光滑通止规标准自动计算表
光滑通止规及塞规、环规使用说明

一、光滑通止规的使用说明1量具名称 光滑通止规、2操作方法2.1 使用前先检查光滑通止规是否在检定有效期内,有无损坏、生锈现象; 2.2 将光滑通止规测量面和工件表面擦净,以免影响测量准确度和加快磨损; 2.3 光滑通止规通端应能顺利通过工件,光滑通止规的止端应不能通过工件,产品合格;2.4 通规不过,内径小了,产品不合格;止规通过,内径大了,产品不合格; 2.5 光滑通止规使用后,应及时擦净、涂油,放在专用盒中,防止生锈。
3量具使用维护、核查方法3.1 光滑通止规检定周期一般以检定计划为依据,对于通止规超出有效期的,请及时与量具管理员联系送检;3.2 操作者在量具使用过程中,必须轻拿轻放,不可掉在地上,如若发生磕碰、跌落等异常现象,请及时与量具管理员联系,管理员根据情况进行检定等处理。
止端通端二、检测NPT 螺纹环规、塞规使用方法及注意事项 1.使用方法检测NP T内外螺纹一般只用三基面螺纹环规、塞规。
见下图1图1测外螺纹时用手将螺纹环规旋进待测外螺纹,待测外螺纹体在螺纹环规上下两基面之间均为合格。
测内螺纹时将螺纹塞规旋进待测内螺纹,待测内螺纹体在螺纹塞规上下两基面之间均为合格。
下 基面上基面基准面环规三基面此时被测螺纹体高于下基面则被测螺纹体螺纹偏小,已超出标准范围。
将螺纹环规旋进待测外螺纹,待测外螺纹体与基准面平行螺纹为标准。
此时被测螺纹体底于上基面则被测螺纹体螺纹偏大,不在标准范围内。
2。
注意事项安全注意事项非量规检查目的请勿使用。
螺纹部及量规部的边角因为存在功能性尖锐部分,因此容易造成操作人员受伤,请加以注意。
需要检查的产品或量规处于运动状态时去请勿检查量规.上基面基准面基准面下基面将螺纹塞规旋进待测外螺纹,待测外螺纹体与基准面平行螺纹为标准。
此时被测螺纹体高于下基面则被测螺纹体螺纹偏大,已超出标准范围。
此时被测螺纹体底于上基面则被测螺纹体螺纹偏小,不在标准范围内。
使用前的注意事项请用轻油或白灯油侵袭量规及产品或以干净的布擦拭。
量规通止计算
量规“通、止”规公差值的计算1、孔用2、轴用 通规基本尺寸:不变上偏差:Ts=EI+Z+T/2 通规基本尺寸:不变下偏差:Ti=EI+Z-T/2 止规基本尺寸:不变上偏差:Zs=ES 止规基本尺寸:不变下偏差:Zi=ES-T磨损极限 T μ=es孔用通规止规 磨损极限t μ=11.927轴用通规止规磨损极限t μ=58.33、深度卡板基本尺寸:不变上偏差:Ts=es-Z+T/2 通规基本尺寸:不变上偏差:下偏差:Ti=es-Z-T/2下偏差:基本尺寸:不变上偏差:Zs=ei+T 止规基本尺寸:不变上偏差:下偏差:Zi=ei下偏差:4、形位公差芯轴Ⅰ基本尺寸:不变上偏差:下偏差:上偏差-0.005(制造公Ⅱ基本尺寸:不变上偏差:下偏差:上偏差-0.005(制造公Ⅲ基本尺寸:不变上偏差:下偏差:上偏差-0.005(制造公形位公差=0.01(锥度+椭圆度)+ZEI-形位公差(ES+EI)/2-形位公差ES-形位公差表面光洁度与粗糙度Ra、Rz数值换算表▽1▽2▽3▽4▽5▽6表面Ra502512.5 6.3 3.2 1.6粗糙度Rz200100502512.5 6.3▽8▽9▽10▽11▽12▽13表面Ra0.40.20.10.050.0250.012粗糙度Rz3.21.60.80.40.20.1采用一面两孔定位时,圆柱销、菱形销的主要参数确定如下:1)圆柱销直径d1的基本尺寸及公差 圆柱销直径的基本尺寸应等于与之相配合的工件定位孔的最小极限尺寸,其公差一般取g6或f7。
2)圆柱销与菱形销之间的中心距及公差 两销之间的中心距的平均尺寸应等于工件上两定位孔之间的中心距的平均尺寸,其公差一般为:δLd=(1/3~1/5)δLD式中δLd、δLD----两销之间的中心距的公差和两定位孔之间中心距的公差。
式中工件加工精度要求较高时取1/5,加工精度要求较低时取1/3。
3)菱形销直径d2的基本尺寸及公差 菱形销直径d2及其公差可按下列步骤确定: 先按表1-1查得菱形销的b(采用修圆菱形销时,应为 b1)与B,再代入下列公式计算d2max=D2min-〔b(δLd+δLD)/D2min〕式中d2max---允许的菱形销直径的最大值; D2min---与菱形销相配合的孔的最小极限尺寸。
孔轴光滑极限量规表

孔、轴用光滑极限量规表孔、轴用光滑极限量规表 D (mm ) 公差等级IT6 IT7 IT8IT9IT10 IT11IT12IT13IT140至3工件公差.006~.0110~14 14~25 25~40 40~60 60~100 100~140 140~250 250~400 (Z+T/2)值 0.00150.0022 0.0028 0.004 0.0052 0.0075 0.011 0.017 0.0245 T 值 0.001 0.0012 0.0016 0.002 0.0024 0.003 0.004 0.006 0.009 Z 值 0.0010.0160.0020.0030.004 0.0060.0090.0140.02大于3至6工件公差.008~.012 12~1818~30 30~48 48~75 75~120 120~180 180~300 300~480 (Z+T/2)值 0.0020.0027 0.0036 0.0052 0.0065 0.01 0.0135 0.0195 0.0305 T 值 0.0012 0.0014 0.0020.00240.003 0.004 0.005 0.007 0.011 Z 值 0.00140.002 0.0026 0.004 0.005 0.008 0.011 0.016 0.025 大于6至10工件公差.009~.015 15~22 22~36 36~58 58~90 90~150 150~220 220~360 360~580(Z+T/2)值 0.00230.0033 0.0044 0.0064 0.0078 0.0115 0.016 0.024 0.0365 T 值 0.00140.0018 0.0024 0.0025 0.0036 0.005 0.006 0.008 0.013 Z 值 0.00160.0024 0.0032 0.005 0.006 0.009 0.013 0.02 0.03 大于10至18工件公差.011~.018 18~27 27~43 43~70 70~110 110~180 180~270 270~430 430~700(Z+T/2)值 0.00280.0038 0.0054 0.0077 0.01 0.014 0.0185 