注塑成型参数记录表
合集下载
注塑成型表(最新)

XXXX有限公司
编号:XX/QR-86 版本/修订:A/0
注塑成型条件表
编制
班次
审核
机台号 材料名称 I、温度 设定
材料干燥
温度℃ 时间
产品编号 材料颜色
产品名称 成型周期
料筒温度
设定 设定值℃ 实际值℃
一段
二段
模具取数 标准产量
三段 四段
五段
油温
Ⅱ、开关 模设定
开模慢速 开模一快 开模快速 开模二慢
Ⅳ、托模 设定 托模方式
托模 托模进 托模退
压力 压力
压力
速度 终止位置 速度 终止位置
Ⅲ、中子 设定 中子绞牙 控制方式
中子 中子A进 中子A退 中子B进 中子B退
压力
〇=不用 〇=行程
速度
托模次数 速度 延时时间 终止位置
Ⅴ、警报 设定实际
全程计时 储料计时 射出前位置 射出监控位置
1=中子 1=时间 时间
2=绞牙 位置
Ⅵ、射出 、储料、 射出设定
射出 压力 射出一 射出二 射出三 射出四 保压一 保压二 保压三 保压转换方式
速度
时间 终止位置
储料设定 冷却时间
储料 储料一 储料二 射退
压力
储前冷却 速度 终止位置
Ⅶ、注意事项:
编号:XX/QR-86 版本/修订:A/0
注塑成型条件表
编制
班次
审核
机台号 材料名称 I、温度 设定
材料干燥
温度℃ 时间
产品编号 材料颜色
产品名称 成型周期
料筒温度
设定 设定值℃ 实际值℃
一段
二段
模具取数 标准产量
三段 四段
五段
油温
Ⅱ、开关 模设定
开模慢速 开模一快 开模快速 开模二慢
Ⅳ、托模 设定 托模方式
托模 托模进 托模退
压力 压力
压力
速度 终止位置 速度 终止位置
Ⅲ、中子 设定 中子绞牙 控制方式
中子 中子A进 中子A退 中子B进 中子B退
压力
〇=不用 〇=行程
速度
托模次数 速度 延时时间 终止位置
Ⅴ、警报 设定实际
全程计时 储料计时 射出前位置 射出监控位置
1=中子 1=时间 时间
2=绞牙 位置
Ⅵ、射出 、储料、 射出设定
射出 压力 射出一 射出二 射出三 射出四 保压一 保压二 保压三 保压转换方式
速度
时间 终止位置
储料设定 冷却时间
储料 储料一 储料二 射退
压力
储前冷却 速度 终止位置
Ⅶ、注意事项:
注塑工艺参数表及变更记录表

编写: 批准: 页数:
产品名称 模具编号
机台号 模穴数
机台型号 原材料
温度设定 (℃)
添加剂 色号
产品单重(g) 一模重量(g)
回料比例% 循环时间(s) 材料干燥
动模模温
定模模温
喷咀 +/-10
第一段 +/-10
第二段 +/-10
第三段 +/-10
第四段 +/-10
第五段 +/-10 下 料 口 +/-10
Written by/date制表/日期:
Fabricate审核:
关模设定 关模1 关模2 低压 高压 压力(p) 速度(v) 位置(mm) 保压设定 保压3 保压2 保压1 压力(p) 速度(v) 时间(s) 切换位置 mm 压力(p) 速度(v) 位置(mm) 热流道温度<℃> 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 +/-10 29 30 31 32 33 34 35 +/-10 71 72 73 74 75 76 77
