第三版机械制造工艺学第一章习题解答
机械制造工艺学习题集(第1章)参考答案(1211修订)
第1 章习题参考答案第1 章练习题(单项选择)1X1-1 答案:①同一台机床1X1-2 答案:①材料去除法1X1-3 答案:③分层制造1X1-4 答案:③相切法1X1-5 答案:③不断地把切削层投入切削的运动1X1-6 答案:①砂轮的回转运动1X1-7 答案:②均由刀具来完成1X1-8 答案:②锻件1X1-9 答案:①铸件1X1-10 答案:①设计1X1-11 答案:②一面两孔1X1-12 答案:④正常加工1X1-13 答案:③粗车-半精车-精车(此题序号错)1X1-14 答案:④粗车—半精车—粗磨—精磨1X1-15 答案:①粗镗—半精镗—精镗1X1-16 答案:①切削加工之前1X1-17 答案:①上道工序尺寸公差与本道工序尺寸公差之和1X1-18 答案:③增环的下偏差之和减去减环的上偏差之和1X1-19 答案:④各组成环公差平方和的平方根1X1-20 答案:①成组技术1X1-21 答案:①寻找最短路径1X1-22 答案:④机械加工工艺过程1X1-23 答案:③辅助基准1X1-24 答案:②零件结构对加工可行性的影响1X1-25 答案:③减少了零件生产的单件工时1X1-26 答案:③Ta+Tb1X1-27 答案:①钻孔1X1-28 答案:③模锻的毛坯1X1-29 答案:②工序第1 章练习题(多项选择)1X2-1 答案:①加工表面②切削刀具1X2-2 答案:①广泛采用高效专用设备和工具②设备通常布置成流水线形式③广泛采用互换装配方法1X2-3 答案:①CAD 技术②计算机数控技术④材料科学1X2-4 答案:①主运动②进给运动1X2-5 答案:①单独由工件②单独由刀具③分别由工件和刀具④分别由刀具和工件1X2-6 答案:①工件的转动②工件的平动③刀具的转动④刀具的平动1X2-7 答案:①切削速度②进给量③切削深度1X2-8 答案:①类别代号③组别和型别代号④主要性能参数代号1X2-9 答案:①工作台面的平面度②导轨的直线度③溜板运动对主轴轴线的平行度1X2-10 答案:①保证相互位置关系原则②保证加工余量均匀分配原则1X2-11 答案:②有利于保证被加工面之间的位置精度③可以简化夹具设计与制造1X2-12 答案:①车削②铣削③磨削④拉削1X2-13 答案:①提高加工表面尺寸精度②提高加工表面形状精度③降低加工表面粗糙度1X2-14 答案:①先基准后其他②先主后次③先面后孔1X2-15 答案:①易于保证加工面之间的位置精度②便于管理④可以减小工件装夹时间1X2-16 答案:③上一工序表面粗糙度和表面缺陷层厚度④上一工序留下的形位误差1X2-17 答案:③派生式④创成式1X2-18 答案:①成组编码法②形面描述法④从CAD 系统直接获取零件信息1X2-19 答案:①易于理解②易于编程1X2-20 答案:①基本时间②辅助时间④工作地服务时间1X2-21 答案:①装卸工件时间②开停机床时间③测量工件时间1X2-22 答案:①缩短基本时间②缩短辅助时间④缩短工作地服务时间1X2-23 答案:①设计变量②目标函数③约束条件1X2-24 答案:①切削速度②进给量1X2-25 答案:①最短工序时间②最小工序成本③最大工序利润第2 章练习题(判断题)1X3-1 答案:∨1X3-2 答案:×1X3-3 答案:∨1X3-4 答案:×1X3-5 答案:×1X3-6 答案:×1X3-7 答案:∨1X3-8 答案:×提示:划线找正装夹精度不高,很少用于精加工工序。
机械制造工艺学_部分课后题答案
• 4)修配装配法:适用于成批或单件小批生产,装配精度要求较高, 组成环较多的场合;
• 5)调整装配法:适用于装配精度要求高,组成环较多的场合;
• 第六章习题6-7 说明装配尺寸链中的组成环、封闭环、协调环、补偿环、和 公共环的含义、它们各有何特点?
