探究聚丙烯造粒机长周期运行的技术措施
聚丙烯装置长周期运行经验浅谈
聚丙烯装置长周期运行经验浅谈摘要:聚丙烯是一种性能优良的热塑性合成树脂,广泛应用于电子电器、汽车、医疗、包装等领域。
随着煤化工、丙烷脱氢制丙烯等技术的发展,国内大批聚丙烯装置陆续上马,聚丙烯行业竞争日趋激烈,如何保证装置长周期运行成了聚丙烯人普遍面临的问题。
以Spheripol聚丙烯工艺为例,对影响聚丙烯装置长周期运行的因素进行分析,针对影响因素,提出了对关键工艺参数实行有效监管、重视原料质量变化、加强设备管理等措施,提升聚丙烯装置长周期运行水平。
关键词:聚丙烯;管理;长周期运行;原料;运行受控1、前言聚丙烯是一种性能优良的热塑性合成树脂,具有耐化学性、耐热性、电绝缘性、高强度机械性能和良好的高耐磨加工性能等,广泛应用于电子电器、汽车、医疗、包装等领域。
目前比较先进的聚丙烯生产工艺主要是气相法工艺(Unipol、Innovene、Spherizone等工艺)、本体-气相法组合工艺(Spheripol、Hypol、Borstar等工艺),这些工艺各有特点,产品各具特色。
近年来随着煤化工、丙烷脱氢制丙烯等技术的发展,国内大批聚丙烯装置陆续上马,聚丙烯行业竞争日趋激烈,为了能在行业中占有一席之地,在提升产品质量的同时,装置如何实现长周期运行也是聚丙烯人普遍面临的问题。
以Spheripol聚丙烯工艺为例,浅谈提升聚丙烯装置长周期运行水平的经验。
2、影响聚丙烯装置长周期运行的因素Spheripol聚丙烯装置自动化程度高,控制点多,为了保持装置运行平稳、控制产品质量稳定,要求尽量保持各操作参数稳定,这就对操作员监盘提出了更高的要求。
炼油化工装置高温高压、易燃易爆、连续生产的特性决定,小波动如果处理不及时也可能造成大事故。
同时因气温变化、仪表卡件老化等因素出现的仪表失灵,操作员如果监盘不到位、应急处置不当,也可能造成生产波动。
炼油化工装置多存在易燃易爆介质,因其危险特性,各装置均制定了相应的操作规程,要求操作员必须按照标准步骤操作,如操作员违反操作规程操作、工艺纪律执行不严,将影响装置稳定运行。
保证聚丙烯气相流化床长周期运行的措施
保证聚丙烯气相流化床长周期运行的措施作者:林永生来源:《环球市场》2019年第03期摘要:聚丙烯生产装置的正常运行,实现高效的生产效率。
对聚丙烯气相流化床生产工艺进行优化,保证气相流化床长周期运行,达到设计的生产能力。
分析影响气相流化床稳定运行的因素,采取最佳的措施,解决气相流化床存在的安全隐患问题,保证聚丙烯生产的顺利实施,获得最佳的产品收率,达到石油化工生产的技术要求。
关键词:保证;聚丙烯气相流化床;长周期运行;措施如果气相流化床在开工生产的时候,存在安全隐患问题,会一直影响到聚丙烯生产的正常进行。
对影响气相流化床运行的因素进行分析,采取最佳的对策,保证流化床设备安全运行,避免发生故障,影响到聚丙烯生产的效率。
一、影响聚丙烯气相流化床安全运行的因素分析气相法聚丙烯生产工艺中,使用气相流化床设备,如果在设备的建造施工中存在安全隐患问题,就会影响到设备的安全运行。
有必要分析影响气相流化床安全运行的因素,如在气相生产设备的开工运行过程中,系统的置换不合格,系统的杂质含量过高,影响到聚丙烯生产的安全进行。
装置开工初期气相的流速过快,会影响到流化床的稳定运行。
流化床中的催化剂的作用效果不佳,增加反应系统中的细分的含量,导致反应器结块,极易导致流化回路堵塞,导致流化回路压差上升。
气相流化床的床高建造的不合理,导致床高偏高或者偏低,装填料的不平整,出现床高偏低的情况,导致催化剂在流化床停留的时间短,催化的效果不理想,容易导致聚合物分子脱离流化床,影响到聚丙烯的聚合反应,降低产品的收率。
流化床的床高偏高,会影响到温度检测系统的正常运行,无法合理控制聚合物反应的温度,对生产工艺产生不利的影响。
随着气相流化床长周期运行的时间的延长,会导致流化管路的堵塞。
如果装置检修期间没有将杂质成分吹扫干净,新建设的生产装置首次开工运行期间,没有进行最优化的试生产。
对存在的铁屑、焊接残渣没有处理干净,是导致堵塞的关键要素。
对装置的负荷调整的不及时,当聚丙烯气相流化床生产工艺进行停工检修或者重新开工的时候,由于不稳定的操作,导致回路的温度变化,流化气量波动很大,导致整个流程的堵塞,影响到生产工艺的顺利实施。
聚丙烯装置挤压造粒机运行故障分析及处理措施

聚丙烯装置挤压造粒机运行故障分析及处理措施摘要:聚丙烯装置粉末产品转化过程的关键过程是挤压造粒机的运行。
挤压造粒机是聚丙烯装置能否正常转换的关键发电机组机械设备。
随着工业生产技术的不断发展,相关负责人不断提高挤压造粒机的自动化水平。
此外,它还具有高度的自动化程度。
因此,挤压造粒机的安全运行需要相关负责人的重视。
本文详细介绍了聚丙烯装置挤压造粒机使用中存在的故障和处理方法,希望进一步提高聚丙烯装置的转换效率。
关键词:聚丙烯装置;挤压造粒机;问题解决;中国石化沧州炼化公司聚丙烯装置,现有1万吨/年造粒系统一套。
在聚丙烯造粒设备中,挤压造粒机占据核心地位,其正常使用将与聚丙烯装置的安全、稳定、高效和良好工作有关。
此外,它还非常有利于设备的绿色制造,可以在一定程度上提高聚丙烯的经济效益,有利于制造业的现代化发展。
一、挤压造粒机简介(一)挤压造粒机最基本的介绍和原理挤压造粒机的应用本质是一个干造粒过程,主要通过工作压力促进固体材料团聚,其驱动设备通常是两个反向旋转工作辊挤压成型、液压传动系统或工作辊停止环,挤压造粒机将首先让原材料气体进行挤压成型,去除间隙。
(二)挤压造粒机应注意的事项挤压造粒机在出发前和驾驶过程中停车时,相关负责人应高度重视,做好驾驶前的准备工作,在运行过程中注意速度。
二、简要介绍聚丙烯装置挤压造粒机的运行故障(一)挤压造粒机相关异常问题相关负责人发出驾驶命令后,在塑料造粒机运行的过程中,刀轴没有向前移动到抛光部分,这将促进模板与切割刀之间的大间隙,这将导致涂层切割问题,影响挤压造粒机的正常使用,一般管道下,塑料造粒机动刀部分异常有两个原因,一方面是机械设备相关问题,另一方面,液压泵系统软件存在问题。
液压泵系统软件过旧或故障会导致下刀部位异常。
在解决这种情况的过程中,相关负责人要拆卸液压油泵中的齿轮油。
(二)挤压造粒机动刀后模板涂膜问题挤压造粒机动刀后模板涂层的常见故障具体表现为过度抛光效果。
聚丙烯挤压机运行不稳及切粒质量改进
241概述:某石化厂35万吨/年聚丙烯装置挤压机使用德国Coperion公司制造的ZSK350型机组,机组加热全部使用热油。
此类机组保护联锁多,生产过程中容易触发联锁导致停车。
装置自2020年9月投产以来,对机组在运行过程中多次出现的问题进行了诊断,并给出了相应的优化措施。
1 机械问题对颗粒外观及机组运行的影响1.1 模板安装模板安装必须按照安装要求执行。
模板与筒体由内外两圈螺栓连接,螺栓紧固顺序是先内后外圈,防止内外部应力造成模板变形。
按规定扭矩均匀紧固后加热到操作温度然后热紧。
在预紧和热紧之后,都要检查模板表面的平整度,将其严格控制在质量标准之内。
安装好模板后开始对模板与切刀盘进行对中找正,使模板与刀轴的垂直度控制在0.02mm以内。
1.2 模板加热温度均匀性及模孔通畅状态熔融的树脂流动性对温度比较敏感,而模板是熔融树脂的最后一道加热工序。
本装置使用的模板是热通道型模板,高温热油从内部进行加热,使树脂保持良好的熔融状态。
模板上均匀分布2220个直径2.7mm的模孔。
当各个模孔的出料速度均匀时,才能切出形态合格的树脂颗粒,温度不均匀会造成模孔物料的流速不均匀,在切刀盘的定速转动下,会出现大小不一的颗粒,严重影响产品的质量。
因此温度的稳定与均匀直接影响物料的外观形态。
此外,随着机组的长期运行,使得一些碳化物积累导致个别模孔不畅甚至被完全堵塞,因此必须对模孔进行清理。
以此石化公司为例,其中LPBO为2220孔,M为36把刀,n假定为500r/min,G假定38000000g/h。
通过公式计算得58,采样口取出1g粒料假如50粒,得13%。
最后,随着机组的长周期运行,模板切粒带不可避免得出现磨损。
当其平整度严重不够时,不管如何调整,切粒形态很难得到保证,严重时影响机组正常运行。
此时需将模板拆下送到专业厂家进行修复。
模板切粒带为金属陶瓷材料,一般厚度只有3-4mm。
经研磨修复的切粒带应当平整、光滑,模孔呈圆形,平面度在0.02 mm以内。
聚丙烯挤压造粒机造粒质量不稳定原因及改进探究

聚丙烯挤压造粒机造粒质量不稳定原因及改进探究聚丙烯挤压造粒机是一种常用的造粒设备,主要用于将聚丙烯颗粒进行挤压成型,并且使其成为颗粒状的塑料原料。
在生产过程中,有时会出现造粒质量不稳定的情况,这给生产带来了很大的困扰。
为了解决这一问题,在本文中我们将探究造粒质量不稳定的原因,并提出相应的改进措施。
造粒质量不稳定的原因可能有很多种,其中包括原材料的质量问题、设备运行参数不合理、工艺流程不当等。
下面我们将分别进行探究及改进。
原材料的问题是影响造粒质量的重要因素之一。
在生产过程中,如果原材料中存在杂质、水分过高或者分子量分布不均匀等问题,都会直接影响到挤压造粒的质量。
我们需要从原材料的选材上下功夫,确保原料的质量符合要求。
在使用过程中也需要对原材料进行检测,及时发现并处理质量问题。
挤压造粒机的运行参数对造粒质量也有着直接的影响。
如果挤压温度、挤压压力等参数设置不合理,会导致挤压造粒的成型不均匀或者颗粒破损等问题。
我们需要对挤压造粒机进行严格的参数调控,保证设备的正常运行。
工艺流程的合理性也是造粒质量不稳定的重要原因之一。
在生产过程中,如果工艺流程设计不当,可能会导致料筒过长、挤压头过小等问题,从而影响到挤压造粒的成型。
我们需要对工艺流程进行合理的设计,确保每一道工艺的顺利进行。
造粒质量不稳定的原因有很多,解决这一问题需要我们从原材料的质量、设备的运行参数以及工艺流程的合理性等方面进行全面的探究和改进。
只有在各个方面都进行了充分的考量和调整,我们才能够保证挤压造粒机的造粒质量稳定。
针对造粒质量不稳定的问题,我们还可以从以下几个方面进行改进:1. 加强对原材料质量的检测和控制。
在使用原材料前,我们需要对原材料进行严格的检测,确保原料的质量符合要求。
我们还需要建立原材料质量档案,对原材料的来源、质量进行全面的记录和追溯。
通过以上改进措施,我们可以有效地解决造粒质量不稳定的问题,提高挤压造粒机的生产效率和产品质量,为企业的发展提供有力支持。
浅谈延长挤压机运行周期的方法
影响切粒机切刀寿命因素分析摘要:聚丙烯生产中,切粒机的运行参数,能够影响到产品的质量和设备的使用寿命,同时也直接影响造粒系统的长周期运行。
本文着重从切粒机切刀的结构、受力情况,结合3#聚丙烯装置这两年来切粒机切刀的使用情况,分析影响切刀使用寿命的因素,通过合理调整,使切粒机能够在较理想的参数运行,达到实现挤压机组长周期运行的目的。
关键词:切刀使用寿命接触压力空气压力切刀转速引言:3#聚丙烯装置采用日本JSW公司制造的挤压造粒机CMP230X-12AW型机组来进行挤压造粒,其切粒部件是ADC-45水下切粒机,该机组具有设计先进、操作方便、易于开车等优点。
但这种切粒机不易掌握模板和刀具之间接触压力的大小,需要长时间的摸索,致使切刀使用寿命过短。
本文从切刀结构和刀具的受力情况,结合切刀实际使用情况找出延长切刀使用寿命的方法。
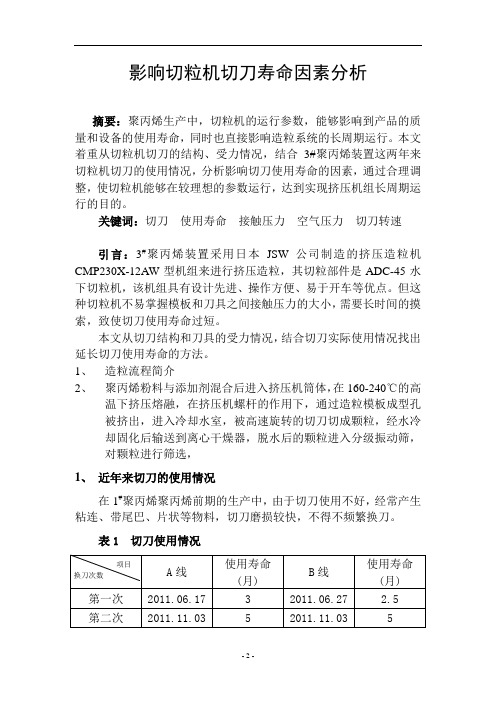
1、造粒流程简介2、聚丙烯粉料与添加剂混合后进入挤压机筒体,在160-240℃的高温下挤压熔融,在挤压机螺杆的作用下,通过造粒模板成型孔被挤出,进入冷却水室,被高速旋转的切刀切成颗粒,经水冷却固化后输送到离心干燥器,脱水后的颗粒进入分级振动筛,对颗粒进行筛选,1、近年来切刀的使用情况在1#聚丙烯聚丙烯前期的生产中,由于切刀使用不好,经常产生粘连、带尾巴、片状等物料,切刀磨损较快,不得不频繁换刀。
表1 切刀使用情况第三次2012.01.03 2 2012.01.03 2由表1可见,前期切刀的平均使用寿命只有3个多月,最短的才刚到2个月,而设计使用寿命为6个月,两者相差较远,针对这些情况,我们作了以下检查:a.测量模板的平面度;b.调整刀盘,测量刀盘的平面度;c.检查联轴节和轴承的磨损情况。
经过认真检查,确定以上项目均符合要求,我们初步判断厂方专家所设定的接触压力不当,接触压力在切刀使用过程中非常重要,下面将通过受力分析来进行阐述。
2、切粒机的工作原理及刀具与模板的受力分析2.1 切粒机工作原理该切粒机装置的特点是切粒机轴能自动朝模板面前进以补偿操作期间切粒刀具的磨损,因此,应将操纵杆和气缸连接,以便调节切粒机轴的运动。
聚丙烯的生产工艺技术分析及优化措施
聚丙烯的生产工艺技术分析及优化措施摘要:随着科技的进步,中国自主开发了聚丙烯循环生产技术,在聚丙烯生产中得到广泛应用。
虽然催化剂在这一过程中可以在中国独立制造,但仍有许多设备依赖外国进口。
因此,在今后聚丙烯生产技术的研究开发中,仍有必要加强新型催化剂的研究开发,不断借鉴国外先进的工艺方法,从其本质上去除炉渣,加强新型共聚催化剂、金属催化剂等的研究开发,加快我国聚丙烯生产技术的创新优化。
本文主要分析了聚丙烯的生产技术。
关键词:聚丙烯;生产工艺技术;市场分析引言聚丙烯的加工和力学性能相对较好,广泛应用于注塑、管材挤出、薄膜读数、涂层、蜘蛛和改性工程塑料等领域。
伴随着中国包装、电子、汽车工业的不断发展,工业发展加快,聚丙烯工业的发展要求不断提高,因此有必要对相关技术进行深入研究。
1、聚丙烯产品的特点聚丙烯及其加工产品广泛的应用于各个领域,聚丙烯是一种化学产品,市场上所有聚丙烯现在都有自己的特点。
聚丙烯具有一定的物理性质,如聚丙烯的稳定性很好,在正常情况下不会变形。
在聚丙烯的生产过程中,有必要严格控制其生产精度,减少误差,生产出高质量、无失真的聚丙烯。
当生产工艺和技术不符合要求或工艺中出现错误时,塑料产品会被聚丙烯变形,一些要求较高的行业的生产要求无法满足。
聚丙烯本身具有良好的物理性能和化学性能,但目前的生产技术不能充分展示聚丙烯的优点,这会导致聚丙烯产品使用中的一些缺陷,如聚丙烯产品只能耐高温,但不能耐冷,而且在低温或使用时间增加时容易变形或损坏。
聚丙烯产品被氧化,导致氧化反应暴露了其他缺陷。
为了充分体现聚丙烯产品的功能和特点,有必要加强聚丙烯生产技术的研究,提高生产技术,努力生产优质聚丙烯产品,满足市场日益增长的需求。
2、生产工艺技术现状2.1 Innovene气相工艺法此工艺的主要是特点是通过采用特有的、接近活塞流的卧式搅拌床反应器以及水平搅拌器,进而可以对整个床层进行有规则且缓慢的搅拌。
在反应床上还具有许多液、气相进料点,因此,催化剂、气体以及液体丙烯均可从这些进料点摄入。
聚丙烯压缩机长周期运行参数优化研究的开题报告
聚丙烯压缩机长周期运行参数优化研究的开题报告大家好今天我想和大家聊聊一个挺有意思的话题——聚丙烯压缩机的长周期运行参数优化。
咱们都知道,聚丙烯是塑料生产中的重要原料,而压缩机在聚丙烯生产过程中扮演着不可或缺的角色。
那咱们今天的主题就是,如何让压缩机在长时间运转中保持最佳状态,降低故障率,提高生产效率呢?这不仅仅是技术问题,更是对我们生产人员的一个挑战。
所以我今天就是要和大家一起探讨这个问题,看看有没有什么好的办法可以让聚丙烯压缩机“长寿”一些。
咱们先来了解一下聚丙烯压缩机的工作原理,简单来说压缩机是通过叶轮的旋转,把气体从低压区域抽到高压区域,从而实现气体的压缩和输送。
在这个过程中,压缩机的性能会直接影响到整个生产线的运行稳定性。
所以我们要是想让压缩机“长寿”,首先得从它的运行参数入手。
比如说压缩机的温度、压力、流量这些关键参数,都直接关系到它的性能和寿命。
那么我们为什么要关注这些参数呢?因为任何一个参数的变化,都可能引起压缩机的振动、噪音增大,甚至会导致密封件磨损、机械故障等问题。
这些问题不仅影响生产效率,还会对环境造成污染,损害企业的形象。
所以对这些参数进行优化,不仅能提高压缩机的使用寿命,还能为企业节省大量的维修和更换成本。
那具体应该如何优化呢?首先我们需要建立一个完善的监控系统,对压缩机的主要运行参数进行实时监测。
比如我们可以安装传感器,把各个关键参数转换成电信号,然后传输到我们的控制系统。
这样我们就能随时掌握压缩机的运行状态,及时发现并解决问题。
其次根据监测数据,我们可以对压缩机的工作模式进行智能调整。
比如当压缩机运行在高效区时,我们可以适当提高其负荷;而当负荷降低时,我们则可以优化其转速,以达到节能的效果。
同时我们还可以根据生产需求,灵活调整压缩机的运行时长,避免机器长时间处于高负荷状态。
当然了优化过程并不是一蹴而就的,它需要我们不断地试验、总结经验,然后再实践、再优化。
这个过程可能会很漫长,但只要我们坚持下去,就一定能取得好的效果。
Novolen气相聚丙烯装置长周期运行分析及对策_刘星火
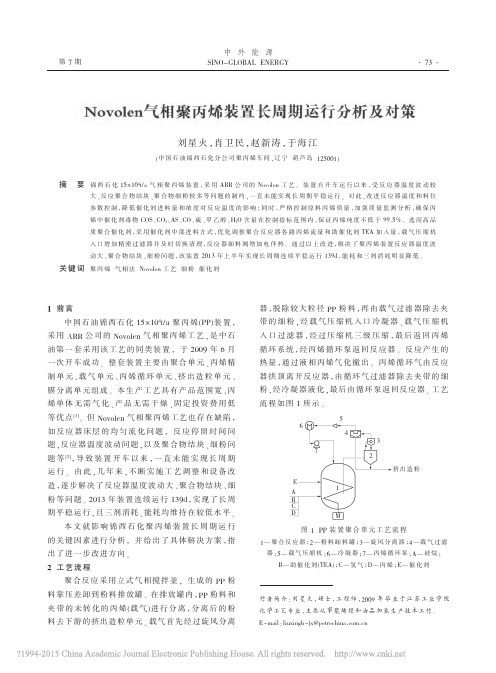
3.3 聚合物细粉问题 聚合物细粉是聚合颗粒尚未达到产品要求的
规格时,就被终止了反应,或被物流携带离开反应
器形成的。 聚合物细粉是气相聚丙烯工艺普遍存在 的 问 题[3]。 较 多 的 聚 合 物 细 粉 不 仅 增 加 了 过 滤 器 负 荷,缩短了滤袋使用寿命,而且一旦聚合物细粉穿 透过滤器,对下游设备运行将产生很大影响。 锦西 石化聚丙烯装置开车以来,细粉问题一直困扰着装 置运行。 例如,挤出造粒单元,由于细粉较多,产生 架桥,曾导致挤出机断料停车;载气压缩单元,由于 细粉的缘故,出现过载气压缩机入口过滤器频繁堵 塞、活塞和气缸表面累积磨损、压缩机密封磨损泄 漏、压缩机润滑油品质恶化、滑油过滤器堵塞等事 故。 因此,从源头上减少细粉的产生,降低对设备运 行的影响,是实现装置长周期运行的关键。 3.3.1 工艺方面
作 者 简 介 : 刘 星 火 , 硕 士 , 工 程 师 ,2009 年 毕 业 于 江 苏 工 业 学 院 化学工艺专业,主iuxingh-jx@
· 74 ·
中外能源 SINO-GLOBAL ENERGY
图 3 反 应 器 DC-310 平 稳 时 的 温 度 曲 线 (DCS 截 图 )
3.2 聚合物结块 通用的聚丙烯工艺, 无论是液相法还是气相
法,都存在聚合物结块现象。 结块不仅降低了聚合 物品质,而且会对设备造成损害,严重时导致装置 停 车 。 针 对 Novolen 气 相 聚 丙 烯 工 艺 ,结 块 主 要 是 由 于料位控制不稳定,导致反应不均匀产生的。
第7期
中外能源 SINO-GLOBAL ENERGY
· 73 ·
N o vo len气相聚丙烯装置长周期运行分析及对策
刘星火,肖卫民,赵新涛,于海江
聚丙烯挤压造粒机造粒质量不稳定原因及改进探究

聚丙烯挤压造粒机造粒质量不稳定原因及改进探究【摘要】本文旨在探究聚丙烯挤压造粒机造粒质量不稳定的原因及改进措施。
在介绍了研究背景、目的和意义。
接着在分析了聚丙烯挤压造粒机的工作原理、造粒质量不稳定的原因、挤压参数和机械结构对造粒质量的影响,并探讨了改进措施。
最后在提出了解决聚丙烯挤压造粒机造粒质量不稳定问题的方向,并展望了未来研究的发展方向。
本文系统地分析了造粒质量不稳定问题,为相关研究和生产提供了参考和指导。
【关键词】聚丙烯挤压造粒机、造粒质量、不稳定、原因、改进、工作原理、挤压参数、机械结构、措施、解决方向、研究展望1. 引言1.1 背景介绍聚丙烯挤压造粒机是一种常用的制粒设备,广泛应用于聚丙烯等塑料颗粒的生产过程中。
在实际生产中,有时候会出现造粒质量不稳定的情况,这不仅影响了产品的质量,还会增加生产成本和浪费资源。
造成聚丙烯挤压造粒机造粒质量不稳定的原因有很多,可能是挤压过程中温度、压力等参数设置不当,也可能是机械结构设计存在缺陷。
深入分析其原因,并通过改进措施来提高造粒质量是十分必要的。
通过对聚丙烯挤压造粒机的工作原理、造粒质量不稳定的原因分析、挤压参数和机械结构对造粒质量的影响等方面进行研究,可以为解决聚丙烯挤压造粒机造粒质量不稳定问题提供有效的解决方案。
这对于提高产品质量、降低生产成本具有重要意义。
1.2 研究目的研究目的是为了深入探究聚丙烯挤压造粒机造粒质量不稳定的原因,分析挤压参数和机械结构对造粒质量的影响,并提出有效的改进措施。
通过本研究,旨在解决聚丙烯挤压造粒机在生产中出现的质量不稳定问题,提高造粒效率和产品质量,促进挤压造粒技术的发展和应用。
通过深入分析研究,为今后相关领域的技术改进和创新提供科学依据和实用经验,为提高生产效率、降低成本、改善产品质量做出积极贡献。
1.3 研究意义聚丙烯挤压造粒机在塑料加工中起着重要作用,但其造粒质量不稳定问题一直存在,严重影响了生产效率和产品质量。
聚烯烃装置挤出造粒机组长周期运行优化
- 95 -第5期聚烯烃装置挤出造粒机组长周期运行优化杜佳庆1,刘峰2,徐达1(1.中国石油吉林石化公司乙烯厂, 吉林 吉林 132021)(2. 中国石油大连石化公司第五联合车间, 辽宁 大连 116000)[摘 要] 根据对某石化公司聚烯烃装置挤出造粒机组运行中出现的问题进行分析,采取一系列优化措施,包括改造螺杆密封、热油泵联轴器改型等,收到了显著效果,挤出造粒机组实现了长周期安全平稳运行,为全装置的平稳生产奠定了坚实基础。
[关键词] 聚烯烃装置;挤出造粒机组;优化措施;长周期;运行作者简介:杜佳庆(1982—),男,吉林洮南人,长春工业大学机械工程及自动化专业毕业,高密度聚乙烯装置设备主任,长期从事化工设备维护工作。
某石化公司聚烯烃装置挤出造粒机组采用德国科备隆公司的双螺杆挤压造粒机,挤出造粒机组是聚烯烃装置的关键设备。
由于机组自动化程度高,关联联锁较多,控制复杂,操作和维护都有很高的要求,机组开车13年来其连续运行周期一般在25~30天。
长期以来,针对挤出造粒机组稳定运行存在的薄弱环节,相关人员联合开展“会诊”,多年来根据挤出造粒机组运行中的问题逐一进行了攻关。
1 现有装置状况简介某石化公司聚烯烃装置采用德国科备隆公司ZSK350双螺杆同向挤出造粒机组。
挤出造粒机组设计能力为41.5t/h ,分别由主驱动单元、进料单元、熔融泵单元、热油单元,液压单元、水下造粒单元、颗粒水单元等组成。
2 存在的问题2.1 挤出造粒机组螺杆密封泄漏挤出造粒机组双螺杆为单端支撑,密封处的摆动量大,要达到良好的密封效果,技术难度较高。
该机组原密封配置为干式机械密封,外配吹扫氮气,氮气压力控制在0.02~0.1MPa ,流量控制在0~5m 3/h ,运行周期不足一年,螺杆密封一旦出现泄漏,影响机组安全运行,需要进行停机更换。
2.2 换网器在堵塞时不能实现在线切换聚烯烃装置常年生产管材料,添加剂加入量较大,挤出造粒机组换网器运行时间到30天时,由于换网器压差上升,需要切换备用换网器。
如何延长Unipol气相法聚丙烯装置反应系统运行周期

如何延长Unipol气相法聚丙烯装置反应系统运行周期作者:许杰鄂凡秦利辉来源:《石油研究》2019年第10期摘要:本文主要通过实际生产经验,总结各系统对装置长周期运行的影响,提出实现装置长周期运行的建议和措施。
关键词:聚丙烯;反应系统;长周期前言聚丙烯是一种合成树脂材料,由于其密度低、易加工、耐化学腐蚀性、耐热性好等特点广泛应用于工业生产的多个方面。
但是在其聚合过程中,聚合系统运行状况直接关系到树脂材料的各项性能,同时反应系统的平稳运行是制约装置长周期运行的关键,也是炼油化工一体化企业终端产品的关键装置,在炼油化工一体化企业加工流程中占据重要地位,因此提高反应系统的运行质量显得尤為重要。
一、原料精制系统的运行Unipol工艺原料精制的理论基础是吸附,包括物理吸附和化学吸附。
该工艺使用的主催化剂为高活性载体催化剂,经三乙基铝活化后形成活性中心引发丙烯进行聚合反应,而丙烯或者其他原料中的某些杂质会占据催化剂的活性中心,从而使催化剂失去活性。
常见的有害物质有:水、氧气、一氧化碳、二氧化碳、硫、砷类化合物及醛类等[1]。
如果进入丙烯精制系统的丙烯杂质含量超过精制床的脱除能力就会导致进入反应器的丙烯杂质超标,从而引起催化剂活性下降,反应减弱。
确保精制后原料达到气相聚合级别,满足生产需要。
1、各原料精制床必须严格按照要求进行再生,建立床层再生台账,进行详细记录,避免超出再生周期运行。
2、不同的床层精制原理各异,再生要求也不尽相同,因此必须严格按照操作规程进行操作,防止由于操作不当造成床层超温运行,造成分子筛的破坏。
3、脱气塔的塔釜温度、塔顶排放流量,任何工艺参数的偏离都有可能带来轻组分脱除不彻底的风险。
4、各精制床分子筛的使用年限及分子筛更换周期必须严格按照分子筛的MSDS执行,任何超期服役的精制床都无法保证原料杂质的有效脱除。
二、聚合反应系统的运行1、气速的控制较低的SGV(< 0.32m/s)下,反应器流化不充分,死区的存在,会严重影响聚合反应的传质传热,聚合热无法及时撤出就会引起树脂的粘连和融化,形成块料。
聚丙烯装置挤压造粒机运行问题分析及处理

聚丙烯装置挤压造粒机运行问题分析及处理摘要:聚丙烯装置粒料产品转化过程中的重要步骤就是挤压造粒机的运行,挤压造粒机是聚丙烯装置能否正常转化的一种极为重要的机组设备,随着工业技术的不断进步和发展,相关人员将挤压造粒机的自动化水平不断提升,从而推动聚丙烯装置转化的质量和效率,挤压造粒机具有机、电、仪高度一体化的机组,与此同时还具有高度的自动化水平,因此挤压造粒机的平稳运行就需要相关人员提高重视程度,文章就围绕聚丙烯装置挤压造粒机运行中的问题以及处理方法展开介绍,希望能够进一步提升聚丙烯装置转化的效率。
关键词:聚丙烯装置;挤压造粒机;问题;处理一、前言近几年来,我国的经济发展水平在不断提高,国内的各项事业也都取得了众多成就,在这样的背景下,工业发展水平逐步提升,相关的工业技术也在不断进步,随着自动化技术的出现和发展,我国的工业逐渐朝着自动化的方向发展,在聚丙烯装置的工业生产过程中,挤压造粒机占有重要位置,它的正常运行会关系到聚丙烯装置的安全、平稳、长效以及优良的工作,与此同时还十分有利于装置的清洁生产,能够在很大程度上提升聚丙烯装置的经济效益,有利于工业的现代化进程。
二、关于挤压造粒机的概述2.1关于挤压造粒机的基本简介和工作原理使用挤压造粒机的过程就是一个干法造粒过程,主要是通过压力来使得固体的物料进行团聚,其驱动设备主要是两个反向旋转的辊轴挤压、液压系统或者辊轴由偏心套,挤压造粒机首先会对物料中的空气进行挤压,消除间隙[1]。
2.2关于挤压造粒机的注意事项挤压造粒机在开车前、开车过程中和停车后都需要相关人员进行重视,做好开车前的准备工作,在运行的过程中要注重速度,停车后关闭电源[2]。
三、关于聚丙烯装置挤压造粒机运行问题的概述3.1关于挤压造粒机主电机扭矩过高的问题在聚丙烯装置挤压造粒机的运行过程中,当油润滑系统出现故障的时候,挤压造粒机的主电机因为承载着主要功能和作用,就会容易受到油润滑系统故障的影响,从而使得主电机的输出轴与齿轮箱的出入轴对中不良,或者一旦电机或者离合器在震动的过程中出现问题,都会影响到主电机的正常运行,主要是通过对主电机中轴承装置的破坏来实现的,轴承一旦故障就会引发主电机扭矩过高的问题,除此之外喂料负荷过大或物料熔融不良也都会导致主电机扭矩过高,主电机扭矩过高的问题完全可以通过相关措施进行避免[3]。
聚丙烯装置挤压造粒机运行问题分析及处理
聚丙烯装置挤压造粒机运行问题分析及处理关键词:聚丙烯;挤压造粒机;安装控制点;开车调试引言SJSH-350P挤压造粒机是大榭石化四期30万吨/年聚丙烯的关键生产设备,由中国大连橡胶塑料机械有限公司生产,单机最大负载可达到47t/h,采用11000kW主电机和1400kW的齿轮泵,其作用是将聚丙烯粉末与助剂混合熔融,经过切粒机在水下切粒冷却固化进入下游辅助设备干燥和筛分,再送往掺混料仓,切粒的作用便于储存和运输。
挤压造粒成套系统主要设备包括:主电机,减速箱和气动摩擦离合器,螺杆和筒体,换网器,齿轮泵,切粒机和其他辅助设备组成。
整套设备多,调试周期长,质量控制点多,本文将针对减速箱、螺杆、齿轮泵、切粒机等的具体安装和调试要点进行分析和阐述。
1聚丙烯装置挤压造粒机的设备和零部件安装分析1.1减速箱减速箱是传动装置的核心部件,它的作用是把传动装置所产生的动能,通过减速、增扭,分别传递到两个螺杆上,使两个螺杆同向旋转,承受在输送熔融粉料时,螺杆产生的反作用力。
减速箱是转矩分流和轴向作用力的传动变速箱。
根据聚丙烯年产量和设计需求,选择功率为11000kW和1485rpm的大功率主电机,而在输出端采用低扭矩、高扭力的闭式斜齿轮的扭矩分流传动的减速箱。
因此,对于减速箱来说,扭矩保护是非常重要的[1]。
主电动机与减速箱的输入端联接采用了气动摩擦离合器,主要由摩擦盘,弹性联轴器、速度传感器组成。
它有两块金属摩擦盘,每块摩擦盘两边固定安装摩擦片,摩擦片由螺栓固定,摩擦片一般使用石墨或聚四氟润滑材质。
工作时,压缩气体将压板轴向压缩,靠摩擦片和压板之间的摩擦力传递扭矩,具有扭矩限制保护功能,保护设备的安全运行。
在挤压造粒机正常运行时,气动摩擦离合器处于闭合状态,气动摩擦离合器配置一个气控箱,气源动力为仪表风,用于控制摩擦离合器的分离和闭合,当气控压力达到设定压力时,摩擦离合器处于闭合状态,当气控压力低于设定值时,靠复位弹簧使摩擦片处于分离状态。
聚丙烯环管法生产运行方案设计研究
聚丙烯环管法生产运行方案设计研究一般生产的聚丙烯树脂中,等规结构的含量为95%,其余为无规或间规聚丙烯。
工业产品以等规物为主要成分。
聚丙烯也包括丙烯与少量乙烯的共聚物在内。
通常为半透明无色固体,无臭无毒。
由于结构规整而高度结晶化,故熔点高达167℃,耐热,制品可用蒸汽消毒是其突出优点。
目前,聚丙烯的生产工艺按聚合类型可分为溶液法、淤浆法、本体法和气相法和本体法-气相法组合工艺5大类。
标签:聚丙烯;环管法;生产运行;设计研究0.前言聚丙烯,英文名称:Polypropylene,简称:PP,日文名称:ポリプロピレン。
由丙烯聚合而制得的一种热塑性树脂。
按甲基排列位置分为等规聚丙烯(isotaeticPolyProlene)、无规聚丙烯(atacticPolyPropylene)和间规聚丙烯(syndiotaticPolyPropylene)三种。
密度0.90g/cm3,是最轻的通用塑料。
耐腐蚀,抗张强度30MPa,强度、刚性和透明性都比聚乙烯好。
缺点是耐低温冲击性差,较易老化,但可分别通过改性和添加抗氧剂予以克服。
其特点是:无毒、无味,密度小,强度、刚度、硬度耐热性均优于低压聚乙烯,可在100度左右使用.具有良好的电性能和高频绝缘性不受湿度影响,但低温时变脆、不耐磨、易老化.适于制作一般机械零件,耐腐蚀零件和绝缘零件。
常见的酸、碱有机溶剂对它几乎不起作用,可用于食具。
1.环管法生产聚丙烯运行方案的设计1.1密度控制范围密度控制范围:由任务书给出生产能力为年产10万t,每年按300天的生产量来计算,即每小时的生产量为105/(300*24)=13.8t/h,查资料知70℃时,液态丙烯ρ1=500kg/m3,聚丙烯的密度ρ2=910kg/m3。
出料的下限密度:ρ=m/(V1+V2)=m/(m*45%/ρ1+m*55%/ρ2)=665kg/m3出料的上限密度:ρ=m/(V1+V2)=m/(m*35%/ρ1+m*65%/ρ2)=665kg/m3=703kg/m3则最终出料的密度范围为665kg/m3~703kg/m3。
聚丙烯造粒机长周期运行的技术措施

Te h c lM e s r s f r Lo g Te m e a i n o h c ni a a u e o n r Op r to ft e PP r n l t r G a uao
