plc控制混料罐
基于PLC的工业搅拌过程控制系统设计

基于PLC的工业搅拌过程控制系统设计摘要随着PLC等许多处理器的发展,自动控制模式的电动机的数量越来越多。
传统的控制方式因技术手段落后、生产效率低等弊端已不能适应企业生产的需要。
本文主要介绍采用西门子PLC实现对液体搅拌系统进行自动控制。
基于PLC构成的用于两种液体自动混合、自动搅拌和自动放料系统的控制目标、硬件组成、软件设计及系统功能,能模拟显示液体搅拌系统的全部工作过程。
系统硬件主要由S7-300可编程控制器、电磁阀、泵以及液位变送器等组成,编程软件采用采用西门子编程软件STEP7。
系统通过液位变送器将采集到的现场液位高度传送给西门子PLC,并由PLC对现场数据逻辑处理后,发出相应的控制指令,完成系统的自动控制。
最后,系统使用RS-232接口与上位机相连实现PLC与计算机的通讯。
系统不仅自动化程度高,灵活性强, 还具有在线修改功能,可满足不同的生产工艺要求。
关键字:PLC,液体搅拌系统,液位变送器,电磁阀DESIGN OF INDUSTRIAL MIXING PROCESS CONTROLSYSTEM BASED ON PLCABSTRACTWith the development of PLC, there are more and more automatic control electromotor. The traditional way of controlling can not meet the needs of enterprise production for its in low efficiency and low productivity. This paper introduces the rational application of SIEMENS PLC in the automatic control system of liquid mixer. PLC-based liquid composition for the two auto-mixing, automatic mixing and automatic discharge system, control objectives, hardware components, software design and system capabilities of liquid mixing system simulation show that all the work process.The System hardware is mainly formed by the S7-300 programmable logic controller, electromagnetic valve, pump and liquid location sensor, programming software using Siemens STEP7. The System through the liquid location sensor collected level information to Siemens PLC and then the PLC deal with on-site data, and sending corresponding control command to complete the system of automatic control. At last system is realized the communication between PLC and the upper computer by using the connection of RS-232.This system not only has high automation level and great mobility but also can alter the parameter on line, it can use in kinds of liquid location control systems.Key words: PLC,liquid mixing system,liquid location sensor,electromagnetic valve目录1. 绪论 -------------------------------------------------------------------------------------------------- 11.1 液体搅拌系统的简介 ---------------------------------------------------------------------- 11.2 液体搅拌系统组成 ------------------------------------------------------------------------- 21.3 PLC在液体搅拌系统中的应用----------------------------------------------------------- 22. 可编程控制器 -------------------------------------------------------------------------------------- 42.1 可编程控制器的发展 ---------------------------------------------------------------------- 42.1.1 PLC技术发展概况 ------------------------------------------------------------------ 52.1.2 可编程控制器在我国的发展 ----------------------------------------------------- 62.2 PLC的分类----------------------------------------------------------------------------------- 72.3 PLC的工作原理----------------------------------------------------------------------------- 82.4 可编程控制器实现控制的要点 --------------------------------------------------------- 102.4.1 可编程控制器基本特点----------------------------------------------------------- 112.5 PLC的主要技术指标及抗干扰分析 --------------------------------------------------- 132.5.1 干扰源及干扰一般分类----------------------------------------------------------- 142.5.2 PLC控制系统中电磁干扰的主要来源----------------------------------------- 142.5.3 PLC控制系统工程应用的抗干扰设计----------------------------------------- 172.5.4 主要抗干扰措施-------------------------------------------------------------------- 172.6 西门子S7-300可编程控制器简述----------------------------------------------------- 182.7 SIMATIC S7-300系列PLC系统基本构成 ------------------------------------------- 182.7.1 SIMATIC S7-300的组成 ---------------------------------------------------------- 192.7.2 S7-300的扩展能力 ----------------------------------------------------------------- 202.7.3 S7-300模块地址的确定----------------------------------------------------------- 202.8 S7—300式PLC的CPU简介 ---------------------------------------------------------- 21 3.