特性
應用: 印刷電路板(PCB、FPC) 與IC載板之無鉛焊墊 特性 : 低成本表面處理技術 均勻的保護膜,提供最平坦的焊墊表面 較低的表面離子污染度 只在銅面上形成皮膜,防止金面上的變色污染 耐熱性優異,經多次迴焊處理後仍有極佳的焊錫性 優異的耐濕性,具有一年的保護銅能力 相容於無鉛化 (Lead-free) SMT製程 相容於免洗型(No-Clean)SMT製程 非揮發性溶劑之水溶性溶液,安全性高 低溫操作,增加電路板結構穩定性 化學性質溫和、不攻擊防焊綠漆
*
OSP的耐热性
OSP的耐热性是无铅化焊接过程中的核心问题.由于OSP的组成中,不仅含有高活性咪唑类与新鲜铜表面形成牢固的络合体,而且在无铅焊接高温度下不发生分解和逸出气体,因此要采用高分解温度OSP产品.目前,主要走向采用耐热性高的烷基苯基咪唑类组成. 烷基苯基咪唑类的热分解温高达354.7℃衍生式苯基咪唑类的热分解温度为240~260 ℃之间.因此,烷基苯基咪唑类的OSP明显地提高了分解温度和耐热性,完全适宜于无铅化焊接温度下多次回流焊接的应用.
绿油限制
有
有
有
无
无
焊点IMC
Cu6Sn5
Ni3Sn4
Cu6Sn5
Cu6Sn5
Cu6Sn5
*
4、有机保焊剂(OSP)的未来
有机保焊剂(OSP)又可称耐热预焊剂.从目前来看,由于OSP较好地解决了无铅化焊接过程中的保护性、耐热性和可焊性的基本要求,加其成本低和制造工艺过程简单,因此,耐热型/高温型的OSP还会得到快速的发展,其市场占有率还会进一步提高。OSP除了具有保护性、耐热性和可焊性的基本要求外,还具有其它突出的优点,如:生产过程最简单和稳定,OSP的生产过程仅为微蚀、预浸、上有机膜、烘干几步;返工/存储过期处理最简单,不会损伤PCB和增加厚度;在所有表面涂覆(镀)层中成本最低.这些优点也决定着OSP在无铅化焊接中的地位提高和市场继续扩大.
无铅焊接培训讲义

无铅培训讲义一、 PCB及零件设计对无铅制成之影响绿色电子产品的概念:电子产品中含铅、镉、汞、六价铬等重金属和PBB及PBDE等溴化物阻燃剂的含量要求达到相关法律规定的,并非只是无铅。
电子垃圾和铅污染的机理:废弃电子器件埋入地下,被雨水和与其他废物反应所侵蚀。
带有金属的滤液可能转移到本地的地下水,并污染它。
人在饮用含有铅的水后,体内血液中的铅的含量升高。
铅对脑、中枢神经系统、肾脏、肝脏和血的产生都有损坏。
业界关于电子产品的相关法规的介绍(ROHS和WEEE)RoHS指令欧盟为了限制有害物质在电子电器产品中的使用,并透过妥善的回收及处理废弃电子电器产品达到保护人类健康的目的,于2003年颁布2002/95/EC号法令,即RoHS法令(Restriction of the use of Hazardous Substances in Electrical and Electronic Equipment Pirective)——电子电机产品之危害物质限用法令。
WEEE指令主要规定是藉着赋予各家电器与电子设备制造/销售厂商,对于这些产品使用完尽后所生成废弃物的”延伸制造者回收责任,来达到加强回收WEEE的目标。
规定各会员国应该在2006年年底之前达到至少回收70%WEEE与回收再利用50%以上WEEE材料与组件(各类电器回收率目标不同)的目标 。
WEEE&RoHS法令中所规范的电器及电子设备产品 大型家电用品(Large household appliances) 小型家电用品(Small household appliances) 信息及电讯设备(IT&Telecommunication equipment) 消费性设备(Consumer equipment) 发光设备(Lighting equipment) 电子及电器工具(Electrical & electronic tools) 玩具、娱乐运动设备(Toys) 医疗设施(Medical equipment system) 监视及控管设备(Monitoring & controling struments) 自动贩卖机(Automatic dispensers)无铅的定义和无铅豁免条例:电子工业中的所谓无铅就是指用其它一种或几种对人体无害(或微小可预防)的金属代替工业制造用料中的铅金属,从而大大减少或避免由于人们使用含铅产品而造成的健康受损。
