螺纹塞规直径表
最新GB公制螺纹标准资料
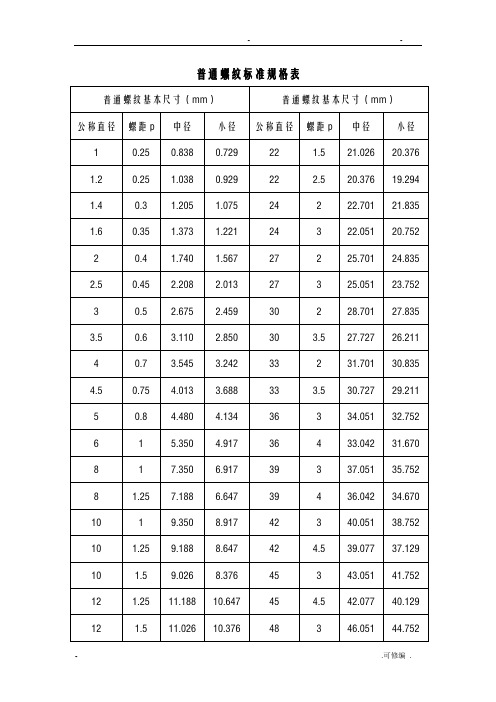
最新GB公制螺纹标准资料普通螺纹标准规格表普通螺纹基本尺寸(mm)公称直径螺距p1 0.251.2 0.251.4 0.31.6 0.352 0.42.5 0.453 0.53.5 0.64 0.74.5 0.755 0.86 18 18 1.25 10 1 10 1.25 10 1.5 12 1.25 12 1.5 12 1.75 14 1.5 14 2 16 1.5 16 2 18 2.5 20 1.5 20 2 20 2.5 22 1.5 22 2.5 24 224 3 27 2 27 3 30 2 30 3.5 33 2 33 3.5 36 3 36 4 39 3 39 4 42 3 42 4.5 45 3 45 4.5 48 3 48 5 52 4 52 5修正后的文章:这是普通螺纹标准规格表,列出了不同公称直径和螺距的基本尺寸(以毫米为单位)。
螺纹是一种常见的连接方式,常用于机械和结构中。
这个规格表可以帮助人们选择适合他们需要的螺纹。
修正后的表格清晰地显示了不同公称直径和螺距的基本尺寸。
这些尺寸可以帮助人们选择正确的螺纹,以确保它们能够正确地连接和承受所需的负载。
使用这个规格表时,人们需要了解他们需要连接的材料和所需的负载。
然后,他们可以查找适合他们需要的螺纹规格。
螺纹规格的选择非常重要,因为错误的规格可能会导致连接的松动或破坏,从而导致机械或结构的故障。
因此,使用这个规格表可以帮助人们选择正确的螺纹规格,以确保他们的连接是牢固和可靠的。
螺纹是指在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。
根据不同的特征,螺纹可以分为圆柱螺纹和圆锥螺纹,同时也可以按照不同的标准进行分类。
圆柱螺纹分为普通螺纹、美标统一螺纹、非螺纹密封的管螺纹、梯形螺纹和其他螺纹。
普通螺纹是指代号为M,牙形角为60°,基本牙形为平顶的螺纹,其精度等级为内螺纹4~8级,外螺纹3~9级。
美标统一螺纹的代号为UNC、UNF、UNEF、UN、UNS,牙形角也为60°,基本牙形为平顶,精度等级为内螺纹1B~3B,外螺纹1A~3A。
【常用国标美标螺纹及底孔直径】

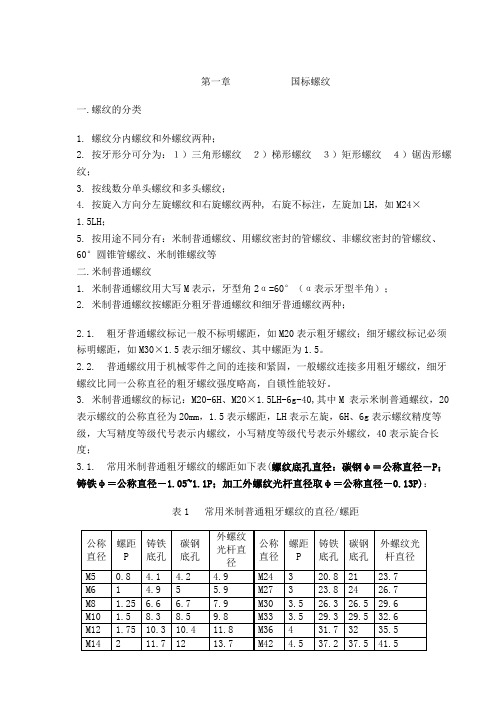
第一章国标螺纹一.螺纹的分类1.螺纹分内螺纹和外螺纹两种;2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹;3.按线数分单头螺纹和多头螺纹;4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH;5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等二.米制普通螺纹1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角);2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1.粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。
2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3.米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):表1 常用米制普通粗牙螺纹的直径/螺距公称直径螺距P铸铁底孔碳钢底孔外螺纹光杆直径公称直径螺距P铸铁底孔碳钢底孔外螺纹光杆直径M5 0.8 4.1 4.2 4.9 M24 3 20.8 21 23.7 M6 1 4.9 5 5.9 M27 3 23.8 24 26.7 M8 1.25 6.6 6.7 7.9 M30 3.5 26.3 26.5 29.6 M10 1.5 8.3 8.5 9.8 M33 3.5 29.3 29.5 32.6 M12 1.75 10.3 10.4 11.8 M36 4 31.7 32 35.5 M14 2 11.7 12 13.7 M42 4.5 37.2 37.5 41.5 M16 2 13.8 14 15.7 M48 5 42.5 43 47.5 M18 2.5 15.3 15.5 17.7 M56 5.5 50 50.5 55.5M20 2.5 17.3 17.5 19.7 M64 6 57.5 58 63.53.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。
螺纹规校准尺寸

81-125um 126-200um 201-315um 316-500um 501-670um
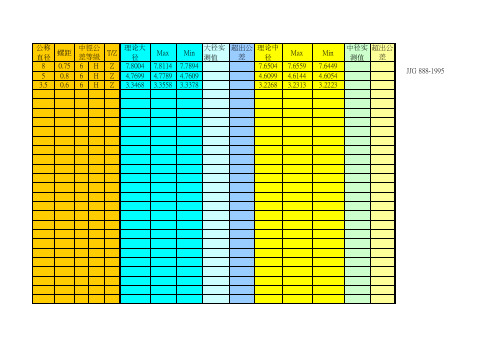
表7 参考JJG 888-1995
0.009 0.011 0.014 0.018 0.022
0.006 0.012 0.016 0.024 0.032
