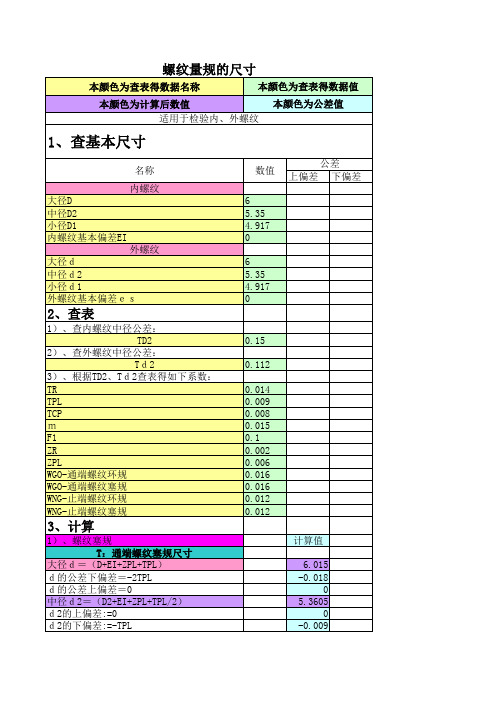
塞规公差计算表
塞规的计算方法

二楼所说的不是完全正确,你说的是塞规的基本尺寸,做塞规时也要有公差的。
根据楼主所说,内孔是φ70(公差是+0.03/0)可知该孔为7级精度。
经查表得T=0.0036mm,Z=0.0046mm.再根据孔用量规计算公式:通规上偏差Ts=EI+Z+T/2=0+0.0046+0.0018=0.0064mm通规下偏差Ti=EI+Z-T/2=0+0.0046-0.0018=0.0028mm则通规应为φ70(+0.0064/0.0028)止规上偏差Zs=ES=0.03mm止规下偏差Zi=ES-T=0.03-0.0036=0.0264mm则止规应为φ70(+0.03/0.0264)或φ70.03(0/-0.0036)[ 此贴被huangshanwwj在2007-01-18 16:33重新编辑]GB/T 1957塞规公差计算表(单位:UM)塞规公差计算表(单位:um)您的零件数据IT6 IT7 IT8 IT9 IT10工件基本尺寸尺寸公差IT6 T Z 塞规公差IT7 T Z塞规公差IT8 T Z塞规公差IT9 T Z塞规公差IT10 T Z塞规公差D(mm)上偏差下偏差通端止端通端止端通端止端通端止端通端止端0至310 0 6 1 1 1.5 0.5 10 9 10 1.2 1.6 2.2 1 10 8.8 14 1.6 2 2.8 1.2 10 8.4 25 2 3 4 2 10 8 40 2.4 4 5.2 2.8 10大于3至67 5 8 1.2 1.4 7 5.8 7 5.8 12 1.4 2 7.7 6.3 7 5.6 18 2 2.6 8.6 6.6 7 5 30 2.4 4 10.2 7.8 7 4.6 48 3 5 11.5 8.5 7大于6至109 1.4 1.6 2.3 0.9 0 -1.4 15 1.8 2.4 3.3 1.5 0 -1.8 22 2.4 3.2 4.4 2 0 -2.4 36 2.8 5 6.4 3.6 0 -2.8 58 3.6 6 7.8 4.2 0 3大于10至1811 1.6 2 2.8 1.2 0 -1.6 18 2 2.8 3.8 1.8 0 -2 27 2.8 4 5.4 2.6 0 -2.8 43 3.4 6 7.7 4.3 0 -3.4 70 4 8 10 6 0 4大于18至3013 2 2.4 3.4 1.4 0 -2 21 2.4 3.4 4.6 2.2 0 -2.4 33 3.4 5 6.7 3.3 0 -3.4 52 4 7 9 5 0 -4 84 5 9 11.5 6.5 0 5大于30至50-5 -10 16 2.4 2.8 -6 -8.4 -5 -7.4 25 3 4 -4.5 -7.5 -5 -8 39 4 6 -2 -6 -5 -9 62 5 8 0.5 -4.5 -5 -10 100 6 11 4 -2 -5 1大于50至8019 2.8 3.4 4.8 2 0 -2.8 30 3.6 4.6 6.4 2.8 0 -3.6 46 4.6 7 9.3 4.7 0 -4.6 74 6 9 12 6 0 -6 120 7 13 16.5 9.5 0 7说明:只需要在尺寸公差列输入上、下偏差,接着根据它的公差等级选择相应的(已自动计算完毕)塞规公差即可。
螺纹量规计算公式
数值
公差 上偏差 下偏差
6 5.35 4.917 0
6 5.35 4.917 0
0.15
0.112
0.014 0.009 0.008 0.015 0.1 0.002 0.006 0.016 0.016 0.012 0.012
计算值
6.015 -0.018
0 5.3605
0 -0.009
中径磨损d2s d2s=D2+EI+ZPL-WGO 小径d1≤D1+EI
-0.009 5.368
0 -0.008