控制系统硬件设计 ------------------------------------------------------------------------------ 243.1 系统工业流程 ------------------------------------------------------------------------------ 243.2 液位变送器的选择 ------------------------------------------------------------------------ 243.3 电磁阀的介绍 ------------------------------------------------------------------------------ 253.3.1 电磁阀的分类及特点-------------------------------------------------------------- 253.3.2 电磁阀的选择----------------------------------------------------------------------- 263.4 接触器及选用 ------------------------------------------------------------------------------ 273.4.1 接触器的分类和结构-------------------------------------------------------------- 283.4.2 接触器的工作原理及选用-------------------------------------------------------- 283.5 中间继电器 --------------------------------------------------------------------------------- 293.6 PLC选型------------------------------------------------------------------------------------- 303.7 系统主电路工作原理 --------------------------------------------------------------------- 313.8 系统控制电路工作原理 ------------------------------------------------------------------ 32 4.控制系统软件设计 ------------------------------------------------------------------------------ 344.1 PLC编程软件STEP7 --------------------------------------------------------------------- 344.2 PLC控制流程------------------------------------------------------------------------------- 354.3 系统的程序设计 --------------------------------------------------------------------------- 35 结论 ----------------------------------------------------------------------------------------------------- 43 致谢 ----------------------------------------------------------------------------------------------------- 44 参考文献----------------------------------------------------------------------------------------------- 451. 绪论1.1液体搅拌系统的简介目前,我国的液体搅拌系统大部分采用传统的继电器进行控制,这种方法耗能大,浪费大,搅拌效果不好,给工厂浪费很多资金,同时对噪声污染也很严重。
PLC实验报告

实验一混料罐实验一、I/O分配表二、程序流程图四、实验结论与心得体会实验结论:进入PLC程序前线打开进料泵1,接着低液位报警出料泵关,进料泵开,原料开始进入。
然后,中液位报警进料泵1关,进料泵2开。
最后高液位报警进料泵2关,混料崩开。
3秒后,关混料泵,出料泵开。
程序结束。
心得体会:由于是第一个实验,所以操作不是很熟练。
实验过程中也出现了一些问题,比如接线没接好之类的。
这也让我明白了,即使是程序正确,在实际操作中也需要仔细认真,有耐心的调试才能把实验完成。
实验二计件实验一、I/O分配表二、程序流程图四、实验结论与心得体会实验结论:按下P07后实验启动,接到KS2的信号候,转盘启动并且开始计数。
计数到10后,转盘停止,启动传送带2,计数器清零。
当传送带2转动一圈,再次接到KS2包装箱空心好,如此循环。
心得体会:在第一次实验的基础上,操作明显熟练了。
实验三红绿灯控制实验一、I/O分配表二、程序流程图1、基本要求2、提高部分三、程序1、基本要求2、提高部分四、实验结论与心得体会实验结论:1、基本要求是所编程序满足红红1秒红绿5秒红黄1秒红红1秒红绿5秒黄红1秒。
2、每个方向绿灯亮5秒后均需闪烁3次(亮0.5秒,灭0.5秒)再切换到黄灯。
1秒 5秒 3秒红红红绿 红、绿闪(3次) 红黄1秒 1秒 3秒 5秒 1秒 黄红 绿闪(3次)、红 绿红 红红心得体会:这个实验的提高部分明显比较难,经过自己努力和同学的交流,在经历了失败和错误的操作后,终于将实验完成。
在不断的探讨中也让我对实验仪器,控制和操作有了更进一步的熟悉。
实验四 传输实验一、I/O 分配表三、程序 四、实验结论与心得体会实验结论:按下启动键P01后,给出了YS1的信号,检测各个工位,工位1时,停1,传送带启动;工位2时,停1秒,传秒送带启动;工位3时,停1秒,传送带启动。
心得体会:在实验过程中出现有信号灯YSS1和YSS2都不亮的情况,以为是实验程序的错误,经过仔细的检查,才发现是接线的问题。
03 用PLC进行混料罐的控制线路设计,并进行模拟调试

用PLC进行混料罐的控制线路设计,并进行模拟调试一、实验目的熟练使用各条基本指令,通过对工程事例的模拟,熟练地掌握PLC编程和调试。
二、液体混料罐控制模拟实验面板图:图1三、控制要求从面板图可知,本装置为两种液体混合的模拟。
SB1用于启动装置,SB2用于停止装置,开关S1用于选择配方,S2用于流程的循环选择,SL1、SL2、SL3为三个液面传感器,液体A、B及排液泵阀门由YV1、YV2、YV3控制,M为搅拌电机,由KM控制控制要求如下:初始状态:装置投入运行时,液体A、B阀门关闭,排液阀打开 3 秒。
启动操作:按下启动按钮SB1,装置开始按照以下约定的规律操作:液体A阀门打开,液体A流入混料罐,当液位升到SL2时,(若选配方1,S1=1)A阀门关闭,B阀门打开;(若选配方2,S1=0)A阀门、B阀门均开。
当液位升到SL1时,A阀门、B阀门关闭,搅拌机运行3秒,运行时间到,(配方1)排液阀YV3开,液位降至SL2时,搅拌机关;(配方2)搅拌机停止,排液阀YV3打开。
液位降到SL3时,延时3秒,混料罐放空,YV3关闭,此时完成一个工作循环,若S2=0,装置继续下一个工作循环,若S2=1,装置停止运行。
四、编制梯形图并写出程序,实验梯形图参考图2指令表五、将PTS-11挂件上PLC输出端的COM,COM0,COM1,COM2相接。
将PWD-42挂件上的液体混合装置控制模拟模块的SB1、SB2、SL1、SL2、SL3、S01、S02分别接至PTS-11挂件上的X0、X1、X2、X3、X4、X5、X6,YV1、YV2、YV3、YKM 分别接至 PTS-11挂件上的Y0、Y1、Y2、Y3,+24V、COM分别接至PWD41挂件上的+24V六.实验操作过程按实验接线接好连线,将程序输入到PLC中并运行PLC,排液阀YV3打开(指示灯亮),排出混料罐内剩余液体,3秒后关闭(指示灯灭)。
将SL1、SL2、SL3断开。
plc课程设计液体混合罐控制

1.方案设计1.1 设计内容及要求设计一液体混合罐控制程序。
具体要求如下:(1)初始状态。
在液体混合罐投入运行前,液体控制阀门YV1、YV2为关闭状态,混合液体阀门YV3打开30s,将混合罐放空后关闭。
(2)启动与运行。
按下起动按钮SB1后, 液体混合罐按照工艺要求工作。
液体A阀门YV1打开,液体A流入液体混合罐。
当液位到达SL2时,SL2接通,液体A阀门YV1关闭,同时打开液体B阀门YV2。