0.0125 0.0175 0.0210 0.0270 0.0330
使用三针时测力大小
螺纹规中径端d2=M-3d+0.866P
M:测得的含三针的直径;d:所选三针值
序号
规格
1 0-80UNF 2 1-64UNC 3 1-72UNF 4 2-56UNC 5 2-64UNF 6 3-48UNC 7 3-56UNC 8 4-40UNC 9 4-48UNF 10 6-32UNC 11 6-40UNF 12 8-32UNC 13 8-36UNF 14 10-24UNC 15 10-32UNF 16 1/4-20UNC 17 1/4-28UNF 18 1/4-32UNEF 19 5/16-18UNC 20 5/16-24UNF
表1
普通螺纹量规的中径公差TD2和有关的位置关系
工件内螺纹的中径公差 TPL ZPL WGO WNG
12-50um
0.006
0
0.0080 0.0060
51-80um
0.007 0.002 0.0095 0.0075
M。值通端 M。值止端 最佳针径需查附表4
螺纹塞规 现有三 磨损极限 针直径
10.8579
选用针径
最佳针径 中经通端
中径止端 M。值通端 M。值止端 最佳针径需查附表4
查表3 查表3
也可以查 表1与表2 算得 也可以查 表1与表2 算得
1.732/1.466/1.443/1.333/1.155/1.128/1.047/1.010/1.008/0.917/0.866/0.815/0.733/0.722/0.577/ 462/0.458/0.404/0.289/
螺纹塞规单一中径校准结果的CMC评定:外螺纹
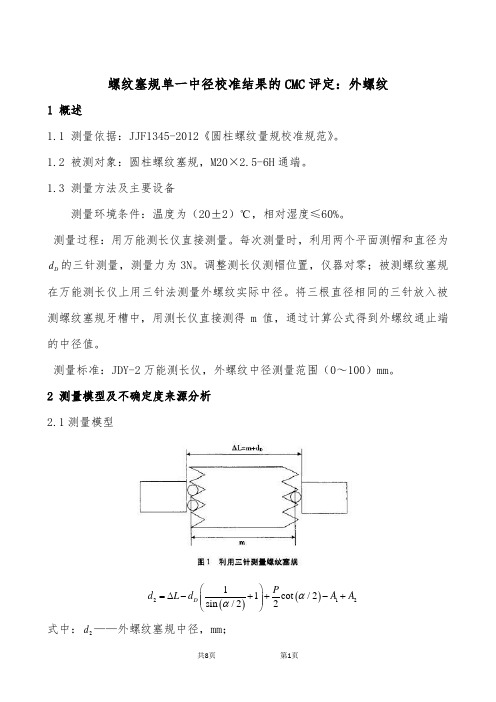
螺纹塞规单一中径校准结果的CMC 评定:外螺纹1 概述1.1 测量依据:JJF1345-2012《圆柱螺纹量规校准规范》。
1.2 被测对象:圆柱螺纹塞规,M20×2.5-6H 通端。
1.3 测量方法及主要设备测量环境条件:温度为(20±2)℃,相对湿度≤60%。
测量过程:用万能测长仪直接测量。
每次测量时,利用两个平面测帽和直径为D d 的三针测量,测量力为3N 。
调整测长仪测帽位置,仪器对零;被测螺纹塞规在万能测长仪上用三针法测量外螺纹实际中径。
将三根直径相同的三针放入被测螺纹塞规牙槽中,用测长仪直接测得m 值,通过计算公式得到外螺纹通止端的中径值。
测量标准:JDY-2万能测长仪,外螺纹中径测量范围(0~100)mm 。
2 测量模型及不确定度来源分析 2.1测量模型()()21211cot /2sin /22D P d L d A A αα⎛⎫=∆-++-+ ⎪ ⎪⎝⎭式中:2d ——外螺纹塞规中径,mm ;L ∆——被校螺纹塞规位移量,mm ;D d ——三针直径,mm ;/2α——牙型半角标称值,°;P ——螺距标称值,mm ;1A ——螺旋升角修正值,mm ; 2A ——测量力修正值,mm2.2 灵敏系数L ∆的灵敏系数:21==1d c L∂∂∆ D d 的灵敏系数:()22==-1/sin /21=3D d c d α∂+-⎡⎤⎣⎦∂ /2α的灵敏系数:()2302cos 2===8.31/sin 22D d c d d um rad ααα⎛⎫⎪∂⎝⎭--⎛⎫∂ ⎪⎝⎭P 的灵敏系数:24cot 2===0.8662d c P α⎛⎫ ⎪∂⎝⎭∂1A 的灵敏系数:251==-1d c A ∂∂ 2A 的灵敏系数:262==1d c A ∂∂ 2.3 方差()()()()()()()2222222222222212345162/2c D u d c u L c u d c u c u P c u A c u A α=∆+++++2.4标准不确定度来源分析(1)被校螺纹塞规位移量引入的标准不确定度()u L ∆的评定由以下6个分项构成: A . 被校螺纹塞规测量重复性引入的标准不确定度()1u L ∆ B . 测长仪对零不准引入的标准不确定度()2u L ∆ C . 测长仪安装定位不准引入的标准不确定度()3u L ∆ D . 测长仪示值误差引入的标准不确定度()4u L ∆ E . 温差变化引入的标准不确定度()5u L ∆ F .线膨胀系数差异引入的标准不确定度()6u L ∆(2)三针示值误差引入的标准不确定度()D u d(3)牙型半角/2α标称值引入的标准不确定度2u α⎛⎫⎪⎝⎭(4)螺距P 标称值引入的标准不确定度()u P (5)螺旋升角修正值1A 引入的标准不确定度()1u A (6)测量力修正值2A 引入的标准不确定度()2u A 3 标准不确定度分量评定 (1)()u L ∆的评定 A .()1u L ∆的评定被校螺纹塞规测量重复性引入的标准不确定度()1u L ∆采用A 类评定。
螺纹塞规计算公式
M16*1.5 6G 止规标准
14.408
M10*1 7G 止规标准
8.943
1/2-20UNF 2B
止规标准 (1.27)
7/16-20UNF 2B
止规标准 (1.27)
NO6-32UNC
止规标准 (0.79)