小径≤D1+es-TR/2 Z止端螺纹环规尺寸 大径d≥d+es+TPL 中径d2=d2+es-Td2+TR/2-TR/2 中径上偏差=+TR 中径下偏差=0 小径d1=d2+es-Td2-TR/2-2F1-TR 小径上偏差=+2TR 小径下偏差=0 ZT校止-通螺纹塞规 大径d=d+es+TPL 大径上偏差=0 大径下偏差=-2TPL 中径d2=d2+es-Td2+TR/2-m+TCP/2 中径上偏差=0 中径下偏差=-TCP 小径≤D1+es-Td2-TR/2-m ZZ校止-止螺纹塞规 大径d=d+es-Td2+TPL 大径上偏差=0 大径下偏差=-2TPL 中径d2=d2+es-Td2+TCP/2 中径上偏差=0 中径下偏差=-TCP 小径d1≤D1+es-Td2 ZS校止-损螺纹塞规 大径d=d+es-Td2-TR/2+WNG+TPL 大径上偏差=0 大径下偏差=-2TPL 中径d2=d2+es-Td2-TR/2+WNG+TCP/2 中径上偏差=0 中径下偏差=-TCP 小径d1≤D1+es-Td2
光滑塞规的公差等级表和计算公式

量规设计实例:
量规设计实例:
例1:设计检验Ф30+0.033/-0.00的孔用量规
一、根据被检工件的基本尺寸和公差等级,由表中可
查出相应量规的T值和Z值,公差等级为8级,与其相对应量规的Z值为0.005mm,T值为0.0034mm
二、根据量规公差带图,计算出量规的最大、最小以
及磨损尺寸(磨损尺寸略)
1.通规的计算
Tmax=MMS+Z+T/2
=D+EI+Z+T/2
=30+0+0.005+0.0034/2
=30.0067
Tmin=MMS+Z-T/2
=30.0033
由上式可知:孔用量规通规的公式为
2.止规的计算
Zmax=LMS
=D+ES
=30+0.033
=30.033
Zmin=LMS-T
=30.0296
由上式可知:孔用量规止规的公式为
例2:设计检验Ф30-0.020/-0.041的轴用量规
轴用通(止)规尺寸的计算与孔用通(止)规尺寸的计算方法类似,即:
轴用量规通规的公式为
轴用量规止规的公式为。
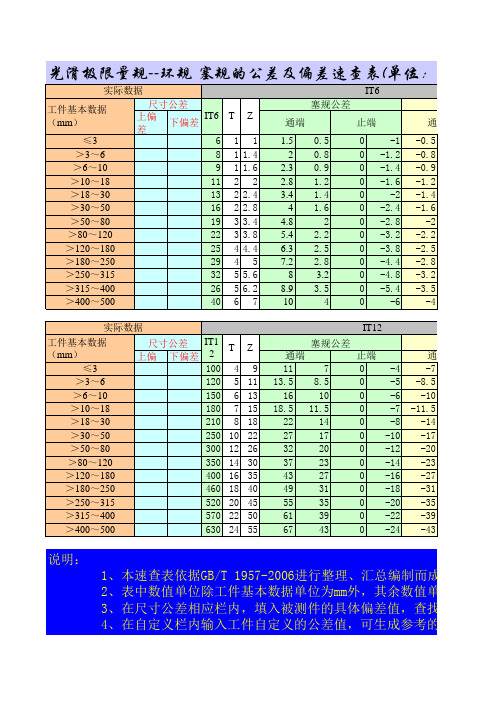
环规塞规的公差及偏差速查表
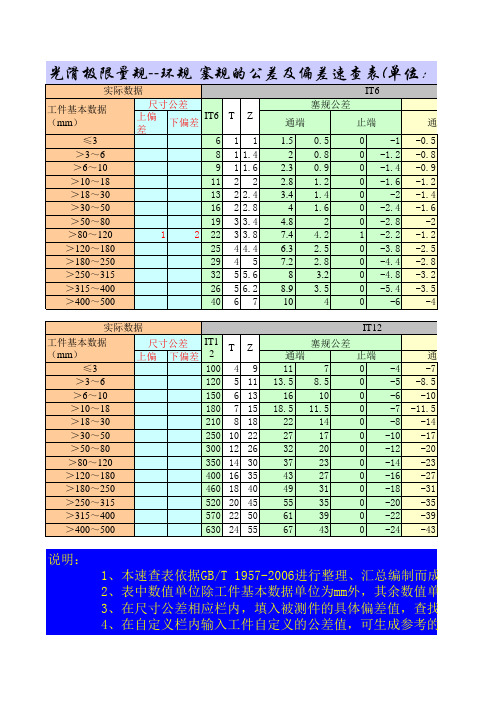
工件基本数据 (mm)
≤3 >3~6 >6~10 >10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500
尺寸公差 IT1 上偏 下偏差 2
T
Z
100 4 9
120 5 11
150 6 13
180 7 15
IT14
塞规公差
通端
止端
24.5 15.5
0
-9
30.5 19.5
0 -11
36.5 23.5
0 -13
42.5 27.5
0 -15
49
31
0 -18
61
39
0 -22
73
47
0 -26
85
55
0 -30
97.5 62.5
0 -35
110
70
0 -40
122.5 77.5
0 -45
135
85
0 -50
编制而成。 余数值单位均为μm。 值,查找的对应栏内为检具的具体制造偏差值。 成参考的检具公差和偏差值。
环规公差
止端
1.2 1.4 1.8
2 2.4
3 3.6 6.2 4.8 5.4
6 7 8
IT8 T Z
0 14 2 2 0 18 2 3 0 22 2 3 0 27 3 4 0 33 3 5 0 39 4 6 0 46 5 7 2 54 5 8 0 63 6 9 0 72 7 10 0 81 8 11 0 89 9 12 0 97 10 14
74
46
0 -28 -46 -74
28
0
塞规公差计算表参考表

10 0 0 43 0 -5 0
8.4 -2 -2.4 40.2 -3.4 -9 -4.6
2 2.4 2.8 3.4 4 5 6
