XXXX第二章铸造(5)铸造工艺设计.pptx
合集下载
铸造工艺设计案例.ppt
铸造工艺设计案例
铸钢件生产技术课程
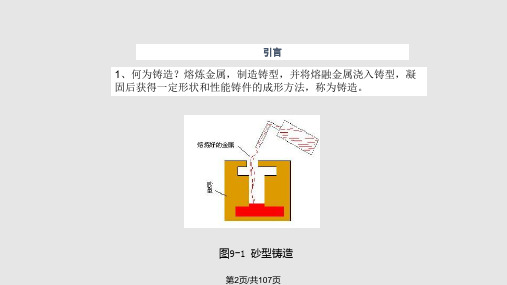
1.生产条件及技术要求
(1)生产性质 大批量生产。 (2)材质 材质为ZG230-450。 (3)造型、造芯根据工厂条件采用水玻璃砂
造型,热芯盒法制芯。
1.生产条件及技术要求
(4)结构及技术要求 φ25㎜×φ25㎜铸钢阀 体,铸件重为22kg。根据技术要求,外表和 内腔所有型砂、氧化皮、飞边毛刺应清除干 净,凡影响强度和气密性的缺陷,如缩孔、 缩松、裂纹、夹杂物等均不允许存在。铸件 经水压试验,以0. 6MPa压力持续试验2min 以上,未发现渗漏现象则认为合格。凡经焊 补的铸件,焊补后应重新水压试验。水压试 验必须于涂漆前进行。
(2)收缩率 经过实际生产验证,一般尺寸均 按2%。两侧法兰之间距离,由于收缩受阻碍, 实际收缩率较小,约为1%。为了保证两个侧 法兰厚度和加工尺寸,该尺寸按1%收缩率制 作模样。
3.主要工艺参数
(3) 芯头设计 每个铸件有一个砂芯,该砂芯 具有三个水平芯头,长度均取为30mm。只 在芯头端部留芯头间隙,上下方向不留间隙, 以免砂芯浮起,影响铸件壁厚均匀性。
4.冒口设计
已知每个铸件重为22kg,每箱4件,每箱放置4个 冒口。因此仍然相当于一个冒口补缩一个铸件。
(1)用补缩液量法计算冒口 设ZG230-450的体收缩率已知为0.03,钢的密度为
7.8g/cm3,主、侧法兰根部热节圆直径T=36mm。 那么可以计算出该件从浇注到凝固以后所需要补缩 的钢液体积,把此体积视为球形,求出其直径d0。 把d0加上热节圆直径T,则可做为冒口的最小直径。 冒口补缩球直径d0为:
5.补贴设计
厚度按经验关系取为1.2T(1.2×36)=42mm。 补贴高度按冒口高度的0.4倍选取 (0.4H=0.4×160=64mm),为65mm。
铸钢件生产技术课程
1.生产条件及技术要求
(1)生产性质 大批量生产。 (2)材质 材质为ZG230-450。 (3)造型、造芯根据工厂条件采用水玻璃砂
造型,热芯盒法制芯。
1.生产条件及技术要求
(4)结构及技术要求 φ25㎜×φ25㎜铸钢阀 体,铸件重为22kg。根据技术要求,外表和 内腔所有型砂、氧化皮、飞边毛刺应清除干 净,凡影响强度和气密性的缺陷,如缩孔、 缩松、裂纹、夹杂物等均不允许存在。铸件 经水压试验,以0. 6MPa压力持续试验2min 以上,未发现渗漏现象则认为合格。凡经焊 补的铸件,焊补后应重新水压试验。水压试 验必须于涂漆前进行。
(2)收缩率 经过实际生产验证,一般尺寸均 按2%。两侧法兰之间距离,由于收缩受阻碍, 实际收缩率较小,约为1%。为了保证两个侧 法兰厚度和加工尺寸,该尺寸按1%收缩率制 作模样。
3.主要工艺参数
(3) 芯头设计 每个铸件有一个砂芯,该砂芯 具有三个水平芯头,长度均取为30mm。只 在芯头端部留芯头间隙,上下方向不留间隙, 以免砂芯浮起,影响铸件壁厚均匀性。
4.冒口设计
已知每个铸件重为22kg,每箱4件,每箱放置4个 冒口。因此仍然相当于一个冒口补缩一个铸件。
(1)用补缩液量法计算冒口 设ZG230-450的体收缩率已知为0.03,钢的密度为
7.8g/cm3,主、侧法兰根部热节圆直径T=36mm。 那么可以计算出该件从浇注到凝固以后所需要补缩 的钢液体积,把此体积视为球形,求出其直径d0。 把d0加上热节圆直径T,则可做为冒口的最小直径。 冒口补缩球直径d0为:
5.补贴设计
厚度按经验关系取为1.2T(1.2×36)=42mm。 补贴高度按冒口高度的0.4倍选取 (0.4H=0.4×160=64mm),为65mm。
铸造工艺设计【精品课件】

a)
b)
阀体的内、外壁厚
a) b=a 不合理 b) b<a 合理
(四)铸造斜度
Ⅰ
为便于起模,简化铸造工艺,应在铸件非加工
避 免 缺