开模设定 开模4 开模3 开模2 开模1
顶针退 顶退2 顶退1
顶针进 顶进1 顶进2
射出设定 射胶6 射胶5 射胶4 射胶3 射胶2 射胶1
熔胶设定 储料1 储料2 储料3 松退
抽芯退 36 37 38 39 40 41 42 压力(p) 速度(v) 位置(mm) 时间(s) 射胶终点(mm) 注射时间(S) 冷却时间(S) 机械手 芯退2 芯退1
注塑工艺变更记录产品名称模具编号机台号原材料项目备注射出压力一段二段三段四段速度一段二段三段四段位置一段二段三段四段压力一段二段三段速度一段二段三段时间一段二段三段时间注射时间冷却时间温度一段二段三段四段变更原因变更日期变更人检验员确认热流
注塑过程监控记录表.pdf
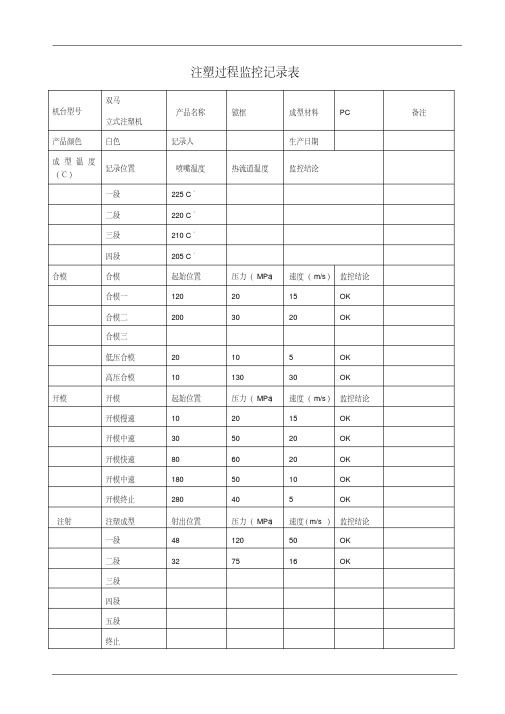
镜框
成型材料
PC
生产日期
热流道温度
监控结论
压力( MPa) 速度( m/s ) 监控结论
20
15
OK
30
20
OK
20 10 起始位置 10 30 80 180 280 射出位置 48 32
10
5
OK
130
30
OK
压力( MPa) 速度( m/s ) 监控结论
20
15
OK
50
20
OK
60
20
OK
50
10
注塑过程监控记录表
机台型号 产品颜色
双马 立式注塑机 白色
成 型温 度 记录位置
(℃) 一段二段 三段源自合模四段 合模合模一
合模二 合模三
低压合模 高压合模
开模
开模
开模慢速 开模中速
开模快速 开模中速 开模终止
注射
注塑成型 一段
二段
三段 四段
五段 终止
产品名称
记录人
喷嘴温度 225 C ° 220 C ° 210 C ° 205 C ° 起始位置 120 200
OK
40
5
OK
压力( MPa) 速度( m/s ) 监控结论
120
50
OK
75
16
OK
备注
保压 其它
保压 一段
保压 压 力 速度( m/s ) 时间( s )
( MPa )
监控结论
5
30
20
OK
二段
三段
四段
预塑压力 / 速 度
射退压力 / 速 冷却( s)
度
总周期( s ) 监控结论
注塑工艺参数表及变更记录表
Written by/date制表/日期:
Fabricate审核:
抽芯进 芯进1 芯进2
模具运水(动) 模具运水(定)
热流道温度<℃> 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70
1、当有产品不良需要关闭此穴时只需调整塑化量,保压切换位置不要调整.螺杆的 残余量控制在 8±2mm.(特殊颜色料化不开的除外) 2、射胶速度调整范围±5 ,注塑压力±10 ,保压压力±5, 时间±0.5s 3、螺杆切换位置调整范围±5.0mm 计量 余料量±1.0mm. 4、周期调整范围在±5 冷却时间调整范围在±1.0s 5、螺杆的转速一般调整范围在±30U/mm.背压参数一般在±5Bar. 6、使用机械手和不使用机械手循环时间相差±2S
编号:
OPERATION FOAM-MOULDING PRARMETERS 注塑工艺参数表
编写: 批准: 页数:
产品名称 模具编号
机台号 模穴数
机台型号 原材料
温度设定 (℃)
添加剂 色号
产品单重(g) 一模重量(g)