0.029 0.0425 T 值 0.0016 0.002 0.0028 0.0034 0.004 0.006 0.007 0.01 0.015 Z 值 0.0020.0028 0.0040.0060.008 0.011 0.015 0.024 0.035 大于18至30工件公差.013~.021 21~33 33~52 52~84 84~130 130~210 210~330 330~520 520~840(Z+T/2)值 0.00340.0046 0.0064 0.009 0.0115 0.0165 0.022 0.034 0.049 T 值 0.002 0.0024 0.0034 0.004 0.005 0.007 0.008 0.012 0.018 Z 值 0.00240.0034 0.005 0.007 0.009 0.013 0.018 0.028 0.04 大于30至50工件公差.016~.025 25~39 39~62 62~100 100~160 160~250 250~390 390~620 620~1000(Z+T/2)值 0.0040.0055 0.008 0.0105 0.014 0.02 0.027 0.041 0.061 T 值 0.0024 0.003 0.004 0.005 0.006 0.008 0.01 0.014 0.022 Z 值 0.00280.004 0.0060.0080.011 0.016 0.022 0.034 0.05 大于50至80工件公差.019~.030 30~46 46~74 74~120 120~190 190~300 300~400 400~740 740~1200 (Z+T/2)值 0.00540.0075 0.0107 0.0135 0.019 0.027 0.037 0.056 0.085 T 值 0.0028 0.0036 0.0046 0.006 0.007 0.009 0.012 0.016 0.026 Z 值 0.00340.0046 0.0070.0090.013 0.019 0.026 0.04 0.06 大于80至120工件公差.022~.035 35~54 54~87 87~140 140~220 220~350 350~540 540~870 870~1400 (Z+T/2)值 0.00540.0075 0.0107 0.0135 0.019 0.027 0.037 0.056 0.085 T 值 0.0032 0.0042 0.0054 0.007 0.008 0.01 0.014 0.02 0.03 Z 值 0.0038 0.0054 0.008 0.01 0.015 0.022 0.03 0.046 0.07 大于120至180工件公差.025~.04 40~63 63~100 100~160 160~250 250~400 400~630 630~1000 1000~1600(Z+T/2)值 0.00630.0084 0.012 0.016 0.0225 0.031 0.043 0.063 0.0975 T 值 0.0038 0.0048 0.006 0.008 0.009 0.012 0.016 0.022 0.035 Z 值 0.00440.006 0.0090.0120.018 0.025 0.035 0.052 0.08 大于180至250工件公差.029~.046 46~72 72~115 115~185 185~290 290~460 460~720 720~1150 1150~1850 (Z+T/2)值 0.00720.0097 0.0135 0.0185 0.025 0.036 0.049 0.073 0.11 T 值 0.0044 0.0054 0.007 0.009 0.01 0.014 0.018 0.026 0.04 Z 值 0.0050.007 0.01 0.014 0.02 0.029 0.04 0.06 0.09 大于250至315工件公差.032~.052 52~81 81~130 130~210 210~320 320~520 520~810 810~1300 1300~2100(Z+T/2)值 0.0080.011 0.015 0.021 0.028 0.04 0.055 0.08 0.1225 T 值 0.0048 0.006 0.008 0.01 0.012 0.016 0.02 0.028 0.045 Z 值 0.00560.008 0.0110.0160.022 0.032 0.045 0.066 0.1 大于315至500 工件公差.036~.057 57~89 89~140 140~230 230~360 360~570 570~890 890~1400 1400~2300 (Z+T/2)值 0.00890.0125 0.0165 0.0235 0.032 0.045 0.061 0.09 0.135 T 值 0.0054 0.007 0.009 0.011 0.014 0.018 0.022 0.032 0.05 Z 值 0.0062 0.009 0.012 0.018 0.025 0.036 0.05 0.074 0.11孔用量规各尺寸一览 基本尺寸 孔上偏差 孔下偏差 (Z+T/2)值 查表T 值 查表Z 值 塞规(通) 塞规(止) 磨损极限 20 0.1 0.05 0.08 0.0012 0.05 20.13 0 20.1 0 20.05 0.0012 0.0012轴用量规各尺寸一览 基本尺寸 轴上偏差 轴下偏差 (Z+T/2)值 查表T 值 查表Z 值 卡规(通) 卡规(止) 磨损极限 0 0 0 0 0 0 0校通-通 校通-损 校止-通 00 00 0。
光滑极限量规表(全)内孔 外圆

塞规(止) 0 20.1 0.0012
磨损极限 20.05
基本尺寸 轴上偏差 轴下偏差
(Z+T
磨损极限 0
校通-通 0 0 0 0
0 0
0
0 0
IT12 100~140 0.011 0.004 0.009 120~180 0.0135 0.005 0.011 150~220 0.016 0.006 0.013 180~270 0.0185 0.007 0.015 210~330 0.022 0.008 0.018 250~390 0.027 0.01 0.022 300~400 0.037 0.012 0.026 350~540 0.037 0.014 0.03 400~630 0.043 0.016 0.035 460~720 0.049 0.018 0.04 520~810 0.055 0.02 0.045 570~890 0.061 0.022 0.05