当液位到达SL1时, 液体B阀门YV2关闭,启动搅拌电动机运转,将罐内A、B两种液体搅拌均匀。
搅拌电动机60秒钟后停止工作。
随后混合液体阀门YV3打开,排放混合液体。
当液面降到SL3以下时,SL3断开,再经过30秒延时后, 液体混合罐排空,混合液体阀门YV3关闭,开始下一个生产周期。
(3)停机。
按下停止按钮SB2后,只有在液体混合工艺过程全部处理完毕,才允许停车,即停在初始状态。
1.2 总体设计方案(1)本方案控制对象电动机由交流接触器KM1完成启停控制。
液体混合罐包含三个液位测定,具有两种液体加液、搅拌、排出的功能。
液位传感器SL1、SL2、SL3,当被液体淹没时接通,A、B两种液体的流入与混合后流出的液体分别由电磁阀YV1、YV2、YV3控制,M为搅拌电动机。
液体混合罐控制系统示意图如下图所示图1-1 液体混合罐控制系统示意图(2)方案采用基本指令定时器指令和保持指令。
系统以欧姆龙公司的CPMA 系列小型机为对象,程序对应液体混合罐控制的启动、运行、停止等多种状态操作,并设计了控制流程图、梯形图和输入输出状态时序图。
(3)I/O 接口配置及功能表如下:表1-1 欧姆龙CPM 系统型机I/O 接口配置输入(I ) 功能 输入 功能00003 SB1-开车按钮 01001 YV1-液体A 电磁阀 00004 SB2-停车按钮 01002 YV2-液体B 电磁阀 00005 SL1-液体传感器 01003 YV3-混合液体电磁阀 00006 SL2-液体传感器 01004 KM1-搅拌电机接触器00007 SL3-液体传感器(4) 欧姆龙PLC 的I/O 接线图如下图所示图1-2 PLC 的I/O 接线图2. 系统设计2.1 输入输出状态时序图图2-1输入输出状态时序图2.2 控制流程图60s启动 停止 YV1 SL1KM1YV2 YV3 30sSL3 SL2图2-2 控制流程图2.3 梯形图图2-3 梯形图3.程序设计的特点和方案的优缺点梯形图设计原理清晰功能完善,结构简单,但适应于较简单混合罐控制。
混料罐的PLC控制

18.控制要求如下:(1)按下液料选择按扭及液料位选择开关,开始进料直到1/4、1/2及3/4液位,剩下液料自动灌装到满液位。
有两种物料供选择。
(2)10秒钟后开始启动搅拌,搅拌时,电机正转50秒,停10秒,然后反转50秒,停10秒。
(3)如此循环5次,后开始排出液料。
(4)液料排空后自动按上次设定重复混料工作。
(5)可以设定每次混料的次数。
混料罐的PLC控制一、选择的设备和拟采取的方法:1、西门子S7-200系列PLC2、对课题控制要求进行分析和阐述控制要求如下:(1)按下液料选择按扭及液料位选择开关,开始进料直到1/4、1/2及3/4液位,剩下液料自动灌装到满液位。
有两种物料供选择。
(2)10秒钟后开始启动搅拌,搅拌时,电机正转50秒,停10秒,然后反转50秒,停10秒。
(3)如此循环5次,后开始排出液料。
(4)液料排空后自动按上次设定重复混料工作。
(5)可以设定每次混料的次数。
对要求(1)可选用常开触点控制进料,选择触点I0.1,I0.2,I0.3选择液位I0.4,I0.5,I0.5灌至1/4,1/2,3/4液位,I0.7灌满。
Q0.0控制料1输入,Q0.2控制料2输入。
对于要求(2)可选择Q0.2控制电机正转Q0.3控制电机反转。
用定时器T37,T38,T39进行定时。
对于要求(3)(4)(5)选用计数器C10进行计数。
3进行I/O分配I0.0 启动I0.1,I0.2,I0.3 选择液位I0.4,I0.5,I0.6 1/4,1/2,3/4液位I0.7 满液位Q0.0 料1输入Q0.1 料2输入Q0.2 电机正转Q0.3 电机反转Q0.4 排除混料二.针对控制要求,对程序设计的思路和设计过程进行论述,可结合梯形图程序进行说明。
设置I0.0为程序启动触点开始进料直到1/4、1/2及3/4液位,剩下液料自动灌装到满液位。
两种物料Q0.0.Q0.1可供选择混料泵满时,上述程序结束。
混料泵满时,计时器T37延时10s,混料泵开始工作。
基于PLC的混凝土搅拌站控制系统设计

基于PLC的混凝土搅拌站控制系统设计【摘要】在整个控制系统中,实现的功能是判断沙料、石料、水泥的重量是否符合要求,接着就是判断水的重量。
对于这个问题,在硬件选择方面选择了重量传感器和水流量传感器来解决这个问题。
对于西门子S7-200 CPU226控制的混凝土搅拌站的设计创意,最突出的地方是可以根据客户的要求选择混凝土所需总重量以及混凝土所需各材料的比例。
然后在程序内部实现数据的转换,从而使得传送带运送所需材料的重量,达到各条件下所需的混凝土。
【关键词】混凝土搅拌站PLC配料精度1基于PLC的混凝土搅拌站控制系统设计1.1混凝土搅拌站控制系统的选择控制系统被看作是搅拌站的核心,主要按照预定的混凝土配比控制搅拌站完成运转。
早期由于混凝土搅拌站的称量系统通常使用杠杆秤来进行称重,所以控制系统采用的控制方式是继电器加接触器。
随着传感器技术及电子技术的发展,称量系统采用了高精度电位器,于是便出现了穿孔卡形式的控制系统。
目前搅拌站的控制系统一般为计算机控制主要,这样不仅能够更好地完成测量任务,还能够大大提升测量的准确性。
混凝土搅拌站控制系统的主要目的是保证配料系统,搅拌系统能够正常稳定的工作,从而完成各种物料的精确配比,控制混凝土的出机温度。
混凝土搅拌站控制系统的选择主要考虑以下因素:混凝土生产工艺和质量要求:需要根据实际需求选择对应的控制系统,确保能够满足混凝土生产过程的要求。
设备配置水平:市面上常见的品牌有上海思伟等,根据整套设备的配置高低,可以选用不同标准的搅拌站控制系统,应根据实际设备配置水平进行选择。
精度要求:控制系统配备有精准的配料机设备,可以同时控制几条独立配料线,每条配料线上可按用户要求设置称重点。
应选择精度满足混凝土生产的要求的控制系统。
目前计算机控制的方式有多种形式,大概有物料仪和工控机组合、工控机控制、物料仪和可编程控制器组合、单片机和工控机组合这四种。
考虑到工地环境的恶劣,很显然单片机结构与PLC结构控制方式较为适合工地现场的恶劣环境[14]。
维修电工高级PLC题目混料罐PPT课件

THANKS FOR WATCHING
感谢您的观看
在操作过程中,要保证工 作场所的整洁、卫生,防 止杂物和污染物进入混料 罐。
ABCD
在操作过程中,要时刻关 注设备的运行状态,发现 异常情况要及时处理。
在操作过程中,要保证工 作场所的安全,防止发生 火灾、爆炸等事故。
紧急情况下的处理措施
01
如果混料罐出现泄漏、压力异常等紧急情况,要立即停止操作,关闭 电源,并报告上级领导。
提高混料罐系统的效率与稳定性
优化设计
通过优化混料罐系统的设计和结构,能够提高系统的效率和使用 寿命,降低故障率和维修成本。
定期维护
定期对混料罐系统进行维护和保养,能够确保系统的稳定性和可靠 性,延长设备的使用寿命。
技术升级
随着新技术的不断涌现,及时对混料罐系统进行技术升级和改造, 能够提高系统的性能和效率,适应不断变化的市场需求。
故障定位
利用PLC控制系统和相关仪表,确定故障部位和原因。
修复与替换
对损坏的部件进行修复或替换,恢复设备正常运行。
混料罐系统的预防性维护策略
制定维护计划
根据设备运行状况和维修经验,制定合理的维 护计划。
定期检查与更换
按照维护计划,定期对关键部件进行检查和更 换。
数据记录与分析
记录设备运行和维护数据,分析设备性能变化趋势,提前发现潜在问题。
数据处理
PLC具备强大的数据处理能力,可以 对混料罐系统中的各种数据进行分析、 计算和存储,为生产管理提供数据支 持。
PLC控制混料罐的工作原理
01
02
03
输入信号处理
混料罐系统中的各种传感 器将采集到的信号输入到 PLC中,PLC通过程序对 这些信号进行处理。
基于PLC的混凝土搅拌站控制系统设计
PLC plus touch
and display instrument is proposed in this paper.According
structure of
to
the requirement,the software and hardware and designed.
At first,the background paper
论文成果归广东工业大学所有。
申请学位论文与资料若有不实之处,本人承担一切相关责任,特此声明。
指导教师签字:
论文作者签字:
周秀善
z卯窘年多月么日
第一章绪论
第一章绪论
1.1选题背景及意义