面上铸件壁的内、外两侧,沿起模方向设计适当 的斜度,即铸造斜度。为从芯盒中取出型芯的方 便,铸件上相应部位亦应有一定的铸造斜度。
陷
方
面
(五)铸件加强肋(筋)
加强肋(筋)可以在不显著增加甚至减轻铸件质(重) 量的情况下增加铸件的强度,防止铸件产生裂纹、变形、 缩孔等缺陷。
应使型芯安放稳定、排气通畅、清理方便
Ⅱ
(2)便于起模合理地设计凸台、肋(筋)、凹槽等, 以方便起模,减少砂型的损坏,保证件品质(质量)。
(3)简化分型面
简 1、尽量使铸型的分型面是一个平面;2、尽量减少分型 化 面的数量 铸 造 工 艺 方 面
Ⅱ
简 化 铸 造 工 艺 方 面
Ⅱ
简
化
铸
造
工
艺
第二,在既定的零件结构条件下.考 虑铸造过程中可能出现的主要缺陷, 在工艺设计中采取措施予以防止。
考察零件结构铸造工艺性的依据
Ⅰ铸件质量对零件结构的要求 Ⅱ铸造工艺对零件结构的要求 Ⅲ 材质方面
Ⅰ
铸 件 (一)铸件的壁厚应合理 质 量 在一定铸造条件下,铸造合金能充满铸型的最小厚度称为该 方 铸造合金的最小壁厚。 面 最小壁厚的数值除与铸造合金的种类有关外,还与铸
方
面
a)
b)
设计铸件内腔肋时不得妨碍清砂
或削弱型芯强度
有利于清理铸件
去除不必要的圆角
Ⅲ
材 质 方 面
灰铸铁压力容器盖的结构 a) 压力容器盖内仅受拉应力 b) 压力容器盖内出现压应力,这样比较合理,
铸造工艺方案及工艺图示例PPT课件

整理版课件
9
(2)方案Ⅱ 沿底面分型,铸件全 部位于下箱,为铸出 110 mm凹槽必须采用 挖砂造型。
方案Ⅱ克服了方案工的 缺点,但轴孔内凸台 妨碍起模,必须采用 两个活块或下型芯。 当采用活块造型时, φ30 mm轴孔难以下芯。
整理版课件
10
(3)方案Ⅲ 沿110 mm凹槽底面分 型。
优缺点与方案Ⅱ类同, 仅是将挖砂造型改用 分模造型或假箱造型, 以适应不同的生产条 件。
该方案只需制造 一个圆柱形内孔 型芯,利于减少 制模费用。
整理版课件
15
(2)大批生产工艺方案
方案(2)所示,采用一个分模面、两箱造型,轴孔处于 中间的浇注位置。该方案造型操作简便,生产效率高,但增 加了四个形成Φ16 mm圆形凸台的1#外型芯及一 个形成 长 方形凹坑的3#外型芯,因而增加制造芯盒及造芯的费用。 但由于批量大,该费用均分到每个铸件上的成本就较低,因 而是合算的。
零件的铸造工艺图的制定及铸件图举例(一) 首先应综合考虑浇注位置和分型面的确定,1 加工余 量、2 起模斜度,3 砂芯的部位,要画出砂芯的位置、 形状和芯头。
整理版课件
2
整理版课件
3
上 下
收缩率 1%
Φ150 Φ70
全部 M15×4均布
110
Φ50
Φ100
整理版课件
4
Φ80
收缩率1%
Φ50
Φ200
产效率高。
整理版课件
27
车床刀架转盘:
整理版课件
28
整理版课件
29
整理版课件
30
整理版课件
31
整理版课件
32
整理版课件
33
第四节 综合分析举例 砂铸工艺设计综合分析举例
铸造工艺基础分解.pptx

第15页/共39页
影响凝固的主要因素
*合金的结晶温度范围:
合金的结晶温度范围越小, 凝固区域越窄,越趋向于逐 层凝固。在铁碳合金中普通 灰铸铁为逐层凝固,高碳钢 为糊状凝固。
*铸件的温度梯度:
在合金结晶温度范围已定的
前提下,凝固区的宽窄取决于
铸件内外层之间的温度差。若铸件内外层之间
的温度差由小变大,则其凝固区相应由宽变窄。
第8页/共39页
铸造工艺基础
5.1 液态合金的充型能力
充型能力的概念:
液态金属充满铸型型腔, 获得尺寸精确、轮廓清晰 的成型件的能力
充型能力 不足
浇不足
冷隔
夹砂
气孔
夹渣
气孔缺陷
10/9/2024 11:53 AM
第9页/共39页
合金的充型能力
测试合金充型能力的方法:
如右图,将合金液浇入铸型中, 冷凝后测出充满型腔的式样长 度。浇出的试样越长,合金的 流动性越好,合金充型能力越好
L
L+A
A
Ld
F+A
P L'd
