塞规设计计算
塞规的计算方法

二楼所说的不是完全正确,你说的是塞规的基本尺寸,做塞规时也要有公差的。
根据楼主所说,内孔是φ70(公差是+0.03/0)可知该孔为7级精度。
经查表得T=0.0036mm,Z=0.0046mm.再根据孔用量规计算公式:通规上偏差Ts=EI+Z+T/2=0+0.0046+0.0018=0.0064mm通规下偏差Ti=EI+Z-T/2=0+0.0046-0.0018=0.0028mm则通规应为φ70(+0.0064/0.0028)止规上偏差Zs=ES=0.03mm止规下偏差Zi=ES-T=0.03-0.0036=0.0264mm则止规应为φ70(+0.03/0.0264)或φ70.03(0/-0.0036)[ 此贴被huangshanwwj在2007-01-18 16:33重新编辑]GB/T 1957塞规公差计算表(单位:UM)塞规公差计算表(单位:um)您的零件数据IT6 IT7 IT8 IT9 IT10工件基本尺寸尺寸公差IT6 T Z 塞规公差IT7 T Z塞规公差IT8 T Z塞规公差IT9 T Z塞规公差IT10 T Z塞规公差D(mm)上偏差下偏差通端止端通端止端通端止端通端止端通端止端0至310 0 6 1 1 1.5 0.5 10 9 10 1.2 1.6 2.2 1 10 8.8 14 1.6 2 2.8 1.2 10 8.4 25 2 3 4 2 10 8 40 2.4 4 5.2 2.8 10大于3至67 5 8 1.2 1.4 7 5.8 7 5.8 12 1.4 2 7.7 6.3 7 5.6 18 2 2.6 8.6 6.6 7 5 30 2.4 4 10.2 7.8 7 4.6 48 3 5 11.5 8.5 7大于6至109 1.4 1.6 2.3 0.9 0 -1.4 15 1.8 2.4 3.3 1.5 0 -1.8 22 2.4 3.2 4.4 2 0 -2.4 36 2.8 5 6.4 3.6 0 -2.8 58 3.6 6 7.8 4.2 0 3大于10至1811 1.6 2 2.8 1.2 0 -1.6 18 2 2.8 3.8 1.8 0 -2 27 2.8 4 5.4 2.6 0 -2.8 43 3.4 6 7.7 4.3 0 -3.4 70 4 8 10 6 0 4大于18至3013 2 2.4 3.4 1.4 0 -2 21 2.4 3.4 4.6 2.2 0 -2.4 33 3.4 5 6.7 3.3 0 -3.4 52 4 7 9 5 0 -4 84 5 9 11.5 6.5 0 5大于30至50-5 -10 16 2.4 2.8 -6 -8.4 -5 -7.4 25 3 4 -4.5 -7.5 -5 -8 39 4 6 -2 -6 -5 -9 62 5 8 0.5 -4.5 -5 -10 100 6 11 4 -2 -5 1大于50至8019 2.8 3.4 4.8 2 0 -2.8 30 3.6 4.6 6.4 2.8 0 -3.6 46 4.6 7 9.3 4.7 0 -4.6 74 6 9 12 6 0 -6 120 7 13 16.5 9.5 0 7说明:只需要在尺寸公差列输入上、下偏差,接着根据它的公差等级选择相应的(已自动计算完毕)塞规公差即可。
塞规公差计算表

-23 -30 190 9 19 300 12 26
8
0 220 10 22 350 14 30
-91 -100 250 12 25 400 16 35
-90 -100 290 14 29 4690 18 40
12 0 320 16 32 520 20 45
14 0 360 18 36 570 22 50
2
13 2 2.4 -1.4 -3.4 -19 -21 21
2.4
16 2.4 2.8 -460 -462 -495 -497 25
3
19 2.8 3.4 -2 -4.8 -27.2 -30 30
3.6