无铅制程基础培训教材2

无铅制程基础培训教材无铅焊锡基础知识•一.无铅焊料的定义:无铅焊锡的问题点及其改善方法νν选择用于无铅焊锡烙铁时的注意点无铅化后选择烙铁时的四大要点选择热容量大的烙铁头、加热器。
(温度设定在350℃左右)νν选择焊接作业时温度下降幅度小的烙铁。
选择吃锡良好、不容易被锡侵蚀的烙铁。
(可以只更换烙铁头的类型比较经济)νν在氧化、漏焊、锡尖等现象频发时、请使用氮气气体。
无铅焊锡的问题点熔点高、锡丝不容易熔化。
烙铁头消耗变快。
烙铁头氧化变快。
浸润性、延展性变差。
容易出现锡尖、短路等现象。
恰当的设定温度为多少度呢?无铅锡丝的熔点与共晶锡丝的183℃相比、要高25~35℃。
(Sn-Cu227℃、Sn-Ag-Cu218-219℃)如果觉得热容量不够的话,最好不要提高设定温度,而是选择增加加热器的能力。
烙铁头的温度可设定在比熔点+100~150℃范围,350℃左右最恰当(即使高也最好别超过380 ℃)烙铁头的氧化及碳化物的附着温度设定越高烙铁头消耗越快。
烙铁头消耗的原理。
铁质材料被锡丝中的锡侵蚀。
此现象称为腐蚀(熔解)。
锡槽的不锈钢(SUS)、烙铁头镀的为铁(Fe)的原因,容易被锡腐蚀。
无铅化后锡丝中锡的含量增加了。
Sn-Pb为63%、而Sn-Ag-Cu为96.5%。
(锡的含量增加了50%以上。
)从Sn-Pb转为无铅化,烙铁头的寿命缩短了2~3倍。
烙铁头的腐蚀形成Fe与Sn的化合物镀铁层的Fe熔解到锡丝内烙铁头侵蚀断面的解析,镀铁Fe的侵蚀随着时间成比例增加1.总结:无铅焊锡的问题点及其改善方法烙铁头温度高的话,烙铁头容易氧化、碳化物也容易附着。
→温度设定不要过高350℃左右,设定温度高的话,烙铁头消耗加剧。
→温度设定不要过高350℃左右由于镀铁被锡侵蚀(腐蚀、熔解)造成的烙铁头消耗,→选择不易消耗的高品质的烙铁头,锡丝附着的时间越长,烙铁头的消耗就越快,→经常关闭电源、清洗烙铁头。
无铅专用焊台温度都十分稳定,能够在最短的时间传递足够的热量,而且不需要操作者调节温度。
无铅焊接技术与接触焊接技术幻灯片PPT

第五章 焊接工艺
5.7 接触焊接技术
5.7 接触焊接技术
接触焊接是在加热的烙铁嘴(tip)或环(collar)直接接触焊接点时 完成的。烙铁嘴或环安装在焊接工具上。焊接嘴用来加热单个 的焊接点,而焊接环用来同时加热多个焊接点。对单嘴焊接工 具和焊接嘴,有多种的设计结构。
对烙铁环形式的焊接嘴也有多种设计结构。有两或四面的 离散环,主要用于元件拆除。环的设计主要用于多脚元件,如 集成电路((IC);可是,它们也可用来拆卸矩形和圆柱形的元件 。烙铁环对取下已经用胶粘结的元件非常有用。在焊锡熔化后 ,烙铁环可拧动元件,打破胶的连接。
无铅焊锡:
5.6 无铅焊接技术
①上锡能力差
无铅焊锡的焊锡扩散性差,扩散面积差不多是共晶焊锡的1/3。
②熔点高
无铅焊锡的熔点比一般的Sn-Pb共晶焊锡高大约34~44度,这样电烙 铁烙铁头的温度设定也要比较高。
焊锡 熔点(℃)
焊接作业温度(℃)(焊锡熔点+50℃)
烙铁头温度(℃)(焊接作业温度+100℃)
2、限制温度系统,具有帮助保持该系统温度在一个最佳范围 的温度限制能力。这些系统不连续地传送热量,这防止过热,但 加热恢复可能慢。这可能引起操作员设定比所希望更高的温度, 加快焊接。对表面贴装应用的操作温度范围是285~315°C。
3、控制温度系统, 提供高输出能力。这些系统,象温度限制 系统一样,不连续地传送热量。响应时机和温度控制比限制温度 系统要优越。对表面贴装应用的操作温度范围是285~315°C。这 些系统也提供更好的偏差能力,通常是10°C。
无铅焊接技术与接触焊接 技术幻灯片PPT
本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢!