3 4 5 6 7 8 9
4 5.2 6.4 7.7 9 0.5 12
2 2.8 3.6 4.3 5 -4.5 6
10 0 0 43 0 -5 0
8 -2.4 -2.8 39.6 -4 -10 -6
40 48 58 70 84 100 120
说明:只需要在尺寸公差列输入上、下偏差,接着根据它的公差等级选择相应的(已自动计算完毕)塞规公差即可。
特别提示: 1、仅用于标准公差(只要上下偏差的差值为标准公差即可); 2、由于IT11、IT12不常用,所以未列出,需要的话可以自己补充。
例:Ø3+0.01的塞规公差
0.5 0.8 0.9 1.2 1.4 -8.4 2
10 0 0 43 0 -5 0
9 -1.2 -1.4 41.4 -2 -7.4 -2.8
1.2 1.4 1.8 2 2.4 3 3.6
1.6 2 2.4 2.8 3.4 4 4.6
2.2 2.7 3.3 3.8 4.6 -4.5 6.4
1 1.3 1.5 1.8 2.2 -7.5 2.8
输入后即可查出通端:上偏差为0.0022,下偏差为0.001;止端:上偏差0.01,下偏差0.0088
IT10
T Z
塞规公差
通端 止端
IT11
IT11
T
IT12
Z IT12 T Z
2.4 3 3.6 4 5 6 7
4 5 6 8 9 11 13
5.2 6.5 7.8 10 11.5 4 16.5
2.8 3.5 4.2 6 6.5 -2 9.5
公制螺纹塞规跨棒距一览表

塞规名称 螺纹塞规T 螺纹塞规Z 螺纹塞规T 螺纹塞规Z 螺纹塞规T 螺纹塞规Z 螺纹塞规T 螺纹塞规Z 螺纹塞规T 螺纹塞规Z 螺纹塞规T 螺纹塞规Z 螺纹塞规T 螺纹塞规Z 螺纹塞规T 螺纹塞规Z 螺纹塞规T 螺纹塞规Z 螺纹塞规T 螺纹塞规Z 螺纹塞规T 螺纹塞规Z 螺纹塞规T 螺纹塞规Z 螺纹塞规T 螺纹塞规Z 螺纹塞规T 螺纹塞规Z 螺纹塞规T 螺纹塞规Z 型号规格 公称大径 螺距 中径尺寸 中径公差 中径磨损极限 最佳三针直径 跨棒距 跨棒距公差 M4-6H 4 0.7 3.551 ±0.0045 3.5385 0.404 4.15723557 ±0.0045 M4-6H 4 0.7 3.6675 ±0.0045 3.658 0.404 4.27373557 ±0.0045 M5-6H 5 0.8 4.486 ±0.0045 4.4735 0.462 5.17884065 ±0.0045 M5-6H 5 0.8 4.6095 ±0.0045 4.6 0.462 5.30234065 ±0.0045 M6-6H 6 1 5.362 ±0.0055 5.3445 0.577 6.22805081 ±0.0055 M6-6H 6 1 5.5055 ±0.0055 5.494 0.577 6.37155081 ±0.0055 M6*7H 6 1 5.362 ±0.0055 5.3445 0.577 6.22805081 ±0.0055 M6*7H 6 1 5.5455 ±0.0055 5.534 0.577 6.41155081 ±0.0055 M8*1.25-6H 8 1.25 7.2 ±0.0055 7.1825 0.722 8.28256351 ±0.0055 M8*1.25-6H 8 1.25 7.3535 ±0.0055 7.342 0.722 8.43606351 ±0.0055 M10*1-6H 10 1 9.362 ±0.0055 9.3445 0.577 10.2280508 ±0.0055 M10*1-6H 10 1 9.5055 ±0.0055 9.494 0.577 10.3715508 ±0.0055 M10*1.25-6H 10 1.25 9.2 ±0.0055 9.1825 0.722 10.2825635 ±0.0055 M10*1.25-6H 10 1.25 