回料比例% 循环时间(s) 材料干燥
动模模温
定模模温
喷咀 +/-10
第一段 +/-10
第二段 +/-10
第三段 +/-10
第四段 +/-10
第五段 +/-10 下 料 口 +/-10
关模设定 关模1 关模2 低压 高压 压力(p) 速度(v) 位置(mm) 保压设定 保压3 保压2 保压1 压力(p) 速度(v) 时间(s) 切换位置 mm 压力(p) 速度(v) 位置(mm) 热流道温度<℃> 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 +/-10 29 30 31 32 33 34 35 +/-10 71 72 73 74 75 76 77
注塑工艺条件记录表
射胶二段
射胶三段
射胶四段
保压一段
时间
保压二段
时间
保压三段
时间
熔胶设定
速度
%
压力
位置
(mm)
熔前抽胶
熔胶一段
熔胶二段
熔后抽胶
熔胶背压
残量
模温控制
模冷方式
温度(℃)
射胶时间
秒
前模
冷却时间
秒
后模
注塑周期
秒
小时产量
水口重量(g)
每只产品单重(g)
一模总重量(g)
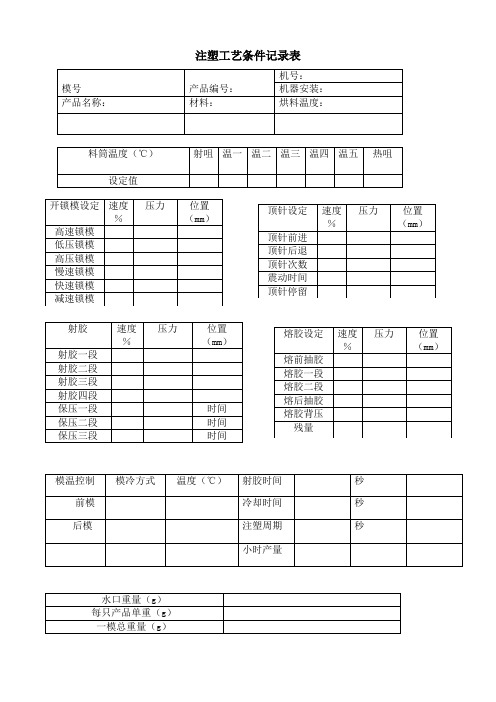
注塑工艺条件记录表
模号
产品编号:
பைடு நூலகம்机号:
机器安装:
产品名称:
材料:
烘料温度:
料筒温度(℃)
射咀
温一
温二
温三
温四
温五
热咀
设定值
开锁模设定
速度
%
压力
位置
(mm)
高速锁模
低压锁模
高压锁模
慢速锁模
快速锁模
减速锁模
顶针设定
速度
%
压力
位置
(mm)
顶针前进
顶针后退
顶针次数
震动时间
顶针停留
射胶
速度
%
压力
位置
(mm)
射胶一段
射胶三段
射胶四段
保压一段
时间
保压二段
时间
保压三段
时间
熔胶设定
速度
%
压力
位置
(mm)
熔前抽胶
熔胶一段
熔胶二段
熔后抽胶
熔胶背压
残量
模温控制
模冷方式
温度(℃)
射胶时间
秒
前模
冷却时间
秒
后模
注塑周期
秒
小时产量
水口重量(g)
每只产品单重(g)
一模总重量(g)
注塑工艺条件记录表
模号
产品编号:
பைடு நூலகம்机号:
机器安装:
产品名称:
材料:
烘料温度:
料筒温度(℃)
射咀
温一
温二
温三
温四
温五
热咀
设定值
开锁模设定
速度
%
压力
位置
(mm)
高速锁模
低压锁模
高压锁模
慢速锁模
快速锁模
减速锁模
顶针设定
速度
%
压力
位置
(mm)
顶针前进
顶针后退
顶针次数
震动时间
顶针停留
射胶
速度
%
压力
位置
(mm)
射胶一段
注塑压力温度对照表

原料干燥温度及时间
(dryer temp@ time) 前模温度(mold A temp)
后模温度(mold B temp)
锁模压力(clamp pressure)
模具
开模位置(opening position)
Mold
顶出行程(KO strokes)
顶针次数(count of ejection)
开模顺序(corepull sequencc)
注塑成型工艺参数表 Molding Processing Data
Customer:
Project
产品名称
产品编号
Part Name 机器类型及编 号 M/C Type&No.