金属的液态成形 (铸造) 概述:铸造的优缺点
10/9/2024 11:53 AM
第7页/共39页
铸造
第5章 铸造工艺基础
教学内容
5.1液态合金的充型 5.2 铸造合金的凝固与收缩 5.3 铸造内应力、变形与裂纹
5.4 铸件的气孔与偏析(自学) 液态合金的工艺性能
教学要求:
5.2 液态金属的凝固与收缩
5.2.1 铸件的凝 固
在铸件的凝固过程 中,截面一般存在三 个区域,即液相区、 凝固区、固相区。对 铸件质量影响较大的 主要是液相和固相并 存的凝固区的宽窄。 铸件的凝固方式就是 依 据 凝凝固固区方式的有宽:窄 来 划 分 的逐。层凝固
铸造工艺图ppt课件

可编辑课件PPT
19
设
计
要
点
铸造工艺 方案的确定
工艺参数 的确定
浇注系统 和冒口
铸造工艺 图的绘制
铸造工艺设计包括:
Ø选择铸造方法或造型方法
Ø铸件的浇注位置和分型面位置,型芯和芯头结构;
Ø加工余量、收缩率和拔模斜度等工艺参数;
Ø浇注系统、冒口和冷铁的布置等;
Ø将所确定的工艺方案用文字和铸造工艺符号在零件图
可编辑课件PPT
25
1.2 铸造工艺图概述
可编辑课件PPT
26
浇注位置,分型面,分模面,活块,本模的类型和 分型负数,加工余量,拔模斜度,不铸孔和沟槽, 砂芯个数和形状,芯头形式、尺寸和间隙,分盒面, 芯盒的填砂(射砂)方向,砂芯负数,砂型的出气孔, 砂芯出气方向、起吊方向,下芯顺序,芯撑的位置、 数目和规格,工艺补正量,反变形量,非加工壁厚 的负余量,浇口和冒口的形状和尺寸,冷铁形状和 个数,收缩筋(割筋)和拉筋形状、尺寸和数量,和 铸件同时铸造的试样,铸造收缩率等
21
1.1. 3 设计的内容和程序
选择铸造方法或造型方法 铸件的浇注位置和分型面位置,型芯和芯头结构; 加工余量、收缩率和拔模斜度等工艺参数; 浇注系统、冒口和冷铁的布置等; 将所确定的工艺方案用文字和铸造工艺符号在零件图上表示出 来,绘制铸造工艺图。
工作程序:审图—初步方案—讨论—确定—设计—
会签—修改—生效。
可编辑课件PPT
7
四羊方尊 高58.3厘米;重 34公斤。1938年湖南 省宁乡县出土。商代 方尊的代表。 铜尊盛行于商代和 西周时期,是一种饮 酒用具。这件四羊方 尊是现存商代青铜方 尊中最大的一件,是 国家特级文物。 被认为是中国青 铜铸造史上最杰出的 作品之一 。
铸造模具工艺和设计ppt课件

-5-
一:鑄造的定義和流程
1.4 重力鑄造流程
模具安裝
砂芯模安裝
模具預熱
模具加熱
配樹脂砂
下砂芯合模
射砂加熱
澆注 開模打料 模腔清理
洗砂
熔化 配爐料
開模刮砂芯 領料
切割澆冒口
打磨試水
-6-
入庫
一:鑄造的定義和流程
1.5 砂型鑄造流程
裝模調機
砂芯模安裝
造型
模具加熱
配樹脂砂
下砂芯套箱
射砂加熱
壓鐵澆注 拆箱倒模 去除冒口
2.5 鑄造缺陷分析 1. 氣孔 2. 縮孔、縮松、疏松 3. 冷裂、熱裂、冷隔 4. 夾渣、夾砂、金屬夾雜
-14-
三:模具設計
3.1 模具設計前需考量的要點
● 加工拋光預留量的考慮 ● 分型面的選擇 ● 芯頭的設計與布置 ● 鑄件收縮的考量 ● 拔模斜度的設定
-15-
三:模具設計
3.2 模具設計原則
-10-
二:模具工藝
2.4 鑄造結構工藝分析 2.4.1 V和K型連接分析
-11-
二:模具工藝
2.4.2 十和Y型連接分析
-12-
二:模具工藝
2.4.3 過渡連接分析
(1) 不 正 確
(2) 正 確
(1) 不 正 確
過渡連接 不 同 壁 厚 45度 倒 角 過 渡
-13-
(2) 正 確
二:模具工藝
-21-
四:模具加工制作
4.2 模具加工設備
CNC程式加工
普通機床加工
-22-
四:模具加工制作
4.3 實例重力砂芯模的結構分解
打桿 抽芯
回位桿
彈簧 定模
一:鑄造的定義和流程
1.4 重力鑄造流程
模具安裝
砂芯模安裝
模具預熱
模具加熱
配樹脂砂
下砂芯合模
射砂加熱
澆注 開模打料 模腔清理
洗砂
熔化 配爐料