22 3.2 3.8 84.8 81.6 3.2 0 35
4.2
25 3.8 4.4 -2.5 -6.3 -96.2 -100 40
-34 -21 -497 -30
0 -100 -100
IT6
IT6 T
Z
卡规公差
IT7
T
通端
止端
6
1
1 9.5 8.5 1
0 10
1.2
8 1.2 1.4 -0.8 -2 1.2 0 12
1.4
9 1.4 1.6 29.1 27.7 1.4 0 15
1.8
11 1.6 2 -17.2 -18.8 -32.4 -34 18
卡规公差计算表(单位:um)
您的零件数据
工件基本尺 寸
D(mm) 上偏差
0至3
10
>3~6
>6~10
30
>10~18 -16
>18~30
0
>30~50 -458
>50~80
0
>80~120 87
光滑塞规的公差等级表和计算公式

量规设计实例:
量规设计实例:
例1:设计检验Ф30+0.033/-0.00的孔用量规
一、根据被检工件的基本尺寸和公差等级,由表中可
查出相应量规的T值和Z值,公差等级为8级,与其相对应量规的Z值为0.005mm,T值为0.0034mm
二、根据量规公差带图,计算出量规的最大、最小以
及磨损尺寸(磨损尺寸略)
1.通规的计算
Tmax=MMS+Z+T/2
=D+EI+Z+T/2
=30+0+0.005+0.0034/2
=30.0067
Tmin=MMS+Z-T/2
=30.0033
由上式可知:孔用量规通规的公式为
2.止规的计算
Zmax=LMS
=D+ES
=30+0.033
=30.033
Zmin=LMS-T
=30.0296
由上式可知:孔用量规止规的公式为
例2:设计检验Ф30-0.020/-0.041的轴用量规
轴用通(止)规尺寸的计算与孔用通(止)规尺寸的计算方法类似,即:
轴用量规通规的公式为
轴用量规止规的公式为。
塞规公差计算表
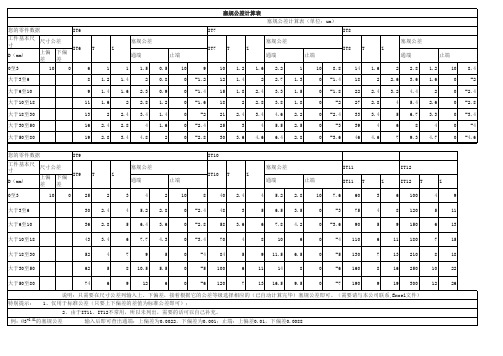
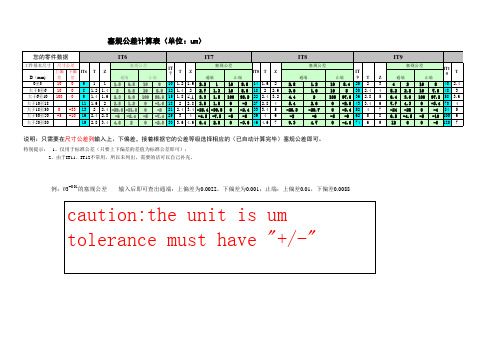
说明:只需要在尺寸公差列输入上、下偏差,接着根据它的公差等级选择相应的(已自动计算完毕)塞规公差即可。(需要请与本公司联系,Excel文件) 特别提示: 例:Ø3
+0.01
1、仅用于标准公差(只要上下偏差的差值为标准公差即可); 2、由于IT11、IT12不常用,所以未列出,需要的话可以自己补充。 的塞规公差 输入后即可查出通端:上偏差为0.0022,下偏差为0.001;止端:上偏差0.01,下偏差0.0088
塞规公差计算表 塞规公差计算表(单位:um) 您的零件数据 工件基本尺 尺寸公差 寸 上偏 下偏 D(mm) 差 差 0至3 大于3至6 大于6至10 大于10至18 大于18至30 大于30至50 大于50至80 您的零件数据 工件基本尺 尺寸公差 寸 上偏 下偏 D(mm) 差 差 0至3 大于3至6 大于6至10 大于10至18 大于18至30 大于30至50 大于50至80 10 0 IT9 塞规公差 IT9 T Z 通端 25 30 36 43 52 62 74 2 2.4 2.8 3.4 4 5 6 3 4 5 6 7 8 9 4 5.2 6.4 7.7 9 10.5 12 2 2.8 3.6 4.3 5 5.5 6 止端 10 0 0 0 0 0 0 8 -2.4 -2.8 -3.4 -4 -5 -6 40 48 58 70 84 100 120 2.4 3 3.6 4 5 6 7 4 5 6 8 9 11 13 IT10 T Z 通端 5.2 6.5 7.8 10 11.5 14 16.5 2.8 3.5 4.2 6 6.5 8 9.5 止端 10 0 0 0 0 0 0 7.6 -3 -3.6 -4 -5 -6 -7 IT11 60 75 90 110 130 160 190 T 3 4 5 6 