焊接材料基本知识讲义课件

对焊接材料进行安全防护,如穿戴防护用品、避免接触有害 物质等,确保操作人员的安全和健康。
04
CATALOGUE
焊接材料的研发与生产
焊接材料的研发过程与关键技术
焊接材料的研发过程 需求分析:根据市场需求、产品用途等因素,确定焊接材料的研发方向和目标。
成分设计:根据材料的应用要求,设计材料的化学成分和合金元素含量。
研究异种金属之间的可焊性和焊 接工艺,实现不同金属材料之间
的有效连接。
非金属材料的焊接
探索非金属材料之间的可焊性和 焊接工艺,实现非金属材料之间
的有效连接。
复合材料的焊接
研究复合材料之间的可焊性和焊 接工艺,实现复合材料之间的有
效连接。
06
CATALOGUE
焊接材料案例分析与实践应用
案例一:不锈钢焊接材料的选用与实践
检测设备:对生产出的焊接材料进行各项性能检测和评 估的设备。
焊接材料生产中的环保与节能问题
焊接材料生产中的环保问题
有害气体排放:焊接材料生产过程中会产生大量 的烟尘、废气等有害气体,对环境造成污染。
有害物质排放:焊接材料生产过程中会产生含有 重金属离子的废水,对环境造成污染。
焊接材料生产中的环保与节能问题
THANKS
感谢观看
不锈钢焊接实践
在实践过程中,应注意焊接工艺参数的正确选择,如电流、电压、焊接速度等。同时,还 应注意焊接接头的预热、层间温度控制以及焊后热处理等工艺环节。
案例二:铸铁焊接材料的特性与应用
01
铸铁概述
铸铁是一种具有优良铸造性能的金属材料,广泛应用于机械制造、汽车
制造等领域。铸铁焊接材料是一种专门用于铸铁焊接的特殊材料。
PCB资料无铅焊管理培训教材

.... .
波峰焊工艺条件控制
1,助銲劑比重。 2.預熱溫度。 3.輸送機速度。 4.噴流嘴與基板之距離。 5.銲錫浸潤度。 6.銲錫溫度。
.... .
1.助銲劑比重:
為了防止冷銲,故最適的比重範田為 0.830~0.850。 它含左右固體含有量之流動性。 .當助銲劑的比重高時,則基板上之助銲用殘量增加, 因銲錫波尾部助銲劑不足,導致產生鍚橋現象。 .當助銲劑本身的固體含有量多時,則妨礙銲鍚之流 動而引起冷銲現象。 .為了銲鍚要有良好的濡潤性起見,必須要有一定量 以上的助銲劑固體含有量,為了防止冷銲, 故使用濡潤性良好程度的助銲劑量。相反的若固體含 有且過多的話,則產生反效果,故必須在最適的比重 範圍內使用。
.... .
4.0波峰焊工艺条件控制
对于不同的波峰焊机,由于其波峰南的宽窄不 同,必须调节印制板的传送速度,使焊接时间 大于2.5秒。 预热温度与焊剂比重的控制
控制一定的焊剂比重和预热温度,使印制板进 入锡锅时,焊剂中的溶剂挥发得差不多,但又 不太干燥,便能最大限度地起到助焊剂性作用, 即使零交时间最短,润湿力最大。
1-2.SILICON OIL 通常用於脫模及潤滑之 用,通常會在基板及零件腳上發現,而 SILICON OIL 不易清理,因之使用它要非 常小心尤其是當它做抗氧化油常會發生 問題,因它會蒸發沾在基板上而造成沾錫 不良.
.... .
波峰焊錫作業中問題點與改善方法
1-3.常因貯存狀況不良或基板製程上的問題發 生氧化,而助焊劑無法去除時會造成沾錫不良, 過二次錫或可解決此問題. 1-4.沾助焊劑方式不正確,造成原因為發泡氣壓 不穩定或不足,致使泡沫高度不穩或不均勻而使 基板部分沒有沾到助焊劑. 1-5.吃錫時間不足或錫溫不足會造成沾錫不良, 因為熔錫需要足夠的溫度及時間WETTING,通 常焊錫溫度應高於熔點溫度50℃至80℃之間, 沾錫總時間約3秒.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A、设备(尤其是锡槽)的熔蚀作用低; B、熔融状态下的不容易氧化,出渣量低; C、对铜的熔蚀率极低; D、晶粒细密,焊点强度增高,抗蠕变能力增强; E、表面光亮,减少表面微裂纹现象的发生;
4
2020/6/26
无铅焊料合金与焊剂
通用无铅焊料对比 Commercial Lead-free Solder
Sn-Ag-Cu Alloy
M.P.