開模刮砂芯 領料
切割澆冒口
打磨試水
-6-
入庫
一:鑄造的定義和流程
1.5 砂型鑄造流程
裝模調機
砂芯模安裝
造型
模具加熱
配樹脂砂
下砂芯套箱
射砂加熱
壓鐵澆注 拆箱倒模 去除冒口
2.5 鑄造缺陷分析 1. 氣孔 2. 縮孔、縮松、疏松 3. 冷裂、熱裂、冷隔 4. 夾渣、夾砂、金屬夾雜
-14-
三:模具設計
3.1 模具設計前需考量的要點
● 加工拋光預留量的考慮 ● 分型面的選擇 ● 芯頭的設計與布置 ● 鑄件收縮的考量 ● 拔模斜度的設定
-15-
三:模具設計
3.2 模具設計原則
-10-
二:模具工藝
2.4 鑄造結構工藝分析 2.4.1 V和K型連接分析
-11-
二:模具工藝
2.4.2 十和Y型連接分析
-12-
二:模具工藝
2.4.3 過渡連接分析
(1) 不 正 確
(2) 正 確
(1) 不 正 確
過渡連接 不 同 壁 厚 45度 倒 角 過 渡
-13-
(2) 正 確
二:模具工藝
-21-
四:模具加工制作
4.2 模具加工設備
CNC程式加工
普通機床加工
-22-
四:模具加工制作
4.3 實例重力砂芯模的結構分解
打桿 抽芯
回位桿
彈簧 定模
铸造工艺设计 ppt课件

图为起重臂分型面的选择,按图 (a)分型,必须采
用挖砂造型;采用图(b)方案分开,可采用分模造型,
使造型工艺简化。
ppt课件
12
轮形铸件在批量不大
的生产条件下,多采用三
箱造型;但在大批量生产
条件下,采用机器造型时,
需采用环状型芯。
ppt课件
13
避免使用活块
未延伸凸台
延伸凸台
如图(a)所示凸台均妨碍起模,必须采用活块或增
ppt课件
18
拔模斜度---为便于起模,凡垂直于分型面的立壁在制 造模型时必需留拔模斜度。
ppt课件
19
型芯头---型芯端头的延伸部位,芯头须留有一定斜 度。
最小铸出孔及槽---铸件的孔、槽是否铸出,应从工 艺、质量及经济上考虑。较大的孔、槽应当铸出, 以减少切削加工工时,节约金属材料,同时也可减 小铸件上的热节;孔、槽较小而壁较厚,则不易铸 出,直接加工。
ppt课件
9
床身铸件pp的t课件分型方案
10
应尽量减少分型面的数ppt量课件
铸件图所示的三通铸件 其内腔必须采用一个T字 型芯来形成;
当中心线ab呈垂直时, 铸型必须有三个分型面;
当中心线cd呈垂直时, 铸型有两个分型面,
当中心线ab与cd都呈水 平位置时,铸型只有一个 分型面。
11
分型面应尽量平直
+3 +3
10 30
ø66
+3
非加工表面拔摸斜度30’~1o
2oபைடு நூலகம்
铸造圆角R3~5
收缩率1%
铸钢件表面粗糙、变形较大,其加工余量应比铸铁件大;
有色合金铸件表面较光洁、平整,其加工余量要小些;
铸造工艺图及设计实例PPT课件(PPT31页)

1.日 本 那 些 再 现曲 水宴的 表演, 有着不 少“中 国元素 ”,但 是由于 现代年 轻人对 古代中 国文化 了解甚 少,并 不知道 哪些元 素来自 中国。 2.本 着 保 证 校 车安 全的原 则,公 安机关 将会同 教育行 政等部 门对校 车驾驶 人进行 逐一审 查,坚 决清退 不符合 安全规 定的校 车驾驶 人。 3.山 寨 文 化 是 一种 平民文 化、草 根文化 ,自然 有其存 在的意 义和价 值,但 山寨产 品的泛 滥则是 中国知 识产权 意识不 足的揭 露与讽 刺。 4.神 舟 7号 宇 宙 飞船 载着三 位航天 英雄胜 利返回 地球, 这艘宇 宙飞船 是我们 国家自 行研制 的,每 一个中 国人不 能不为 之骄傲 。 5.这 家 工 厂 虽 然规 模不大 ,但曾 两次荣 获省科 学大会 奖,三 次被授 予省优 质产品 称号, 产品远 销全国 各地和 东南亚 地区。
6.杭 州 湾 跨 海 大桥 是一座 由我国 自行建 造、自 行设计 、自行 管理、 自行投 资的特 大型交 通基础 设施, 是我国 跨海大 桥建设 史上的 一个重 要里程 碑。 7、 为 防 止 东 南亚 地区发 生的禽 流感传 入我国 ,国家 质检总 局和农 业部今 天联合 发出通 知,自 即日暂 行禁止 进口来 自疫区 的禽类 及其产 品。
注意事项
(6)所标注的各种工艺尺寸或数据,不要盖住 产品图上的数据,应方便工人操作,符合工厂 的实际条件。例如标注拔模斜度,对于手工木 模,则应尽量标注尺寸(毫米)或比例(1/50);对 于金属模则应标注角度,而且所注角度应和工 厂常用铣刀角度相对应。
铸件图( 毛坯图)
铸件图的用途:
(1)是铸件验收的依据。 (2)是冷加工车间进行铸件加工工装设计的 重要依据
铸造工艺学习.pptx
(3)铸件的变形和防止 铸件的变形包括铸件凝固后所发生的变形以及随后的切削 加工变形。防止铸件变形有以下几种方法: a) 采用反变形法 可在模样上做出与铸件变形量相等而方 向相反的预变形量来抵消铸件的变形,此种方法称为反变 形法。 b) 进行去应力退火 铸件机加工之前应先进行去应力退火, 以稳定铸件尺寸,降低切削加工变形程度。 c) 设置工艺肋 为了防止铸件的铸态变形,可在容易变形 的部位设置工艺肋。
图9-8 定向凝固原则
第18页/共107页
b)合理确定铸件的浇注位置、内浇道位置及浇注工艺 浇 注位置的选择应服从定向凝固原则;内浇道应开设在铸件 的厚壁处或靠近冒口;要合理选择浇注温度和浇注速度, 在不增加其它缺陷的前提下,应尽量降低浇注温度和浇注 速度。
第19页/共107页
2. 铸造应力、变形和裂纹 在铸件的凝固以及以后的冷却过程中,随温度的不断降低,收缩 不断发生,如果这种收缩受到阻碍,就会在铸件内产生应力,引 起变形或开裂,这种缺陷的产生,将严重影响铸件的质量。 (1) 铸造应力的产生 铸造应力按其产生的原因可分为三种: a)热应力 铸件在凝固和冷却过程中,不同部位由于不均衡的收 缩而引起的应力。 b)固态相变应力 铸件由于固态相变,各部分体积发生不均衡变 化而引起的应力。 c)收缩应力 铸件在固态收缩时,因受到铸型、型芯、浇冒口、 箱挡等外力的阻碍而产生的应力。 铸件铸出后存在于铸件不同部位的内应力称为残留应力。
•(三) 影响合金收缩的因素 1. 化学成分 不同成分的合金其收缩率一般也不相同。在常用铸造合 金中铸刚的收缩最大,灰铸铁最小。 2. 浇注温度 合金浇注温度越高,过热度越大,液体收缩越大。 3. 铸件结构与铸型条件 铸件冷却收缩时,因其形状、尺寸的不同, 各部分的冷却速度不同,导致收缩不一致,且互相阻碍,又加之铸 型和型芯对铸件收缩的阻力,故铸件的实际收缩率总是小于其自由 收缩率。这种阻力越大,铸件的实际收缩率就越小。Biblioteka 图9-3 不同结晶特征的合金的流动性
相关主题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
顺序凝固,进行补缩。
5、 便于型芯的固定和排气,能减少型芯 的数量。
Review
§ 2-5 特种铸造
▪ 挤压铸造 ▪ 消失模铸造 ▪ 陶瓷型铸造 ▪ 磁型铸造
Review §2-6 铸造工艺设计
铸造工艺方案的内容
1.铸件结构 3.工艺参数 5.浇注系统 7.绘制铸造
工艺性分析 确定
设计
工艺图
➢影响因素:造型方式;合金种类;铸件尺寸;加工面与基准面距离;浇注位置等。 ➢一般查手册。 ➢表示方法:
(1) 机加工余量与最小铸出孔:
➢在铸件上为切削加工而加大的尺寸称为机械加工余量。 ➢加工余量必须认真选取,余量过大,切削加工费工,且浪费金属材料;余 量过小,制品会因残留黑皮而报废,或者,因铸件表层过硬 而加速刀具磨损。
➢影响因素:造型方式;合金种类;铸件尺寸;加工面与基准面距离;浇注位置等。 ➢一般查手册。
▪ 铸孔及铸槽 铸件上的孔和槽类这部分结构是否铸出,取决于工 艺的可行性和必要性。
▪ 孔处理:最小孔直径和经济性原则。 ▪ 一般来说,尺寸较小的孔不铸出反而经济。
设计时查手册。
注---零件图上没有要求加工的孔必须铸出。 因此,设计时必须注意这类孔的尺寸不可太小!