7 8 9 Z 6 8 9 11 13 16 19 IT12 100 120 150 180 210 250 300 T 4 5 6 7 8 10 12 Z 9 11 13 15 18 22 26 10 0 IT6 塞规公差 IT6 T Z 通端 6 8 9 11 13 16 19 1 1.2 1.4 1.6 2 2.4 2.8 1 1.4 1.6 2 2.4 2.8 3.4 1.5 2 2.3 2.8 3.4 4 4.8 0.5 0.8 0.9 1.2 1.4 1.6 2 止端 10 0 0 0 0 0 0 9 -1.2 -1.4 -1.6 -2 -2.4 -2.8 IT10 塞规公差 IT11 IT12 10 12 15 18 21 25 30 1.2 1.4 1.8 2 2.4 3 3.6 1.6 2 2.4 2.8 3.4 4 4.6 IT7 T Z 通端 2.2 2.7 3.3 3.8 4.6 5.5 6.4 1 1.3 1.5 1.8 2.2 2.5 2.8 止端 10 0 0 0 0 0 0 8.8 -1.4 -1.8 -2 -2.4 -3 -3.6 14 18 22 27 33 39 46 1.6 2 2.4 2.8 3.4 4 4.6 2 2.6 3.2 4 5 6 7 IT7 塞规公差 IT8 T Z 通端 2.8 3.6 4.4 5.4 6.7 8 9.3 1.2 1.6 2 2.6 3.3 4 4.7 止端 10 0 0 0 0 0 0 8.4 -2 -2.4 -2.8 -3.4 -4 -4.6 IT8 塞规公差
塞规公差计算表
您的零件数据
工件基本尺寸 D(mm) 0至3 大于3至6 大于6至10 大于10至18 大于18至30 大于30至50 大于50至80 尺寸公差 上偏差下偏差 10 10 100 0 -5 0 0 0 -33 -10
IT6 T Z
IT6
塞规公差
通端 止端
IT7
IT7 10 12 15 18 21 25 30
T Z
IT8
塞规公差
止端 IT8 T Z
IT9
塞规公差 塞规公差
止端
IT10
止端 IT10 T
通端
通端
IT9 25 30 36 43 52 62 74
T
Z
通端
6 8 9 11 13 16 19
1 1.2 1.4 1.6 2 2.4 2.8
1 1.5 0.5 1.4 2 0.8 1.6 2.3 0.9 2 2.8 1.2 2.4 -29.6 -31.6 2.8 -6 -8.4 3.4 4.8 2
10 10 100 0 0 -5 0
Байду номын сангаас
9 8.8 98.6 -1.6 -2 -7.4 -2.8
1.2 1.4 1.8 2 2.4 3 3.6
1.6 2.2 1 2 2.7 1.3 2.4 3.3 1.5 2.8 3.8 1.8 3.4 -28.4 -30.8 4 -4.5 -7.5 4.6 6.4 2.8
caution:the unit is um tolerance must have "+/-"
IT10
Z
塞规公差
通端 止端
IT11
IT11
T
IT12
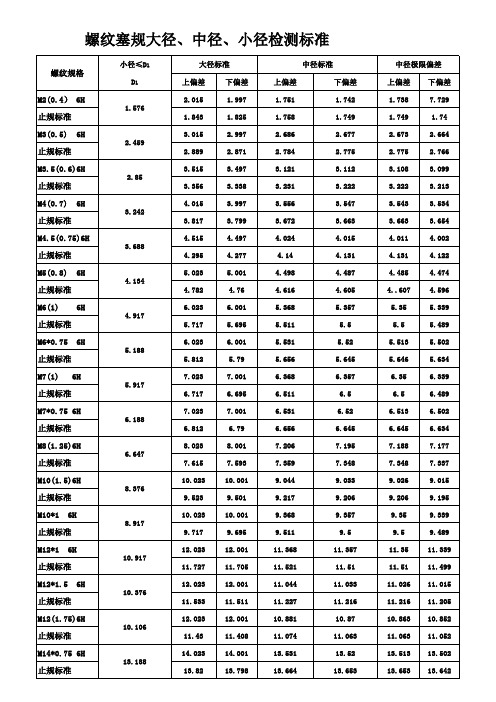
螺纹塞规计算公式
M16*1.5 6G 止规标准
14.408
M10*1 7G 止规标准
8.943
1/2-20UNF 2B
止规标准 (1.27)
7/16-20UNF 2B
止规标准 (1.27)
NO6-32UNC
止规标准 (0.79)
11.328 11.331 9.728 9.731 2.642 2.644
11.608 11.605 10.033 10.03 2.896 2.893
11.731
12.055
12.033
11.565
11.543
14.045
14.023
13.842
13.82
中径标准
上偏差
下偏差
13.044
13.033
13.227
13.216