孔、轴用光滑极限量规表 IT8 IT9 IT10 14~25 25~40 40~60 0.0028 0.004 0.0052 0.0016 0.002 0.0024 0.002 0.003 0.004 18~30 30~48 48~75 0.0036 0.0052 0.0065 0.002 0.0024 0.003 0.0026 0.004 0.005 22~36 36~58 58~90 0.0044 0.0064 0.0078 0.0024 0.0025 0.0036 0.0032 0.005 0.006 27~43 43~70 70~110 0.0054 0.0077 0.01 0.0028 0.0034 0.004 0.004 0.006 0.008 33~52 52~84 84~130 0.0064 0.009 0.0115 0.0034 0.004 0.005 0.005 0.007 0.009 39~62 62~100 100~160 0.008 0.0105 0.014 0.004 0.005 0.006 0.006 0.008 0.011 46~74 74~120 120~190 0.0107 0.0135 0.019 0.0046 0.006 0.007 0.007 0.009 0.013 54~87 87~140 140~220 0.0107 0.0135 0.019 0.0054 0.007 0.008 0.008 0.01 0.015 63~100 100~160 160~250 0.012 0.016 0.0225 0.006 0.008 0.009 0.009 0.012 0.018 72~115 115~185 185~290 0.0135 0.0185 0.025 0.007 0.009 0.01 0.01 0.014 0.02 81~130 130~210 210~320 0.015 0.021 0.028 0.008 0.01 0.012 0.011 0.016 0.022 89~140 140~230 230~360 0.0165 0.0235 0.032 0.009 0.011 0.014 0.012 0.018 0.025
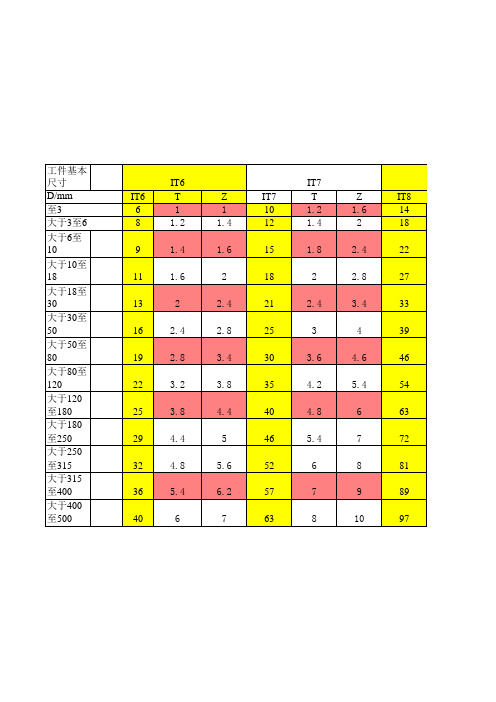
光滑极限量规公差
光滑极限量规公差LtD公差等级IT6 IT7 IT8 IT9根本尺寸零件公差数值量规公差带零件公差数值量规公差带零件公差数值量规公差带零件公差数值量规公差带WT、Z极限偏差WT、Z极限偏差WT、Z极限偏差WT、Z极限偏差大于至大于至大于至大于至大于至— 3 0.005 0.008 0.0015 0-0.001 0.008 0.012 0.0022-0.0012 0.012 0.018 0.0028-0.0016 0.018 0.030 0.004-0.00203 6 0.006 0.009 0.002 0-0.0012 0.009 0.015 0.0027-0.0014 0.015 0.022 0.0036-0.0020 0.022 0.036 0.0052-0.00246 10 0.008 0.011 0.0023 0-0.0014 0.011 0.018 0.00330.0018 0.018 0.027 0.0044-0.0024 0.027 0.043 0.0064-0.002810 18 0.009 0.013 0.0028 0-0.0016 0.013 0.021 0.0038-0.0020 0.021 0.033 0.0054-0.0028 0.033 0.052 0.0077-0.003418 30 0.011 0.016 0.0034 0-0.002 0.016 0.025 0.0046-0.0024 0.025 0.039 0.0067-0.0034 0.039 0.062 0.0090-0.004030 50 0.013 0.019 0.004 0-0.0024 0.019 0.030 0.0055-0.0030 0.030 0.046 0.0080-0.0040 0.046 0.074 0.0105-0.005050 80 0.015 0.022 0.0048 0-0.0028 0.022 0.035 0.0064-0.0036 0.035 0.054 0.0093-0.0046 0.054 0.087 0.0120-0.006080 120 0.018 0.025 0.0054 0-0.0032 0.0025 0.040 0.0075-0.0042 0.040 0.063 0.0107-0.0054 0.063 0.100 0.0135-0.0070120 180 0.020 0.029 0.0063 0-0.0038 0.0029 0.046 0.0084-0.0048 0.046 0.072 0.012-0.0060 0.072 0.115 0.0160-0.0080180 250 0.023 0.032 0.0072 0-0.0044 0.032 0.052 0.0097-0.0054 0.052 0.081 0.0135-0.0070 0.081 0.130 0.0185-0.0090250 315 0.025 0.036 0.008 0-0.0048 0.036 0.057 0.011-0.0060 0.057 0.089 0.0160-0.0080 0.089 0.140 0.0210-0.0100315 400 0.027 0.040 0.0089 0-0.0059 0.040 0.063 0.0125-0.007 0.063 0.097 0.0165-0.0090 0.097 0.155 0.0235-0.0110400 500 0.030 0.044 0.010 0-0.0060 0.044 0.070 0.014-0.0080 0.070 0.110 0.0190.0100 0.110 0.175 0.0260-0.012023公差等级IT10 IT11 IT12 IT13根本尺寸零件公差数值量规公差带零件公差数值量规公差带零件公差数值量规公差带零件公差数值量规公差带WT、Z极限偏差WT、Z极限偏差WT、Z极限偏差WT、Z极限偏差大于至大于至大于至大于至大于至— 3 0.030 0.048 0.0052 0-0.0024 0.048 0.075 0.0075-0.003 0.075 0.120 0.011-0.004 0.120 0.180 0.017-0.0063 