9.3535 ±0.0055 9.342 0.722 10.4360635 ±0.0055 M10-6H 10 1.5 9.038 ±0.0055 9.0205 0.866 10.3370762 ±0.0055 M10-6H 10 1.5 9.2115 ±0.0055 9.2 0.866 10.5105762 ±0.0055 M12*1.25-6H 12 1.25 11.2 ±0.0055 11.1825 0.722 12.2825635 ±0.0055 M12*1.25-6H 12 1.25 11.3735 ±0.0055 11.362 0.722 12.4560635 ±0.0055 M12*1.5-6H 12 1.5 11.038 ±0.0055 11.0205 0.866 12.3370762 ±0.0055 M12*1.5-6H 12 1.5 11.2215 ±0.0055 11.21 0.866 12.5205762 ±0.0055 M12*1.5-7H 12 1.5 11.042 ±0.007 11.021 0.866 12.3410762 ±0.007 M12*1.5-7H 12 1.5 11.269 ±0.007 11.254 0.866 12.5680762 ±0.007 M12-6H 12 1.75 10.875 ±0.0055 10.8575 1.010 12.3905889 ±0.0055 M12-6H 12 1.75 11.0685 ±0.0055 11.057 1.010 12.5840889 ±0.0055 M12*7H 12 1.75 10.879 ±0.007 10.858 1.010 12.3945889 ±0.007 M12*7H 12 1.75 11.12 ±0.007 11.105 1.010 12.6355889 ±0.007 M14*1.25-6H 14 1.25 13.308 ±0.0055 13.2705 0.722 14.3905635 ±0.0055 M14*1.25-6H 14 1.25 13.3735 ±0.0055 13.362 0.722 14.4560635 ±0.0055 M14*1.5-6H 14 1.5 13.038 ±0.0055 13.0205 0.866 14.3370762 ±0.0055 M14*1.5-6H 14 1.5 13.2215 ±0.0055 13.21 0.866 14.5205762 ±0.0055 备注: * * * *
通止规通端、止端公差等级表(塞规)

您的零件数据
IT6
IT7
IT8
IT9
工件基本尺寸 尺寸公差
上偏
IT6 T Z
D(mm)
差 下偏差
塞规公差
通端
止端
IT 7T T Z
塞规公差
通端
止端
IT 9T Z
塞规公差
通端
止端
IT1 0
T
Z
0至3
6 1 1 1.5 0.5 0 -1 10 1.2 1.6 2.2 1
IT1 Z2T Z
6 100 4 9 8 120 5 11 9 150 6 13 11 180 7 15 13 210 8 18 16 250 10 22 19 300 12 26
/-
4
0 -4 62 5 8 10.5 5.5 0 -5 100 6 11
大于50至80
19 2.8 3.4 4.8 2
0 -2.8 30 3.6 4.6 6.4 2.8 0 -3.6 46 4.6 7 9.3 4.7 0 -4.6 74 6 9 12 6
0 -6 120 7 13
IT10
说明:只需要在尺寸公差列输入上、下偏差,接着根据它的公差等级选择相应的(已自动计算完毕)塞规公差即可。 注意上下公差处单位填写UM,公差应带上+/-
0 -1.2 14 1.6 2 2.8 1.2 0 -1.6 25 2 3 4
2
0 -2 40 2.4 4
大于3至6