11.328 11.331 9.728 9.731 2.642 2.644
11.608 11.605 10.033 10.03 2.896 2.893
11.731
12.055
12.033
11.565
11.543
14.045
14.023
13.842
13.82
中径标准
上偏差
下偏差
13.044
13.033
13.227
13.216
15.368
15.357
15.521
15.51
14.724
14.71
14.927
14.913
15.044
15.033
15.227
9.015
9.206
9.195
9.35
9.339
9.5
9.489
11.35 11.339
11.51 11.499
11.026 11.015
11.216 11.205
10.863 10.852
11.063 11.052
13.513 13.502
13.653 13.642
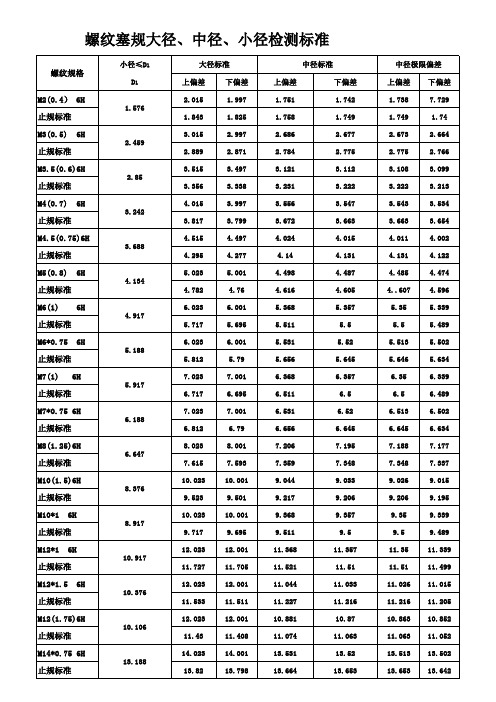
螺纹塞规大径、中径、小径检测标准
5.526
5.55
5.539
5.675
5.664
6.394
6.383
6.537
6.526
NPT内螺纹数据表

H=0.866025p=60°尖角螺纹的高度,单边螺纹锥度β=1 °47”,螺纹锥度比=1:16(直径:长度)p=25.4/n=螺距(平行于轴测量),n=每英寸牙数,h=0.8p=螺纹高度(最大值)fmin=0.033p(最少削牙高度,单边), 1英寸=25.4mm相应的削牙宽度F0.0360.104牙数/英寸(n)Max(mm)Min0.038p(mm)Max(mm)尖角螺纹高度H(mm)0.8150.0902718 1.2220.0540.1440.124削牙高度fMin0.033p(mm)0.0310.047HMax hFmaxfmax圈数-1mm 圈数+1mm 圈数mm 1/16270.9410.7530.6340.1197.8957.142 6.3896.5080.953 4.32 4.0640.3140.470 3.32 3.123 5.32 5.0053 2.822 6.1371/8270.9410.7530.6340.11910.2429.4898.7378.8560.953 4.36 4.1020.3140.470 3.36 3.161 5.36 5.0423 2.8228.4811/418 1.411 1.1290.9740.15513.61612.48711.35811.513 1.329 4.1 5.7860.4700.706 3.1 4.374 5.17.1973 4.23310.9963/818 1.411 1.1290.9740.15517.05515.92614.79714.952 1.329 4.32 6.0960.4700.706 3.32 4.6855.327.5073 4.23314.4171/214 1.814 1.451 1.2880.16321.22419.77218.32118.484 1.652 4.488.1280.6050.907 3.48 6.314 5.489.9423 5.44317.8133/414 1.814 1.451 1.2880.16326.56925.11723.66623.829 1.652 4.758.6180.6050.907 3.75 6.804 5.7510.4323 5.44323.127111.52.209 1.767 1.5900.17733.22831.46129.69429.871 1.9674.610.1600.736 1.104 3.67.9515.612.36936.62629.0601-1/411.5 2.209 1.767 1.5900.17741.98540.21838.45138.628 1.967 4.8310.6680.736 1.104 3.838.459 5.8312.8773 6.62637.785螺牙数/英寸(n) 1.5711.913塞规高出基准面,但不超过1/3圈标准圈数+1(塞规低于基准面1圈之内)塞规低于基准面1/3圈基准距离L1(因为大端的小径倒角大于螺纹的大径,故螺纹基准面为螺纹在大端的起牙点,不是工件的大端面,但测量时可以借助工件的大端面)1411.5螺距P(1圈的长度)(mm)Max牙型高度h (H-2*fmin)(mm)基准面内的基本直径(理论值,单位mm)(手动拧紧时的内外螺纹啮合处的最大值)Min牙型高度h(H-2*fmax)(mm)牙型高度公差((最多削牙高度-最少削牙高度)*2)(mm)NPT内螺纹(工艺为钻孔,镗孔和倒角,六步规测量螺纹小径,车牙,NPT螺纹塞规检验螺纹,六步规检验小径,通过控制工件大端的尺寸来保证螺纹基准面的尺寸)尺寸代号(管子通经)NPT塞规确认测量基准面到塞规0位的距离(基准面比塞规高或低1牙为合格,车床上使用百分表测量;工件取下测量时使用高度尺测量,尽量做到塞规和基准面平齐或比基准面低)+六步规检验(确认小径尺寸和位置)。
公制螺纹塞规的尺寸计算

公制螺纹塞规的尺寸计算
公制螺纹塞规是一种用于测量零件内外螺纹尺寸的工具。