6 0.036 0.058 0.0065 0-0.0030 0.058 0.090 0.010-0.004 0.090 0.150 0.0135-0.005 0.150 0.220 0.0195-0.0076 10 0.043 0.070 0.0078 0-0.0036 0.070 0.110 0.0115-0.005 0.011 0.180 0.016-0.006 0.180 0.270 0.024-0.00810 18 0.052 0.084 0.0100 0-0.0040 0.084 0.130 0.0140-0.006 0.130 0.210 0.0185-0.007 0.210 0.330 0.029-0.01018 30 0.062 0.100 0.0115 0-0.0050 0.100 0.160 0.0165-0.007 0.160 0.250 0.022-0.008 0.250 0.390 0.034-0.01230 50 0.074 0.120 0.0140 0-0.0060 0.120 0.190 0.020-0.008 0.190 0.300 0.027-0.010 0.300 0.460 0.041-0.01450 80 0.087 0.140 0.0165 0-0.0070 0.140 0.220 0.0235-0.009 0.220 0.350 0.032-0.012 0.350 0.540 0.048-0.01680 120 0.100 0.160 0.0190 0-0.0080 0.160 0.250 0.027-0.010 0.250 0.040 0.037-0.014 0.400 0.630 0.056-0.020120 180 0.115 0.185 0.0225 0-0.0090 0.185 0.290 0.031-0.012 0.290 0.460 0.043-0.016 0.460 0.720 0.063-0.022180 250 0.130 0.210 0.025 0-0.0100 0.210 0.320 0.036-0.014 0.320 0.520 0.049-0.018 0.520 0.810 0.073-0.026250 315 0.140 0.230 0.0280 0-0.0120 0.230 0.360 0.040-0.016 0.360 0.570 0.055-0.020 0.570 0.8900 0.080-0.028315 400 0.155 0.250 0.0320 0-0.0140 0.250 0.400 0.045-0.018 0.400 0.630 0.061-0.022 0.630 0.970 0.090-0.032400 500 0.175 0.280 0.036 0-0.0160 0.280 0.440 0.050-0.020 0.440 0.700 0.067-0.024 0.700 1.100 0.098-0.03645公差等级 IT14IT15 IT16注:量规通端〔T 〕的磨损极限位置为被测零件的最小极限尺寸 根本尺寸 零 件 公差数值 量规公差带零 件 公差数值 量规公差带 零 件公差数值 量规公差带 WT 、Z 极限偏差 W T 、Z 极限偏差 WT 、Z极限偏差大于 至 大于至大于至大于 至 — 3 0.180 0.300 0.0245 0-0.0090.300 0.480 0.037 0 -0.014 0.480 0.750 0.050 0-0.0203 6 0.220 0.360 0.0305 0-0.0110.360 0.580 0.043 0 -0.016 0.580 0.900 0.0625 0-0.0256 10 0.270 0.430 0.0365 0-0.0130.430 0.700 0.050 0 -0.020 0.700 1.100 0.075 0-0.03010 18 0.330 0.520 0.0425 0-0.0150.520 0.840 0.062 0 -0.024 0.840 1.300 0.0925 0-0.03518 30 0.390 0.620 0.049 0-0.0180.620 1.000 0.074 0 -0.028 1.000 1.600 0.110 0-0.04030 50 0.460 0.740 0.061 0-0.0220.740 1.200 0.092 0 -0.034 1.200 1.900 0.135 0 -0.05050 80 0.540 0.870 0.073 0-0.0260.870 1.400 0.110 0 -0.040 1.400 2.200 0.160 0-0.06080 120 0.630 1.000 0.085 0-0.0301.000 1.600 0.123 0 -0.046 1.60002.500 0.185 0-0.070120 180 0.720 1.150 0.0975 0-0.0351.150 1.850 0.146 0 -0.052 1.85002.900 0.220 0-0.080180 250 0.810 1.300 0.110 0-0.0401.3002.100 0.160 0 -0.060 2.1003.200 0.245 0-0.090250 315 0.890 1.400 0.1225 0-0.0451.4002.300 0.183 0 -0.066 2.3003.600 0.270 0-0.100315 400 0.970 1.550 0.135 0-0.0501.5502.500 0.207 0 -0.074 2.500 4.000 0.305 0-0.1104005001.100 1.7500.1475 0.-0.0551.7502.8000.224 0 -0.080 2.800 4.400 0.340 0-0.120光滑极限轴用量规公差表公差等级IT6 IT7 IT8 IT9根本尺寸零件公差数值量规公差带零件公差数值量规公差带零件公差数值量规公差带零件公差数值量规公差带WT、Z极限偏差WT、Z极限偏差WT、Z极限偏差WT、Z极限偏差大于至大于至大于至大于至大于至— 3 0.005 0.008 0.0015 +0.0010 0.008 0.012 0.0022+0.00120 0.012 0.018 0.0028+0.00160 0.018 0.030 0.0040+0.00203 6 0.006 0.009 0.002 +0.00120 0.009 0.015 0.0027+0.00140 0.015 0.022 0.0036+0.00200 0.022 0.036 0.0052+0.00246 10 0.008 0.011 0.0023 +0.00140 0.011 0.018 0.0033+0.00180 0.018 0.027 0.0044+0.00240 0.027 0.043 0.0064+0.002810 18 0.009 0.013 0.0028 +0.00160 0.013 0.021 0.0038+0.00200 0.021 0.033 0.0054+0.00280 0.033 0.052 0.0077+0.003418 30 0.011 0.016 0.0034 +0.0020 0.016 0.025 0.0046+0.00240 0.025 0.039 0.0067+0.00340 0.039 0.062 0.0090+0.004030 50 0.013 0.019 0.004 +0.00240 0.019 0.030 0.0055+0.00300 0.030 0.046 0.0080+0.00400 0.046 0.074 0.0105+0.005050 80 0.015 0.022 0.0048 +0.00280 0.022 0.035 0.0064+0.00360 0.035 0.054 0.0093+0.00460 0.054 0.087 0.0120+0.006080 120 0.018 0.025 0.0054 +0.00320 0.025 0.040 0.0075+0.00420 0.040 0.063 0.0107+0.00540 0.063 0.100 0.0135+0.0070120 180 0.020 0.029 0.0063 +0.00380 0.029 0.046 0.0084+0.00480 0.046 0.072 0.0120+0.00600 0.072 0.115 0.0160+0.0080180 250 0.023 0.032 0.0072 +0.00440 0.032 0.052 0.0097+0.00540 0.052 0.081 0.0135+0.00700 0.081 0.130 0.0185+0.0090250 315 0.025 0.036 0.008 +0.00480 0.036 0.057 0.011+0.00600 0.057 0.089 0.0150+0.00800 0.089 0.140 0.0210+0.0100315 400 0.027 0.040 0.0089 +0.00540 0.040 0.063 0.0125+0.00700 0.063 0.097 0.0165+0.00900 0.097 0.155 0.0235+0.0110400 500 0.030 0.044 0.0100 +0.0060 0.044 0.070 0.0140+0.00800 0.070 0.110 0.0190+0.01000 0.110 0.175 0.0260+0.01206公差等级IT10 IT11 IT12 IT13根本尺寸零件公差数值量规公差带零件公差数值量规公差带零件公差数值量规公差带零件公差数值量规公差带WT、Z极限偏差WT、Z极限偏差WT、Z极限偏差WT、Z极限偏差大于至大于至大于至大于至大于至— 3 0.030 0.048 0.0052 +0.00240 0.048 0.075 0.0075+0.0030 0.075 0.120 0.011+0.0040 0.120 0.180 0.017+0.0063 6 0.036 0.058 0.0065 +0.00300 0.058 0.090 0.0100+0.0040 0.090 0.150 0.0135+0.0050 0.150 0.220 0.0195+0.0076 10 0.043 0.070 0.0078 +0.00360 0.070 0.110 0.0115+0.0050 0.011 0.180 0.016+0.0060 0.180 0.270 0.024+0.00810 18 0.052 0.084 0.0100 +0.00400 0.084 0.130 0.0140+0.0060 0.130 0.210 0.0185+0.0070 0.210 0.330 0.029+0.01018 30 0.062 0.100 0.0115 +0.00500 0.100 0.160 0.0165+0.0070 0.160 0.250 0.022+0.0080 0.250 0.390 0.034+0.01230 50 0.074 0.120 0.0140 +0.00600 0.120 0.190 0.0200+0.0080 0.190 0.300 0.027+0.0100 0.300 0.460 0.041+0.01450 80 0.087 0.140 0.0165 +0.00700 0.140 0.220 0.0235+0.0090 0.220 0.350 0.032+0.0120 0.350 0.540 0.048+0.01680 120 0.100 0.160 0.0190 +0.00800 0.160 0.250 0.0270+0.0100 0.250 0.400 0.037+0.0140 0.400 0.630 0.056+0.020120 180 0.115 0.185 0.0225 +0.00900 0.185 0.290 0.0310+0.0120 0.290 0.460 0.043+0.0160 0.460 0.720 0.063+0.022180 250 0.130 0.210 0.0250 +0.01000 0.210 0.320 0.0360+0.0140 0.320 0.520 0.049+0.0180 0.520 0.810 0.073+0.026250 315 0.140 0.230 0.0280 +0.01200 0.230 0.360 0.0400+0.0160 0.360 0.570 0.055+0.0200 0.570 0.890 0.080+0.028315 400 0.155 0.250 0.0320 +0.01400 0.250 0.400 0.0450+0.0180 0.400 0.630 0.061+0.0220 0.630 0.970 0.090+0.032400 500 0.175 0.280 0.0360 +0.01600 0.280 0.440 0.0500+0.0200 0.440 0.700 0.067+0.0240 0.700 1.100 0.098+0.03678公差等级 