混凝土搅拌站最初是以单机的形式出现,各工地自拌自用,随着基础设施建 设大规模的开展,商品混凝土的销售逐渐增大。随着计算机技术和测控技术的发 展,高可靠、高自动化的自动控制系统便成了混凝土搅拌站的发展方向。 在混凝土搅拌站自动控制系统中,系统的稳定性、数据采集处理的精确性直 接影响到混凝土的质量。而在市场竞争日趋激烈的今天,搅拌站自动控制系统的 性价比也与企业的生存紧密的联系在一起。因此,研究一种低成本、高可靠性的 新型搅拌站自动控制系统,具有极为广阔的市场前景。 混凝土搅拌站包括贮料、配料、物料称量、搅拌及卸料等过程,是一个受多 环节制约的复杂系统,物料的配比和称重精度等因素都直接影响混凝土的质量。 由于PLC运算速度高、指令丰富、功能强大、可靠性高、使用方便、编程灵活及 抗干扰能力强等特点,如今成为工业控制领域的主要控制设备,始终处于工业自 动化控制领域的主战场,为各种各样的自动化控制设备提供了安全可靠和比较完 善的控制应用;但由于其本身不具备人机交互功能,在工艺参数较多,需要人机 交互时,使用具有触摸操作功能的触摸屏是一种很好的选择,通过触摸屏和PLC 结合使用,可以在触摸屏中直接设定目标值与实际值进行比较,并可实时监控到 系统实际值的大小,实现报警等功能;配料控制器性能可靠、性价比高,可方便 地利用通信接口扩展成计算机控制系统。综上所述,本系统采用“PLC+触摸屏+ 显示仪表"这样一种控制方式的搅拌站系统有着重要的意义,适应当今技术发展
混料灌PLC控制实训
成绩评定表课程设计任务书摘要MCGS是北京昆仑通态自动化软件科技有限公司研发的基于Windows平台的,用于快速构造和生成上位机监控系统的组态软件系统,主要完成现场数采集与监测、前端数据的处理与控制,可运行于Microsoft Windows 95/98/Me/NT/2000/xp等操作系统。
具有功能完善、操作简便、可视性好、可维护性强的突出特点。
通过与其他相关的硬件设备结合,可以快速、方便的开发各种用于现场采集、数据处理和控制的设备。
用户只需要通过简单的模块化组态就可构造自己的应用系统,如可以灵活组态各种智能仪表、数据采集模块,无纸记录仪、无人值守的现场采集站、人机界面等专用设备。
可编程序控制器(Programmable Controller,英文缩写为PC,后又称为PLC)是以微处理器为基础,综合了计算机技术,半导体集成技术,自动控制技术,数字技术和通信网络技术发展起来的一种通用工业自动控制装置。
它面向控制过程、面向用户、适应工业环境、操作方便、可靠性高,是现代工业控制的支柱之一。
随着现代工业技术的快速发展,物料混合的应用更加的广泛,对于物料体混合控制技术的研究有着广泛的经济价值。
普通的人工操作和半自动化控制难以达到较高要求的控制目的,基于MCGS的混料罐PLC控制系统可以达到更加可靠的控制目的。
本次实训的题目为基于MCGS的混料罐PLC控制实训,系统针对两种物料按比例的混合进行设计,此系统由上位机和下位机两部分组成,采用PLC作为下位机进行直接控制设备和获取设备状况,在PC上利用组态软件MCGS模拟PLC的控制对象制作上位机监控界面显示各种信号变化。
主要内容包括混料罐PLC控制系统问题描述、系统电气图、PLC的输入输出分配表、PLC程序(梯形图)、MCGS组态过程、MCGSD 的运行画面、MCGS和PLC的通讯等。
关键字:MCGS;混料罐;PLC;实训目录1 绪论 (1)2 混料罐PLC控制系统设计 (2)2.1 混料罐PLC控制系统问题概述 (2)2.2 混料罐PLC控制系统设计 (3)2.2.1 控制器选择 (3)2.2.2 PLC I/O地址分配 (3)2.2.3 混料罐PLC控制系统电气图 (4)2.2.4 PLC程序(梯形图)设计 (4)3 MCGS工程组态软件简介 (9)3.1 MCGS组态软件整体结构 (9)3.2 MCGS组态软件五大组成部分 (10)3.3 MCGS组态软件的工作方式 (11)3.4 MCGS组态软件的主要特点 (12)4 混料罐PLC控制系统监控界面设计 (13)4.1 新建MCGS工程 (13)4.2 设计画面 (14)4.2.1 新建用户窗口 (14)4.2.2 编辑画面 (15)4.3 定义数据变量 (15)4.4 动画连接 (16)4.5 编写控制流程 (18)4.6 PLC与MCGS通讯 (20)4.6.1 设备连接 (20)4.6.2 串口设备属性设置 (21)5 混料罐PLC控制系统整体运行和综合测试 (22)结束语 (24)参考文献 (25)基于MCGS的混料罐PLC控制实训1绪论在现代工业中,尤其是在炼油、化工、制药等行业中,多种物料混合是必不可少的工序。
PLC的液体混合控制系统(毕业论文)要点
毕业设计(论文)任务书课题基于PLC液体混合控制系统设计摘要摘要随着科技的发展,PLC 的开发与应用把各国的工业推向自动化、智能化。
强大的抗干扰能力使它在工业方面取代了微型计算机,方便的软件编程使他代替了继电器的繁杂连线,灵活、方便,效率高。
本次设计主要是对两种液体混合搅拌机PLC 控制系统的设计,将两种液体按一定比例混合,经过电动机搅拌均匀以后才能将混合后的液体输出容器。
形成循环状态。
液体混合系统的控制设计考虑其动作的连续性以及被控设备动作的之间的相互关联性、针对不同的工作状态,进行相应的动作控制输出,从而实现液体混合系统从一种液体加入到完成输出的这样一个周期控制工作的程序实现。
设计以液体混合控制系统为中心,从控制系统的硬件系统组成、软件选用到系统的设计过程(包括设计方案、设计流程、设计要求、梯形图设计、外部连线通信等),旨在对其中的设计及制作过程做简单的介绍和说明。
设计采用PLC去实现设计要求。
本次设计的主要研究范围及要求达到的技术参数有:(1)使液体混合能实现安全、高效;(2)满足液体混合的各项技术要求;(3)具体内容包括多种液体混合控制方案的设计等。
本课题应解决的主要问题是如何使PLC实现多种液体的混合控制功能,在相关的文献当中用PLC对其混合液体控制的研究尚不多见,以致人们难以根据他的具体情况正确选用参数进行系统控制,也就难以满足提高质量和效率,降低成本的要求。
本次设计就是基于以上问题进行的一些探索。
关键词:多种液体、混合控制、自动控制、PLC目录1 绪论 (1)2 多种液体混合控制系统设计 (3)2.1 方案设计 (3)2.2 方案的介绍 (3)3 硬件电路设计 (5)3.1 总体结构 (5)3.2 液位传感器的选择 (6)3.3 搅拌电机的选择 (6)3.4 电磁阀的选择 (7)3.5 接触器的选择 (7)3.6 热继电器的选择 (7)3.7 PLC的选择 (8)3.8 PLC输入、输出口的分配 (10)3.9 液体混合装置输入、输出接线 (11)4 软件电路设计 (13)4.1 程序框图 (13)4.2 根据控制要求和I/O地址编址的控制梯形图 (14)4.3 语句表 (15)5 系统常见故障分析及维护 (17)5.1系统故障的概念 (17)5.2 系统故障分析及处理 (17)5.2.1 PLC 主机系统 (17)5.2.2 PLC的I/O端口 (17)5.2.3 现场控制设备 (18)5.3 系统抗干扰性的分析和维护 (18)结束语 (20)致谢 (21)参考文献 (22)绪论为了提高产品质量,缩短生产周期,适应产品迅速更新换代的要求,产品生产正在向缩短生产周期、降低成本、提高生产质量等方向发展。
用PLC进行混料罐的控制线路设计

用PLC进行混料罐的控制线路设计
1. 设备介绍
混料罐是指用于混合多种原材料的容器,一般用于生产化工、制药等行业。
PLC(可编程逻辑控制器)是一种数字化电子设备,用于自动化控制过程中的逻辑控制。
2. 混料罐的控制要求
混料罐的控制要求包括温度、时间、混合比例等。
温度和时间可直接通过PLC控制,混合比例的控制需要加入流量计和阀门,实现对原材料的调节。
3. 控制线路设计
控制线路设计包括输入模块、输出模块、中央处理器和执行器。
输入模块用于将外界传感器信号转化为PLC可识别的电信号,输出模块用于将PLC的输出信号转化为可供执行器使用的电
信号,中央处理器则是控制过程中的逻辑核心。
4. 控制流程设计
控制流程设计包括初定控制方案、编辑控制程序、编写控制指令和调试控制程序等。
初定控制方案需要考虑物料的种类、比例以及混合的温度和时间等因素,编辑控制程序需要明确具体的控制逻辑过程,编写控制指令需要准确表达PLC的控制指
令内容,调试控制程序则需要对控制系统进行测试和调整。
5. 实现方案
实现方案包括PLC采购、线路安装、仪表校验等。
在实现过程中需要根据特定的控制需求进行PLC的选择和安装,将线路和仪表安装到混料罐中,完成系统的调试和校验,确保控制系统的可靠性和稳定性。
6. 注意事项
在混料罐控制过程中,需要注意PLC的通讯协议和实时性等因素,以确保控制的精度和可靠性。
同时也需要注意维护保养等后续工作,确保系统的持续运行和稳定性。
基于PLC的液体混料罐控制系统设计本科毕业设计