Ab tac : Th o g k n umma y f r t e p r t n i a in o h P r n l tr i e e t t r e sr t r u h ma i g a s r o h o e ai st t f t e P g a u ao n r c n h e o u o y a s t e f co s t a f ce n t e l n em p r t n o h a u a o n 2 0 k/a p lp o y e e p a t e r , h a t r h te f td o h o g tr o e ai ft e g n l tr i 0 t o y r p l n l n e o r
p le , s r e a l n O o r ov d. Th o y r p l n a u a o n t o a y r nn n i a el t c e n f u ta d S n we e s l e e p lp o y e e g n l tr i he c mp n u i g t r me h d
w sa ay e . Ac o d n o t e c aa t ro e p l p o ye e p a t ma y fc o st a f ce n l n e a n lzd c r i g t h h r ce f h oy r p l n l n , t n a tr h t f td o o g t r e e m o e ain o e g a u ao s s mma ie . E p c al , t e f co a f c e n t e l n e m p r t n o p r t ft r n l trwa u o h r d z s e il y h a t rt tef td o h o g tr o ea i f h e o t e g a u ao n t e p lme i t n tc n lg e s w s p it d o t A d a c r ig t i e e tc n t i t h rn ltr o h oy r a i e h o o y tr a on e u . n c o d n o df r n o sr n s z o m f a fc o s t e c r s o d n ou i n n a u e a u o w r . T e p o l ms o e elt i e u a a tr , h o r p n i g s l t s a d me s r s w s p t fr a d e o h r b e f w t p l , r g lr e
Innovene聚丙烯工艺操作运行问题与优化
第48卷第10期2020年5月广 州 化 工Guangzhou Chemical IndustryVol.48No.10May.2020Innovene 聚丙烯工艺操作运行问题与优化陶 龙(神华榆林能源化工有限公司,陕西 榆林 719000)摘 要:通过对催化剂进料㊁聚合反应㊁气锁等系统的操作运行进行分析,结合装置实际生产情况,从工艺设计㊁日常操作维护㊁设备检修维护等方面提出了防止主催化剂喷嘴堵塞㊁含三乙基铝废油回收㊁防止反应器浮动段轴承失效㊁减缓反应器过顶冷凝器管束结垢和内漏㊁减缓沉降器过滤器滤芯破损和防止沉降器尾气压缩机气阀失效等措施,减少非计划停车次数,延长运行周期,提高装置的经济效益㊂关键词:Innovene 聚丙烯工艺;三乙基铝;浮动端;反应器过顶冷凝器;沉降器 中图分类号:TQ325.14 文献标志码:B文章编号:1001-9677(2020)10-0145-04作者简介:陶龙(1982-),男,大学本科,工程师,主要从事聚烯烃产品的开发和生产管理工作㊂Operation Problems and Optimization in Innovene Polypropylene ProcessTAO Long(Shenhua Yulin Energy Chemical Co.,Ltd,Shanxi Yulin 719000,China)Abstract :Through analyzing the operation and the actual situation of the catalyst feed,polymerization,blow-case unit and so on,the measures were put forward:preventing the main catalyst nozzle from blocking,recovery of the waste oil containing triethyl aluminium (TEA),preventing the failure of the reactor floating-end”bearing,slowing down scaling and leakage of overhead condenser,slowing down the damage of settler filter and preventing the failure of settler off-gas compressor valve in the aspects of process design,daily operation,equipment maintenance and so on.These measures can effectively reduce the times of shutting down,extend the plant running cycle and improve the economic benefits.Key words :Innovene polypropylene process;triethyl aluminum;floating-end;reactor overhead condenser;settlerInnovene 聚丙烯工艺又名BP-Amoco 聚丙烯工艺,是当今最先进的聚丙烯生产工艺技术之一,可生产均聚㊁无规㊁一般抗冲和高抗冲聚丙烯牌号㊂Innovene 聚丙烯工艺特点是使用带水平搅拌器的反应器和高活性的催化剂,具有能耗低㊁过渡料少㊁产量高㊁操作可靠性高㊁操作弹性大㊁产品均一性好㊁质量控制好㊁工艺步骤简单㊁安全及环境友好等优点㊂一套典型的Innovene 聚丙烯工艺装置主要由原料精制㊁催化剂进料㊁第一聚合反应㊁气锁器㊁第二聚合反应㊁粉料脱气与净化㊁膜回收㊁挤压造粒㊁粒料均化和输送系统等组成㊂催化剂喷入到第一反应器的第一区,分散到粉料床层上,丙烯在反应器中以气相方式连续聚合,液相丙烯从反应器顶部喷洒到粉料床层表面,通过液态丙烯气化来移除反应热,气化丙烯经过旋风分离器后离开反应器,送往反应器顶部冷凝器并部分冷凝㊂利用温水系统将冷凝热转移到循环水中,冷凝液收集在反应器过顶分离器,通过急冷液泵送回反应器㊂未冷凝的气体离开顶部分离器后,进入循环气体压缩机,升压后循环返回反应器底部㊂第一反应器中反应生成的聚丙烯粉料经过气锁器系统进入第二反应器,在第二反应器中继续反应后经袋式过滤器进入脱气仓㊂粉料在脱气仓中失活脱气后经粉料输送系统进入粉料仓,然后进入挤压造粒机加入添加剂后变成粒料,最后经掺混㊁包装,外送销售㊂本工作针对Innovene 聚丙烯工艺特点比较鲜明的单元/系统(如催化剂进料㊁聚合㊁气锁器系统等)存在的问题进行分析研究,提出相应的改进措施,可显著减少装置的非计划停车次数,对Innovene 聚丙烯装置安全生产和长周期运行有重大意义㊂1 催化剂进料系统1.1 主催化剂喷嘴堵塞催化剂在矿物油中的浓度为30%(w ),是一种高黏稠的 浆液”㊂催化剂从库房中领出后一般先放置在有取暖保温功能的房间内24~48h,然后在滚桶器上滚12h 以上,再加入到带搅拌器的催化剂储罐中,确保催化剂颗粒均匀分散在矿物油中[1]㊂催化剂流量计㊁膜盒压力表引压口㊁导淋或排空口(排空口朝上设计)㊁单向阀等处可能存在死区,反应器停车时必须立即使用新鲜矿物油将催化剂泵㊁输送管线㊁流量计㊁膜盒压力表引压口㊁导淋或者排空口㊁单向阀等处冲洗干净,否则管线中残存催化剂长时间不流动就会沉降,催化剂小颗粒会黏结成大颗粒,待下次反应器重新投料时这些大颗粒就会进入反应器结块㊂催化剂颗粒出现黏结或沉降,脱落下来的较大催化剂颗粒随着丙烯流堵塞催化剂喷嘴,导致催化剂的雾化形态变差,造成反应器结块㊂另外,堵塞催化剂喷嘴的杂物可能来自新催化剂桶或者卸料过程,在催化剂储罐加料口设置可拆卸式锥形滤网,孔隙一般在2.0~2.5mm,可过滤掉杂物,每次向146 广 州 化 工2020年5月催化剂储罐卸催化剂前,一定要清理掉催化剂短接螺纹上残存的旧聚四氟乙烯带,防止聚四氟乙烯带顺着催化剂浆液流入催化剂储罐,堵塞催化剂喷嘴㊂当发现催化剂喷嘴堵塞后,应及时切换催化剂喷嘴,增加冲洗催化剂的丙烯流量来疏通喷嘴,一些较小或者较软的杂物很大概率被冲入反应器内㊂如果催化剂喷嘴变形或无法疏通,一定要利用停工机会更换或者清理催化剂喷嘴㊂当停工或者检修时间较长时,可以将催化剂喷嘴拆下来检查,用干净的新鲜水做喷雾试验,发现分散不好的喷嘴应及时更换㊂1.2 三乙基铝的回收三乙基铝是丙烯聚合的助催化剂,用来活化主催化剂和祛除反应系统中的水㊁甲醇㊁氧㊁二氧化碳等杂质㊂三乙基铝遇空气燃烧,遇水爆炸,危险性高,通常使用专门的运输罐运到现场,然后现场与工艺系统连接㊂Innovene 聚丙烯工艺一般设计两个运输罐直接与三乙基铝进料泵连接,两个罐交替供料,切换罐时三乙基铝进料泵容易不上量,要向密封油罐进行排放和冲洗,会造成三乙基铝损失㊂另外,这种设计容易造成运输罐内留有残液,也会造成三乙基铝的损失㊂装置在工程设计时可考虑增加一个三乙基铝中间储罐,运输罐中的三乙基铝先卸入储罐中,使用氮气将运输罐的残液全部吹入储罐,可减少三乙基铝的浪费㊂同时由储罐直接给进料泵供料也不会造成切换罐时泵不上量的情况㊂图1 含三乙基铝废油回收工艺流程图Fig.1 Process flow diagram of recoverying oil containingtriethyl-Aluminum 三乙基铝运输罐更换㊁含三乙基铝废气排放㊁三乙基铝进料泵故障或者管线堵塞时都要使用新鲜矿物油冲洗,会产生大量含三乙基铝的废油㊂近些年,随着环保压力的增大,处理含三乙基铝废油需要花费高昂的费用㊂笔者所在工厂采用了一种直接向反应系统回收三乙基铝废油的方法,可大大减少含三乙基铝废油的处理费用[2]㊂具体做法是:先将三乙基铝废油排入密封油罐,当密封油罐液位达到规定值时,打开密封油罐底部侧出料线,启动密封油罐底部的回收泵,使三乙基铝和矿物油混合均匀,然后将废油以较小的流量(一般不超过5kg /h)注入反应系统㊂回收时根据反应活性,可适当降低反应器新鲜三乙基铝的流量,使三乙基铝进入反应器的总量保持稳定㊂如果反应系统出现波动,立即停止向反应系统注入废油,用新鲜矿物油将废油管线冲洗干净㊂需要注意,密封油罐必须一直保持氮封,防止空气进入密封油罐与三乙基铝反应生成氧化铝颗粒,堵塞反应器喷嘴㊂含三乙基铝废油向反应系统回收的工艺流程见图1㊂2 聚合系统聚合系统作为Innovene 聚丙烯工艺的核心单元,操作运行稳定影响着装置的长周期运行㊂笔者所在的Innovene 聚丙烯装置出现过反应器浮动端轴承失效㊁反应器过顶冷凝器换热能力下降等对装置稳定运行影响较大的问题,下面对这些问题进行分析研究,并提出预防和解决措施㊂2.1 反应器浮动段轴承失效反应器浮动端轴承密封有两道,石墨-聚四氟乙烯唇封+丙烯气吹扫㊂反应器压力出现波动时,上升至穹顶的粉末会沿压力平衡管线回落至浮动端封头内,如果轴承和密封磨损,粉末顺着磨损处缓慢进入浮动端,继续反应结成塑化状块料㊂随着浮动端料位的增加,塑化的树脂逐渐将轴承盒包裹住,进一步加速轴承磨损,逐渐长大的块料甚至会顶坏注油管线㊂轴承故障后在强大输入功率作用下,下沉的搅拌轴轴头削弱了端板冲洗效果,甚至与端板发生滑动摩擦㊁浮动,造成此处粉料熔融成块状或条状料[3]㊂为了减少穹顶沿压力平衡管线回落至封头的粉末量,可以在压力平衡管线靠近穹顶侧加一股反吹气㊂如果整个反应器搅拌器没有全部抽出检修过或者浮动端短轴未更换过,通常一台反应器轴承磨损的位置基本是一样的,可在更换浮动端轴承时将易磨损侧间隙适当调大一些㊂此外,在保证搅拌轴被粉料全覆盖的情况下尽量降低控制料位㊂如果粉料料位过高,没过搅拌轴的粉料在重力作用下较容易顺着唇封进入封头,较低的料位可以减缓这种情况㊂当轴承和密封出现磨损时,聚丙烯粉末不可避免地进入未形成密闭空间的轴承盒中,从而破坏润滑油膜,造成轴承润滑失效而损坏㊂原设计轴承盒只有轴承进油孔,无排油孔,无法直观监测润滑脂是否混入粉末㊂为实现轴承润滑油的置换并监测润滑油质量,在图2轴承排油所示处开一孔,通过不锈钢管引至反应器封头外㊂为防止轴承盒内润滑油和丙烯气直接排出,可在轴承盒排油管下游设置集油缓冲器,实现安全排放㊂轴承盒密封和收集器的结构示意见图2㊂图2 轴承盒密封示意图Fig.2 Schematic diagram of the bearing boxseal图3 油收集器示意图Fig.3 Schematic diagram of oil collector2.2 反应器过顶冷凝器换热能力下降第48卷第10期陶龙:Innovene聚丙烯工艺操作运行问题与优化147 反应器过顶冷凝器为固定管板式换热器,工艺气走管程,循环水走壳程,专利商设计材质为碳钢,换热管换为光亮管㊂通常换热能力下降主要有以下两个原因:一是离开反应器的尾气中含有少量细粉,特别在生产共聚牌号时细粉发黏,容易挂在换热管内壁上,造成换热能力下降制约装置高熔体流动速率和高抗冲共聚产品的开发㊂当换热器换热能力下降到一定程度,就需要用高压水清洗换热管,换热器清理至少需要停车2~3天㊂此外,清洗换热器管束时接触空气,管内壁易生锈,表面抛光度下降,造成下一个运行周期时管壁更容易挂粉,清理频次会越来越快,换热器整体换热能力会逐渐下降,即使用高压水清理也不能恢复到之前运行周期的换热效果㊂针对这一问题,过顶冷凝器可在装置设计时或者更换新换热器时材用双相钢材质,管程使用不锈钢,内管壁可以达到很高的抛光度,不容易挂粉,而且用高压水清洗换热器时管壁也不会生锈㊂壳程(循环水侧)考虑到Cl-腐蚀,选择碳钢材质㊂此外,有专利提到一种Innovene聚丙烯工艺反应器冷凝器清理的方法,即在反应器过顶冷凝器气/液相出口各设置两道手阀,在反应器过顶冷凝器入口设置一条排火炬管线㊂利用过顶冷凝器下游的气液分离罐对冷凝器的管束进行反吹,将管壁上的粉末吹入火炬系统,用中压氮气给分离器升压保证吹扫压力,吹扫时气量要大,保证吹扫效果㊂需要注意的是,冷凝器吹扫全程压力不得低于0.7MPa,防止冷凝器被低温冻坏㊂使用这种方法清理时间不超过1天,可在反应器短期停车时择机实施[4]㊂清理过程不接触空气和水气,可防止换热管束生锈㊂二是换热器循环水侧容易腐蚀内漏㊂内漏不仅造成换热器换热能力下降,也严重影响换热器的使用周期和使用寿命㊂换热器工艺介质泄漏后容易在冷却管束的外壁表面形成一层油膜,从而影响了传热和冷却㊂另外,泄漏介质与循环水中的悬浮物结合减缓污垢的生成,特别是水流较慢的部位污垢沉积最多,并引起垢下腐蚀㊂循环水中Cl-含量较高,也会出现Cl-腐蚀,产生点蚀[5]㊂另外,投用前的新换热器要进行碱(酸)洗㊁中和或者预膜处理,使其金属表面形成均匀的金属钝化膜㊂由于过顶冷凝器的循环水侧无法拆开清理,可以定期使用氮气对过顶冷凝器容易结垢的低点一侧进行吹扫,使新垢泥松动脱落被水流冲走,防止进一步结垢㊂为便于吹扫,可以在低点一侧多设置几个排水口㊂在换热器回水管设置引水管和可燃气检测器,当换热器内漏时检测器就会报警㊂另外,也可以定期监控循环回水的化学需氧量来判断换热器是否内漏㊂当换热器内漏较大时,温水泵电流或者温水流量会出现明显波动,日常操作时要注意监控㊂3 气锁器系统气锁器系统设置在第一反应器和第二反应器之间,将粉料从第一反应器转移至第二反应器,气体组分通过沉降器尾气压缩机加压打回第一反应器,气锁器系统可以起到很好地隔离作用,防止两个反应器气相组分交叉污染,影响产品质量控制㊂3.1 沉降器过滤器滤芯破损沉降器过滤器滤芯为烧结金属滤芯,价格昂贵,笔者所在工厂多次出现破损情况㊂过滤器反吹气罐处于聚合框架的最高处,伴热形式为电伴热,北方地区冬季气温较低时,容易造成反吹气液化,冻坏滤芯㊂过滤器反吹罐及管线最好使用蒸汽伴热,伴热管线设计成撬装形式,伴热效果会更好㊂反吹罐底部设置排凝管线,当气锁器系统停车时,可以将反吹罐内丙烯排干净,防止反吹气积聚液化,再次开车时冻坏过滤器滤芯[6]㊂沉降器过滤器反吹气操作压力为2.7MPa,而沉降器操作压力为0.7~0.8MPa,反吹气压力与沉降器过滤器的压差过大,且沉降器压力每3~4min就要升降一次,滤芯极易疲劳破损㊂可在反吹罐入口增加减压阀,将吹扫气压力降低到1.6~ 1.7MPa,并将气动吹扫阀后的手阀开度关上1/2~2/3来减缓吹扫气对滤芯的冲击,通过这两点调整,笔者所在工厂沉降器过滤器滤芯连续两年未见破损㊂原则上只要满足滤芯的吹扫效果,可以进一步降低反吹气压力和关小手阀㊂3.2 沉降器尾气压缩机气阀失效沉降器尾气压缩机为往复式压缩机,作为Innovene聚丙烯装置的核心设备之一,一般选择瑞士布克哈德压缩机公司的产品㊂沉降器尾气压缩机出口压力约为2.2MPa,排气温度在130℃左右,压缩机工作压力跟着气锁压力一直在波动,特别是在气锁器卡停时,由于压缩机来气压力波动,压缩机气阀温度最高可达140℃以上㊂沉降器尾气压缩机进口气阀为蘑菇头阀(见图3),含有一种聚醚醚酮材质的密封元件,最高使用温度为150℃,超过这个温度,密封原件就会疲劳损坏,造成气阀失效[7]㊂压缩机启动时气阀受力最大,气阀密封件疲劳后极易失效,因而气阀失效主要出现在压缩机开停车㊂针对这种情况,笔者所在工厂联系国内厂家,将气阀型式改为网状阀(见图4),阀片材料采用一种碳纤维编织体的复合树脂,碳纤维含量高达65%(w),气阀耐受温度可以达到220℃,能显著降低沉降器尾气压缩机气阀失效的问题㊂图4 蘑菇头气阀图Fig.4 Mushroom head type gas valvediagram图5 网状气阀图Fig.5 Grid type gas valve diagram4 结 论(1)从日常维护和工艺设计方面提出了催化剂系统定期清(下转第171页)第48卷第10期郭祯,等:‘工程化学“微课教学模式研究及实践1715 结 语综上,通过构建与完善‘工程化学“微课教学资源库,学生利用手机㊁电脑等移动多媒体播放设备随时随地学习,打破传统教学模式,利用碎片化时间预习和复习,增强了学习积极性和主动性,提高了学习效率,在全校非化学专业中实施推广,反馈良好,取得初步成效㊂这种微课教学模式的研究与实践对于‘工程化学“教学发展具有重要积极意义,对非化学专业学生学习‘工程化学“课程起到了正向促进作用㊂今后还需在教学观念㊁教学方法㊁教学手段和教学资源等方面继续探索与实践,构建集理论教学㊁网络环境㊁实验教学等多层次㊁多形态的立体化教学体系,实现多层次㊁全方位㊁立体化教学模式㊂参考文献[1] 刘春红,冯志彪,隋春霞,等.以慕课和微课为基础的翻转课堂教学模式在有机分析课程中的研究与实践[J].化工高等教育,2018(1):84-89.[2] 吉琛,高宏峰.浅谈微课在大学化学教学中的应用[J].广州化工,2017,45(10):191-193.[3] 尹爱萍,曹叶霞,杨洁,等. 翻转课堂”在‘无机化学“教学中的应用研究[J].广州化工,2017,45(10):163-164.[4] 吴芳辉,魏先问,叶明富,等.无机化学微课教学模式的应用实践[J].安徽工业大学学报(社会科学版),2016,33(6):78-79. [5] 潘杰峰,阮慧敏,沈江南.论微课对大学生课堂新型学习方式的促进作用 以电渗析工程学为例[J].化工高等教育,2018,35(5): 108-112.[6] 欧阳辉祥.浅析微课对化学教学模式变革的影响[J].广州化工,2017,45(13):189-190.[7] 孙家娟,范广,马占营.微课在大学化学实验教学中的应用[J].西部素质教育,2015,1(11):93-95.[8] 廖献就,黎燕,李梅,等.微信支持的微课培养学生自主合作学习能力的研究 以民族医学院校分析化学课程为例[J].教育教学论坛,2016(52):266-267.(上接第147页)理和催化剂加料口加滤网的措施防止主催化剂喷嘴堵塞; (2)从设备检修维护和方面提出了反应器浮动端轴承盒密封增加排油管和油收集器的措施来防止反应器浮动段轴承失效;(3)从设备选型㊁生产操作㊁检修维护方面提出了换热器更换为双相钢材质和改进换热器清理方法的措施来减缓反应器过顶冷凝器管束结垢和内漏;(4)从工艺设计和操作方面提出了降低反吹气压力和调小反吹气手阀开度的措施来减缓沉降器过滤器滤芯破损; (5)从气阀选型入手提出了将气阀密封件材质更换为耐高温的复合树脂材料的措施来防止沉降器尾气压缩机气阀失效㊂参考文献[1] 陈陆军,许杰,等.气相法聚丙烯装置主催化剂进料系统的控制及运行分析[J].化工管理,2016,23(10):43-45.[2] 于银海,朱伟.三乙基铝在聚烯烃化工生产中的回收与处理方法[J].化工技术与开发,2012,41(3):57-58.[3] 王春领.气相法聚丙烯装置卧式反应釜浮动端轴承失效分析及对策[J].安全技术,2016,16(4):9-11.[4] 陶龙,杨韬,姜兴亮.反应器过顶冷凝器的清理方法[P].中国:ZL201510237094.9,2018-9-18.[5] 张庆武.换热器内漏失效浅析[J].石油化工设备技术,2009,30(2):65-66.[6] 张春秀,曹云飞,牛伟伟,等.独石化聚丙烯装置气锁器过滤器反吹系统改造[J].石油化工设计,2014,31(1):63-64. [7] 张子建.沉降器尾气压缩机气阀故障原因分析与解决方案[J].流体机械,2018,46(2):50-54,59.。
聚丙烯装置挤压造粒机运行问题分析及处理

聚丙烯装置挤压造粒机运⾏问题分析及处理聚丙烯装置挤压造粒机运⾏故障分析及处理刘利1常娟2李强2(1.⽟门海外项⽬乍得炼⼚聚丙烯车间;2. ⽟门炼化总⼚聚丙烯车间)挤压造粒机是聚丙烯装置粒料产品转化的重要机组,它集机、电、仪⾼度⼀体化,⾃动化程度⾼,因此在运⾏过程中常会出现⼀些难以诊断的故障,影响装置的正常⽣产。
乍得恩贾梅纳炼油有限公司聚丙烯装置采⽤的是德国Coperion下属BKG公司制造的ZSK133型挤压造粒机组,从2010年8⽉开⼯⾄今,发⽣过⼀系列故障停车事件。
针对聚丙烯装置挤压造粒机出现过的故障进⾏原因分析,制定相应的解决措施,并从中总结出规范性的操作,优化了造粒机的操作,减少了停车事件的发⽣,保障了装置的长周期运⾏。
1 挤压造粒机简介乍得恩贾梅纳炼油有限公司聚丙烯装置挤压造粒机是由德国Coperion下属BKG公司制造的ZSK133型双螺杆同向啮合型挤压机,主要由主电机、减速箱、筒体、开车阀、换⽹器、⽔下切粒机等部分组成,其作⽤是将聚丙烯粉料与添加剂均匀混合,加热、融熔、混炼、挤压和切粒,负责将聚丙烯从粉料转化成成品料的⼯艺过程。
图1 挤压造粒机组流程简图挤压造粒机组流程见图1。
同向啮合的双螺杆由主电机驱动,经过减速器⼆级转速输出,聚丙烯粉料和添加剂由计量秤计量后经过在线混合加⼊到挤压机中,产品在筒体中经过加热融化、混炼均化,经模板模孔被挤压成股出来,由切粒机在切粒⽔室进⾏⽔下切粒,聚合物粒料被切粒⽔带⾛,再经过⼲燥、筛分等过程送⼊粒料成品料仓。
2 挤压造粒机常见运⾏故障2.1 开车时进⼑位置异常开车时合上切粒机后,⼑轴没有前进到磨⼑正常时的位置,这样在切⼑和模板之间就存在⼀个较⼤的空隙。
当熔融聚合物料挤出模孔后,如果切⼑不够锋利,就会产⽣垫⼑从⽽引起切粒机扭矩⾼报停车。
⼑轴没有前进到位,除去机械⽅⾯的原因,问题还是出在液压油系统上。
更换切粒机的液压油,并对系统循环排⽓。
同时适当提⾼开车时进⼑压⼒设定值和切⼑的转速。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
探究聚丙烯造粒机长周期运行的技术措施
本文将聚丙烯造粒机作为主要的研究对象,对聚丙烯造粒机在长周期运行过程中的经验进行总结和分析,将近几年聚丙烯造粒机系统的运行情况作为主要的研究内容,分析的内容主要包括在运行过程中产生的切刀磨损、料斗堵塞、牌号切换、造粒机垫刀及模孔堵塞、造粒机系统故障,了解到了装置自身存在的特点,探究在长周期运行过程中存在的问题,并有针对性的提出了合理化的解决措施,提升了造粒机的运行时间及运行效率。
标签:聚丙烯;造粒机;切刀磨损;牌号切换
造粒机无法长周期的运行受造粒机系统及聚合工艺问题影响较大,造粒机系统常会出现切刀磨损、无故障连锁、振动筛故障停机连锁及模孔堵产生大小粒情况。
在聚合工艺上常出现牌号切换、堵塞下料、切刀磨损等情况。
造粒机作为聚丙烯装置中的重要设备,能够达到减少废料、节能降耗及增加收益的重要作用,为聚丙烯的长周期运行提供了保障。
1 切刀磨损
1.1 问题分析
切刀磨损是聚丙烯造粒机在长期的运行过程中产生的一类现象,在实际的使用过程中,受磨损影响较大,容易出现刀钝情况,通过刀切出来的碎片能够观察到。
粒子中出现碎屑情况,并且还会伴有缠刀或垫刀现象的产生,给正常的工作造成了较大的影响,不利于聚丙烯造粒机的长期稳定运行。
1.2 技术对策
基于切刀磨损出现的问题,要合理选用切刀,选择硬度适合的,切忌太软或太硬,太软会增加切刀的磨损,而太硬则会增加模板的磨损。
德国针对切刀磨损问题进行了大量的研究,针对聚丙烯造粒机在长期运行过程中存在的切刀磨损现象,创造出了切粒机锁刀装置,该项装置的出现,能够有效控制固定刀轴的位置,完成了对轴向模板方向的限制,降低了进刀的压力,确保了刀轴位移的稳定性。
同时,还可以通过对锁刀的位移进行定期的修改,来提升切粒效果,能够有效降低切刀的磨损现象,提升切粒效果,将其应用到聚丙烯造粒机中,有助于确保造粒机的长周期运行[1]。
2 料斗堵塞
2.1 问题分析
造粒机在实际的运行过程中,常会由于料斗高报而导致造粒机出现连锁停车现象,当打开料斗查明内部的原因时可知,出现该种现象的主要原因是由于格栅
上存在很多的块料及扁丝料等现象所产生的。
一些企业为了能够提升产品的附加值,为了赶时间,通常会在一个月内生产出不同型号的牌号,该种现象在产品切换过程中能够被发现,常会出现低等规度的产品,并且产品之间会发生粘连及连锁反应,从而出现扁丝料现象。
催化剂在配置过程中,对配置技术有着较高的要求,常会出现配置及分散不均匀现象的产生,催化剂易出现块料现象,堆积在格栅上,出现造粒机连锁停车现象。
2.2 技术对策
针对造粒机出现的料斗堵塞现象,要在工艺上进行改进和处理,要按照牌号的使用情况,合理制定牌号切换方案,对单元做重新调整,减少给电子体的量,改变氢气的加入量,变成调氢气加入量后,减去电子体的量,减少给电子体的浓度生产时间和低等规度产品的生产时间。
在设备方面,需要在料斗的入口处增加格栅,为了确保入口处的清洁性,要做好定期的切换及清理工作,防止块料和拉丝料的进入,降低高报连锁现象的出现。
3 牌号切换
3.1 问题分析
牌号切换工作时,熔体的质量流动速率会发生较大的变化。
现阶段,最常见的牌号熔体质量为最低3.0g/10min,最高25.0g/10min。
牌号在切换过程中常会发生一系列的故障现象产生,导致造粒机出现模孔堵塞、造粒机停、缠刀及葡萄粒情况,导致造粒机出现严重的停机现象。
之所以出现该种现象的主要原因受聚合物MFR影响较大,该项物质在较短的时间内会发生严重的挤压现象,聚合物容易出现流速不均情况,在较短的时间内不能保持良好的运行状态,并且一分部模孔也无法保证正常的出料,当切粒水进入到模孔中,模孔在出料时,在高温下,水会与聚合物结合进而产生爆破现象,导致造粒机出现扭矩升高现象而导致停车。
另外,还受出料不稳定现象影响,模孔常出现严重的堵塞现象,产生模孔出料速度快,切粒机扭矩升高现象的产生,进而产生停车现象,要停机做调整工作。
另外,受聚丙烯装置生产工作影响,在开展生产工作过程中,造粒产品会产生很多细小及大小不均的颗粒状物质,当装置在转产生产后,细粒才会消失,产品才能恢复原来的形状,出现该种现象的主要原因是由于大摩尔质量分子的存在所造成的,产品的流动性较差,进而导致模孔出现严重的堵塞现象。
3.2 技术对策
基于牌号切换产生的一系列问题,当高MFR牌号向低MFR牌号进行切换时,为了提升物料的流动性能,需要提升筒体的温度,增强物料的流动性能,将造粒机的节流阀关小,进而来打造提升造粒机混炼程度的目的。
而当低MFR向高MFR牌号进行切换时,要做相反的操作,避免缠刀料出现突然甩出现象,当造粒机的扭矩突然升高时,要及时做好切刀转速工作。
4 造粒机垫刀及模孔堵塞
4.1 問题分析
造粒机启动过程直接影响着造粒机的正常运行,当对造粒机进行重新启动时,由于事前的准备工作不够完善,并且还受其他因素影响,导致造粒机出现模孔堵塞及垫刀等情况的产生,之所以出现以上情况,与切刀刀刃不锋利及刀刃损坏现象影响较大,解决该项问题需要通过更换新切刀或磨刀工作来实现。
对不合适的切刀、切粒水及聚合物进行调整,对计时间隔做好调整。
磨刀工(下转第页)(上接第页)作结束后,由于等待的时间较长,产品容易出现降解现象,基于该种情况,要不断的优化磨刀程序,对磨刀设备的重启时间进行调整。
开车工作在进行时,受开车启动量太高或太低影响较大,降低了切刀的转速,切粒机在正常启动后,也会导致造粒负荷升高。
并且聚合物常会出现太冷及融化现象的产生,温度的分布出现不均匀现象,基于以上情况,要通过关小节流阀,提升筒体温度来实现,以保证模孔的开孔率,提升模板的温度[2]。
4.2 技术对策
要想解决以上存在的问题,需要在正常的生产工作中,受牌号切换及切刀磨损及大幅波动现象的产生,都会对模孔堵塞及造粒机的垫刀造成较大的影响。
因此,要对造粒机的正常生产工作进行及时的调整,结合垫刀料的甩出情况,对切刀的转速进行降低和提高,促进物流流动性能的大大提升。
同时,还可以通过关小节流阀的形式,来提高切粒机的混炼强度。
5 造粒机系统故障
5.1 问题分析
现阶段,造粒机在实际的运行过程中,振动筛常会出现故障,造成停车现象的产生,出现该种现象的主要原因是由于震动筛电机在实际的运行过程中,在长期的震动下,出现严重的磨损现象,导致电线出现裸露现象,出现电线短路及信号故障现象的产生,造粒机出现停机现象。
5.2 技术对策
面对造粒机出现的系统故障问题,要通过单元对震动筛的连线来实现,对震动筛进行固定和包裹。
对近期震动筛发生的过载停机及连接不当问题进行处理,事后处理结果表明,切粒并没有出现任何异常现象,没有发现粘连粒及大粒现象的产生,并且震动筛本文也没有发现任何的问题。
为了深入的探究造粒机系统为什么会出现震动筛误报现象所产生的系统停机情况,要对该项情况做好实地考察,对震动筛出现停机的原因进行分析,一旦震动筛发生停机现象,需要将其切换为旁路,防止对其他造粒系统的正常稳定运行造成较大的影响,确保系统的正常稳定运行。
该项工作应该由专业的操作人员来完成,对操作人员的技术专业性有着较高的要求,工作的内容主要包括对事故发生的原因进行调查分析,结合原因及对造粒机系统的要求提出合理化的解决措施,来及时处理事故,避免故障对造粒机系统的正常稳定运行造成较大的影响,以此来降低造粒机系统停车的几率。
6 结论
上文对聚丙烯挤压造粒机的停机原因进行分析,明确了影响造粒机正常运行的因素,需要对设备工艺进行调整,对设备进行改造处理。
在对装置的运行情况进行分析可知,造粒机发生停车情况是无法避免的,需要加大对操作人员进行培训,推升操作人员的专业技能,邀请技术过硬的技术人员来进行课程讲解,组织岗位员工进行学习和讨论,促进操作人员专业水平的大大提升,以此来确保聚丙烯造粒機的长期稳定运行。
参考文献:
[1]王有林,王丽玲,田军海.高熔融指数聚丙烯对挤压造粒机运行的影响研究[J].中国石油和化工标准与质量,2016(10):114-115.
[2]郝永杰,孙浩,常培廷,王博军.聚丙烯造粒机长周期运行的技术措施[J].塑料工业,2012(08):20-22.。