IT14IT15IT16注:量规通端〔T 〕的磨损极限位置为被测零件的最大极限尺寸根本尺寸 零 件 公差数值 量规公差带零 件 公差数值 量规公差带零 件 公差数值 量规公差带WT 、Z 极限偏差 WT 、Z 极限偏差 WT 、Z 极限偏差 大于 至 大于至大于至大于至— 3 0.180 0.300 0.0245 +0.0090.300 0.480 0.037 +0.0140.480 0.750 0.050 +0.0203 6 0.220 0.360 0.0305 +0.0110.360 0.580 0.043 +0.0160.580 0.900 0.0625 +0.0256 10 0.270 0.430 0.0365 +0.0130.430 0.700 0.050 +0.0200.700 1.100 0.075 +0.03010 18 0.330 0.520 0.0425 +0.0150.520 0.840 0.062 +0.0240.840 1.300 0.0925 +0.03518 30 0.390 0.620 0.0490 +0.0180.620 1.000 0.074 +0.0281.000 1.600 0.110 +0.040 030 50 0.460 0.740 0.0600 +0.0220.740 1.200 0.092 +0.0341.200 1.900 0.135 +0.0500 50 80 0.540 0.870 0.0730 +0.0260.870 1.400 0.110 +0.0401.4002.200 0.160 +0.06080 120 0.630 1.000 0.0850 +0.0301.000 1.600 0.123 +0.0461.6002.500 0.185 +0.070120 180 0.720 1.150 0.0975 +0.0351.150 1.850 0.146 +0.0521.8502.900 0.220 +0.080180 250 0.810 1.300 0.1100 +0.0401.3002.100 0.160 +0.0602.1003.200 0.245 +0.090250 315 0.890 1.400 0.1225 +0.0451.4002.300 0.183 +0.0662.3003.600 0.270 +0.100315 400 0.970 1.550 0.1350 +0.0501.5502.500 0.207 +0.0742.500 4.000 0.305 +0.1104005001.100 1.7500.1475 +0.0551.7502.8000.274 +0.0802.800 4.4000.340 +0.1209光滑极限量规公差表2006.71011 Q/PR225-83量规极限偏差的查表计算及工作尺寸的标注举例:例1:计算φ10H7孔用量规的工作尺寸1) 查本表计算量规根本尺寸a 、由国家标准?公差与配合?查得φ10H7的极限偏差为φ10015.00+b 、由本表查得W 为0.0033c 、根据公差带可得:通端〔T 〕根本尺寸=孔的最大实体尺寸+W=10+0.0033=10.0033mm止端〔Z 〕根本尺寸=孔的最小实体尺寸10.015mm2) 由本表查出量规公差数值并标出量规制造尺寸: 通端〔T 〕:10.003300018.0-止端〔Z 〕:10.01500018.0- 例2:计算φ25d9轴用量规的根本尺寸1) 查本表计算量规根本尺寸a 、 由国家标准?公差与配合?查得φ25d9的极限偏差为φ25065.0117.0--b 、 由本表查得W 为0.009c 、 根据公差带可得:通端〔T 〕根本尺寸=轴的最大实体尺寸-W=24.926mm止端〔Z 〕根本尺寸=轴的最小实体尺寸24.883mm2) 由本表查出量规公差数值并标出量规制造尺寸:通端〔T 〕:24.926004.00+ 止端〔Z 〕:24.883004.00+。
通止规内校指导书

通止规内校指导书1.0目的规范通止规校验的操作,确保通止规的测量的准确性及检测结果的有效性,以确保产品品质。
2.0范围本规程适用于公司内使用的所有光滑通止规(以下简称通止规)的内部校验。
3.0校验条件3.1校验环境温度20±5℃,周围无振动、噪声、外部干扰。
相对湿度:≤80%RH。
检定前被检通止规在规定温度下恒温时间不得少于4h。
3.2校验工具检定合格且在有效期内的千分尺。
4.0职责4.1品管部量具管理员:负责内校计划制定,校验实施,量具标示。
4.2使用单位:负责使用量具保养,维护及配合量具校验。
5.0校验方法5.1取标准块对校验的千分尺进行使用前校准。
5.2用无尘纸沾酒精,将通止规擦拭干净。
5.3检查通止规使用部位应无变形、碰缺、凸起、锈斑等其它影响精度的缺陷。
5.4检验时用千分尺分别测量如图所示的部位,通端部位沿圆周方向测量均布的三个直径(止端部位沿圆周方向测量均布的一个直径),通端记录最大值,止端记录最小值。
5.6 校准完后对通止规进行防锈维护。
5.7判定标准:A、B、C相应位置中最大值5.7.1通端:⑴0≤MAX( A、B、C)- Φ1≤0.005mm(2)0≤MAX( A、B、C)-MIN( A、B、C) ≤0.005mm以上两点均满足判定该通止规通端尺寸合格5.7.2止端:D相应位置中最大值⑴0≤Φ2-D≤0.005mm以上满足判定该通止规止端尺寸合格通止规尺寸合格基础上,外观满足6.3要求时即可判定该通止规合格。
6.0校准结果处置6.1校准合格的通止规粘贴内校合格标签,注明有效期;检测不合格的通止规不准下发现场使用并贴禁用标签隔离,判定后,进入维修流程。
6.2校准记录校准完后需填写校准记录由实验室或档案室保存至少3年。
6.3校准周期校准周期一般不超过2年,凡在使用过程中经过修理或示值调整的均需重新校准。
7.0参考文件JJF1071国家计量校准规范编写规则JJF1001通用计量术语及定义GBT/T8170数值修约规则与极限数值的表示和判定8.0记录表格内校合格证通止规内校记录表内校合格证内校合格证仪器编号校准日期复效日期校准人通止规内校记录表通止端规格 实测最大值/差值外观校准结论Φ1/ Φ2A/差值 B/差值 C/差值D/差值 通端极差值 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格□合格 □不合格 □合格 □不合格校准人: 日期:。
光滑极限通止规公差要求
光滑极限通止规公差要求光滑极限通止规公差要求是机械加工中非常重要的一个概念。
在机械加工过程中,公差是不可避免的,它是为了确保零件的质量和合适的装配而存在的。
根据国家标准,公差有很多种类型,其中光滑极限通止规公差是一种常用的公差类型。
光滑极限通止规公差是指在零件加工过程中,规定了零件的通止规公差范围和极限尺寸,以便在装配时满足工程上的要求。
光滑极限通止规公差的规定是为了提高零件的装配质量和使用性能,确保零件的互换性和可靠性。
在光滑极限通止规公差中,通常会规定零件的上限尺寸和下限尺寸,以及所允许的公差范围。
通过这些规定,可以确保零件在装配时能够满足相应的要求,同时也避免了零件在加工过程中出现较大偏差而导致装配困难或性能下降的情况。
光滑极限通止规公差的要求对加工工艺和加工设备都提出了很高的要求。
在加工过程中,需要严格控制加工工艺,确保零件的尺寸和形状能够在规定的公差范围内,以便满足装配要求。
同时,加工设备也需要具备较高的精度和稳定性,确保加工出的零件能够满足光滑极限通止规公差的要求。
在实际工程中,光滑极限通止规公差的要求常常与零件的功能和用途有着密切的关系。
一些对尺寸和形状要求较高的零件,如精密仪器的零部件、汽车发动机的关键零件等,对光滑极限通止规公差的要求会更加严格。
这也需要加工工艺和设备有更高的精度和稳定性,以满足这些高要求的光滑极限通止规公差。
总的来说,光滑极限通止规公差的要求在机械加工中起着非常重要的作用。
它是以规定零件的尺寸和公差范围,确保零件在装配时能够满足工程上的要求。
通过严格控制加工工艺和加工设备,能够满足这些要求,确保零件的质量和性能,提高零件的装配质量和使用性能。
因此,在实际的零部件加工中,光滑极限通止规公差的要求应该得到充分重视,并得到严格的执行。
孔、轴用光滑极限量规表

IT9 25~40 0.004 0.002 0.003 30~48 0.0052 0.0024 0.004 36~58 0.0064 0.0025 0.005 43~70 0.0077 0.0034 0.006 52~84 0.009 0.004 0.007 62~100 0.0105 0.005 0.008 74~120 0.0135 0.006 0.009 87~140 0.0135 0.007
工件公差 .011~.018
工件公差 .013~.021
工件公差 .016~.025
工件公差 .019~.030
工件公差 .022~.035
大于80至 120 Z 值 工件公差 大于120至 (Z+T/2)值 180 T 值 Z 值 大于180至 (Z+T/2)值 250 T 值 Z 值 大于250至 (Z+T/2)值 315 T 值 Z 值 大于315至 (Z+T/2)值 500 T 值 Z 值 0.0038 .025~.04 0.0063 0.0038 0.0044 0.0072 0.0044 0.005 0.008 0.0048 0.0056 0.0089 0.0054 0.0062 0.0054 40~63 0.0084 0.0048 0.006 46~72 0.0097 0.0054 0.007 52~81 0.011 0.006 0.008 57~89 0.0125 0.007 0.009 0.008 63~100 0.012 0.006 0.009 72~115 0.0135 0.007 0.01 81~130 0.015 0.008 0.011 89~140 0.0165 0.009 0.012 0.01 100~160 0.016 0.008 0.012 115~185 0.0185 0.009 0.014 130~210 0.021 0.01 0.016 140~230 0.0235 0.011 0.018 0.015 160~250 0.0225 0.009 0.018 185~290 0.025 0.01 0.02 210~320 0.028 0.012 0.022 230~360 0.032 0.014 0.025
孔轴光滑极限量规表
孔、轴用光滑极限量规表孔、轴用光滑极限量规表 D (mm ) 公差等级IT6 IT7 IT8IT9IT10 IT11IT12IT13IT140至3工件公差.006~.0110~14 14~25 25~40 40~60 60~100 100~140 140~250 250~400 (Z+T/2)值 0.00150.0022 0.0028 0.004 0.0052 0.0075 0.011 0.017 0.0245 T 值 0.001 0.0012 0.0016 0.002 0.0024 0.003 0.004 0.006 0.009 Z 值 0.0010.0160.0020.0030.004 0.0060.0090.0140.02大于3至6工件公差.008~.012 12~1818~30 30~48 48~75 75~120 120~180 180~300 300~480 (Z+T/2)值 0.0020.0027 0.0036 0.0052 0.0065 0.01 0.0135 0.0195 0.0305 T 值 0.0012 0.0014 0.0020.00240.003 0.004 0.005 0.007 0.011 Z 值 0.00140.002 0.0026 0.004 0.005 0.008 0.011 0.016 0.025 大于6至10工件公差.009~.015 15~22 22~36 36~58 58~90 90~150 150~220 220~360 360~580(Z+T/2)值 0.00230.0033 0.0044 0.0064 0.0078 0.0115 0.016 0.024 0.0365 T 值 0.00140.0018 0.0024 0.0025 0.0036 0.005 0.006 0.008 0.013 Z 值 0.00160.0024 0.0032 0.005 0.006 0.009 0.013 0.02 0.03 大于10至18工件公差.011~.018 18~27 27~43 43~70 70~110 110~180 180~270 270~430 430~700(Z+T/2)值 0.00280.0038 0.0054 0.0077 0.01 0.014 0.0185 0.029 0.0425 T 值 0.0016 0.002 0.0028 0.0034 0.004 0.006 0.007 0.01 0.015 Z 值 0.0020.0028 0.0040.0060.008 0.011 0.015 0.024 0.035 大于18至30工件公差.013~.021 21~33 33~52 52~84 84~130 130~210 210~330 330~520 520~840(Z+T/2)值 