它通常由两个部分组成:螺纹规和塞规。
螺纹规用于测量零件的外螺纹尺寸,而塞规用于测量零件的内螺纹尺寸。
公制螺纹塞规的尺寸是根据国家标准制定的,以毫米为单位。
常见的公制螺纹塞规尺寸有M2、M2.5、M3、M4等。
其中,M表示公制螺纹的意思,后面的数字表示螺纹的直径。
以M2为例,它的直径为2毫米。
公制螺纹塞规的尺寸是根据螺纹的直径和螺距来确定的。
螺距是螺纹上相邻两个螺纹峰之间的距离。
公制螺纹塞规的螺距通常为0.4毫米,因此M2的螺距为0.4毫米。
螺纹规和塞规的测量原理是通过将其插入零件螺纹内外,然后根据螺纹规或塞规上的刻度来判断螺纹尺寸是否合格。
如果螺纹规或塞规能够顺利插入螺纹内外,并且没有明显的松动或过紧的感觉,那么说明螺纹尺寸合格。
公制螺纹塞规的尺寸计算需要准确无误,因为螺纹尺寸的精度对于零件的装配和使用至关重要。
如果螺纹尺寸偏大或偏小,都会导致零件的装配困难或使用不稳定。
因此,在使用公制螺纹塞规进行尺寸计算时,需要仔细选择合适的螺纹规或塞规,并根据国家标准的规定进行使用。
同时,还需要注意保持螺纹规和塞规的清洁和平整,以确保测量结果的准确性。
公制螺纹塞规的尺寸计算是一项严谨而重要的工作,它对于保证零件螺纹尺寸的准确性和稳定性具有重要意义。
通过精确的尺寸计算,可以确保零件的装配和使用的质量,提高产品的可靠性和稳定性。
螺纹对照参数表格

螺纹对照参数表格:下面是美标统一螺纹量规的标注方法和使用方法一、美标统一螺纹量规的标注方法:在美标中一般螺纹是这样标注0.25–20UNC–2A以前又为1/4–20UNC–2A①②③④①--公称直径(现在多以小数表示基本大径,单位:inch)②--每英寸牙数(即螺距)③--螺纹系列代号④--螺纹等级代号注:①的数值小于1/4in的小直径系列为公称直径代号,不是公称直径的英寸值,用0,1,2,3,4,5,6,8,10,12十个号码,来表示。
代号为0,1,2,3,4,5,6,8,10,12的螺纹大径(in)分别为:0.060,0.073,0.086,0.099,0.112,0.125,0.138,0.164,0.190,0.216;二、美标螺纹统一量规代号:(螺纹牙型角60度)ThreadofAmericanstandard(Threadpitchshapeangle 60°UNC----统一制粗牙螺纹(代替NC)Unifiedcoarsepitchthread(InsteadofNC)UNF----统一制细牙螺纹(代替NF)Unifiedfinepitchthread(InsteadofNF)UNEF----统一制超细牙螺纹UnifiedsuperfinepitchthreadUN-----统一制不变螺距螺纹UnifiedthreadUNS----统一制特殊螺纹UnifiedSpecialthreadNPT----一般用途锥管螺纹(旧代号Z;K)Taperpipethreadforgeneralpurpose(Oldthreadcode Z,K)NPSC----管接头直管内螺纹InternalstraightpipethreadforconnectionNPSM----设备上自由配合,机械连接用直管螺纹StraightpipethreadforgeneralpurposeNPTF----干密封锥管螺纹DrysealtaperpipethreadNPSF----干密封燃油直管螺纹DrysealstraightpipeinternalthreadNGT----气瓶用锥螺纹Specialthreadforgascylinder螺纹代号说明示例:1/4-20UNC1/4-公称直径1/420-每寸20牙UNC-美标统一制粗牙螺纹再举个例子1-14UNS-2B1表示:公称直径,即螺纹的大径尺寸,也可以用分数值、螺纹号码或等值小数表示。
常用国标美标螺纹及底孔直径讲诉
第一章国标螺纹一.螺纹的分类1.螺纹分内螺纹和外螺纹两种;2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹;3.按线数分单头螺纹和多头螺纹;4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH;5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等二.米制普通螺纹1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角);2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1.粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。
2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3.米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):表1 常用米制普通粗牙螺纹的直径/螺距3.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。