8 1.2 1.4 2 0.8 0 -1.2 12 1.4 2 2.7 1.3 0 -1.4 18 2 2.6 3.6 1.6 0 -2 30 2.4 4 5.2 2.8 0 -2.4 48 3 5
光滑极限塞规~1

2.2数据的修约 数据的修约
数据修约规定有效位数后面的数字,要按一定的规则进行 取舍处理,修约值应为修约间隔的整数倍.1单位修约的取舍 原则为(除此之外还有0.2单位和0.5单位原则): 2.2.1拟舍弃数字最左一位小于5时舍去; 2.2.2拟舍弃数字最左一位大于5时(包括等于5且其后还有非 "0"数字)则向前位进1; 2.2.3拟舍弃数字最左一位大于5且其后无数字或有但均为"0"时, 2.2.3 5 0" "5"前的数字为奇数则进1,为偶数则舍弃,即应使数据末位 数为偶数. 对下列数据取4位有效数字 其结果如下所示. 位有效数字, 例:对下列数据取 位有效数字,其结果如下所示. 8.42349 1.2000 41.996 1.51051 1.51750 1.51050 1.6235 8.423 1.200 45.00 1.511 1.518 1.510 1.624
Z 1.6 2 2.4 2.8 3 4 4.6 5.4 6 7 8 9 1
IT8 IT8 T 1 1.6 1 2 22 2.4 27 2.8 33 3 39 4 46 4.6 54 5.4 63 6 72 7 81 8 89 9 97 1
Z 2 2.6 3 4 5 6 7 8 9 1 1 1 1
IT9 IT9 T 25 2 30 2.4 36 2.8 43 3 52 4 62 5 74 6 87 7 100 8 115 9 13 1 140 1 155 1
IT6 IT6 T 6 1 8 1.2 9 1.4 1 1.6 1 2 1 2.4 1 2.8 22 3 25 3 29 4.4 32 4.8 36 5.4 40 6
Z 1 1.4 1.6 2 2.4 2.8 3 3 4.4 5 5.6 6.2 7
锥度塞规及锥度环规说明

锥度塞规及锥度环规说明一、锥度塞规说明:1.工件动盘被测量锥度部分如图1所示:图12.用于测量动盘锥度的锥度塞规设计计算结果如表1所示:尺寸(mm)计算结果(mm)极限偏差(mm)α1为工件α角α1/2=tg-1((209-202.5)/2×195)α1=1.909683°(折合1°54′34.8″)±10″m m=(ES-EI)/2tg(α/2)m=(0.072-0)/(2tg(1°54′34.8″/2))m=2.16(0/-0.06)δδ=0.2mtg(α/2)且0.005≤δ≤0.02δ=0.2×2.16×tg(1°54′34.8″/2)δ=0.0072为D1上偏差D1D1=D+ESD1=209+0.072D1=209.072(+0.0072/0)D1S D1S=D1-δD1S=209.072-0.0072 D1S=209.0648l 为工件长度195暂定为±0.05R 8图2二、锥度环规说明:1.工件主轴被测量锥度部分如图3所示:图32.用于测量主轴锥度的锥度环规设计计算结果如表2所示:尺寸(mm)计算结果(mm)极限偏差(mm)α1为工件α角1.909683°(折合1°54′34.8″)m m=(es-ei)/2tg(α/2) (0/-0.06)m=(0-(-0.046))/(2tg(1°54′34.8″/2))m=1.38D1D1=D+esD1=209.6+0 D1=209.6l 为工件长度198暂定为±0.05d1d1=D1-2×l×tg(α/2)d1=209.6-2×198×tg(1.909683/2)d1=2033.根据锥度环规的计算结果,锥度环规的尺寸见图4所示:图44.附注:锥度环规的锥角在制造时难以测量的控制,一般配有校对塞规。
塞规和卡规公差表

62 +10.5-5 -5 +12-6 -6
+61-22-22 1000 +73-26-26 1200 +85-30-30 1400