• 解答:课本第六章各小节中的概念,自行寻找答案。 • (注:互换装配法:协调环;修配法:补偿环;)
D方案: 1) 关于对称度的定位误差:Δdw = Δjb =Td/2 =0.05 2)关于工序尺寸54的定位误差: Δdw = 0
方案比较: 1)由于C、D方案关于对称度的定位误差 >对称度公差,不能用 2) B方案:
关于工序尺寸54的定位误差: Δdw = 0.0207,只占该工序尺寸公差的15%; 关于对称度的定位误差:Δdw = 0,因此该方案可用
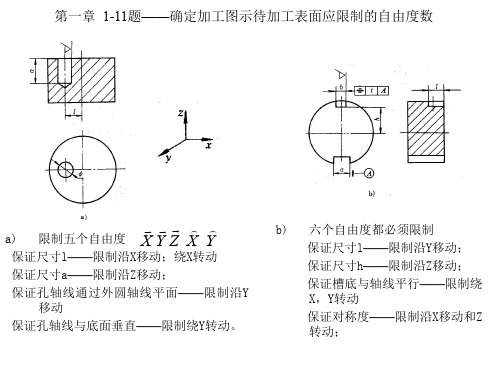
保证对称度——限制沿X移动和Z 转动;
c) 限制六个自由度 保证尺寸l,h,l2——限制三个移动; 保证与基准A平行度——限制绕Z转动。
保证与底面平行——限制绕X,Y转动。
d) 限制五个自由度 X Y X Y Z
保证尺寸l——限制沿X移动;
保证与左孔的平行度——限制绕X,Y 转动
保证对称度——限制沿Y移动和Z转 动;
第三章习题 3-4:定位误差计算
D 3500.025
d
80
0 0.1
H 38.500.2
Td
基准位置误差 Δjw = 2 sin
2
=0.0707
Δjb = TD/2 = 0.0125
Δdw = 0.0832 >0.2/3
• 第四章习题 4-1
• 4-1 车床导轨在垂直面平面内及水平平内的直线度对车削圆轴类 零件的加工误差有什么影响,影响程度有什么不同?
第三版机械制造工艺学第一章习题解答
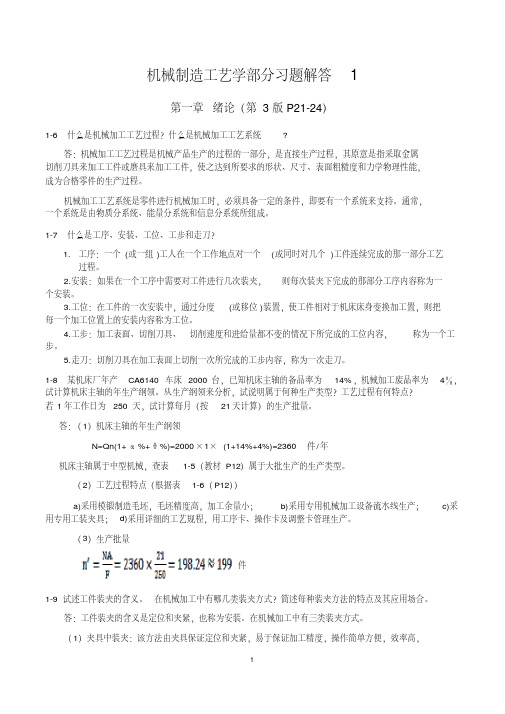
机械制造工艺学部分习题解答1第一章绪论(第3版P21-24)1-6什么是机械加工工艺过程?什么是机械加工工艺系统?答:机械加工工艺过程是机械产品生产的过程的一部分,是直接生产过程,其原意是指采取金属切削刀具来加工工件或磨具来加工工件,使之达到所要求的形状、尺寸、表面粗糙度和力学物理性能,成为合格零件的生产过程。
机械加工工艺系统是零件进行机械加工时,必须具备一定的条件,即要有一个系统来支持。
通常,一个系统是由物质分系统、能量分系统和信息分系统所组成。
1-7什么是工序、安装、工位、工步和走刀?1.工序:一个(或一组)工人在一个工作地点对一个(或同时对几个)工件连续完成的那一部分工艺过程。
2.安装:如果在一个工序中需要对工件进行几次装夹,则每次装夹下完成的那部分工序内容称为一个安装。
3.工位:在工件的一次安装中,通过分度(或移位)装置,使工件相对于机床床身变换加工置,则把每一个加工位置上的安装内容称为工位。
4.工步:加工表面、切削刀具、切削速度和进给量都不变的情况下所完成的工位内容,称为一个工步。
5.走刀:切削刀具在加工表面上切削一次所完成的工步内容,称为一次走刀。
1-8某机床厂年产CA6140车床2000台,已知机床主轴的备品率为14%,机械加工废品率为4%,试计算机床主轴的年生产纲领。
从生产纲领来分析,试说明属于何种生产类型?工艺过程有何特点?若1年工作日为250天,试计算每月(按21天计算)的生产批量。
答:(1)机床主轴的年生产纲领N=Qn(1+α%+θ%)=2000×1×(1+14%+4%)=2360件/年机床主轴属于中型机械,查表1-5(教材P12)属于大批生产的生产类型。