三.用螺纹密封的管螺纹(GB 7306与ISO7/1相同)1.用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。
用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。
压力在5×105Pa以下时,用前一种连接已足够紧密,后一种连接通常只在高温及高压下采用。
中外螺纹尺寸表对照表

中外螺纹尺⼨表对照表螺纹的⼀般知识第⼀章国标螺纹的⼀般知识⼀. 螺纹的分类1. 螺纹分内螺纹和外螺纹两种;2. 按⽛形分可分为:1)三⾓形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹;3. 按线数分单头螺纹和多头螺纹;4. 按旋⼊⽅向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH;5. 按⽤途不同分有:⽶制普通螺纹、⽤螺纹密封的管螺纹、⾮螺纹密封的管螺纹、60°圆锥管螺纹、⽶制锥螺纹等⼆. ⽶制普通螺纹1. ⽶制普通螺纹⽤⼤写M表⽰,⽛型⾓2α=60°(α表⽰⽛型半⾓);2. ⽶制普通螺纹按螺距分粗⽛普通螺纹和细⽛普通螺纹两种;2.1. 粗⽛普通螺纹标记⼀般不标明螺距,如M20表⽰粗⽛螺纹;细⽛螺纹标记必须标明螺距,如M30×1.5表⽰细⽛螺纹、其中螺距为1.5。
2.2. 普通螺纹⽤于机械零件之间的连接和紧固,⼀般螺纹连接多⽤粗⽛螺纹,细⽛螺纹⽐同⼀公称直径的粗⽛螺纹强度略⾼,⾃锁性能较好。
3. ⽶制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表⽰⽶制普通螺纹,20表⽰螺纹的公称直径为20mm,1.5表⽰螺距,LH表⽰左旋,6H、6g表⽰螺纹精度等级,⼤写精度等级代号表⽰内螺纹,⼩写精度等级代号表⽰外螺纹,40表⽰旋合长度;3.1. 常⽤⽶制普通粗⽛螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加⼯外螺纹光杆直径取φ=公称直径-0.13P):表1 常⽤⽶制普通粗⽛螺纹的直径/螺距公称螺距P 铸铁底孔碳钢底孔光杆直径公称螺距P 铸铁底孔碳钢底孔光杆直径M5 0.8 4.1 4.2 4.9 M24 3 20.8 21 23.7M6 1 4.9 5 5.9 M27 3 23.8 24 26.7M8 1.25 6.6 6.7 7.9 M30 3.5 26.3 26.5 29.6M10 1.5 8.3 8.5 9.8 M33 3.5 29.3 29.5 32.6M12 1.75 10.3 10.4 11.8 M36 4 31.7 3235.5M14 2 11.7 12 13.7 M42 4.5 37.2 37.5 41.5M16 2 13.8 14 15.7 M48 5 42.5 43 47.5M18 2.5 15.3 15.5 17.7 M56 5.5 50 50.5 55.5M20 2.5 17.3 17.5 19.7 M64 6 57.5 58 63.53.2. ⽶制普通内螺纹的加⼯底孔直径可⽤下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。
各类接头螺纹尺寸规格大全

各类接头"螺纹尺寸"介绍内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.一. 螺纹的分类1.螺纹分内螺纹和外螺纹两种;2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹;3.按线数分单头螺纹和多头螺纹;4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH;5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等二. 米制普通螺纹1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角);2. 米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1. 粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。
2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3. 米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1. 常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):表1 常用米制普通粗牙螺纹的直径/螺距3.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。
检定螺纹塞规常用数据

Q=D-d球+(x2-x1) 26.033
x2(测螺纹环规时读数) x1(测标准环规时读数) D(环规直径)
22.208
20
27
1.5 0.8
5
3.175
1.75 5.5
X理论 146.217 (测螺纹环规时计数) 50.044
a+b
E理论
6.166
140.051
Δ =(E整值-E理论)+(X2-X1)
-0.007
X理论 102.3002 (测螺纹环规时计数) 50.044
a+b
E理论
6.166
96.1342
Δ =(E整值-E理论)+(X2-X1)
-0.090
Q=D-d球+(x2-x1) 121.9776 x1(测标准环规时读数) -0.2
D(环规直径) 100
Q=D-d球+(x2-x1) 23.875 x1(测标准环规时读数) 38.02
法
Tr30×6
d2实测=d2理+Δ 27.023
当用60°侧规时,E理论'=E理论-d球(1/sin(55/2)-1/sin(60/2))
E整值
X1(用侧规时读数) X2(测螺纹环规时计数)
26
50.000
50.264
30°梯形 螺纹环规 Tr32×6
法
d2=Q-P2/(8Q)+d球/sin(α/2)-P/(2tg(α/2) 26.931
p 3.175 E整值
96
d2理
d球
145.350
0.5
X1(用侧规时读数)
50.000
d2理
d球
99.538
GB公制螺纹标准资料
普通螺纹标准规格表螺纹基本知识一、螺纹的名词术语螺纹:在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。
圆柱螺纹/圆锥螺纹;外螺纹/螺纹;右旋螺纹/左旋螺纹。
右旋螺纹:顺时针旋转时选入的螺纹。
左旋螺纹:逆时针旋转时选入的螺纹。
完整螺纹:牙顶和牙底具有完整形状的螺纹。
不完整螺纹:牙底完整而牙顶不完整的螺纹。
螺尾:向光滑表面过渡的牙底不完整的螺纹。
有效螺纹:由完整螺纹和不完整螺纹组成的螺纹,不包括螺尾。
公称直径:代表螺纹尺寸的直径。
大径:外螺纹的顶径、螺纹的底径。
小径:外螺纹的底径、螺纹的顶径。
中径:一个假想圆柱或圆锥的直径,该圆柱或圆锥的母线通过牙型上沟槽和凸起宽度相等的地方。
单一中径:牙型上沟槽宽度等于1/2基本螺距的地方。
作用中径:在规定的旋合长度,恰好包容实际螺纹的一个假想螺纹的中径,这个假想螺纹具有理想的螺距、螺纹半角、及牙型高度,并在牙顶和牙底留有间隙,不与实际螺纹大、小径发生干涉。
牙型角:在螺纹牙型上,两相邻牙侧间的夹角。
螺距:相邻两牙在中径线上对应两点间的轴向距离。
螺纹精度:由螺纹公差带和旋合长度共同组成的衡量螺纹质量的综合指标。
二、.螺纹概述一般将螺纹分为圆柱螺纹和圆锥螺纹。
(一)圆柱螺纹1. 普通螺纹(又称米制或公制螺纹)螺纹代号M,牙形角60°,基本牙形为平顶。
精度等级:螺纹4~8级,外螺纹3~9级。
2. 美标统一螺纹(又称60°英制螺纹)螺纹代号UNC、UNF、UNEF、UN、UNS,牙形角60°,基本牙形为平顶。
精度等级:螺纹1B~3B,外螺纹1A~3A。
3. 非螺纹密封的管螺纹(又称圆柱管螺纹)螺纹代号G,牙形角55°,基本牙形为圆顶圆底。
精度等级:螺纹标准级和D级,外螺纹A、B级。
4. 梯形螺纹螺纹代号Tr,牙形角30°(美标为29°),基本牙形为平顶平底。
精度等级:7~9级,(美标为2G~6G)。
各种管螺纹区分以及尺寸表

各种管螺纹区分以及尺寸表管螺纹标准55度管螺纹:主要用来进行管道的连接,使其内外螺纹的配合紧密,有直管和锥管两种。
常见的管螺纹主要包括以下几种:NPT、PT、G等。
1)NPT是National(American)Pipe Thread的缩写,属于美国标准的60度椎管螺纹,用于北美地区,国标查阅GB/T12716-1991。
2)PT(BSPT)是Pipe Thread 的缩写,是55度密封圆椎管螺纹,属于惠氏螺纹家族,多用于欧洲及英联邦国家,常用于水及煤气管行业,锥度1:16,国标查阅GB/T7306-2000。
国内叫法为ZG.。
PT 是Pipe Thread 的缩写,是55 度密封圆锥管螺纹,属惠氏螺纹家族,多用于欧洲及英联邦国家.常用于水及煤气管行业,锥度规定为1:16.国家标准可查阅GB/T7306-2000G 是55 度非螺纹密封管螺纹,属惠氏螺纹家族.标记为G 代表圆柱螺纹.国家标准可查阅GB/T7307-2001另外螺纹中的1/4、1/2、1/8 标记是指螺纹尺寸的直径,单位是英寸.行内人通常用分来称呼螺纹尺寸,一等于8分,1/4 ?就是2分,如此类推.G 就是管螺纹的统称(Guan),55,60度的划分属于功能性的,俗称管圆。
即螺纹由一圆柱面加工而成。
ZG俗称管锥,即螺纹由一圆锥面加工而成,一般的水管接头都是这样的,国标标注为Rc公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示,这是它们最大的区别,公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹60度。
公制螺纹用公制单位,美英制螺纹用英制单位。
管螺纹主要用来进行管道的连接,其内外螺纹的配合紧密,有直管与锥管两种。
公称直径是指所连接的管道直径,显然螺纹直径比公称直径大。
1/4,1/2,1/8是英制螺纹的公称直径,单位是英寸。
英制管螺纹来源于英制惠氏螺纹,惠氏螺纹的管路系列与惠氏螺纹牙型组合建立起了英制管螺纹的基本尺寸.按1/16锥度关系,惠氏螺纹的径向直径公差转化为英制密封管螺纹的轴向牙数公差(存在一定量的修约和调整).再参照英制密封管螺纹的公差值提出英制非密封管螺纹的公差(公差由单向分布变为单向分布,放松顶径公差,放开底径公差).三种螺纹提出的时间为:1841年,提出英国惠氏螺纹,1905年,颁布惠氏螺纹新标准(BS 84).1905年,颁布英制密封管螺纹标准(BS 21).1905年至1940年,由惠氏螺纹履行英制非密封管职责.1940年,提出惠氏螺纹的非密封管螺纹系列(BSP系列);1956年,单独颁布英制非密封管螺纹标准(BS 2779).欧洲国家和英联邦国家首先接受了英制管螺纹标准.ISO/TC5/SC5管螺纹标准化技术委员会及其秘书处受欧洲国家控制,英制管螺纹标准被ISO标准采用.1955年,ISO提出英制密封管螺纹标准(ISO R 7);1961年,ISO提出英制非密封管螺纹标准(ISO R 228).1978年,ISO颁布了两种英制管螺纹的正式标准(ISO7-1和ISO228-1).目前,英制管螺纹已被北美洲已外的国家所普遍接受,广泛的应用于国际贸易中.ISO标准内的英制管螺纹已转化为米制单位制.英制管螺纹的米制化方法非常简单,将原来管螺纹的英寸尺寸乘以25.4就转化为毫米尺寸.英制管螺纹尺寸在被淘汰的问题.所谓要使用真正的管螺纹标准是不现实的.这里不存在真米制管螺纹与假米制管螺纹之分.英制密封管螺纹有两种配合方式,“柱/锥”和“锥/锥”.两种英制密封管螺纹使用不同的螺纹环规(圆柱螺纹环规和圆锥螺纹环规)和螺纹塞规(基准平面的位置不同,两者基准平面相距半牙).欧洲国家主要采用“柱/锥”配合螺纹;而欧洲以外国家则主要采用“锥/锥”配合螺纹.同一个密封管螺纹件,欧洲国家检验合格的管螺纹,欧洲以外国家检验则可能不合格.国际贸易中一定要注意这种差异否则可能出现废品.1994年前,ISO的英制密封管螺纹标准及其量规标准是按“锥/锥”配合体系设计的.我国的英制密封管螺纹产品可以直截进入国际市场.而欧洲国家的管螺纹的管螺纹产品则处于不利的地位.2000年以后,ISO的英制密封管螺纹标准及其量规标准是按“柱/锥”配合题系设计的.我国原有的英制密封管螺纹产品进入国际市场就会遇到困难.为此,我国于2000年修订了英制密封管螺纹国家标准.将原来的一个螺纹标准变为两个螺纹标准,以此提示设计者要注意两种配合螺纹的不同和正确选用.日本在1999年修定英制密封管螺纹标准时,仍然坚持采用1994年前的ISO标准.所以,2000年以后的国际英制密封管螺纹市场更加复杂,国内厂家要备加小心.英制密封管螺纹为一般用途的密封管螺纹,使用中要在螺纹副内加入密封添料.其特点是比较经济,加工精度要求适中.不加密封添料就可以保证密封连接的螺纹为干密封管螺纹.英制管螺纹体系内没有干密封管螺纹.密封管螺纹具有机械连接和密封两大功能;而非密封管螺纹仅有机械连接一种功能.所以密封管螺纹的精度要严于非密封管螺纹的精度.有些人看到非密封管螺纹的中径公差为密封管螺纹中径公差的一半,认为非密封管螺纹的精度高于密封管螺纹的精度,这种观点是不正确的,密封管螺纹对牙型精度有要求.其大径,中径和小径的公差是相同的;其牙侧角和螺距误差对密封性能有较大影响.而非密封管螺纹对牙型精度基本没有要求.其顶径公差大于中径公差;其底径没有公差要求.;另外,有些人认为可以用非密封圆柱内螺纹与密封圆柱外螺纹组成配合.这种观点也是错误的.这样做就等于放松了密封内螺纹的精度要求,管螺纹的密封就可能出问题.由于密封管螺纹的使用场合,加工精度,装配和检测等技术的不同,目前的管螺纹标准无法保证所有的符合标准规定的螺纹件都能实现密封.在英制密封管螺纹标准内无法提出统一的螺纹单项参数的精度要求.这些单项螺纹参数对密封性能有直接影响.目前,解决问题的根本出路是针对自己特定的产品,各个行业或公司制定自己的内控措施.这些参数的内控指标一般对外是保密的.对其它行业的公司也是不通用的,生产厂家对此要有清醒的认识.密封管螺纹标准不是万能的,密封问题可能需场家自己留心注意.1987年以前,我国没有美制和英制管螺纹标准.可是生产中又无法回避这两种国际普遍使用的管螺纹标准,为此,旧机械制图标准曾经自行规定过美制和英制管螺纹的标记代号,这些螺纹代号来源于汉语拼音字母,根本没有考虑与国外标准管螺纹标准代号是否一致.由于此标准只规定了螺纹代号而没有规定螺纹参数,同一个螺纹代号在不同企业或行业所表示的螺纹参数可能也有差异.出现废品时没有依据判断谁对谁错.1987至1991年,我国颁布了英制管螺纹标准.从此,管螺纹代号和标记应服从管螺纹标准的规定.旧机械制图标准所规定的管螺纹代号应该立即废止.1、密封管螺纹(R)英制密封管螺纹的基本尺寸及其公差配合方式英制密封管螺纹有两种配合方式:圆柱内螺纹与圆锥外螺纹组成“柱/锥”配合;圆锥内螺纹与圆锥外螺纹组成“锥/锥”配合.欧洲国家主要采用“柱/锥”配合螺纹;而欧洲以外国家则主要采用“柱/锥”配合螺纹.两种螺纹的检验量规存在一定不同;目前的ISO英制密封管螺纹量规标准(ISO 7-2:2000)是按“柱/锥”配合体系设计的.标记英制密封管螺纹的完整标记由螺纹特征代号、螺纹尺寸代号和旋向代号组成.英制密封圆柱内螺纹的特征代号为:RP;英制密封圆锥内螺纹的特征代号为:RC;英制密封圆锥外螺纹的特征代号为:R1(与英制密封圆柱内螺纹配合使用);R2(与英制密封圆锥内螺纹配合使用);左旋螺纹的旋向代号为LH;右旋螺纹的旋向代号省略不标.对密封管螺纹,利用RP/R1,RC/R2分别表示“柱/锥” 和“锥/锥”螺纹副.2、非密封管螺纹英制非密封管的基本尺寸及其极限偏差标记:英制非密封管螺纹的完整标记由螺纹特征代号,螺纹尺寸代号,中径公差等级代号和旋向代号组成.英制非密封圆柱螺纹的特征代号为:G对英制非密封圆柱内螺纹,其中径公差等级代号省略不标;而英制非密封圆柱外螺纹的中径公尺等级代号分别为A和B.左旋螺纹的旋向代号为LH;右旋螺纹的旋向代号省略不标.当表示英制非密封管螺纹的螺纹副时,仅标注外螺纹的标记代号.示例:尺寸代号为2的右旋,非密封圆柱内螺纹:G2尺寸代号为3的A级,右旋,非密封圆柱外螺纹:G3A尺寸代号为4的B级,左旋,非密封圆柱外螺纹:G4 B-LH尺寸代号为2的右旋,非密封圆柱内螺纹与A级圆柱外螺纹组成的螺纹副:G2A加工内孔螺纹的是管螺纹丝锥加工外螺纹的有板牙。
NPT(PT)G螺纹尺寸表【免费下载】

NPT,PT,G 都是管螺纹.NPT 是National (American) Pipe Thread 的缩写,属于美国标准的60 度锥管螺纹,用于北美地区.国家标准可查阅GB/T12716-1991PT 是Pipe Thread 的缩写,是55 度密封圆锥管螺纹,属惠氏螺纹家族,多用于欧洲及英联邦国家.常用于水及煤气管行业,锥度规定为1:16.国家标准可查阅GB/T730 6-2000G 是55 度非螺纹密封管螺纹,属惠氏螺纹家族.标记为G 代表圆柱螺纹.国家标准可查阅GB/T7307-2001另外螺纹中的1/4、1/2、1/8 标记是指螺纹尺寸的直径,单位是英吋.行内人通常用分来称呼螺纹尺寸,一吋等于8分,1/4 吋就是2分,如此类推.G 就是管螺纹的统称(Guan),55,60度的划分属于功能性的,俗称管圆。
即螺纹由一圆柱面加工而成。
ZG俗称管锥,即螺纹由一圆锥面加工而成,一般的水管接头都是这样的,国标标注为Rc公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示,这是它们最大的区别,公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹60度。
公制螺纹用公制单位,美英制螺纹用英制单位。
管螺纹主要用来进行管道的连接,其内外螺纹的配合紧密,有直管与锥管两种。
公称直径是指所连接的管道直径,显然螺纹直径比公称直径大。
1/4,1/2,1/8是英制螺纹的公称直径,单位是英寸。
从设计角度来说,螺纹副旋合后,在基面距内应形成无隙结合。
实际上各直径、牙型角、螺距和锥角在制造中都有偏差。
NPT螺纹的牙顶和牙底为过渡配合,仅靠板紧螺纹副时的微量变形来达到100%的无隙量是不可能的。
为了确保其密封性能,往往需要螺纹副内加一定的密封介质,它主要适应于中低压系统。
NPTF螺纹的牙顶和牙底为过盈配合,扳紧螺纹副后,窄平的牙底迫使尖的牙顶弹塑性变形,因而获得100%的过盈配合,无需密封介质即能阻止泄漏,适于高压系统大径、小径不同NPTF螺纹与NPT螺纹的螺距P、基面距L1、基面上的中径d2均相同,大径、小径的计算方法也相同,但因两者牙高不同,所以大径小径并不相同。
HG普通螺纹塞规中径查旬表
Min
大径实测值 超出公差
理论中径
Max
Min
中径实测值 超出公差
中徑公 公称 螺距 差等級 直径
T/Z 理论大径
Max
Min
大径实测值 超出公差
理论中径
Max
Min
中径实测值 超出公差
中徑公 公称 螺距 差等級 直径
T/Z 理论大径
Max
Min
大径实测值 超出公差
理论中径
Max
Min
中径实测值 超出公差
Min
大径实测值 超出公差
理论中径
Max
Min
中径实测值 超出公差
中徑公 公称 螺距 差等級 直径
T/Z 理论大径
Max
Min
大径实测值 超出公差
理论中径
Max
Min
中径实测值 超出公差
中徑公 公称 螺距 差等級 直径
T/Z 理论大径
Max
Min
大径实测值 超出公差
理论中径
Max
Min
中径实测值 超出公差
Min
大径实测值 超出公差
理论中径
Max
Min
中径实测值 超出公差
中徑公 公称 螺距 差等級 直径
T/Z 理论大径
Max
Min
大径实测值 超出公差
理论中径
Max
Min
中径实测值 超出公差
中徑公 公称 螺距 差等級 直径
T/Z 理论大径
Max
Min
大径实测值 超出公差
理论中径
Max
Min
中径实测值 超出公差
Max
Min
大径实测值 超出公差
理论中径