Up 34℃
Cost
3.0~4.0 X
Wetting
Low
Erosion
Higher
Oxidized
Easier
Appearance More Fine Crack
/More Coarse
﹥8g。)
Eroded Theory of Facility:
Sn+Fe IMC Layer;High Temp. Wash;
Materials & Eroded:
304﹥316 ﹥Coating(Nitride Layer)﹥Ti Alloy ﹥ Ti
Main Eroded Parts:
nozzle/launder/stirrer
8
2020/6/26
无铅焊料的改善
Lead-free Solder Improvement
Sn-Cu-Ti的金相对比:
基体为β-Sn,白色条/块状为Sn-Cu化合物
Sn-Cu-Ti
9
2020/6/26
Sn-Cu
无铅焊料的改善
Lead-free Solder Improvement Sn-Cu-Ti的外观对比:
温 度 在 Dip为 3''时 对 蚀 铜 的 影 响
0.025
蚀 铜 厚 度 ( mm)
0.02
0.015
SCT
SAC
0.01
SCN
0.005
0
250
SCT
0.002
SAC
0.005
SCN
0.01
280
320
0.007
0.009
0.013
0.016
0.014
0.02
温 度 ( T)
360 0.015 0.023 0.022
无铅焊料的改善
Lead-free Solder Improvement
设备腐蚀原理:
Sn+Fe金属化合物层的锡层; 高温冲刷;
材质与腐蚀:
304﹥316 ﹥镀层(N化)﹥Ti 合金﹥Ti
主要腐蚀部位:
喷嘴、导流槽、搅拌桨
腐蚀对比:
SAC ≥ SC ≥ SCN ﹥SCT
(255℃下,500转/min,半年, 称失重18g ﹥16g ﹥15g
6
2020/6/26
Sn-Cu-Ti Alloy Properties
1、M.P. :~227 ℃; 2、S.G:7.3g/cm3; 3、Tensile Strength:>36M.Pa; 4、Elongation: > 25%; 5、Resistance Rate:
0.128μΩm; 6、Spread: > 80%; 7、Ions Immigration:Pass; (85,℃ ,85%RH, 1000hr)
无铅焊料的改善
Lead-free Solder Improvement
To Wave Soldering
1、Recommend Sn-Cu Alloy: Cost/Oxidized/Erosion/Appearance/Reliability;
2、Improve Sn-Cu Alloy:by Ti adding,Sn-Cu-Ti; 3、Improved Effect from Sn-Cu-Ti:
1、改善焊料合金—— 通过合金成分调整;
2、新型助焊剂——活 性与可靠性的结合;
3、新焊接工艺——更 精确的控制,更多的保 证手段;
Focus on the Weakness:
1、Alloy ——Adjust the Composition;
2、New Flux ——High Active Combine with High Reliability;
Application Reflow / Wave
Sn-Cu Alloy Up 44℃ 1.5~1.8 X Lower High Easy Fine Crack/ Coarse Wave
2
2020/6/26
无铅焊料的改善
Lead-free Solder Improvement
针对无铅焊料的缺点:
3、Process——More accuracy control, More guarantee measure;
3
2020/6/26
无铅焊料的改善
Lead-free Solder Improvement
针对波峰焊
1、推荐使用Sn-Cu系: Cost/Oxidized/Erosion/Appearance/Reliability;
10 2020/6/26
无铅焊料的改善
Lead-free Solder Improvement
5
2020/6/26
无铅焊料的改善
Lead-free Solder Improvement
Sn-Cu-Ti合金性能
1、M.P. :~227 ℃; 2、比重:7.3g/cm3; 3、抗拉强度:>36M.Pa; 4、延伸率: > 25%; 5、电阻率:0.128μΩm; 6、扩展率: > 80%; 7、离子迁移:Pass; (85,℃ ,85%RH, 1000hr)
A、Lower Erosion Rate to Equipment; B、Lower Oxidized Rate & Dross Rate under Molten State; C、Lower Erosion Rate to Copper ; D、Finer Grain Size,Higher Joint Tensile Strength,Higher creep-resisting ability; E、Shining Appearance ,little Fine Crack;
Eroded difference:
SAC ≥ SC ≥ SCN﹥SCT
(255℃,500r/min,Half Year,Lost Weight18g ﹥16g ﹥15g ﹥8g。)
7
2020/6/26
无铅焊料的改善
Lead-free Solder Improvement
Sn-Cu-Ti的熔铜速率对比: