量规塞规设计
第七章 孔、轴检测与量规设计基础
(3)对于偏态分布的尺寸其验收极限可以只对尺寸偏向 的一边按单向内缩方式确定。 (4)对于非配合尺寸和一般公差的尺寸,其验收极限按 不内缩方式确定。 确定工件尺寸验收极限后,还需要正确选择计量器具 以进行测量。
7
二、计量器具的选择 1、所选仪器要满足测量范围要求; 2、所选仪器要满足测量精度要求; 根据测量误差的来源,测量不确定度u是由计量器具的不确定度 u1和测量条件引起的不确定度u2组成的。u1的影响较大,u2的 影响较小,u1=0.9u,测量不确定度u1是精度选择时联系仪器 和零件的一个桥梁。 (1)、仪器不确定度允许值的确定 国标将测量不确定度允许值u和T的比值τ 分成三档,Ⅰ档: τ =1/10,Ⅱ档:τ =1/6,Ⅲ档:τ =1/4。相应地,计量器具 的测量不确定度允许值u1也按τ 分档,三个档次u1的数值列于 P272附表7-1。例:尺寸18~30, T=13um
11
第二节 光滑极限量规
量规:是一种无刻度的定值专用计量器具。 孔、轴实际尺寸和形状误差的综合结果可用光 滑极限量规检验。
光滑极限量规的功用
光滑极限量规有通规和止规,代号分别为“T”和 “Z”。
(1)通规:模拟孔、轴的最大实体边界,检验工件的体 外作用尺寸是否超出最大实体尺寸。 (2)止规:检验工件的实际尺寸是否超出最小实体尺寸。 检验孔的量规--塞规;检验轴的量规--环规、卡规
第七章 孔、轴检测与量规 设计基础
第一节 第二节 第三节 孔、轴实际尺寸的验收 光滑极限量规 功能量规
1
孔轴的尺寸公差和形位公差:
采用独立原则:尺寸和形位误差分别测量,可获 得具体数值; 采用包容要求:综合结果使用光滑极限量规,判 断合格而无具体数值; 采用最大实体要求:综合结果使用功能量规,判 断合格而无具体数值。 量规:一种没有刻度而用以检验孔轴实际尺寸和形 位误差综合结果的专用计量器具,只能判断合 格与否,而不能获得具体误差值。
6第六章 量规设计基础
第六章 量规设计基础
3、同时检验与分别检验 同时检验:用位置量规的测量部位检验被测关联要素的同时,定 位部位既用于模拟基准,又用于检验基准实际要素。 分别检验:实际基准要素的尺寸先由其它量规检验,其定位部位 仅用于模拟基准,位置量规只检验关联被测要素,这种检验称之 为分别检验。
4、综合公差Tt
定义:被测要素(或基准要素)本身的位 置公差或形状公差t与尺寸公差T之和
第六章 量规设计基础
第六章 量规设计基础
第一节 光滑极限量规的设计 第二节 位置量规简介
Back
第六章 量规设计基础
第一节光滑极限量规的设计
一、极限尺寸判断原则
1、孔或轴的体外作用尺寸不允许超过最大实体尺寸。即对于孔,其体 外作用尺寸应不小于最小极限尺寸;对于轴,则应不大于最大极限尺寸。 2、任何位置上的实际尺寸不允许超过最小实体尺寸。即对于孔,其实 际尺寸不大于最大极限尺寸;对于轴,其实际尺寸不小于最小极限尺寸。
第六章 量规设计基础
二、位置量规测量部位的设计 1、形状和基本尺寸的确定
2、公差带的设置
三、位置量规定位部位的设计 1、形状和基本尺寸的确定 2、公差带的设置 (1)同时检验时定位部位公差带的设置
(2)分别检验时定位部位公差带的设置
第六章 量规设计基础
四、位置量规导向部位的设计 五、位置量规的主要技术要求 (1)量规工作部位的位置公差tP、t'P (2)量规的工作部位为中心要素时,其轮廓的形状公差 与尺寸公差遵守包容要求。 (3)工作部位的位置公差一般遵守独立原则 (4)定位部位形状为平面时,其平面度按4~7级 (5)未注形位公差按K级选取 (6)对表面粗糙度的要求: (7)位置量规在外观、材料上的要求与光滑极限量规基 本一致。
塞规设计
光滑极限卡( 光滑极限卡(环)规
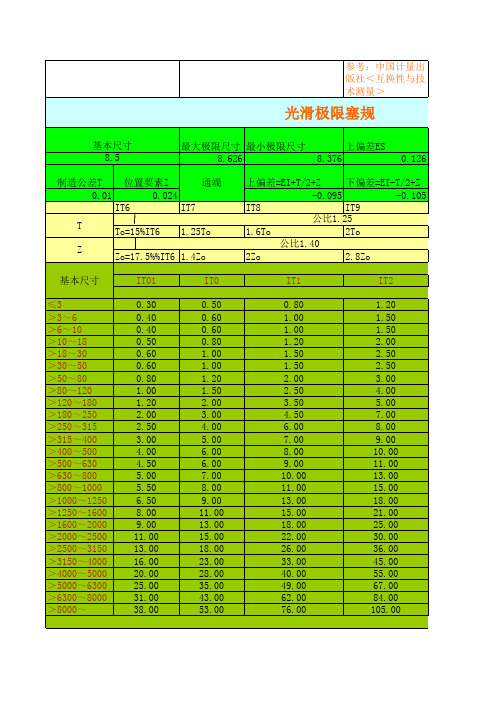
最小极限尺寸 上偏差es 下偏差ei 公差带大小 精度等级 8.376 0.126 -0.124 0.25 13 上偏差=es-Z+T/2 下偏差=es-Z-T/2 上偏差=ei+T 下偏差=ei 止端 0.107 0.097 -0.114 -0.124 IT16 20To 40Zo 公差等级 IT9 25.00 30.00 36.00 43.00 52.00 62.00 74.00 87.00 100.00 115.00 130.00 140.00 155.00 175.00 200.00 230.00 260.00 310.00 370.00 440.00 540.00 660.00 800.00 980.00 1200.00 1500.00
IT16 mm 0.60 0.75 0.90 1.10 1.30 1.60 1.90 2.20 3.20 3.60 4.00 4.40 5.00 5.60 6.60 7.80 9.20 11.00 13.50 11.00 13.50 16.50 20.00 25.00 31.00 8.00
IT17 1.00 1.20 1.50 1.80 2.10 2.50 3.00 3.50 4.00 4.60 5.20 5.70 6.30 7.00 8.00 9.00 10.50 12.50 21.00 17.50 21.00 26.00 32.00 40.00 49.00 60.00
IT13 0.14 0.18 0.22 0.27 0.33 0.39 0.46 0.54 0.63 0.72 0.81 0.89 0.97 1.10 1.25 1.40 1.65 1.95 2.30 2.80 3.30 4.10 5.00 6.20 7.60 9.40
量规设计基础~

5.1 概述光滑极限量规是一种没有刻度的专用检验工具,用光滑极限量规检验零件时,只能判断零件是否在规定的验收极限范围内,而不能测出零件实际尺寸和形位误差的数值。
其特点是:结构简单,使用方便、可靠,验收效率高。
量规的形状与被检验工件的形状相反,其中检验孔的量规称为塞规,它由通规和止规组成,通规是按孔的最小极限尺寸设计的,作用是防止孔的作用尺寸小于其最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于其最大极限尺寸,如图5-la)所示。
检验轴的量规称为卡规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于其最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于其最小极限尺寸,如图5-lb)所示。
用量规检验零件时,只有通规通过,止规不通过,被测件才合格。
图5-1光滑极限量规量规按照用途分为:1.工作量规在零件制造过程中,生产工人检验工件时所使用的量规称为工作量规。
通规用代号T表示,止规用代号Z表示。
通常使用新的或者磨损较少的量规作为工作量规。
2.验收量规检验人员或者用户代表验收工件时所用的量规称为验收量规。
验收量规不需要另行制造,一般选择磨损较多或者接近其磨损极限的工作量规作为验收量规。
3.校对量规用于检验轴用工作量规的量规称为校对量规,由于孔用工作量规使用通用计量器具检验,所以不需要校对量规。
校对量规有以下几种:校通一通(TT)是检验轴用工作量规通规的校对量规。
校对时,应该通过,否则通规不合格。
校止一通(ZT)是检验轴用工作量规止规的校对量规。
校对时,应该通过,否则止规不合格。
校通一损(TS)是检验轴用工作量规通规是否达到磨损极限的校对量规。
校对时,应该不通过轴用工作量规(通规),否则该通规已到或者超过磨损极限,不应该再使用。
5.2 量规尺寸及公差带量规是专用量具,它的制造精度要求比被检验工件更高,但不能将量规工作尺寸正好加工到某一规定值,故对量规工作尺寸也要规定制造公差。
光滑塞规的公差等级表和计算公式

量规设计实例:
量规设计实例:
例1:设计检验Ф30+0.033/-0.00的孔用量规
一、根据被检工件的基本尺寸和公差等级,由表中可
查出相应量规的T值和Z值,公差等级为8级,与其相对应量规的Z值为0.005mm,T值为0.0034mm
二、根据量规公差带图,计算出量规的最大、最小以
及磨损尺寸(磨损尺寸略)
1.通规的计算
Tmax=MMS+Z+T/2
=D+EI+Z+T/2
=30+0+0.005+0.0034/2
=30.0067
Tmin=MMS+Z-T/2
=30.0033
由上式可知:孔用量规通规的公式为
2.止规的计算
Zmax=LMS
=D+ES
=30+0.033
=30.033
Zmin=LMS-T
=30.0296
由上式可知:孔用量规止规的公式为
例2:设计检验Ф30-0.020/-0.041的轴用量规
轴用通(止)规尺寸的计算与孔用通(止)规尺寸的计算方法类似,即:
轴用量规通规的公式为
轴用量规止规的公式为。
光滑极限量规教程(塞规-检具)

第6章光滑极限量规6.1概述检验光滑工件尺寸时,可用通用测量器具,也可使用极限量规。
通用测量器具可以有具体的指示值,能直接测量出工件的尺寸,而光滑极限量规是一种没有刻线的专用量具,它不能确定工件的实际尺寸,只能判断工件合格与否。
因量规结构简单,制造容易,使用方便,并且可以保证工件在生产中的互换性,因此广泛应用于成批大量生产中。
光滑极限量规的标准是GB/T 1957-2006。
光滑极限量规有塞规和卡规之分,无论塞规和卡规都有通规和止规,且它们成对使用。
塞规是孔用极限量规,它的通规是根据孔的最小极限尺寸确定的,作用是防止孔的作用尺寸小于孔的最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于孔的最大极限尺寸,如图6.1所示。
卡规是轴用量规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于轴的最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于轴的最小极限尺寸,如图6.2所示。
图6.1塞规检验孔图6.2环规检验轴量规按用途可分为以下三类:1)工作量规工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分别用代号“T”和“Z”表示。
2)验收量规验收量规量是检验部门或用户代表验收产品时使用的量规。
3)校对量规校对量规是校对轴用工作量规的量规,以检验其是否符合制造公差和在使用中是否达到磨损极限。
6.2量规设计6.2.1极限尺寸判断原则(泰勒原则)单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不得超越最大实体边界,而实际要素局部实际尺寸不得超越最小实体尺寸,从检验角度出发,在国家标准“极限与配合”中规定了极限尺寸判断原则,它是光滑极限量规设计的重要依据,阐述如下:孔或轴的体外作用尺寸不允许超过最大实体尺寸。
即对于孔,其体外作用尺寸应不小于最小极限尺寸;对于轴,其体外作用尺寸不大于最大极限尺寸。
任何位置上的实际尺寸不允许超过最小实体尺寸。
[高效管理]第七章(孔、轴检测与量规设计基础)
![[高效管理]第七章(孔、轴检测与量规设计基础)](https://img.taocdn.com/s3/m/208ebcc13086bceb19e8b8f67c1cfad6195fe933.png)
第七章孔、轴检测与量规设计基础孔、轴(被测要素)的尺寸公差与形位公差的关系采用独立原则时,它们的实际尺寸和形位误差分别使用普通计量器具来测量。
对于采用包容要求○E的孔、轴,它们的实际尺寸和形状误差的综合结果应该使用光滑极限量规检验。
最大实体要求应用于被测要素和基准要素时,它们的实际尺寸和形位误差的综合结果应该使用功能量规检验。
孔、轴实际尺寸使用普通计量器具按两点法进行测量,测量结果能够获得实际尺寸的具体数值。
形位误差使用普通计量器具测量,测量结果也能获得形位误差的具体数值。
量规是一种没有刻度而用以检验孔、轴实际尺寸和形位误差综合结果的专用计量器具,用它检验的结果可以判断实际孔、轴合格与否,但不能获得孔、轴实际尺寸和形位误差的具体数值。
量规的使用极为方便,检验效率高,因而量规在机械产品生产中得到广泛应用。
我国发布了国家标准GB/T 3177—1997《光滑工件尺寸的检验》和GB/T 1957—1981《光滑极限量规》、GB/T 8069—1998《功能量规》,作为贯彻执行《极限与配合》、《形状和位置公差》以及《普通平键与键槽》、《矩形花键》等国家标准的技术保证。
§1 孔、轴实际尺寸的验收一、孔、轴实际尺寸的验收极限按图样要求,孔、轴的真实尺寸必须位于规定的最大与最小极限尺寸范围内才算合格。
考虑到车间实际情况,通常,工件的形状误差取决于加工设备及工艺装备的精度,工件合格与否只按一次测量来判断,对于温度、压陷效应以及计量器具和标准器(如量块)的系统误差均不进行修正。
因此,测量孔、轴实际尺寸时,由于诸多因素的影响而产生了测量误差,测得的实际尺寸通常不是真实尺寸,即测得的实际尺寸=真实尺寸±测量误差,如图7-1所示。
鉴于上述情况,测量孔、轴实际尺寸时,首先应确定判断其合格与否的尺寸界限,即验收极限。
如果根据测得的实际尺寸是否超出极限尺寸来判断其合格性,即以孔、轴的极限尺寸作为孔、轴实际尺寸的验收极限,则有可能把真实尺寸位于公差带上下两端外侧附近的不合格品误判为合格品而接收,这称为误收。
光滑极限量规概述及设计原则

光滑极限量规概述及设计原则第5章光滑极限量规5.1 概述在机械制造中,检验尺寸一般使用通用计量器具,直接测取工件的实际尺寸,以判定其是否合格,但是,对成批大量生产的工件,为提高检测效率,则常常使用光滑极限量规来检验。
光滑极限量规是用来检验某一孔或轴专用的量具,简称量规。
一、量规的作用量规是一种无刻度的专用检验工具,用它来检验工件时,只能判断工件是否合格,而不能测量出工件的实际尺寸。
检验工件孔径的量规一般又称为塞规,检验工件轴径的量规一般称为卡规。
塞规有“通规”和“止规”两部分,应成对使用,尺寸较小的塞规,其通规和止规直接配制在一个塞规体上,尺寸较大的塞规,做成片状或棒状的。
塞规的通端按被测工件孔的MMS(Dmin)制造,止规按被测孔的LMS(Dmax)制造,使用时,塞规的通端若能通过被测工件孔,表示被测孔径大于其Dmin,止规若塞不进工件孔,表示孔径小于其Dmax,因此可知被测孔的实际尺寸在规定的极限尺寸范围内,是合格的,否则,若通规塞不进工件孔,或者止规能通过被测工件孔,则此孔为不合格的。
同理,检验轴用的卡规,也有“通规”和“止规”两部分,且通端按被测工件轴的MMS(dmax)制造,止规按被测轴的LMS(dmin)制造,使用时,通端若能通过被测工件轴,而止规不能被通过,则表示被测轴的实际尺寸在规定的极限尺寸范围内,是合格的,否则,就是不合格的了。
二、量规的标准与种类我国于1981年颁布者了《光滑极限量规》GB1957-81,标准规定的量规适用于检验基本尺寸500mm,公差等级为IT6-IT16级的孔与轴。
量规按其用途不同可分为工作量规、验收量规和校对量规三类。
1.工作量规:工作量规是工人在工件的生产过程中用来检验工件的量规。
其通端代号为“T”止端代号为“Z”。
2.验收量规:验收量规是检验部门或用户验收产品时使用的量规。
GB对工作量规的公差带作了规定,而没有规定验收量规的公差,但规定了工作量规与验收量规的使用顺序。
《量规塞规设计讲座》课件

汇报人:
CONTENTS
添加目录标题
量规塞规设计 概述
量规塞规设计 原理
量规塞规设计 流程
量规塞规设计 要点
量规塞规设计 案例分析
PART ONE
PART TWO
量规塞规是一种用于测量工件尺寸的精密工具 量规塞规通常由两个部分组成:一个固定部分和一个可移动部分 量规塞规的固定部分通常有一个精确的尺寸,用于测量工件的尺寸 量规塞规的可移动部分可以沿着固定部分的尺寸移动,以检查工件的尺寸是否合格
按照用途分类:测 量工具、检验工具、 校准工具等
按照结构分类: 单件式、组合式、 可调式等
按照测量范围分 类:通用型、专 用型等
按照测量精度分 类:高精度、中 精度、低精度等
科研实验:用于测量和校准 实验设备
质量控制:用于检验产品质 量和性能
工业生产:用于检测零件尺 寸和精度
维修保养:用于检查和维护 机械设备
PART FIVE
尺寸精度:确保量规塞规的尺寸符合设计要求 形状精度:保证量规塞规的形状与设计图纸一致 表面粗糙度:控制量规塞规的表面粗糙度,提高测量精度 硬度要求:选择合适的材料和热处理工艺,保证量规塞规的硬度和耐磨性
材料性能:选择具 有良好耐磨性、耐 腐蚀性和耐高温性 的材料
材料成本:考虑材 料的价格和加工成 本,选择经济适用 的材料
确定设计目标:明确量规塞规的设计目的和性能要求 收集设计资料:收集相关标准、技术资料和设计经验 制定设计方案:根据设计目标和资料,制定量规塞规的设计方案 方案评审:对设计方案进行评审,确保满足设计目标和性能要求
确定量规塞规的规格和尺 寸
设计量规塞规的轮廓和形 状
确定量规塞规的材料和表 面处理
设计量规塞规的测量方法 和精度要求
同轴度检测量规设计计算
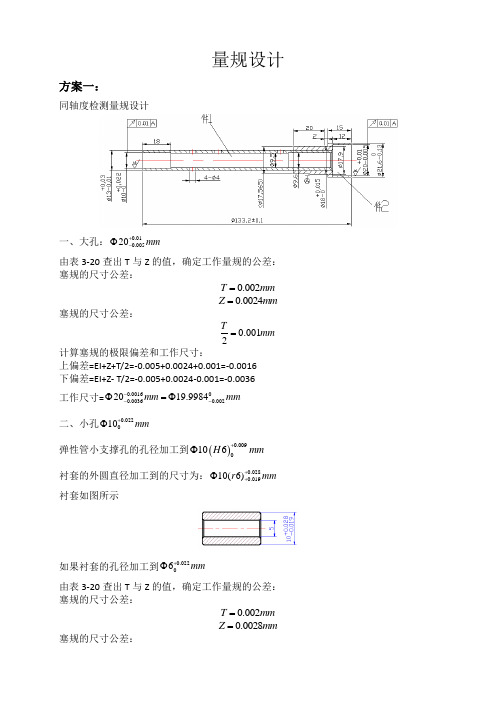
量规设计方案一:同轴度检测量规设计一、大孔:0.010.00520mm +-Φ由表3-20查出T 与Z 的值,确定工作量规的公差:塞规的尺寸公差:0.002T mm =0.0024Z mm =塞规的尺寸公差:0.0012T mm = 计算塞规的极限偏差和工作尺寸:上偏差=EI+Z+T/2=-0.005+0.0024+0.001=-0.0016下偏差=EI+Z- T/2=-0.005+0.0024-0.001=-0.0036工作尺寸=0.001600.00360.0022019.9984mm mm ---Φ=Φ二、小孔0.022010mm +Φ弹性管小支撑孔的孔径加工到()0.0090106H mm +Φ衬套的外圆直径加工到的尺寸为:0.0280.01910(6)r mm ++Φ衬套如图所示如果衬套的孔径加工到0.02206mm +Φ由表3-20查出T 与Z 的值,确定工作量规的公差:塞规的尺寸公差:0.002T mm =0.0028Z mm =塞规的尺寸公差:0.0012T mm = 计算塞规的极限偏差和工作尺寸:上偏差=EI+Z+T/2=0+0.0028+0.001=0.0038下偏差=EI+Z- T/2=0+0.0028-0.001=0.0018工作尺寸=0.00380.0020.001806 6.0018mm mm +++Φ=Φ 然而要检测弹性管的两支撑孔的同轴度,所以衬套的孔径应该加到的尺寸为: ()0.0220.0220060.0150.0050.0020.002 6.024mm mm ++Φ++++=方案二:一、同轴度检测量规设计(1)大孔端的工作部分为()0.0020.00200200.00519.995mm mm ++Φ-=Φ 最大实体实效尺寸(包容原则)(2)小孔端的工作部分:同轴度检查量规穿过小孔工作部分的尺寸为:0.00206mm +Φ衬套的孔径应该加到的尺寸为:()0.0220.0220060.0150.0050.0020.002 6.024mm mm++Φ++++= 弹性管小支撑孔的孔径加工到()0.0090106H mm +Φ衬套的外圆直径加工到的尺寸为:0.0280.01910(6)r mm ++Φ弹性管大支撑孔的孔径加工到工件要求尺寸0.010.00520mm +-Φ注:我认为方案一合适,方案二不合适,原因是:方案二只适用于要求遵守包容要求的轴和孔。
第六章光滑极限量规

环规示意图
光滑极限量规
无论是塞规还是环规,如果
“通规”通不过被测工件,或 者“止规”通过了被测工件, 即可确定工件不合格。
光滑的塞规和环规叫做光滑极
限量规。
光滑极限量规分类
根据量规不同用途,分为工作量规、
验收量规和校对量规三类。 工作量规——工人在制造过程中,用 于检验工件的的量规,其“通规”的 代号为“T”,“止规”的代号为“Z” 验收量规——检验部门和用户代表验 收产品时使用的量规。
5.4.3 量规的技术要求
量规测量面的材料,用淬硬钢(合金
工具钢,碳素工具钢,渗碳钢)和硬 质合金等材料制造。也可以在测量面 上镀铬等耐磨材料。 量规表面硬度为HRC58~65
量规表面粗糙度,一般不低于光滑极
限量规国标推荐的值(表5-3)
作 业
P206
1 (尺规作图) ,2
光滑极限量规验收
光滑极限量规国标没有规定验收量规标准,制造 厂检验工件,生产工人应该使用新的或磨损较少 的工作量规“通规”;检验部门应使用与生产工 人相同型号且已磨损较多的工作量规“通规”;
用户代表在用量规检验工件时,通规应接近工件 最大实体尺寸,止规应接近工件最小实体尺寸。 按照以上规定的量规检验工件时,如果判断有争 议,应使用下述尺寸量规来仲裁:通规应等于或 接近于工件最大实体尺寸;止规应等于或接近工 件最小实体尺寸。
泰勒原则——指孔的作用尺寸应大
于或等于孔的最小极限尺寸,并在 任何位置上孔的最大实际尺寸应小 于或等于孔的最大极限尺寸;轴的 作用尺寸应小于或等于轴的最大极 限尺寸,并在任何位置上轴的最小 实际尺寸应大于或等于轴的最小极 限尺寸。
泰勒原则
环规塞规高度规卡规管理规程

文件制修订记录1.概述规类量具:主要有内径规(又称环规,以下简称环规)、光滑塞规(以下简称塞规)、外径规、高度规、卡规等。
1.1 环规:是一种定值量具,结构简单,其优点是校对方便。
1.2 塞规:是一种定值量具,结构简单,使用方便,能有效控制工件的极限尺寸。
1.3 外径规:是一种定值量具,结构简单,校对方便,测量时先用外径规校零,比较与零位的偏差量来判断工件是否合格。
1.4 高度规:是一种定值量具,结构简单,使用简便、在成批生产,特别是大批量生产时被广泛应用。
1.5 卡规:主要用于线圈终端检测,卡规有两种:一种带有引出线检测棒,标记引出线高度;一种没有引出线检测棒。
2.技术要求2.1专用规类量具图纸(以下简称图纸)要求2.1.1 图纸的设计与编号由工艺技术部相关担当人员负责设计图纸,并在图纸上清楚标注各种需测量的参数(包括磨损极限)等,经科长审批、部长批准,必要时请相关部门会签。
图纸必须具有唯一性编号,编号方式如下:SCT-分页号系列号顺序号类别号类别号:1环规 2塞规 3外径规 4高度规 5其他顺序号:按先后顺序,从0001开始依次编号系列号:1至3位代码,G表示SG系列(可省略),H表示SH系列,INV表示变频系列,TH表示双转子系列分页号:为零件图序号,装配图省略2.1.2 图纸的审批和分发图纸必须符合《文件及记录控制程序》规定审批的程序才能正式发布和实施。
分发的每份文件必须加盖“部门章”作为受控标记,并注明分发号、分发日期,做好签收记录。
2.2检定要求2.2.1 外观要求:规类量具的测量面不应有锈迹、毛刺、划痕、碰伤等影响测量准确度的缺陷。
使用中的专用量具不应有明显影响外观和使用质量的缺陷,必须有公司唯一的量具编号,校对规应刻有实测值,标志应正确、清楚。
2.2.2 表面粗糙度要求:规类量具测量面的粗糙度必须符合图纸要求。
2.2.3 形位公差要求:规类量具的主要形位公差:圆度、圆柱度、平面度、平行度应在尺寸允许偏差范围之内,数值为其50%,当尺寸允许偏差范围小于或等于0.002mm时,数值为0.001mm。
光滑塞规标准尺寸公差
光滑塞规标准尺寸公差
标题:光滑塞规标准尺寸公差
1. 概述
光滑塞规是一种用于检测孔的内径尺寸的量规,其标准尺寸公差对于保证产品质量和互换性至关重要。
本文将介绍光滑塞规的标准尺寸公差,帮助您了解和应用相关规定。
2. 塞规材料
光滑塞规通常采用高精度硬质合金或不锈钢制成,以保证其耐磨性和尺寸稳定性。
3. 塞规尺寸
光滑塞规的尺寸应符合国家标准或行业标准的规定。
一般情况下,塞规的直径分为0.10mm至100mm等多种规格。
4. 塞规公差
光滑塞规的尺寸公差应符合相应的标准规定。
根据不同的直径规格,塞规的公差等级可分为IT0、IT1、IT2、IT3、IT4、IT5、IT6等7个等级。
其中,IT表示国际公差等级,数字越小,公差等级越高,精度要求越严格。
5. 应用范围
光滑塞规广泛应用于机械制造、汽车、航空航天、电子等领域。
通过使用光滑塞规,可以快速准确地检测孔的内径尺寸,判断其是否符合设计要求,从而保证产品质量和互换性。
6. 总结
了解和应用光滑塞规的标准尺寸公差对于保证产品质量和互换性至关重要。
通过选择符合要求的塞规,可以有效提高检测精度,降低生产成本,提高生产效率。
因此,在实际生产中,应充分关注光滑塞规的标准尺寸公差规定,并严格按照要求进行选择和使用。
光滑极限塞规~1

2.2数据的修约 数据的修约
数据修约规定有效位数后面的数字,要按一定的规则进行 取舍处理,修约值应为修约间隔的整数倍.1单位修约的取舍 原则为(除此之外还有0.2单位和0.5单位原则): 2.2.1拟舍弃数字最左一位小于5时舍去; 2.2.2拟舍弃数字最左一位大于5时(包括等于5且其后还有非 "0"数字)则向前位进1; 2.2.3拟舍弃数字最左一位大于5且其后无数字或有但均为"0"时, 2.2.3 5 0" "5"前的数字为奇数则进1,为偶数则舍弃,即应使数据末位 数为偶数. 对下列数据取4位有效数字 其结果如下所示. 位有效数字, 例:对下列数据取 位有效数字,其结果如下所示. 8.42349 1.2000 41.996 1.51051 1.51750 1.51050 1.6235 8.423 1.200 45.00 1.511 1.518 1.510 1.624
Z 1.6 2 2.4 2.8 3 4 4.6 5.4 6 7 8 9 1
IT8 IT8 T 1 1.6 1 2 22 2.4 27 2.8 33 3 39 4 46 4.6 54 5.4 63 6 72 7 81 8 89 9 97 1
Z 2 2.6 3 4 5 6 7 8 9 1 1 1 1
IT9 IT9 T 25 2 30 2.4 36 2.8 43 3 52 4 62 5 74 6 87 7 100 8 115 9 13 1 140 1 155 1
IT6 IT6 T 6 1 8 1.2 9 1.4 1 1.6 1 2 1 2.4 1 2.8 22 3 25 3 29 4.4 32 4.8 36 5.4 40 6
Z 1 1.4 1.6 2 2.4 2.8 3 3 4.4 5 5.6 6.2 7
检验50H7f6孔和轴的量规设计

光滑极限量规是一种适用于大批量生产无刻度的专用量具,结构简单设计方便、可靠、验收效率高。
因此,在大批量生产中得到广泛应用。
零件图样上被测要素的尺寸公差和形位公差按独立原则标注,一般使用通过计量器具分别测量。
当单一要素的孔和轴采用包容要求标注时,则应使用光滑极限量规(简称量规)来检验,把尺寸误差和形状误差都控制在尺寸公差范围内。
检验孔的量规称为塞规,检验轴的量规称为卡规或环规。
量规有通规和止规,通规和止规应成对使用。
通规用来模拟最大实体边界,止规用来检验孔或轴的实际尺寸是否超过最小实体尺寸。
用量规检验零件时,只要通规通过,止规不通过,则说明被测件是合格的。
量规的设计是作为负责机加工艺的管理者,必须掌握和熟悉工作量规的设计。
关键词:量规塞规检测Smooth is a limit of the regulation applies to non-scale mass production of special measuring tools, simple designConvenient, reliable, efficient acceptance. Therefore, the mass production of the widely used.Parts of the design elements tested on Tolerance and geometric tolerance marked by the principle of independence, generally through the use of measuring devices were measured. When elements of a single-axis and require tagging used inclusive, should limit the use of smooth gauge (gauge) to test the size and shape of error error in the control of all sizes within the framework of tolerance. Test hole of regulation known as the Cypriot regulatory, inspection and regulation known as the axis of the card or ring. Gauge-regulation and only a regulation, and only regulation-regulation should be used in pairs. - Regulations used to simulate the largest entity boundary, the only hole used to test the actual size or whether the shaft more than the minimum physical size. The amount of testing components, as long as the regulation-through, not only through regulation, then tested pieces is qualified.Gauge is responsible for the design of the machine and managers must be familiar with the workload of the master and the design.Key words: gauge plug detection前言 (1)1.工作量规 (2)2.设计原则 (2)2.1泰勒原则 (2)2.1.1量规尺寸要求 (2)2.1.2量规形状的要求 (2)2.2量规的公差带 (2)2.2.1工作量规公差带 (3)2.2.2校对量规的公差带 (3)3、工作量规设计步骤 (5)4、计算说明 (5)5、量规的技术要求 (6)5.1量规材料 (6)5.2形位公差 (6)5.3表面粗糙度 (7)6、量规材料选用说明: (7)6.1合金工具钢 (7)6.2冷作模具钢 (8)6.3设计量规的所选材料 (8)6.4 制造工艺 (8)7.使用说明 (8)7.1 量规的使用型号 (8)7.2 使用参数要求 (8)8、量规的使用和维护注意事项 (9)8.1 使用量规注意事项 (9)8.2维护量具注意事项 (9)结束语 (10)参考文献 (11)致谢 (12)光滑极限量规是一种没有刻度的专用检验工具。
量规的设计.

光滑极限量规 卡规
通规 按dmax设计 防止da>dmax 止规 按dmin设计 防止da<dmin
DM、dM DL、dL
通规——用以判断da、Da有否从公差带内超出最大实体尺寸。 止规——用以判断da、Da有否从公差带内超出最小实体尺寸。 用量规检验零件时,只要通规通过,止规不通过,则说明被
测件是合格的,否则工件就不合格。
3. 设计举例 计算φ25H8/f7孔和轴用量规的极限偏差。 解:① 由P22、P24表1-10和1-11查出孔与轴的上、下偏差为:
φ25H8孔:ES=+0.033mm;EI=0 φ25f7轴:es=-0.020mm;ei=-0.041mm
② 由P124表5-2查得工作量规的制造公差T和位置要素Z,并确 定 量规的形状公差和校对量规的制造公差。
光滑极限量规
一、概述
光滑极限量规是指被检验工件为光滑孔或光滑轴所 用的极限量规的总称。
是一种没有刻度的定值检验量具。用光滑极限量规 检验零件时,只能判断零件是否在规定的验收极限范围 内,而不能测出零件实际尺寸和形位误差的数值。
量规结构设计简单,使用方便、可靠,检验零件的 效率高。
一、概述
1.塞规和卡规(环规) 通规 :Dmin
止规测量面应该是点状的,测量面的长度则应短些, 用于控制工件的实际尺寸。
三、量规设计
2. 量规的形式与结构
泰勒原则是设计极限量规的依据,用这种极限量规检 验零件,基本可以保证零件公差与配合要求。
但是,在极限量规的实际应用中,由于量规制造和使 用方面的原因,要求量规形状完全符合泰勒原则是有困难 的。因此,国标规定:允许在被测零件的形状误差不影响 配合性质的条件下,可以使用偏离泰勒原则的量规。例如:
长度测量(用立式光学计测量塞规尺寸)实验报告
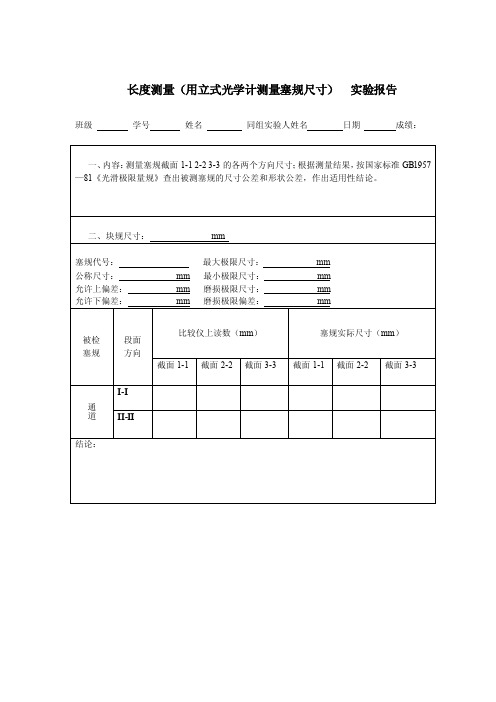
长度测量(用立式光学计测量塞规尺寸)实验报告班级学号姓名同组实验人姓名日期成绩:金属材料拉伸和压缩的机械性能测定实验报告班级学号姓名同组实验人姓名日期成绩:一、实验目的二、实验设备三、试件形状简图四、实验数据表1 试件几何尺寸表2 测定屈服载荷和极限载荷的实验记录五、试件拉伸时主要力学性能的计算结果1.屈服极限 0ss A P =σ= = Mpa2.强度极限 0bb A P =σ==Mpa3.延伸率 %100l l l 01⨯-=δ= ×100%= % 4.截面收缩率 %100A A A 010⨯-=ψ= ×100%= % 六、结果分析及问题讨论机构分析实验——机构运动简图的测绘与分析实验报告班级学号姓名同组实验人姓名日期成绩:一.(1)(3)二.思考题1.一个正确的“机构运动简图”应能说明哪些内容?2.绘制机构运动简图时,原动件的位置为什么可以任意选定?会不会影响简图的正确性?3.机构自由度的计算对测绘机构运动简图有何帮助?机构设计实验实验报告班级学号姓名同组实验人姓名日期成绩:一、实验目的二、实验内容三、实验原理四、实验数据及分析1.绘制实际拼装的机构运动方案简图,并在简图中标识实测所得的机构运动学尺寸。
简要说明其结构特点、工作原理和可能使用场合。
2.简要说明机构杆组的拆组过程,并画出所拆机构的杆组简图。
渐开线直齿圆柱齿轮参数测定实验报告班级学号姓名同组实验人姓名日期成绩:一、实验目的与内容二、齿轮参数的数据测量与分析被测齿轮编号:(一)测量数据1.齿数z奇数z= ,偶数z=2.齿顶圆直径d a、齿根圆直径d f、全齿高hd a1 = (㎜)d f=D+2 H2 = (㎜)注:以上两表根据被测齿轮的实际情况选择其中之一填写。
全齿高:奇数齿h= (㎜),偶数齿h= (㎜)3.公法线长度W K′和W K+1′= (mm)b相应的标准齿轮的公法线长度:W K= (㎜)(二)测定结果汽车维修常用工具使用实验报告班级学号姓名同组实验人姓名日期成绩:一、实验目的与内容二、数据测量与分析测量气缸内径,活塞行程,计算发动机排量,完成表6-1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2020/3/20
中国地质大学机械与电子信息学院
验收极限的适用性
dM
A
dmax(M)
轴
公
上验收极限
差
带
下验收极限
Dmax(L)
孔 公
上验收极限
差
下验收极限
带
A
DM
Dmin(M)
dmin(L)
2020/3/20
Cp>1采用包容要求时的验收极限
中国地质大学机械与电子信息学院
dmax A
验收极限的适用性
第六章 光滑工件尺寸的检测
判断工件合格与否,检测可采用通用测量器具 (《光滑工件尺寸的检验》 GB/T3177-1997),也可使用 极限量规(《光滑极限量规》 GB/T1957-1981)。光滑极 限量规广泛应用于大批量生产中,结构简单,使用方便可 靠,验收效率高。本章介绍这两个标准的主要内容。
6.1 用通用测量器具测量 6.2 用光滑极限量规检验
1.测量器具的选用原则 测量器具可根据计量器具的测量不确定度允许值来选择。 使所选计量器具不确定度值 u小于等于u1 。 即:u≤u1。
2020/3/20
中国地质大学机械与电子信息学院
验收极限的确定
确定验收极限的方式
验收极限
应用
内缩 方式
将工件的验收极限 从工件的极限尺寸向 工件的公差带内缩一 个安全裕度A