+6.4-3.6 -3.6 46
+9.3-4.6 -4.6 74
120 +16.5-7-7 140 +19-8 -8
190 +23.5-9-9 220 250
+7.5-4.2 -4.2 54 +10.7-5.4 -5.4 87 +13.5-7 -7 +8.4-4.8 -4.8 63 +12-6 -6 100 +16-8 -8
6 8 9 11 13 16 19 22 25 29 32 36 -1.5+1 1 -2+1.2 1.2 -2.3+1.4 1.4 -2.8+1.6 1.6 -3.4+2 2 -4+2.4 2.4 -4.8+2.8 2.8 -5.4+3.2 3.2 -6.3+3.8 3.8 -7.2+4.4 4.4 -8+4.8 4.8 -8.9+5.4 5.4 10 12 15 18 21 25 30 35 40 46 52
IT15
通端
止端
T Z +37-14 -14 +43-16 -16 +50-20 -20 +62-24 -24 +74-28 -28 +92-34 -34 +110-40-40 +123-46-46 +146-52-52 +160-60-60 +183-66-66 +207-74-74
光滑量规公差,自动计算及查询表格
-2.2 -2.7 -3.3 -3.8 -4.6 -5.5
-6.4 -7.5 -8.4 -9.7 -11 -12.5 -14
环规公差
通端
止端
-11
4
-13.5
5
-16
6
-18.5
7
-22
8
-27
10
-32
12
-37
14
-43
16
-49
18
-55
20
-61
22
-67
24
IT1 3
T
Z
0 140 6 14
0 -120
环规公差
通端
止端-30 -50 Nhomakorabea20
-37.5 -62.5
25
-45 -75
30
-57.5 -92.5
35
-70 -110
40
-85 -135
50
-100 -160
60
-115 -185
70
-140 -220
80
-155 -245
90
-170 -270 100
-195 -305 110
-220 -340 120
147.5 92.5
0 -55
环规公差
通端
止端
-15.5 -24.5
9
-19.5 -30.5
11
-23.5 -36.5
13
-27.5 -42.5
15
-31 -49
18
-39 -61
22
-47 -73
26
-55 -85
30
-62.5 -97.5
35
卡规、塞规的制造和磨损极限偏差

标 记
量规精度等级
1
工件精度等级
IT6
处数
GB1957-81
工件尺寸
工件公差
通 知 单 号
制 造
通
拟 定
止
0.0110.017 +0.0028 +0.0012 +0.0016 0
量 规 偏 差
磨 通 损 验通
—
日 期
0
企
工件尺寸
业
工件公差
2012年3月23日
塞规的制造和磨损极限偏差
校 对
0.0130.020
mm11it160600以上0050003000020001000750以上0037500625000250012500900以上00750045000300015010it1504000599003700220001400075004800749004300270001600090058008990050003000002001009it1402500399002450015500009000500300047900305001950011000065003600579003650023500013000808it1301400249001700110000600035001800299001950012500007000400220035900240016000080005507it120100013900110007000040002500120017900135008