15.368
15.357
15.521
15.51
14.724
14.71
14.927
14.913
15.044
15.033
15.227
9.015
9.206
9.195
9.35
9.339
9.5
9.489
11.35 11.339
11.51 11.499
11.026 11.015
11.216 11.205
10.863 10.852
11.063 11.052
13.513 13.502
13.653 13.642
螺纹塞规大径、中径、小径检测标准
5.526
5.55
5.539
5.675
5.664
6.394
6.383
6.537
6.526
塞规公差计算表
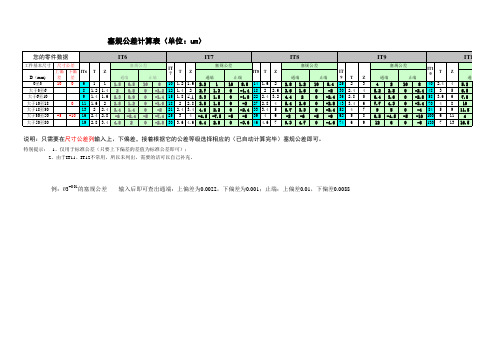
您的零件数据
IT6
IT7
IT8
IT9
IT10
工件基本尺寸 尺寸公差
上偏 下偏 IT6 T Z
D(mm)
差差
塞规公差
通端
止端
IT 7T Z
塞规公差
通端
止端
IT8 T Z
塞规公差
通端
止端
IT 9T Z
塞规公差
通端
止端
IT1 0
T
Z
塞规公差 通端
0至3
10 0 6 1 1 1.5 0.5 10 9 10 1.2 1.6 2.2 1 10 8.8 14 1.6 2 2.8 1.2 10 8.4 25 2 3
特别提示: 1、仅用于标准公差(只要上下偏差的差值为标准公差即可); 2、由于IT11、IT12不常用,所以未列出,需要的话可以自己补充。
例:Ø3+0.01的塞规公差 输入后即可查出通端:上偏差为0.0022,下偏差为0.001;止端:上偏差0.01,下偏差0.0088
IT10
塞规公差
IT11
IT12
4
2 10 8 40 2.4 4 5.2
大于3至6
8 1.2 1.4 2 0.8 0 -1.2 12 1.4 2 2.7 1.3 0 -1.4 18 2 2.6 3.6 1.6 0 -2 30 2.4 4 5.2 2.8 0 -2.4 48 3 5 6.5
大于6至10
9 1.4 1.6 2.3 0.9 0 -1.4 15 1.8 2.4 3.3 1.5 0 -1.8 22 2.4 3.2 4.4 2
通端 2.8 3.5 4.2 6 6.5 -2 9.5
止端
塞规公差计算表参考表

10 0 0 43 0 -5 0
8.4 -2 -2.4 40.2 -3.4 -9 -4.6
2 2.4 2.8 3.4 4 5 6
3 4 5 6 7 8 9
4 5.2 6.4 7.7 9 0.5 12
2 2.8 3.6 4.3 5 -4.5 6
10 0 0 43 0 -5 0
8 -2.4 -2.8 39.6 -4 -10 -6
40 48 58 70 84 100 120
说明:只需要在尺寸公差列输入上、下偏差,接着根据它的公差等级选择相应的(已自动计算完毕)塞规公差即可。
特别提示: 1、仅用于标准公差(只要上下偏差的差值为标准公差即可); 2、由于IT11、IT12不常用,所以未列出,需要的话可以自己补充。
例:Ø3+0.01的塞规公差
0.5 0.8 0.9 1.2 1.4 -8.4 2
10 0 0 43 0 -5 0
9 -1.2 -1.4 41.4 -2 -7.4 -2.8
1.2 1.4 1.8 2 2.4 3 3.6
1.6 2 2.4 2.8 3.4 4 4.6
2.2 2.7 3.3 3.8 4.6 -4.5 6.4
1 1.3 1.5 1.8 2.2 -7.5 2.8
输入后即可查出通端:上偏差为0.0022,下偏差为0.001;止端:上偏差0.01,下偏差0.0088
IT10
T Z
塞规公差
通端 止端
IT11
IT11
T
IT12
Z IT12 T Z
2.4 3 3.6 4 5 6 7
4 5 6 8 9 11 13
5.2 6.5 7.8 10 11.5 4 16.5
2.8 3.5 4.2 6 6.5 -2 9.5