▪ 立壁愈高,斜度愈小。
▪ 影响因素:取决于立壁高度; 造型方法和模样材料等因素, 一般15’~3。内外壁有分 (内壁3~10)。
▪ (3) 收缩率: ▪ 由于合金的线收缩,铸件冷却后的尺寸将比型
腔尺寸略为缩小,为保证铸件的应有尺寸,模样 尺寸必须比铸件放大一个该合金的收缩量。
▪ 通常灰铸铁为0.7%~1.0%,铸造碳钢为1.3 %~2.0%,铝硅合金为0.8%~1.2%。
2.工艺方案 4 .型芯设计 6.出气冒口 8.绘制
的确定
补缩冒口 铸件图
工艺方案的确定
铸造方 造型及
法的选 造芯方法
择
的选择
浇注位 置
的选择
分型面的 选择
6.1 浇注位置选择原则
原则:三下一上一少
1. 重要加工面应朝下或位于侧面; 2、铸件的大平面尽可能朝下或采用倾斜浇注 3. 大面积薄壁置铸型下部或位垂直/倾斜,防止浇不到
和冷隔缺陷; 4. 易缩孔件的厚大部放分型面附近的上部或侧面; 5、 便于型芯的固定和排气,能减少型芯的数量。
6.2 分型面选择原则P89
分型面Parting line是指两半铸型 相互接触的表面。除了实型铸造法 外,都要选择分型面。
(1)应在铸件最大截面处分型,便于起 模,使造型工艺简化。
分模面parting line
2. 大平面朝下
铸件的大平面尽可能朝下或采用倾斜浇注 铸型 的上表面除了容易产生砂眼、气孔、夹渣外,大平面 还常产生夹砂缺陷。同时也有利于排气、减小金属液 对铸型的冲刷力。
3. 大面积薄壁置铸型下部或位垂直/倾斜,防止 浇不到和冷隔缺陷;
大平面倾 斜
4. 易缩孔件的厚大部放分型面附近的上部或侧面,热 节处应位于分型面附近的上部或侧面 容易形成缩 孔的铸件(如铸钢、球墨铸铁、可锻铸铁、黄铜)浇 注时应把厚的部位放在分型面附近的上部或侧面, 以便安放冒口,实现
b 零件图---三通分型面的确定 b
a
实例1
c
a
a
设定坐标
三种方
b
案分析
cc
方案A----两箱造型
Ⅰ a
Ⅰ a
方案B----三箱造型
b
Ⅰ
Ⅰ
Ⅱ
Ⅱ
b
方案C----四箱造型
a
Ⅰ
Ⅰ
Ⅱ
Ⅱ
Ⅲ
Ⅲ
a
实例2
分型方案:Ⅰ、Ⅱ Ⅱ
方案Ⅱ 避免活
块
Ⅰ
方案Ⅰ 四个凸台需用
四个活块
A处少许 挖砂
实例3
实例4
水平分型面----便于造型 操作,适宜批量生产!
不铸出孔的表示
小孔不铸出, 留待机加工。
▪
灰铸铁件铸孔尺寸(最小铸出孔)
生产量
大量生产 成批生产 单件、小批生产
孔的直径
≥12----15 ≥15----30 ≥30----50
铸钢件最小铸出孔(槽)的尺寸取决于孔壁 厚度和深度。需要时,查手册。
▪ (2) 起模斜度Draft :
▪ 为了使模样(或型芯)便于从砂 型(或芯盒)中取出,凡垂直于 分型面的立壁在制造模样时, 必须留出一定的倾斜度,此倾 斜度称为起模斜度。
零件part
木模wooden pattern
砂ቤተ መጻሕፍቲ ባይዱflask
保证模样能从型腔中顺利取出(分型面设在 铸件最大截面处)。
(2)分型面要平直,尽量减少分型面数量, 活块和型芯数量。
应使铸件有最少的分型面,并尽量做到只 有一个分型面 这是因为:①多一个分型面多 一份误差,使精度下降;② 分型面多,造型工 时大,生产率下降;③机器造型只能两箱造型, 故分型面多,不能进行大批量生产。
§2-6 铸造工艺设计
工艺设计主要内容:绘制铸造工艺图 —— 在零件图中用工艺符号表示铸造 工艺方案—— P92如图2-23、
其它内容:铸件图,铸型装配图,铸造 工艺卡片。
铸 造 工 艺 图
制订铸造工艺方案的内容
1.铸件结构 3.工艺参数 5.浇注系统 7.绘制铸造
工艺性分析 确定
设计
工艺图
2.工艺方案 4 .型芯设计 6.出气冒口 8.绘制
的确定
补缩冒口 铸件图
工艺方案的确定
铸造方 造型及 法 造芯方法
的选择 的选择
浇注位 置
的选择
分型面的 选择
6.1 浇注位置选择原则
P88
原则:三下一上一少
浇注位置 1. 重要加工面应朝下或位于侧面; 是指浇注 时铸件在 铸型中所 处的位置。
铸件的重要 加工面应朝 下。----机 床导轨面
保证卷筒 周围质量
挖砂造型
费时、费工,尽量避免。单 件生产时可用此法!
▪ (3) 尽量使铸件全部或大部置于同一砂 箱,以保证铸件精度。
实例1
Ⅱ
型芯、型腔 大部分位于下 箱,方案合理
Ⅰ
上箱 太高
实例2
应尽量使加工基准面与大部分加工面在同一砂 箱内,以使铸件的加工精度得以保证。
6.3 工艺参数确定 P90
▪ 机加工余量Finish or machining allowance
▪ 最小铸出孔 ▪ 起模斜度Draft ▪ 收缩率 shrinkage ▪ 型芯头 CORE PRINTS
(1)机加工余量与最小铸出孔Finish or machining allowance :
➢在铸件上为切削加工而加大的尺寸称为机械加工余量。 ➢加工余量必须认真选取,余量过大,切削加工费工,且浪费金属材料;余量过 小,制品会因残留黑皮而报废,或者,因铸件表层过硬 而加速刀具磨损。
5、 便于型芯的固定和排气,能减少型芯 的数量。
Review
§ 2-5 特种铸造
▪ 挤压铸造 ▪ 消失模铸造 ▪ 陶瓷型铸造 ▪ 磁型铸造
Review §2-6 铸造工艺设计
铸造工艺方案的内容
1.铸件结构 3.工艺参数 5.浇注系统 7.绘制铸造
工艺性分析 确定
设计
工艺图
➢影响因素:造型方式;合金种类;铸件尺寸;加工面与基准面距离;浇注位置等。 ➢一般查手册。 ➢表示方法:
(1) 机加工余量与最小铸出孔:
➢在铸件上为切削加工而加大的尺寸称为机械加工余量。 ➢加工余量必须认真选取,余量过大,切削加工费工,且浪费金属材料;余 量过小,制品会因残留黑皮而报废,或者,因铸件表层过硬 而加速刀具磨损。
➢影响因素:造型方式;合金种类;铸件尺寸;加工面与基准面距离;浇注位置等。 ➢一般查手册。
▪ 铸孔及铸槽 铸件上的孔和槽类这部分结构是否铸出,取决于工 艺的可行性和必要性。
▪ 孔处理:最小孔直径和经济性原则。 ▪ 一般来说,尺寸较小的孔不铸出反而经济。
设计时查手册。
注---零件图上没有要求加工的孔必须铸出。 因此,设计时必须注意这类孔的尺寸不可太小!
▪ 立壁愈高,斜度愈小。
▪ 影响因素:取决于立壁高度; 造型方法和模样材料等因素, 一般15’~3。内外壁有分 (内壁3~10)。
▪ (3) 收缩率: ▪ 由于合金的线收缩,铸件冷却后的尺寸将比型
腔尺寸略为缩小,为保证铸件的应有尺寸,模样 尺寸必须比铸件放大一个该合金的收缩量。
▪ 通常灰铸铁为0.7%~1.0%,铸造碳钢为1.3 %~2.0%,铝硅合金为0.8%~1.2%。
2.工艺方案 4 .型芯设计 6.出气冒口 8.绘制
的确定
补缩冒口 铸件图
工艺方案的确定
铸造方 造型及
法的选 造芯方法
择
的选择
浇注位 置
的选择
分型面的 选择
6.1 浇注位置选择原则
原则:三下一上一少
1. 重要加工面应朝下或位于侧面; 2、铸件的大平面尽可能朝下或采用倾斜浇注 3. 大面积薄壁置铸型下部或位垂直/倾斜,防止浇不到
和冷隔缺陷; 4. 易缩孔件的厚大部放分型面附近的上部或侧面; 5、 便于型芯的固定和排气,能减少型芯的数量。
6.2 分型面选择原则P89
分型面Parting line是指两半铸型 相互接触的表面。除了实型铸造法 外,都要选择分型面。
(1)应在铸件最大截面处分型,便于起 模,使造型工艺简化。
分模面parting line
2. 大平面朝下
铸件的大平面尽可能朝下或采用倾斜浇注 铸型 的上表面除了容易产生砂眼、气孔、夹渣外,大平面 还常产生夹砂缺陷。同时也有利于排气、减小金属液 对铸型的冲刷力。
3. 大面积薄壁置铸型下部或位垂直/倾斜,防止 浇不到和冷隔缺陷;
大平面倾 斜
4. 易缩孔件的厚大部放分型面附近的上部或侧面,热 节处应位于分型面附近的上部或侧面 容易形成缩 孔的铸件(如铸钢、球墨铸铁、可锻铸铁、黄铜)浇 注时应把厚的部位放在分型面附近的上部或侧面, 以便安放冒口,实现
b 零件图---三通分型面的确定 b
a
实例1
c
a
a
设定坐标
三种方
b
案分析
cc
方案A----两箱造型
Ⅰ a
Ⅰ a
方案B----三箱造型
b
Ⅰ
Ⅰ
Ⅱ
Ⅱ
b
方案C----四箱造型
a
Ⅰ
Ⅰ
Ⅱ
Ⅱ
Ⅲ
Ⅲ
a
实例2
分型方案:Ⅰ、Ⅱ Ⅱ
方案Ⅱ 避免活
块
Ⅰ
方案Ⅰ 四个凸台需用
四个活块
A处少许 挖砂
实例3
实例4
水平分型面----便于造型 操作,适宜批量生产!
不铸出孔的表示
小孔不铸出, 留待机加工。
▪
灰铸铁件铸孔尺寸(最小铸出孔)
生产量
大量生产 成批生产 单件、小批生产
孔的直径
≥12----15 ≥15----30 ≥30----50
铸钢件最小铸出孔(槽)的尺寸取决于孔壁 厚度和深度。需要时,查手册。
▪ (2) 起模斜度Draft :
▪ 为了使模样(或型芯)便于从砂 型(或芯盒)中取出,凡垂直于 分型面的立壁在制造模样时, 必须留出一定的倾斜度,此倾 斜度称为起模斜度。
零件part
木模wooden pattern
砂ቤተ መጻሕፍቲ ባይዱflask
保证模样能从型腔中顺利取出(分型面设在 铸件最大截面处)。
(2)分型面要平直,尽量减少分型面数量, 活块和型芯数量。
应使铸件有最少的分型面,并尽量做到只 有一个分型面 这是因为:①多一个分型面多 一份误差,使精度下降;② 分型面多,造型工 时大,生产率下降;③机器造型只能两箱造型, 故分型面多,不能进行大批量生产。
§2-6 铸造工艺设计
工艺设计主要内容:绘制铸造工艺图 —— 在零件图中用工艺符号表示铸造 工艺方案—— P92如图2-23、
其它内容:铸件图,铸型装配图,铸造 工艺卡片。
铸 造 工 艺 图
制订铸造工艺方案的内容
1.铸件结构 3.工艺参数 5.浇注系统 7.绘制铸造
工艺性分析 确定
设计
工艺图
2.工艺方案 4 .型芯设计 6.出气冒口 8.绘制
的确定
补缩冒口 铸件图
工艺方案的确定
铸造方 造型及 法 造芯方法
的选择 的选择
浇注位 置
的选择
分型面的 选择
6.1 浇注位置选择原则
P88
原则:三下一上一少
浇注位置 1. 重要加工面应朝下或位于侧面; 是指浇注 时铸件在 铸型中所 处的位置。
铸件的重要 加工面应朝 下。----机 床导轨面
保证卷筒 周围质量
挖砂造型
费时、费工,尽量避免。单 件生产时可用此法!
▪ (3) 尽量使铸件全部或大部置于同一砂 箱,以保证铸件精度。
实例1
Ⅱ
型芯、型腔 大部分位于下 箱,方案合理
Ⅰ
上箱 太高
实例2
应尽量使加工基准面与大部分加工面在同一砂 箱内,以使铸件的加工精度得以保证。
6.3 工艺参数确定 P90
▪ 机加工余量Finish or machining allowance
▪ 最小铸出孔 ▪ 起模斜度Draft ▪ 收缩率 shrinkage ▪ 型芯头 CORE PRINTS
(1)机加工余量与最小铸出孔Finish or machining allowance :
➢在铸件上为切削加工而加大的尺寸称为机械加工余量。 ➢加工余量必须认真选取,余量过大,切削加工费工,且浪费金属材料;余量过 小,制品会因残留黑皮而报废,或者,因铸件表层过硬 而加速刀具磨损。