0.00340.0046 0.0064 0.009 0.0115 0.0165 0.022 0.034 0.049 T 值 0.002 0.0024 0.0034 0.004 0.005 0.007 0.008 0.012 0.018 Z 值 0.00240.0034 0.005 0.007 0.009 0.013 0.018 0.028 0.04 大于30至50工件公差.016~.025 25~39 39~62 62~100 100~160 160~250 250~390 390~620 620~1000(Z+T/2)值 0.0040.0055 0.008 0.0105 0.014 0.02 0.027 0.041 0.061 T 值 0.0024 0.003 0.004 0.005 0.006 0.008 0.01 0.014 0.022 Z 值 0.00280.004 0.0060.0080.011 0.016 0.022 0.034 0.05 大于50至80工件公差.019~.030 30~46 46~74 74~120 120~190 190~300 300~400 400~740 740~1200 (Z+T/2)值 0.00540.0075 0.0107 0.0135 0.019 0.027 0.037 0.056 0.085 T 值 0.0028 0.0036 0.0046 0.006 0.007 0.009 0.012 0.016 0.026 Z 值 0.00340.0046 0.0070.0090.013 0.019 0.026 0.04 0.06 大于80至120工件公差.022~.035 35~54 54~87 87~140 140~220 220~350 350~540 540~870 870~1400 (Z+T/2)值 0.00540.0075 0.0107 0.0135 0.019 0.027 0.037 0.056 0.085 T 值 0.0032 0.0042 0.0054 0.007 0.008 0.01 0.014 0.02 0.03 Z 值 0.0038 0.0054 0.008 0.01 0.015 0.022 0.03 0.046 0.07 大于120至180工件公差.025~.04 40~63 63~100 100~160 160~250 250~400 400~630 630~1000 1000~1600(Z+T/2)值 0.00630.0084 0.012 0.016 0.0225 0.031 0.043 0.063 0.0975 T 值 0.0038 0.0048 0.006 0.008 0.009 0.012 0.016 0.022 0.035 Z 值 0.00440.006 0.0090.0120.018 0.025 0.035 0.052 0.08 大于180至250工件公差.029~.046 46~72 72~115 115~185 185~290 290~460 460~720 720~1150 1150~1850 (Z+T/2)值 0.00720.0097 0.0135 0.0185 0.025 0.036 0.049 0.073 0.11 T 值 0.0044 0.0054 0.007 0.009 0.01 0.014 0.018 0.026 0.04 Z 值 0.0050.007 0.01 0.014 0.02 0.029 0.04 0.06 0.09 大于250至315工件公差.032~.052 52~81 81~130 130~210 210~320 320~520 520~810 810~1300 1300~2100(Z+T/2)值 0.0080.011 0.015 0.021 0.028 0.04 0.055 0.08 0.1225 T 值 0.0048 0.006 0.008 0.01 0.012 0.016 0.02 0.028 0.045 Z 值 0.00560.008 0.0110.0160.022 0.032 0.045 0.066 0.1 大于315至500 工件公差.036~.057 57~89 89~140 140~230 230~360 360~570 570~890 890~1400 1400~2300 (Z+T/2)值 0.00890.0125 0.0165 0.0235 0.032 0.045 0.061 0.09 0.135 T 值 0.0054 0.007 0.009 0.011 0.014 0.018 0.022 0.032 0.05 Z 值 0.0062 0.009 0.012 0.018 0.025 0.036 0.05 0.074 0.11孔用量规各尺寸一览 基本尺寸 孔上偏差 孔下偏差 (Z+T/2)值 查表T 值 查表Z 值 塞规(通) 塞规(止) 磨损极限 20 0.1 0.05 0.08 0.0012 0.05 20.13 0 20.1 0 20.05 0.0012 0.0012轴用量规各尺寸一览 基本尺寸 轴上偏差 轴下偏差 (Z+T/2)值 查表T 值 查表Z 值 卡规(通) 卡规(止) 磨损极限 0 0 0 0 0 0 0校通-通 校通-损 校止-通 00 00 0。
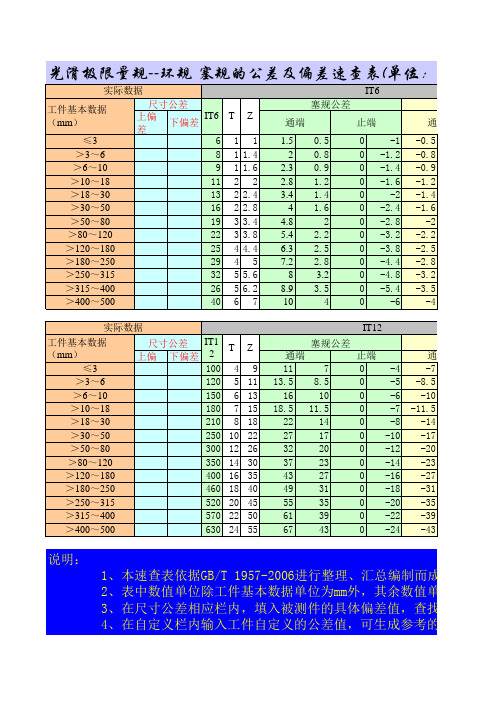
光滑量规公差,自动计算及查询表格
-2.2 -2.7 -3.3 -3.8 -4.6 -5.5
-6.4 -7.5 -8.4 -9.7 -11 -12.5 -14
环规公差
通端
止端
-11
4
-13.5
5
-16
6
-18.5
7
-22
8
-27
10
-32
12
-37
14
-43
16
-49
18
-55
20
-61
22
-67
24
IT1 3
T
Z
0 140 6 14
0 -120
环规公差
通端
止端-30 -50 Nhomakorabea20
-37.5 -62.5
25
-45 -75
30
-57.5 -92.5
35
-70 -110
40
-85 -135
50
-100 -160
60
-115 -185
70
-140 -220
80
-155 -245
90
-170 -270 100
-195 -305 110
-220 -340 120
147.5 92.5
0 -55
环规公差
通端
止端
-15.5 -24.5
9
-19.5 -30.5
11
-23.5 -36.5
13
-27.5 -42.5
15
-31 -49
18
-39 -61
22
-47 -73
26
-55 -85
30
-62.5 -97.5
35