(2)工艺过程特点(根据表1-6(P12))a)采用模锻制造毛坯,毛坯精度高,加工余量小;b)采用专用机械加工设备流水线生产;c)采用专用工装夹具;d)采用详细的工艺规程,用工序卡、操作卡及调整卡管理生产。
参考答案-《机械制造工艺与装备(第三版)习题册》-B01-4292
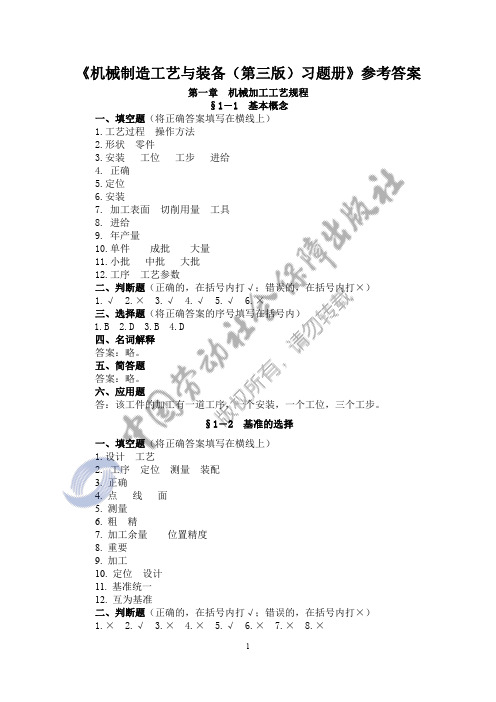
《机械制造工艺与装备(第三版)习题册》参考答案第一章机械加工工艺规程§1―1基本概念一、填空题(将正确答案填写在横线上)1.工艺过程操作方法2.形状零件3.安装工位工步进给4.正确5.定位6.安装7.加工表面切削用量工具8.进给9.年产量10.单件成批大量11.小批中批大批12.工序工艺参数二、判断题(正确的,在括号内打√;错误的,在括号内打×)1.√2.×3.√4.√5.√6.×三、选择题(将正确答案的序号填写在括号内)1.B2.D3.B4.D四、名词解释答案:略。
五、简答题答案:略。
六、应用题答:该工件的加工有一道工序,一个安装,一个工位,三个工步。
§1―2基准的选择一、填空题(将正确答案填写在横线上)1.设计工艺2.工序定位测量装配3.正确4.点线面5.测量6.粗精7.加工余量位置精度8.重要9.加工10.定位设计11.基准统一12.互为基准二、判断题(正确的,在括号内打√;错误的,在括号内打×)1.×2.√3.×4.×5.√6.×7.×8.×三、选择题(将正确答案的序号填写在括号内)1.A2.A3.A4.D5.B6.C7.C8.C9.A10.C11.A12.B四、名词解释答案:略。
五、简答题答案:略。
六、应用题1.答:选用毛坯φ60mm外圆及轴肩作为粗基准,粗加工φ180mm大外圆、断面、φ40mm孔;装夹φ180mm大外圆加工φ60mm外圆至要求,装夹φ60mm外圆车削齿轮各尺寸。
因为φ60mm外圆及轴肩余量较小,牢固可靠。
选用φ40H7孔和大端面作为精基准,铣齿轮。
符合基准统一原则,可满足齿轮加工要求。
2.答:选用B面为粗基准,划线并加工A面。
因为B面为非加工表面,选择B面作为粗基准可以保证加工后板的厚度均匀。
选择R16外圆柱面作为长度方向的粗基准(保证圆筒的壁厚均匀),选择A 面作为高度方向的精基准加工2×φ12孔(保证使定位基准和测量基准重合)。
机械制造工艺学第三版王先奎习题解答(1-2)

A
25
46 32 12 15
莫式6号 0.008 A-B
1.6 12±0.015 φ89f6
习图1-1 CA6140车床主轴结构
2
MM工T序号
习表1-1 CA6140车床主轴加工工艺过程
工序名称及内容
定位基准
设备
1 锻造(模锻)
立式精锻机
2 热处理(正火)
3 铣端面钻中心孔
毛坯外圆
铣钻联合机床
4 粗车外圆
2)精基准,两种选择:
R
Ⅰ Ⅱ
①选择主轴箱体安装面M和N;
l1 l2 l3
②选择顶面R及顶面2个工艺孔。
详见2.7.2节。
Ⅲ
l5 l4
M
N
图2-73
9
MMT 2-6 试分别选择图2-74所示各零件的粗、精基准(其中,图2-74a为齿轮
零件简图,毛坯为模锻件;图2-74 b为液压缸体零件简图,毛坯为铸件; 图2-74c为飞轮简图,毛坯为铸件)
锥堵顶尖孔
花键铣床
17 铣键槽
φ80h5外圆
立式铣床
18 车三处螺纹(与螺母配车)
锥堵顶尖孔