基于PLC的液体混料罐控制系统设计目录摘要 (1)关键字 (1)一、概述 (2)1.1液体混合系统的发展前景 (2)1.2液体混合系统的应用价值 (3)二、混料罐控制系统方案设计 (4)2.1 方案设计原则 (4)2.2 系统的总体设计要求 (4)2.3 总体结构设计方案 (5)2.4 控制对象分析 (5)三、混料罐控制系统的硬件设计 (6)3.1 选择PLC............................................. . (6)3.2 选择接触器 (7)3.3 选择搅拌电机 (8)3.4 小型三极断路器的选择 (9)3.5 液位传感器的选择 (10)3.6 选择电磁阀 (11)3.7 选择热继电器 (12)3.8 PLC I/O点分配 (12)3.9 主电路的设计 (13)四、混料罐控制系统的程序设计 (15)4.1 分析控制要求 (15)4.2 梯形图执行原理分析 (16)五、总结....................................................错误!未定义书签。
参考文献. (23)基于PLC的液体混料罐控制系统设计王峰 11机电13班摘要随着科技的发展,PLC的开发与应用把各国的工业推向自动化、智能化。
强大的抗干扰能力使它在工业方面取代了微型计算机,方便的软件编程使他代替了继电器的繁杂连线,灵活、方便,效率高。
本设计主要是对两种液体混合搅拌机PLC控制系统的设计,在设计中针对控制对象:三只传感器监视容器高、中、低液位,设三电磁阀控制液体A、B输入与混合液体C输出,设搅拌电机M。
工艺流程是:启动后放入液体A至中液位后,关A,放液体B 至高液位,关B,启动搅拌电机M,当搅拌电机正反转3次后停止搅拌,开阀放出混合液体C,当到达低液位后延时2S放空后关阀,又重复上述过程,要求工作过程中按下停止按纽后搅拌器不立即停止工作,完成当前工作循环后再停止搅拌器。
plc混料罐课程设计
plc混料罐课程设计一、课程目标知识目标:1. 学生能理解PLC(可编程逻辑控制器)在混料罐控制系统中的应用原理。
2. 学生能掌握PLC编程的基础知识,如逻辑运算、定时器、计数器等功能的使用。
3. 学生能了解混料罐系统中涉及的传感器、执行器等组件的工作原理。
技能目标:1. 学生能运用所学知识,设计简单的PLC混料罐控制系统程序。
2. 学生能通过PLC编程软件进行程序编写、调试和优化。
3. 学生能分析并解决混料罐控制过程中出现的常见问题。
情感态度价值观目标:1. 学生培养对自动化控制技术的兴趣,激发创新意识和探索精神。
2. 学生树立正确的工程观念,认识到PLC技术在工业生产中的重要性。
3. 学生在团队协作中培养沟通、协作能力,增强集体荣誉感。
课程性质:本课程为实践性较强的课程,结合理论知识与实际操作,培养学生运用PLC技术解决实际问题的能力。
学生特点:学生具备一定的电气基础和编程知识,对PLC技术有一定了解,但实践经验不足。
教学要求:教师需采用讲授、示范、指导、讨论等多种教学方法,注重理论与实践相结合,引导学生主动参与,培养其动手操作能力和问题解决能力。
通过本课程的学习,使学生能够达到上述课程目标,并具备进一步深入研究PLC技术的能力。
二、教学内容1. PLC基础知识回顾:包括PLC的基本结构、工作原理、编程语言等,重点复习与混料罐控制系统相关的基础知识。
教材章节:第一章 PLC概述,第二章 PLC的组成与工作原理。
2. 混料罐控制系统组件:介绍混料罐系统中常用的传感器、执行器等组件,以及它们在系统中的作用。
教材章节:第三章 输入输出接口与设备,第四章 传感器与执行器。
3. PLC编程技术:讲解PLC编程中的逻辑运算、定时器、计数器等基本指令,以及混料罐控制程序的设计方法。
教材章节:第五章 PLC编程基础,第六章 常用编程指令。
4. 混料罐控制程序设计:通过案例教学,引导学生学习混料罐控制程序的设计与实现。
混料罐控制程序设计

课程设计(论文)任务书机械工程院(部)测控教研室年月日课程设计(论文)成绩评定表前言目前人们已经意识到以工业控制机为核心的PLC控制系统的重要性,纷纷将或准备将组态控制技术类如自己的发展方向。
本设计将在充分了解配料车控制系统研究的基础上,结合实际操作要求,充分利用PLC 功能强大、操作简单、界面人性化的特点采用模块的形式,并立足现实制作出自动的动态控制。
通过PLC直接控制配料车的运行,故该设计具有一定的理论研究和工程实用价值。
目录第一章引言1.1 设计目的及意义-------------------------------------------------31.2 设计背景-------------------------------------------------------31.3 设计要求 ------------------------------------------------------4 第二章 PLC简介2.1 介绍PLC-------------------------------------------------------52.2 PLC特点-------------------------------------------------------52.3 PLC基础知识---------------------------------------------------62.4 PLC应用领域---------------------------------------------------72.5 PLC的国内外状况-----------------------------------------------82.6 PLC构成-------------------------------------------------------102.7 PLC系统的其他设备---------------------------------------------112.8 PLC未来展望---------------------------------------------------13 第三章系统硬件设计3.1 PLC选型-------------------------------------------------------143.2 试验台介绍-----------------------------------------------------163.3 所用模块关系---------------------------------------------------163.4 实验板组成及使用方法-------------------------------------------17第四章系统软件设计4.1 设计软件-------------------------------------------------------214.2 编程操作-------------------------------------------------------224.3 器件与PLC内部等继电器地址编号的对照表-------------------------224.4 混料罐工作示意图-----------------------------------------------234.5 针对本次设计的程序---------------------------------------------234.6 指令表附录-----------------------------------------------------24 第五章系统实验调试5.1 PLC的调试-----------------------------------------------------265.2 调试步骤-------------------------------------------------------27 第六章心得体会------------------------------------------------------28 致谢-------------------------------------------------------------------29 参考文献---------------------------------------------------------------30第一章引言1.1 设计目的及意义1. 了解常用电气控制装置的设计方法、步骤及设计原则;2. 学以致用,巩固书本知识。
电工实习---plc编程混料罐控制实验
电工实习总结报告一.综述由可编程序控制器控制的工业生产系统的设计1.设计原则1)完全满足被控对象的控制要求。
2)在满足控制要求,技术指标的前提下,尽可能使PLC 控制系统简单,经济。
3)确保整个控制系统安全可靠。
4)为了适应生产控制系统柔性的要求,在设计时,控制系统的容量,功能等应有适当的裕度,以利调整扩充。
2.设计内容(1)根据被控对象的特性,使用者的要求,拟定PLC控制系统的设计指标,技术条件。
并用设计任务书的形式将他们加以确定,这是整个PLC控制系统设计的依据。
(2)选择开关种类,传感器类型及一次仪表,电气传动形式,继电器线圈容量,电磁阀等执行机构(请参照相关产品资料)。
(3)选择PLC的型号及程序容量,确定各种模块的类型和数量等。