Part No. 机器大小 M/C size
产品重量
水口重量
周期时间(cycle time)
No.of Cav
胶料编号
颜色
Material
Color
模具尺寸
模具类型
Mold Size(mm)
Mold type
溶胶速度(rccovery speed)
射胶速度1(injection velocity 1)
速度
射胶速度2(injection velocity 2)
speed(mm/s) 射胶速度3(injection velocity 3)
记录者 /recorded by: _________ ________ 审核者 /reviewd by _________ ________
日期/date _________ ________
日期 /date _________ ________
射胶时间(filling time)
时间
注塑成型首件检验记录表格格式

5
10
5
10
5
10
综合判定
检验员
检验时间
注:1、首检的抽检数每型腔5-10只,仅作一次记录。 2、合格打 “√” ,不合格填写实测值。
5
10
5
10
5
10
5
10
型腔5检验结果
型腔6检验结果
型腔7检验结果
型腔8检验结果
1
6
1
6
1
6
1
6
2
7
2
7
2
7
2
7
3
8
3
8
3
8
3
8
4
9
4
9
4
9
4
9
5
10
5
10
5
10
5
10
型腔9检验结果
型腔10检验结果
型腔11检验结果
型腔12检验结果
1
6
1
6
1
6
1
6
2
7
2
7
2
7
2
7
3
8
3
8
3
8
3
8
4
9
4
9
4
9
4
9
5
10
注塑成型首件检验记录表格格式
注塑成型首件检验记录
生产车间
产品名称
规格型号
合同号
生产材料
抽检数
生产日期
检
验
项
目
外观检验标准
检验结果
外观综合判定
主要尺寸
检
验
结
果
型腔1检验结果
10
5
10
5
10
综合判定
检验员
检验时间
注:1、首检的抽检数每型腔5-10只,仅作一次记录。 2、合格打 “√” ,不合格填写实测值。
5
10
5
10
5
10
5
10
型腔5检验结果
型腔6检验结果
型腔7检验结果
型腔8检验结果
1
6
1
6
1
6
1
6
2
7
2
7
2
7
2
7
3
8
3
8
3
8
3
8
4
9
4
9
4
9
4
9
5
10
5
10
5
10
5
10
型腔9检验结果
型腔10检验结果
型腔11检验结果
型腔12检验结果
1
6
1
6
1
6
1
6
2
7
2
7
2
7
2
7
3
8
3
8
3
8
3
8
4
9
4
9
4
9
4
9
5
10
注塑成型首件检验记录表格格式
注塑成型首件检验记录
生产车间
产品名称
规格型号
合同号
生产材料
抽检数
生产日期
检
验
项
目
外观检验标准
检验结果
外观综合判定
主要尺寸
检
验
结
果
型腔1检验结果
注塑成型参数表

烘料温度(℃) 模温 (周℃期) (sec)
制定日期 修订日期
档编号 制表 审核 批准
制定单位 版本
注塑 A1
xxxxxxxxxxxx公司
产品名 称产:品料 号模:具编 号关:于成型 条件设
速度 (mm/sec)
射胶一 射胶二 射胶三 射胶一
成型参数指示表 机台规 格 螺: 杆规 格 材: 料:
保压
保压一 速度(mm/sec)
保压二 保压一 压力(bar) 保压二
射出
压力(bar) 射胶二 射胶三
保压一 时间(sec)
保压二
射胶一 位置(mm) 射胶二
加料位置 位置(mm)
松退位置
射胶三
加料
加料压力
射胶时间(sec)
加料速度 背压(bar)
部位 射嘴
温度偏差 值
温度设定值
产品图示
温度
第一段 料管温度℃
第二段
第三段
第四段
干燥时间
冷却(sec) 注意事 项1、:停机 10分钟以 2、每天 须套定加期 润清滑 油3、脂停。机 前提前10 洗料管。 4、技师 须可每超日 出仔公 差更,时如 ,因由 领示班书提 修出订 申之请版表 次,进 行5、更品改管。 对书成为型 标条 准,认真 围内.