卧式车床
19 精磨各外圆及E、F两端面
锥堵顶尖孔
外圆磨床
20 粗、精磨两处1∶12外锥面、D端面及短锥面 锥堵顶尖孔
专用组合磨床
21 精磨大端莫氏6号内锥孔(卸堵,涂色法检查) 主轴颈及φ75h5外圆 专用锥孔磨床
顶尖孔
多刀半自动车床
5 热处理(调质220-240HBS)
6 半精车大端各部
顶尖孔
卧式车床
7 仿形车小端各部外圆
顶尖孔
仿形车床
8 钻通孔
两端支承轴颈
机械制造工艺学习题及参考答案3[全文5篇]
![机械制造工艺学习题及参考答案3[全文5篇]](https://img.taocdn.com/s3/m/a7769051793e0912a21614791711cc7931b778c5.png)
机械制造工艺学习题及参考答案3[全文5篇]第一篇:机械制造工艺学习题及参考答案3机械制造工艺学习题及参考答案3单项选择题1.()的基本尺寸等于各组成环基本尺寸的代数和。
A、组成环B、封闭环C、增环D、减环2.装配尺寸链的计算方法有()。
A、分层计算和累积计算B、排列组合计算和归纳总结计算C、正计算与反计算D、分解计算和组合计算3.()在零件加工或机器装配过程中最终形成的环或间接得到的环。
A、增环B、减环C、组成环D、封闭环4.组合夹具可以分为()两大类。
A、大型和小型B、孔系和槽系C、旋转式和直线式D、集中型和分散型5.()原则是指尽可能选择被加工表面的设计基准为精基准。
A、自为基准B、互为基准C、统一基准D、基准重合6.机械加工表面缺陷主要有表层加工冷作硬化、表层金相组织变化和(。
)A、位置误差B、形状误差C、圆柱度不达标D、表层残余应力7.()是把零件装配成部件的过程。
A、套装B、组装C、部装D、总装8.长V型块作为定位元件时,可以限定()个自由度。
A、6B、5C、4D、39.在机械加工过程中,()是工件实际定位中绝不允许的。
A、完全定位B、不完全定位C、过定位D、欠定位10.()是安排作业计划、进行成本核算、确定设备数量、人员编制以及规划生成面积的重要依据。
A、人员定额B、产量定额C、时间定额D、效率定额11.()在特定领域内具有与该领域人类专家相当智能水平的计算机知识程序处理系统。
A、自动化系统B、专家系统C、控制系统D、数控系统2.工艺规程规划时,产品基本不变的大批、大量生产,选用()。
A、数控机床B、普通机床C、专用组合机床D、自动机床13.在绝大多数产品中,装配时各组成环不需要挑选或改变其大小或位置,装配后即能达到装配精度的要求,但有少数产品有出现废品的可能性的装配方法是()。
A、完全互换法B、基本互换法C、强制互换法D、大数互换法多项选择题1.装配工艺规程的主要内容有()等。
A、分析产品图样,划分装配单元B、拟定装配顺序,划分装配工序C、计算装配时间定额D、确定各工序装配技术要求E、确定装配时零、部件的输送方法及所需要的设备和工具2.机械加工工艺规程规划所需原始资料有()等。
机械制造工艺学典型习题解答(DOC)
典型习题和解答第一章机械加工工艺规程的制定〔例1。
3〕试举例说明下列各组的概念、特点以及它们之间的区别:(1)零件尺寸链、工艺过程尺寸链,工艺系统尺寸链,装配尺寸链;(2)封闭环.组成环,增环.减环。
〔例1。
10〕设某一零件图上规定的外圆直径为Ф32mm,渗碳深度为0。
5~0.8 mm。