(4)绘制PLC的输入输出端子的接线图,并形成相应文档。
(5)设计PLC控制系统的梯形图并编程。
(6)程序调试,最后根据设计任务书进行测试并提交测试报告。
(7)如果需要的话,还需设计操作台,电气柜,模拟显示盘和非标准电器元部件。
(8)编写设计说明书等设计文档。
二.总体设计过程PLC控制系统的总体设计步骤如下:(1)深入详细了解和分析被控对象的工艺条件和控制要求。
(2)根据对象对PLC控制系统的技术指标,确定所需输入输出信号的点数,选配适当类型的PLC。
(3)分配PLC的输入输出端子,绘出接线图并接线施工,完成硬件设计。
(4)根据生产工艺要求,绘出工序循环图,对较复杂的控制系统,如有必要可再绘出详细的顺序控制系统流程图(SFC)。
(5)根据工序循环图表或顺序控制系统流程图设计出梯形图。
(6)根据梯形图用相应的指令编程,完成软件设计。
(7)用编程器或计算机输入程序,并将之传送到PLC的程序存储器中。
(8)调试程序,先进行模拟调试,然后再进行系统调试。
(9)测试程序并提交测试报告。
编写有关文档,完成整个PLC 控制系统的设计。
混料罐控制实验一、控制要求该实验在混料控制实验区内完成。
基于PLC的混凝土搅拌站控制系统设计

基于PLC的混凝土搅拌站控制系统设计混凝土搅拌站是建筑工地中必不可少的设备之一,它的作用是将水泥、砂子、石子等材料进行混合,制成混凝土,用于建筑工程中的浇筑。
然而,在传统的搅拌站中,操作人员需要手动控制各种设备和机械进行生产,不仅效率低下,而且存在一定的安全隐患。
为了提高生产效率和安全性,在本文中我们将基于PLC技术设计一个自动控制系统来管理混凝土搅拌站。
本文将从以下几个方面进行论述:首先介绍PLC技术在自动化控制领域的应用背景和意义;然后分析混凝土搅拌站存在的问题及需求;接着详细介绍基于PLC的混凝土搅拌站控制系统设计方案;最后进行系统实施和效果评估。
一、PLC技术在自动化控制领域中的应用背景和意义随着科技进步和工业发展,自动化控制成为现代工业生产过程中不可或缺的一部分。
而PLC(Programmable Logic Controller)作为现代自动化控制系统的核心设备之一,其应用范围越来越广泛。
PLC具有可编程性、可靠性、稳定性等优点,能够实现各种自动化控制任务,因此在工业领域得到了广泛应用。
在混凝土搅拌站中,传统的人工操作方式不仅效率低下,而且存在一定的安全隐患。
因此,引入PLC技术来实现自动化控制具有重要意义。
通过PLC技术可以实现混凝土搅拌站的自动化生产过程,并能够对各种设备和机械进行精确控制和监测,提高生产效率和安全性。
二、混凝土搅拌站存在的问题及需求分析传统的混凝土搅拌站存在以下问题:一是操作人员需要手动控制各种设备和机械进行生产,操作复杂且容易出错;二是无法对生产过程进行实时监测和数据记录;三是无法根据不同工程需求进行灵活调整;四是存在一定的安全隐患。
因此,在设计基于PLC的混凝土搅拌站控制系统时需要考虑以下需求:一是实现自动化生产过程,减少人工操作;二是实时监测和数据记录,方便生产管理和质量控制;三是实现工程需求的灵活调整,提高生产适应性;四是提高安全性,减少事故发生的可能性。
PLC控制的混合搅拌机_设计说明

目录摘要 (1)第一章混合搅拌机系统方案设计 (3)1.1 方案设计原则 (3)1.2 系统的整体设计要求 (3)1.3 控制方式系统的要求的设计 (4)1.4 系统方案的设计思想 (6)第二章混合搅拌机的硬件设计 (6)2.1 硬件选型 (7)2.1.1 PLC机型选择 (7)2.1.2 PLC容量选择 (7)2.1.3 简述PLC应用及使用中应注意的问题 (8)2.1.3 I/O模块的选择 (11)2.1.4 电源模块的选择 (12)2.2 PLC I/O点分配 (13)2.2.1分析原理 (13)2.2.2 PLC的I/O接线图 (14)2.3 主电路的设计 (14)2.4 混合搅拌机控制系统示意 (15)第三章混合搅拌机的软件设计 (16)3.1 程序设计的一般方法 (16)3.1.1 经验设计法 (16)3.1.2 逻辑设计法 (17)3.1.3 顺序设计法 (17)3.2 PLC控制的相关流程图 (17)3.2.1 控制流程图 (18)3.3 可编程控制器梯形图 (18)第四章系统常见故障分析及维护 (22)4.1 系统常见故障分析及维护 (22)4.2 系统故障分析及处理 (22)4.2.1 PLC主机系统故障分析及处理 (22)4.2.2 PLC的I/O端口系统故障分析及处理 (23)4.2.3 现场控制设备故障分析及处理 (23)4.3 系统抗干扰性的分析和维护 (23)结论 (25)致 (26)附录 (28)摘要PLC是以计算机技术为核心的通用自动控制装置,也可以说它是一种用程序来改变控制功能的计算机。
随着微处理器、计算机和通信技术的飞速发展,可编程序控制器PLC已在工业控制中得到广泛应用,而且所占比重在迅速的上升。
PLC主要由CPU模块、输入模块、输出模块和编程装置组成。
本文所介绍的两种液体搅拌PLC控制程序可进行单周期或连续工作,可以实现两种液体的混合、搅拌功能,具有断电记忆功能,复电后可以继续运行。
PLC控制混料罐
综合实验课题一 PLC 控制混料罐一、实验要求:要求:根据给定的设备和仪器仪表,完成程序的设计、安装、调试等工作,达到课题规定的要求。
二、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。
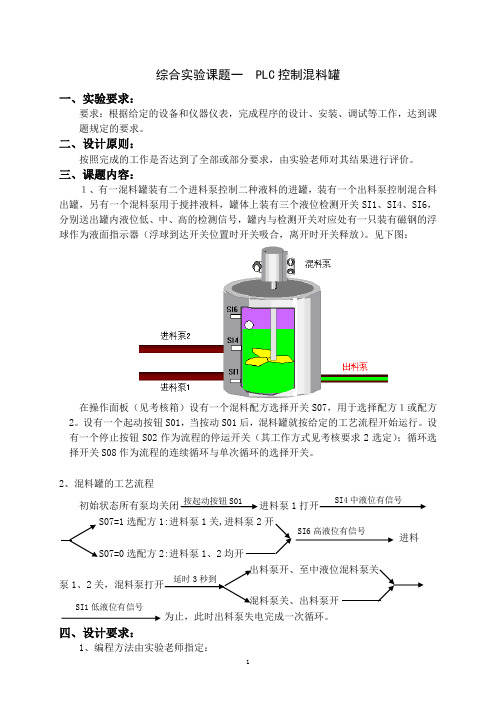
三、课题内容:1、有一混料罐装有二个进料泵控制二种液料的进罐,装有一个出料泵控制混合料出罐,另有一个混料泵用于搅拌液料,罐体上装有三个液位检测开关SI1、SI4、SI6,分别送出罐内液位低、中、高的检测信号,罐内与检测开关对应处有一只装有磁钢的浮球作为液面指示器(浮球到达开关位置时开关吸合,离开时开关释放)。
见下图:在操作面板(见考核箱)设有一个混料配方选择开关S07,用于选择配方1或配方2。
设有一个起动按钮S01,当按动S01后,混料罐就按给定的工艺流程开始运行。
设有一个停止按钮S02作为流程的停运开关(其工作方式见考核要求2选定);循环选择开关S08作为流程的连续循环与单次循环的选择开关。
2、混料罐的工艺流程初始状态所有泵均关闭 进料泵1打开 选配方1:进料泵1关,进料泵2开进料 选配方2:进料泵1、2出料泵开、至中液位混料泵关 泵1、2关,混料泵打开 混料泵关、出料泵开为止,此时出料泵失电完成一次循环。
四、设计要求:1、编程方法由实验老师指定:按起动按钮S01SI4中液位有信号SI6高液位有信号延时3秒到SI1低液位有信号⑴用欧姆龙系列PLC简易编程器编程;⑵用计算机软件编程2、工作方式:A.混料罐连续循环与单次循环可按S08自锁按钮进行选择,当S08为“0”时混料罐连续循环,当S08为“1”时混料罐单次循环;B.混料罐连续循环,按停止按钮S02混料罐立即停止;当再按启动按钮S01,混料罐继续运行;C.连续作3次循环后自动停止,中途按停止按钮S02混料罐完成一次循环后才能停止;3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序;5、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。
PLC在混凝土搅拌站中的应用
摘要混凝土搅拌站是随着水泥的诞生而产生和发展的。
它是建筑、桥梁、道路、大坝等工程施工中的必备设备,它由贮料、配料、搅拌、放料等结构部件组成,是一个受多环节制约的复杂系统。
而随着我国经济建设的高速发展,综合国力不断增强,国家对基础设施建设的投资力度加大,拉动了城市商品混凝土的高速发展,同时,使混凝土搅拌站有了较大的发展空间,最初搅拌站仅以单机的形式出现,混凝土自拌自用,随着基础设施建设大规模的开展,产生了很大的商品混凝土市场,搅拌站的需求越来越大,计量要求越来越高,于是出现了各种不同形式带有计量装置的搅拌站,从而产生了现代的混凝土搅拌站。
常见的混凝土搅拌站控制方式有继电器直接控制、PLC和计算机结合以及PLC和配料控制器结合3种控制方式。
采用PLC和配料控制器结合控制的搅拌站性能可靠、性价比高,可以保证混凝土的质量,提高混凝土生产效率。
作为混凝土搅拌站的核心,控制及监控程序在计量精确、控制可靠、管理方便等方面的要求也日益提高。
本文针对PLC和配料控制器结合控制的搅拌站来设计其控制及监控程序设计中主要要完成的任务有系统构造、PLC的I/O分配、工作流程图及PLC程序的编写。
本程序通过控制发电机运转、皮带启动、螺旋输送机的运行等方面控制混凝土搅拌站的运行。