注塑工艺记录表

注塑工艺记录表ห้องสมุดไป่ตู้
产品名称 产品图号 第一段 第二段 使用塑料 模具编号 温度(℃) 第三段 第四段 时间 冷却时间(S) 关模 起始位置 关模一段 关模二段 关模低压 关模高压 射出 起始位置 射出一段 射出二段 射出三段 射出四段 射出终止 转保压 保压 压力 保压一段 保压二段 保压三段 保压四段 设备运行情况: 速度 时间 压力 速度 时间 压力 速度 开模一慢 开模快一 开模快二 开模二慢 开模终止 起始位置 成型周期(S) 射出时间(S) 再循环时间(S) 开模 压力 速度 第五段 第六段 操作人 复核人 回料比例 阻燃剂比例
产品名称 产品图号 第一段 第二段 使用塑料 模具编号 温度(℃) 第三段 第四段 时间 冷却时间(S) 关模 起始位置 关模一段 关模二段 关模低压 关模高压 射出 起始位置 射出一段 射出二段 射出三段 射出四段 射出终止 转保压 保压 压力 保压一段 保压二段 保压三段 保压四段 设备运行情况: 速度 时间 压力 速度 时间 压力 速度 开模一慢 开模快一 开模快二 开模二慢 开模终止 起始位置 成型周期(S) 射出时间(S) 再循环时间(S) 开模 压力 速度 第五段 第六段 操作人 复核人 回料比例 阻燃剂比例
注塑成型参数表(双色)

注塑成型参数表(双色) (Injection Molding process Sheet)
机台号:
试模 试产 正常生产
Customer 客户
Material 材料
A:
B:
Mold No. 模号
*Drying
A:
烘料温度±10℃
B:
Model
啤
机型号:
Colour 颜 色
A:
B:
Injecting Parameter 成 形 条 件
sunk back 倒索
压
速
位
压
速
位
力
度
置
力
度
置
备注:1.各机台的参数转换以参照其实际值进行相应的设定。
2.压力转换公式:1bar=0.1mpa 1kg/c㎡=0.91bar 。
设定
名称 中子一进 core in
压力± 10Bar Pressure
中子一退 core out
中子二进 core in
中子二退 core out
式
A:
core
后模
B:
Cavity A:
Tep 前模温
±5℃ B:
A:
CORE Tep 后模温
±5℃ B:
Cavi
Mold ty前
water
A:
lanc 模
conne
ct
drawi
ng
运
水 图
Core 后模
A:
年
产品编号 part.NO.
part releasedby 开机方式
Setting 设定
4st
Position
位置±
Hale Waihona Puke 10mm前进Advance 12
机台号:
试模 试产 正常生产
Customer 客户
Material 材料
A:
B:
Mold No. 模号
*Drying
A:
烘料温度±10℃
B:
Model
啤
机型号:
Colour 颜 色
A:
B:
Injecting Parameter 成 形 条 件
sunk back 倒索
压
速
位
压
速
位
力
度
置
力
度
置
备注:1.各机台的参数转换以参照其实际值进行相应的设定。
2.压力转换公式:1bar=0.1mpa 1kg/c㎡=0.91bar 。
设定
名称 中子一进 core in
压力± 10Bar Pressure
中子一退 core out
中子二进 core in
中子二退 core out
式
A:
core
后模
B:
Cavity A:
Tep 前模温
±5℃ B:
A:
CORE Tep 后模温
±5℃ B:
Cavi
Mold ty前
water
A:
lanc 模
conne
ct
drawi
ng
运
水 图
Core 后模
A:
年
产品编号 part.NO.