现为使此零件可和另一种零件同炉进行渗碳,限定其工艺渗碳层深度为0。
8~1。
0 mm。
试计算渗碳前车削工序的直径尺寸及其上、下偏差?[解]渗碳深度是间接保证的尺寸,应为封闭环。
并作出尺寸链计算图。
车削外圆的半径及公差RδR为组成环之一。
求RδR: 0.8=1+16-R min,R min=16.2mm0。
5=0.8+15.975—R max, R max=16。
275mm故车削工序的直径尺寸及公差应标注为Φ32。
55 mm。
〔例 1.11〕設一零件,材料为2Cr13,其内孔的加工顺序如下:(1)车内孔Φ31。
8(2)氰化,要求工艺氧化层深度为磨内孔Φ32,要求保证氧化层深度为0.1~0.3mm,试求氰化工序的工艺氧化层深度t?[解]按加工顺序画出形成氰化层深度0。
1 ~0.3mm的尺寸链计算图。
图中0.1~0.3 mm是最后形成的尺寸应为封闭环。
计算t: 0.3=t max+15。
97-16。
0050.1=t min+15.9—16。
0175得 t max=0.335mmt min=0.2175mm故氰化工序的工艺氰化层深度t=0.2175mm。
〔例1。
12〕某小轴系成批生产,工艺过程为车、粗磨、精磨、镀铬。
所得尺寸应为Ф30㎜,镀层厚度为0.03~0.04㎜。
试求镀铬前精磨小轴的外径尺寸及公差。
[解] 列尺寸链如图示,镀铬后外径尺寸Φ30mm为封闭环30=A1max+0。
08 得A1max=29.92mm30-0。
045=A1min+0.08—0.02 A1min=28.895mm 所以镀铬前精磨小轴的外径尺寸及公差大小为A1=Φ29。
机械制造工艺学典型习题汇总
机械加工工艺典型习题和解答第一章机械加工工艺规程的〔例1.3〕试举例说明下列各组的概念、特点以及它们之间的区别:(1)零件尺寸链、工艺过程尺寸链,工艺系统尺寸链,装配尺寸链;(2)封闭环.组成环,增环.减环。
〔例 1.10〕设某一零件图上规定的外圆直径为Ф32005.0-mm ,渗碳深度为0.5~0.8 mm 。
现为使此零件可和另一种零件同炉进行渗碳,限定其工艺渗碳层深度为0.8~1.0 mm 。
试计算渗碳前车削工序的直径尺寸及其上、下偏差?[解] 渗碳深度是间接保证的尺寸,应为封闭环。
并作出尺寸链计算图。
车削外圆的半径及公差R δR为组成环之一。
求R δR : 0.8=1+16-R min ,R min =16.2mm0.5=0.8+15.975-R max , R max =16.275mm 故车削工序的直径尺寸及公差应标注为Φ32.55015.0- mm 。
〔例 1.11〕設一零件,材料为2Cr13,其内孔的加工顺序如下:(1)车内孔Φ31.814.00+(2)氰化,要求工艺氧化层深度为磨内孔Φ320.0350.010++,要求保证氧化层深度为0.1~0.3mm, 试求氰化工序的工艺氧化层深度t T δ?[解] 按加工顺序画出形成氰化层深度0.1 ~0.3mm 的尺寸链计算图。
图中0.1~0.3 mm 是最后形成的尺寸应为封闭环。
计算 t T δ: 0.3=t max +15.97-16.005 0.1=t min +15.9-16.0175得 t max =0.335mmt min =0.2175mm故氰化工序的工艺氰化层深度t T δ=0.21751175.00+mm 。