500005000300150021900160010000060003506it11006000990007500045000030001500075011900100006000040002000900149001150006500005000205it10004000590005200028000024000100048007400065000350000300010005800890007800042000035000204it9002500390002000030000020001000300047000520002800002400010003600570006400036000028000103it800140024000280001200001600018002900036000160000200002200350004400020000024000102it70010001300022000100000120001200170002700013000014000150021000330001500001801it6000600090001500005000010000080011000200000800001200009001400023000090000140通止通验通通止通验通通止通验通de校对1996年12月30日出版审核根据gb195781拟定磨损c610工件尺寸工件公差标记处数通知单号日期b共5页2012年3月23
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
-23 -30 190 9 19 300 12 26
8
0 220 10 22 350 14 30
-91 -100 250 12 25 400 16 35
-90 -100 290 14 29 4690 18 40
12 0 320 16 32 520 20 45
14 0 360 18 36 570 22 50
2
13 2 2.4 -1.4 -3.4 -19 -21 21
2.4
16 2.4 2.8 -460 -462 -495 -497 25
3
19 2.8 3.4 -2 -4.8 -27.2 -30 30
3.6
22 3.2 3.8 84.8 81.6 3.2 0 35
4.2
25 3.8 4.4 -2.5 -6.3 -96.2 -100 40
-34 -21 -497 -30
0 -100 -100
IT6
IT6 T
Z
卡规公差
IT7
T
通端
止端
6
1
1 9.5 8.5 1
0 10
1.2
8 1.2 1.4 -0.8 -2 1.2 0 12
1.4
9 1.4 1.6 29.1 27.7 1.4 0 15
1.8
11 1.6 2 -17.2 -18.8 -32.4 -34 18
卡规公差计算表(单位:um)
您的零件数据
工件基本尺 寸
D(mm) 上偏差
0至3
10
>3~6
>6~10
30
>10~18 -16
>18~30
0
>30~50 -458
>50~80
0
>80~120 87
>120~180 0
>180~250 0
>250~315
>315~400
>400~500
尺寸公差 下偏差 0
16 0 400 20 40 630 24 55
-494 -497 39 4
6 -462 -466 -493 -497 62 5
-26.4 -30 46 4.6 7 -4.7 -9.3 -25.4 -30 74 6
4.2
0 54 5.4 8 81.7 76.3 5.4 0 87 7
-95.2 -100 63 6
9 -6 -12 -94 -100 100 8
即:通规 按20
-0.0022 -0.0046
止规的上 偏差为+T =+2.4, 下偏差为0
即:止规 按19.979
+0.0024 0
或表 示为 20
-0.0186 -0.021
IT8
IT9
IT10
卡规公差 止端
IT8 T
Z
卡规公差
通端
止端
IT9 T
1.2
ቤተ መጻሕፍቲ ባይዱ
0 14 1.6 2 8.8 7.2 1.6 0 25 2
2
0 40 2.4
4 -2.8 -5.2 2.4 0 48 3
5 26.4 23.6 2.8 0 58 3.6
6 -20.3 -23.7 -30.6 -34 70 4
7 -5 -9 -17 -21 84 5
8 -464 -469 -492 -497 100 6
9 -6 -12 -24 -30 120 7
-94.6 -100 72 7 10 -6.5 -13.5 -93 -100 115 9
6
0 81 8 11 -7 -15 8
0 130 10
7
0 89 9 12 -7.5 -16.5 9
0 140 11
8
0 97 10 14 -9 -19 10 0 155 12
卡规公差
IT10 T
Z
通端
止端
3
8
6
1.4
0 18 2 2.6 -1.6 -3.6 2
0 30 2.4
1.8
0 22 2.4 3.2 28 25.6 2.4 0 36 2.8
-32 -34 27 2.8 4 -18.6 -21.4 -31.2 -34 43 3.4
-18.6 -21 33 3.4 5 -3.3 -6.7 -17.6 -21 52 4
卡规公差
IT11
IT12
止端
IT11 T
Z IT12 T
Z
2.4 0 60 3
6 100 4
9
3
0 75 4
8 120 5 11
3.6 0 90 5
9 150 6 13
-30 -34 110 6 11 180 7 15
-16 -21 130 7 13 210 8 18
-491 -497 160 8 16 250 10 22
4 7.2 4.8
5 -3.5 -6.5
6 25.8 22.2
8 -22 -26
9 -6.5 -11.5
11 -466 -472
13 -9.5 -16.5
15 76 68
18 -13.5 -22.5
20 -15 -25
22 -16 -28
25 -18 -32
28 -20 -36
规公差即可。
T10
4.8
29 4.4 5 -2.8 -7.2 -95.6 -100 46
5.4
32 4.8 5.6 -3.2 -8 4.8 0 52
6
36 5.4 6.2 -3.5 -8.9 5.4 0 57
7
40 6
7 -4 -10 6
0 63
8
IT7
Z
卡规公差
通端
1.6
9
7.8
2
-1.3
-2.7
2.4
28.5
26.7
2.8
-17.8 -19.8
3.4
-2.2
-4.6
4
-460.5 -463.5
4.6
-2.8
-6.4
5.4
83.7
79.5
6
-3.6
-8.4
7
-4.3
-9.7
8
-5
-11
9
-5.5
-12.5
10
-6
-14
说明:只需要在尺寸公差列输入上、下偏差,接着根据它的公差等级选择相应的(已自动计算完毕)塞规公差即可。
10 80.5 73.5 7
0 140 8
12 -8 -16 -92 -100 160 9
14 -9.5 -18.5 -91 -100 185 10
16 -11 -21 10 0 210 12
18 -12.5 -23.5 11 0 230 14
20 -14 -26 12 0 250 16
Z
卡规公差
通端
特别提示: 1、仅用于标准公差(只要上下偏差的差值为标准公差即可); 2、由于IT11、IT12不常用,所以未列出,需要的话可以自己补充。
例:计算Ø 200 -0.021
的卡规尺寸
轴用工作 量规的基 本尺寸为 20 止规量规 的基本尺 寸为 19.979 由上表查 出量规尺 寸公差的T 值为 2.4um,Z 值为 3.4um, 通规的上 偏差为- (Z-T/2) =-2.2um 通规的下 偏差为- (Z+T/2) =-4.6um