关键词:混凝土搅拌站;I/O分配;可编程控制器(PLC);自动控制IABSTRACTConcrete mixing stations were produced and developed with the birth of cement. It is the construction of the necessary equipment for buildings, bridges, roads, dams and other projects. It’s constructed from storage materials, ingredients, stirring, discharge, and other structural components, and it is a subject to the constraints of the complex multi-link system. As China's economic construction and the rapid development, Comprehensive national strength constantly enhance the state's infrastructure construction investment increased to boost the city's rapid development of ready-mixed concrete, so that the concrete mixing stations have larger space for development, the initial Mixing station only in the form of stand-alone, self-mix concrete-occupied, with the construction of infrastructure facilities for large-scale, a lot of ready-mixed concrete market was developed, the demand for mixing stations are larger and larger, and measures are increasingly demanded, so the mixing stations with various forms of measurement devices were developed, thereby the modern concrete mixing station was created.Common concrete mixing stations control ways may be the three kinds: Relay direct control, PLC and computer combination of ingredients and the PLC and controller combination. But PLC controller and a combination of ingredients control of the mixing station is reliable, cost-effective and can ensure the quality of concrete, increase the production efficiency. As the core of concrete mixing stations. The controlling and monitoring program in the measurement precise, reliable control, easy management and other aspects is increasingly demanded.This paper for PLC and the combination of ingredients controller to control the mixing station will design its controlling and monitoring program . In the main text I must complete a systematic structure, the I / O distribution of PLC and prepare the work flow chart and PLC program.Key words: concrete mixing station; the I / O distribution; programmable logic controller (PLC); automatic control目录摘要 (I)ABSTRACT (II)1 绪论 (1)1.1 本课题研究的内容和意义 (1)1.2 国内研究以及混凝土搅拌机的现状和国内市场分析 (1)1.2.1 国外PLC发展状况 (1)1.2.2 国内PLC发展状况 (2)1.3 本课题应达的要求: (2)2 混凝土搅拌站设备 (3)2.1 水泥的运输、存储 (3)2.1.1 水泥罐车 (3)2.2 水泥料仓 (5)2.2.1 粉料罐 (5)2.2.2 仓顶收尘机 (6)2.2.3 压力安全阀 (6)2.2.4 吹灰管 (7)2.2.5 料位指示器 (7)2.2.6 手动蝶阀 (7)2.2.7 粉料罐 (7)2.2.8 破拱装置 (7)2.2.9 检修梯子 (7)2.2.10 仓体 (7)2.2.11 支腿 (8)2.3 水泥料仓的工作原理 (8)2.4 配料站 (8)2.4.1 粉料称量 (8)2.4.2 称重传感器 (9)2.5 物料输送系统 (10)2.5.1 骨料输送 (10)2.5.2 粉料输送 (10)2.5.3 液体输送 (10)2.6 混凝土搅拌机 (11)3 混凝土搅拌站PLC程序设计 (12)3.1 混凝土搅拌站接线图 (12)I I I3.2 电器控制构成 (14)3.2.1 PLC的工作原理 (15)3.2.2 可编程控制器的选用及组态软件的选择 (17)3.3.2 模拟输入量包括砂子、石子等重量 (17)3.2.4 I/O分配表 (17)3.2.5 PLC接线图 (18)3.2.6 智能元件 (19)3.2.7 传感器 (20)3.2.8 执行机构 (20)3.3 混凝土搅拌站工作流程 (20)3.4 系统初始化程序及主程序设计 (20)3.5 断电保护程序设计 (22)3.6 模拟量输入地址 (23)3.7 位存储区(M)的使用概况 (23)4 混凝土搅拌站控制系统设计 (24)5 混凝土配合比计算 (26)5.1 混凝土配制强度计算 (26)5.2 水灰比计算 (26)5.3 用水量计算 (27)5.3.1 干硬性和塑性混凝土用水量的确定 (27)5.3.2 流动性和大流动性混凝土的用水量宜按下列步骤计算 (27)5.4 水泥用量计算 (27)5.5 粗骨料和细骨料用量的计算 (27)6 结论与展望 (29)6.1 结论 (29)6.2 不足与展望 (29)致谢 (30)参考文献 (31)附录 (32)PLC在混凝土搅拌站中的应用1绪论1.1本课题研究的内容和意义在建筑行业中使用最多的材料是各种强度的混凝土。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
课程设计实验报告课程名称:PLC控制混料罐院(系):电子工程与自动化学院专业:自动化学生学号:学生姓名:***指导教师:** *** ***2012年5月17日摘要随着科技的发展,PLC 的开发与应用把各国的工业推向自动化、智能化。
强大的抗干扰能力使它在工业方面取代了微型计算机,方便的软件编程使他代替了继电器的繁杂连线,灵活、方便,效率高。
本次设计主要是对两种液体混合搅拌机 PLC 控制系统的设计,在设计中针对控制对象:本设计从控制系统的硬件系统组成,软件选用到系统的设计过程(包括设计方案、设计流程、设计要求、梯形图设计、外部连接通信等),旨在对其中的设计及制作过程做简单的介绍和说明。