〔例 1.12〕某小轴系成批生产,工艺过程为车、粗磨、精磨、镀铬。
所得尺寸应为Ф300045.0-㎜,镀层厚度为0.03~0.04㎜。
试求镀铬前精磨小轴的外径尺寸及公差。
[解] 列尺寸链如图示,镀铬后外径尺寸Φ300045.0-mm 为封闭环30=A 1max +0.08 得 A 1max =29.92mm 30-0.045=A 1min +0.08-0.02 A 1min =28.895mm 所以镀铬前精磨小轴的外径尺寸及公差大小为A 1=Φ29.920025.0- mm〔例 1.13〕某轴套的部分工艺过程为:粗磨内孔到Ф04.0076.154+Φ㎜,再渗氮,最后精磨内孔至04.00155+Φ㎜,单边渗氮层深度要求为0.3~0.5㎜,试计算渗氮工序的渗入深度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(3)生产批量
件
1-9 试述工件装夹的含义。 在机械加工中有哪几类装夹方式?简述每种装夹方法的特点及其应用场合。 答:工件装夹的含义是定位和夹紧,也称为安装。在机械加工中有三类装夹方式。 (1)夹具中装夹:该方法由夹具保证定位和夹紧,易于保证加工精度,操作简单方便,效率高,
1
但需要制造或购买夹具。多用于大批大量生产。 (2)直接找正装夹:可省去夹具的定位元件,比较经济,但需要有夹紧装置,装夹效率低。用于
d)左端固定锥销,限制 X、Y、Z 的三个移动自由度;右端浮动锥销与固定锥销组合后限制
Y、
Z 两个转动自由度;不完全定位,无过定位和欠定位。
e) Z 轴方向两短 V 形块组合,限制 X、Y 的移动自由度和转动自由度( 4 个自由度); X 轴方 向一短 V 形块,限制 Z 的移动自由度和转动自由度,完全定位,无过定位和欠定位。
f)两长条形支撑板,限制 X、Y 的转动自由度和 Z 的移动自由度;两个支承钉限制 X 的移动 自由度和 Z 的转动自由度。菱形销钉限制了 Y 的移动自由度,完全定位,无过定位和欠定位。
1-13 何谓基准?基准分哪几种?各种基准之间有何关系? 答:基准是用来确定生产对象上几何要素之间的几何关系所依据的那些点,线或面。
则每次装夹下完成的那部分工序内容称为一
3.工位:在工件的一次安装中,通过分度 (或移位 )装置,使工件相对于机床床身变换加工置,则把 每一个加工位置上的安装内容称为工位。
4.工步:加工表面、切削刀具、 切削速度和进给量都不变的情况下所完成的工位内容, 步。
称为一个工
5.走刀:切削刀具在加工表面上切削一次所完成的工步内容,称为一次走刀。
答: a) 三爪卡盘: X、Y、Z 的移动自由度;浮动顶尖与三爪卡盘组合后限制 度; 不完全定位,无过定位和欠定位。
Y、Z 的转动自由
b) 固定顶尖限制 X、Y、Z 的移动自由度; 后浮动顶尖与前顶尖组合后限制 度 ;不完全定位,无过定位和欠定位。
Y、Z 的转动自由
3
c) 定位元件为心轴,限制 Y、Z 的移动自由度和 Y、Z 的转动自由度四个自由度;如考虑车端 面的话, X 方向的移动应限制,故欠定位,不允许。
完全定位:限制了 6 个自由度的定位方式。 不完全定位:仅限制了 1~5 个自由度的定位方式。 欠定位:在加工时根据被加工面的尺寸、形状和位置要求,应限制的自由度未被限制,即约束点 不足,这样的情况称为欠定位。