2.测量器具不确定度允许值u1的确定: 查表6-1选用测量器具不确定度u1 查表6-2、6-3选择常用测量器具。 ——选择计量器具应与被测工件的外形、位置、尺寸的大小及 被测参数特性相适应;计量器具的测量范围能满足工件的要求。 ——选择计量器具应考虑工件的尺寸公差,使选用的计量器具 不确定度值即要保证测量精度要求,又要符合经济性要求。 目前,千分尺是一般工厂在生产车间使用非常普遍的测量器 具,为了提高千分尺的测量精度,扩大其使用范围,可采用比较测 量法。比较测量时,可用产品样件经高一精度等级的精密测量后作 为比较标准,也可用量块作为标准器。
2020/3/20
中国地质大学机械与电子信息学院
6.1 用通用测量器具测量 6.1.2验收极限和安全裕度A
检验工件尺寸时判断合格与否的尺寸界限 。验收方案: 1.内缩方案 验收极限是从工件规定的最大实体极限 (MML)和最小实体极限(LML)分别向工件公差带内移动 一个安全裕度A来确定。 2.不内缩方案 验收极限分别等于规定的最大实体极限 (MML)和最小实体极限(LML),即A值等于零。
2020/3/20
中国地质大学机械与电子信息学院
6.1 用通用测量器具测量 6.1.4测量器具选择示例
例:被测工件为一φ50f8mm的轴,试确定验收极限并选择 合适的测量器具。
解:①确定工件的极限偏差。 es=-0.025 ei=-0.064 该工件的公差为0.039mm。 ②确定安全裕度A和测量器具不确定度允许值u1。 从表6-1查得A=0.003,u1=0.0027。 ③计算验收极限。 上验收极限=dmax-A=(50-0.025-0.003)mm=49.972mm 下验收极限=dmin+A=(50-0.064+0.003)mm=49.939mm ④选择测量器具。按工件基本尺寸50mm,查表6-3,分度 值为0.002mm的比较仪不确定度u1为0.0018mm,小于允许值 200.200/03/2207mm,可满足使中用国要地求质大。学机械与电子信息学院
2020/3/20
中国地质大学机械与电子信息学院
6.1 用通用测量器具测量 6.1.1 误收和误废
考虑测量误差的影响
因误收而扩大的公差称 为保证公差(21μm) 而因 误废缩小的公差称为生产公 差(5μm)。
误收会影响产品质量, 误废会造成经济损失,为防 止误收并控制误废率,更好 地保证产品质量和降低生产 成本,必须正确地确定验收 极限和选择计量器具。
其公差的大小来体现。一般情况下,所选测量器具的测量不确定度
只能占被测零件尺寸公差的1/10~1/3,精度低时取1/10,精度
高时取1/3。
2. 测量成本:在保证测量准确度的前提下,应考虑测量器具
的价格、使用寿命、检定修理时间、对操作人员技术熟练程度的要
求等,选用价格较低、操作方便、维护保养容易、操作培训费用少
轴
上验收极限
公
差
带
下验收极限
Dma
x
上验收极限
孔
公
差
下验收极限
带
A
Dmin
dmin
2020/3/20
偏态分布时的验收极限
中国地质大学机械与电子信息学院
6.1 用通用测量器具测量 6.1.3测量器具的选择
1.测量精度:所选的测量器具的精度指标必须满足被测对象
的精度要求,才能保证测量的准确度。被测对象的精度要求主要由
2020/3/20
中国地质大学机械与电子信息学院
6.1 用通用测量器具测量 6.1.3测量器具的选择
安全裕度A:测量不确定的允许值在上述检验条件下检验 时,因测量器具的内在误差和测量条件误差综合作用结果,引 起测量结果的分散。
测量不确定度:评定测量结果的分散程度。由测量器具不 确定度u1和温度、工件形状误差及压陷效应等因素所引起的不 确定度u2两部分组成。
的测量器具,尽量降低测量成本。
3. 被测件的结构特点及检测数量:所选测量器具的测量范围
必须大于被测尺寸。对硬度低、材质软、刚性差的零件,一般选取
用非接触测量,如用光学投影放大、气动、光电等原理的测量器具
进行测量。当测量件数较多(大批量)时,应选用专用测量器具或
自动检验装置;对于单件或少量的测量,可选用万能测量器具。
上验收极限尺寸= 最大极限尺寸-A 下验收极限尺寸= 最小极限尺寸+A
主要用于采 用包容要求的 尺寸和公差等 级较高的尺寸
不内 缩方
式
2020/3/20
安全裕度A=0
上验收极限尺寸= 最大极限尺寸
下验收极限尺寸= 最小极限尺寸
主要用于非 配合尺寸和一 般公差尺寸
中国地质大学机械与电子信息学院
6.1 用通用测量器具测量 6.1.3测量器具的选择
2020/3/20
中国地质大学机械与电子信息学院
6.1 用通用测量器具测量 6.1.2验收极限和安全裕度A
为防止受测量不确定度的影响而使工件的实际尺寸超出 两个极限尺寸范围,标准规定了检验的安全裕度A。规定了检 验原则:所用验收方法只接收位于规定的极限尺寸之内的工 件。即只允许有误废而不允许有误收。
普通测量器具包括游标尺、千分尺、指示表和分度值不 小于0.0005mm,放大倍数不大于2000倍的比较仪等。
方案1——检验500ቤተ መጻሕፍቲ ባይዱm、公差值为6-18级、有配合要求 的光滑工件尺寸。
方案2——检验非配合和一般公差的尺寸。 安全裕度A由被测工件的尺寸公差来查表6-1确定。A值 一般为工件公差的1/10。确定A值须从技术和经济两个方面 考虑。安全裕度抵消测量的不确定度。