part releasedby 开机方式
Setting 设定
4st
Position
位置±
Hale Waihona Puke 10mm前进Advance 12
注塑生产记录表

压力 速度 时间 位置 时间ຫໍສະໝຸດ 昆山佰亚高分子科技有限公司
注塑生产记录表
BY-W-F-004 生产单号 注塑件总重(g) 烘料开始时间 模具升温时间 料筒升温时间 机器型号 材料牌号 嵌件总重(g) 烘料温度 模具穴数 调试开始 机器编号 射出 1段 参数 时间 8:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 20:00-22:00 22:00-0:00 0:00-2:00 2:00-4:00 4:00-6:00 6:00-8:00 早班 备注: 晚班 开模数: 合格品数: 次品数: 开模数: 合格品数: 次品数: 2段 末段 时间 压力 速度 位置 压力 速度 位置 压力 速度 位置 产品名称 产品单重(g) 保温开始时间 动模温度(℃) 生产开始 成型周期(S) 保压 1段 储料 3段 MPa 冷却 背压 1段 2段 3段 末段 设定 实际 设定 实际 产品规格 装模时间 烘料确认人 静模温度(℃) 生产日期 生产结束 炮筒温度 模具温度(℃) 动模 静模 记录人
注塑参数巡查记录表[空白模板]
![注塑参数巡查记录表[空白模板]](https://img.taocdn.com/s3/m/96d7a8b6be23482fb4da4cfe.png)
客户名称 颜色
产品名称 原料供应商
时间及结果
可否用机械手 模具编号
出现异常时 的处理记录
记录保 管期
备注:1、标准参数为受控的工艺参数;2、巡检参数必须与首检参数一致,否则为不合格;3、改变参数必须重 新做首检并在记录栏注明原因和时间.
白班IPQC
夜班 IPQC
审核
日期:
年
机
号
原料型号
巡检项目
射胶
一级
位置 (mm
)
二级 三级 四级
五级
一级
速度 (IV)
二级 三级 四级
五段
一级
压力 (IP)
二级 三级 四级
五段
温度(℃)
一段
射胶筒 温度
二段 三段 四段
五段
模具 前 温度 后
烘பைடு நூலகம்温度/时间
时间(S)
射胶/保压时间
冷却时间
周期时间
要求范围 标准 首检
注塑工艺参数巡检记录表
注塑成型参数表
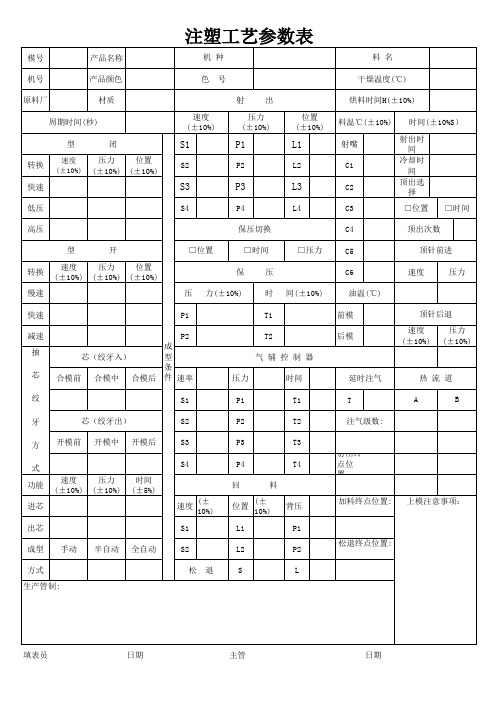
射嘴 C1 C2
射出时 间
冷却时 间
顶出选 择
C3
□位置 □时间
高压
保压切换
C4
顶出次数
型
开
转换
速度 (±10%)
压力 位置 (±10%) (±10%)
慢速
□位置
□时间
□压力
保压
压 力(±10%)
时 间(±10%)
C5 C6 油温(℃)
顶针前进
速度
压力
快速
P1
减速 抽
芯
芯(绞牙入) 合模前 合模中 合模后
P2 成 型 条 件 速率
T1
T2
气辅控制器
压力
时间
前模 后模
顶针后退
速度
压力
(±10%) (±10%)
延时注气
热流道
绞
S1
芯(绞牙出)
S2
P2
T2
注气级数:
方 开模前 开模中 开模后
式
功能
速度 (±10%)
压力 (±10%)
时间 (±5%)
进芯
出芯
成型 手动 半自动 全自动
S3 S4
注塑工艺参数表
模号
产品名称
机种
料名
机号
产品颜色
色号
干燥温度(℃)
原料厂
材质
周期时间(秒)
转换 快速
型
速度 (±10%)
闭
压力 位置 (±10%) (±10%)
低压
速度 (±10%)
S1
S2
S3
S4
射出 压力
(±10%)
P1
P2
P3
P4
位置 (±10%)