过定位: 工件定位时, 一个自由度同时被两个或两个以上的约束点 定位,或重复定位,也称之为定位干涉。
4
;美高梅4858mgm 美高梅4858mgm;
我睁开眼,看了看窗外,夜色已经降临了,然后感觉着胳膊有点麻,低头看了眼躺在自己怀里的林然,忍了忍,还是没敢动,反正已经麻了。 我看着熟睡中的林然,原来她睡起来这么安静,我们俩搞了这么多年的对象,现在仔细想想,在一起睡觉的时间还真是不多,晚上一起过夜的次数,一个指头也数的过来。毕竟,她晚上得回家。不能在外面逗留。 我有点情不自禁的摸了摸她的脸,女孩子的皮肤,果然比男孩子的要强许多,皮肤基本都很好,很有弹性,大大的眼睛,长长的眼睫毛。我看着她,就笑了出来,也不知道是因为什么笑。 又这么过了没多少时间,林然睁开眼了,伸出手来揉了揉自己的眼睛“老公。” 我笑了笑,摸着她的脸,没说话。林然翻了个身,把我压在她身下的胳膊让了出来,我赶紧伸手揉了揉自己已经麻木的胳膊,然后使劲甩了几下。 林然趴起来,看着我来回的动作,笑了笑“傻啊你,麻了,你不会自己抽出来啊。”我撇了林然一眼“你睡的那么香,我正看着入神呢,你还让我抽出来,我咋抽出来。万一你醒了咋弄” 林然双手一抱我“六六老公。”接着就趴到了我身上, 冲着我傻笑了一会“你真好。”我轻轻的拍了她脑袋一下“现在知道我好了。” “我一直就知道呢。”“那你还老跟我打架。”林然笑了笑“我那叫督促你,你要对我不好了,我就跟你打架,麻烦死你。” 我叹了口气“不能换个方式么。”林然摇了摇头“应该是不行。先说正经的吧。你看默婉今天的表现,她是个什么意思?” 我一听,才想起来默婉,我往后靠了靠,顺手拿起来一支烟,叼到嘴里,点着了,吸了几口,然后叹了口气“她是不是想跟飞哥搞了。回心转意了。” 林然看着我“你感觉,她这个女人怎么样呢。”我听了以后笑了笑“一般吧,很会做女人,但是有心机。”“废话,谁没有心机啊,就是说,你感觉她怎么样呢。” 我转头摸了摸林然的头发“还行吧。”林然抱着我的脖子“刚才她跟林逸飞进屋子里去了哎,你没有看到么?”我笑了笑“当然看到了。怎么可能没看到。” “那你说他们俩会干什么?”我冲着林然乐着说道“你说他们俩能干什么呢,咱们俩干什么了,人家俩就干什么了。”“靠,真不要脸。” 我听完林然的话,就笑了“你这话说的,那不是咱们俩也成了不要脸了么。”林然看着我“我要”然后又指了指我“但是你不要,你一直就没脸没皮呢。” 我拍了她一下“再这么说我,我吃了你。”林然傻呵呵的笑了笑“老公,默婉要当你们嫂子了。” “你怎么知道?”我很疑惑的问道。林然拍了拍自己的胸脯“你说我是怎么知道的,反正我就是知道。女人的第六感很准的” 我笑了笑“你也有第六感呢。”“废话呢。”我一搂林然“好了,管他呢, 那是飞哥的事,要是当了嫂子了,最起码飞哥没白投入这么久,我还是头一次见他对一个女人这样呢,不过说实话,我还是挺为飞哥操心的。默婉。谁知道她想干什么。” 林然笑了笑“你别老对人家那么有意见了嘛。干吗啊你这是,人又不是跟你好。”一听,有点诧异“你们不是都跟郑影一个战线的么。怎么这么快就倒戈了。” “放屁,这个怎么能叫倒戈呢。”“这个不叫倒戈,叫什么呢?”“反正不能叫倒戈,这个又不能怪人家默婉,人家默婉又没怎么着,要怪,就得怪林逸飞,这个花心大萝卜。