关键词:液体混料装置,自动控制,搅拌器,PLCAbstractWith the development of science and technology, the development and application of PLC to the industrial countries to the automation and intelligence. Strong anti-jamming capability it replaced by a micro-computer industry, facilitate the programming of the software instead of the complicated connection of the relay, flexible, convenient, and high efficiency. This design is mainly of two liquids mixing and blending machine PLC control system design, design for the control object:This design is from the control system hardware systems, software selection to the system design process (including design, design process, design requirements, the ladder design, external connections, communication, etc.) designed to do a simple design and production process introduction and descriptionKeywords ; liquid mixing device, automatic control, blender, PLC目录前言 (4)1 液体混合装置的方案设计 (5) (5)1.1系统的总体设计要求 (5)1.2总体结构设计方案 (5)1.3控制对象分析 (6)2 欧姆龙plc设计简介 (5) (5)2.1.1输入输出端口配置 (6)2.1.2 分析原理 (7)3 液体混合装置的软件设计 (9)3.1分析控制要求 (9)3.2.1主程序流程图 (9)3.2.2主程序时序图 (10)3.2.3主程序组态王模拟 (10)4液体混合装置的硬件设计 (10)5系统调试.结论 (15)谢辞 (14)参考文献 (16)附录 (16)前言可编程控制器(Programmable Controller)简称PC,人们将最初用于逻辑控制的可编程器叫做PLC(Programmable Logic Controller),通常也称为可编程控制器。
它是以微处理器为基础,综合了计算机技术、自动控制技术而发展起来的一种通用的工业自动控制装置;它具有自动化程度高、可靠性好、设计周期短、使用和维护简便等独特优点.采用基于PLC的控制系统来取代原来由单片机、继电器等构成的控制系统,采用模块化结构,具有良好的可移植性和可维护性,对提高企业生产和管理自动水平有很大的帮助,同时又提高了生产线的效率、使用寿命和质量,减少了企业产品质量的波动,因此具有广阔的市场前景。
用PLC进行开关量控制的实例很多,在冶金、机械、纺织、轻工、化工、铁路等行业几乎都需要它,如灯光照明、机床电控、食品加工、印刷机械、电梯、自动化仓库、液体混合自动配料系统、生产流水线等方面的逻辑控制,都广泛应用PLC来取代传统的继电气控制。
本次设计是将PLC 用于两种液体混合灌装设置的控制,对学习与实用是很好的结合。
本设计的主要研究范围及要求达到的技术参数是液体灌装机能够实现对混料罐:安全、高效的加料、混料、出料的控制;满足混料罐的各项技术要求;具体内容包括两种液体混料控制方案的设计、软硬件电路的设计、常见故障分析等等。
1 液体混合装置的方案设计1.1系统的总体设计要求有一混料罐装有二个进料泵控制二种液料的进罐,装有一个出料泵控制混合料出罐,另有一个混料泵用于搅拌液料,罐体上装有三个液位检测开关 SI1、SI4、SI6,分别送出罐内液位低、中、高的检测信号,罐内与检测开关对应处有一只装有磁钢的浮球作为液面指示器(浮球到达开关位置时开关吸合,离开时开关释放)。
见图一:在操作面板(见考核箱)设有一个混料配方选择开关 S07,用于选择配方1或配方在操作面板设有一个混料配方选择开关 S07,用于选择配方1或配方2设有一个起动按钮S01,当按动 S01 后,混料罐就按给定的工艺流程开始运行。
有一个停止按钮 S02 作为流程的停运开关(其工作方式见考核要求 2 选定);循环选择开关S08作为流程的连续循环与单次循环的选择开关。
【混料罐的工艺流程】【设计要求】1、用欧姆龙可编程控制器控制2、工作方式:A .混料罐连续循环与单次循环可按 S08 自锁按钮进行选择,当 S08 为“0”时混 料罐连续循环,当S08为“1”时混料罐单次循环;B .混料罐连续循环,按停止按钮S02混料罐立即停止;当再按启动按钮S01,混 料罐继续运行;C .连续作3次循环后自动停止,中途按停止按钮S02混料罐完成一次循环后才能 停止;3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序; 1.2总体结构设计方案用开关分别代替为高、中、低液位传感器,液位淹没时接通,当浮球离开时开关闭合,所以开关要设置成脉冲形式。
1.3控制对象分析初始状态:装置投入运行时,进料泵一二阀门关闭,混料泵内液位为零。
启动操作:按下启动按钮S01,装置就开始按下列约定的规律操作: 配方一:混合液C进料泵一进料泵二 起动停止高中低M图1-1 搅拌控制系统示意图低液位阀门打开,液体A流入容器。
当液面达到中液位时,SI4接通,关闭液体A阀门,打开液体B阀门。
液面达到高液位时,关闭B液体阀门,搅动电机开始搅动。
搅动电机工作3S后停止搅动,出料泵阀门打开,开始放出混合液体。
当液面下降到中液位时,混料泵阀门关闭,开始下一周期。
配方二:低液位阀门打开,液体A流入容器。
当液面达到中液位时,SI4接通,打开液体B阀门,同时进料泵一仍打开。
液面达到高液位时,关闭进料泵一和二阀门,搅动电机开始搅动。
搅动电机工作3S后停止搅动,混料泵关闭,出料泵阀门打开,开始放出混合液体。
开始下一周期。
停止操作:按下停止按钮S02,在当前的混合液操作处理完毕后,才停止工作(停在初始状态)2欧姆龙plc设计简介日本OMRON(立石公司)电机株式会社是世界上生产PLC的著名厂商之一。
SYSMAC C 系列PLC产品以其良好的性能价格比被广泛地应用于化学工业、食品加工、材料处理和工业控制过程等领域小型PLC机以P型机和CPM型机最为典型,这两种都属坚固整体型结构。
具有体积更小、指令更丰富、性能更优越,通过I/O扩展可实现10~140点输入输出点数的灵活配置,并可连接可编程终端直接从屏幕上进行编程,CPM型机是OMRON产品用户目前选用最多的小型机系列产品。
OMRON 中型机以C200H系列最为典型,主要有C200H、C200HS、C200HX、C200HG和C200HE等型号产品。
中型机在程序容量,扫描速度和指令功能等方面都优于小型机,除具备小型机的基本功能外,它同时可配置更完善的接口单元模块,如模拟量I/O 模块、温度传感器模块、高速记数模块、位置控制模块、通讯联接模块等。
可以与上位计算机、下位PLC机及各种外部设备组成具有各种用途的计算机控制系统和工业自动化网络。
2.1.2此设计输入输出端口配置输入设备输入端口编号高液位检测开关SI6 0000中液位检测开关SI4 0001低液位检测开关SI1 0002起动按钮S01 0003 S01停止按钮S02 0004 S02 配方选择开关S07 0005 S07循环选择开关S08 0006 S08输出设备输出端口编号进料泵1 1000进料泵2 1001混料泵 1002出料泵 10032.1. 3 分析原理分析控制要求:输入输出设备。
SI1、SI4、SI6为高、中、低液面检测开关,液体淹没时接通。
进料泵一和二分别控制A液体和B液体进液,出料泵控制混合液体出液。
控制要求:初始状态:装置投入运行时,进料泵一二阀门关闭,混料泵内液位为零。
启动操作:按下启动按钮S01,装置就开始按下列约定的规律操作:配方一:低液位阀门打开,液体A流入容器。
当液面达到中液位时,SI4接通,关闭液体A阀门,打开液体B阀门。
液面达到高液位时,关闭B液体阀门,搅动电机开始搅动。
搅动电机工作3S后停止搅动,出料泵阀门打开,开始放出混合液体。
当液面下降到中液位时,混料泵阀门关闭,开始下一周期。
配方二:低液位阀门打开,液体A流入容器。
当液面达到中液位时,SI4接通,打开液体B阀门,同时进料泵一仍打开。
液面达到高液位时,关闭进料泵一和二阀门,搅动电机开始搅动。
搅动电机工作3S后停止搅动,混料泵关闭,出料泵阀门打开,开始放出混合液体。
开始下一周期。
停止操作:按下停止按钮S02,在当前的混合液操作处理完毕后,才停止工作(停在初始状态)。
3 液体混合装置的软件设计3.1 分析控制要求通过分析控制任务要求,本系统需要有复位清零功能和自动运行功能,而系统运行指示、产量显示和产量上限显示指示等功能均在主程序中实现。
对于自动控制功能,由于混料操作属于典型的顺序控制,可以采用步进程序控制功能图进行程序设计。
3.2.1 主程序流程图3.2.2主程序时序图3.2.3组态王模拟设计4 液体混合装置的硬件设计输入部分:用按键代替高低液位的检测,作为一个脉冲信号实现对电路的控制,用开关作为开启和听起开关,如图所示:输出部分:用led灯代替进料泵、出料泵、混料泵和出料泵。