老祸害女孩子了” 我想了想“一个人一个过法呢,其实谁也怪不着。”“你就知道帮着他说话”林然接着打了我一下“老公。” “恩,怎么了?”“我跟你说点事吧。”我笑了笑“什么事呢?”林然抬起头来盯着我“我跟你说了,你不能激动,不能生气,不能瞎闹” 我一听“啥事啊,你还整的这么严肃。”“不行,你必须答应我了,我才跟你说呢。”我一搂林然“乖,好媳妇,说说,怎么回事” 林然想了想“你们身上的伤还都没好呢,刚出了这么大事,我怕你再瞎闹,你不让我放心,我就不说。” 我听完了林然的话,有点迷茫“到底怎么了。”“你答应我,我才说呢。”我叹了口气“恩,成,你说吧。” 林然笑了笑“那我们说好了哦。”我拍了她一下“你知道我这个人心里放不下事,你还这么掉我胃口。” 林然一搂我胳膊“你还记得,最早以前,跟我好的那个男的么。”我想了想“哪个?”“就是把我从你手里抢走的那个。大你们一届的那个。” 我听完了以后叹了口气“妈的,你还提这个伤心事,多丢人呢。”林然接着说道“就是他了。”我一听“什么意思,怎么叫就是他了。” 林然开始自己玩自己的手指,半天也不说话。我拍了她一下“说话啊,就是他什么,他又怎么了?”林然叹了口气“他现在跟我一个学校呢。” “他怎么跟你跑一个学校去了?”林然摇了摇头“我怎么知道他跟我咋跑一个学校去的,只是他现在有点骚扰我的意思。” 我坐直了,然后点着了一根烟“怎么回事,这个是多会的事。” 林然一拉我胳膊“说好了不能激动的,我跟你好好说呢, 你就好好听行不。别瞎闹,也没什么大事” 我想了想,叹了口气“恩,继续说吧。” “那我说了昂,你要是在急眼一类的,我就不理你了,说到做道。” 我点了点头“恩,恩,知道了。说吧。” 林然不知道思考了点什么“他不知道跟谁要的我电话,最近开始给我频繁的打电话。我放假前那一天,他还去我们班找我去了。” 我把烟直接掐灭了“他跟你咋说的。” “他要我给他个机会。”“你给他个妈,顺便送他个爸,你问他要不。”林然推了我一下“你怎么这样”“我应该哪样。”“你别急,听我说。你听不听了”林然说完了以后用手指了指我。 我一抓他的手“好好,你说,你说。我听着呢。”林然顺手就把枕头拿起来抱到了自己的胸口的位置“我跟他都说好了。” “说好了什么了?跟那傻比有什么好说的” 林然看了我一眼“我跟他说,让他别来打扰我的生活,我说我现在很好,我很爱我老公。” “你就跟他这么说的啊?那算了,你还是把他电话给我吧,我跟他说,你这个语言表达能力有问题呢。” 林然瞪了我一下“你还有没完没完了你” 我看着她“我怎么了。” “你怎么这么能吃醋呢。” 我无奈的笑了笑“我一直这么爱吃醋,又不是一天两天了。” 林然摇了摇头“后来他还老找我。给我送吃的一类,就是每次他给我送过来,我都直接给他扔掉,一点面子都不给他呢。” 我想了想“行了,知道了, 别的你也别说了,老一套,表忠心,说爱你,在来点悔恨的意思, 最后弄点死皮不要脸的流氓招数,我草他妈的,你把他电话给我。” 林然看着我不说话,也不理我。 我起身,就要下床,林然一把抓住我了的胳膊“你要干吗去。” “我啥也不干,我能干吗啊,我就是去拿你的电话,你既然不告诉我。那我就自己去找。” 林然抓着我胳膊“他这两天没联系我呢,算了好不好,不要闹了。我跟他说的很明白了。我不让他再来骚扰我了。” 我一听“你跟他说,有用么,说的通么?” 林然叹了口气“你当初怎么答应我的。你刚才怎么说的,你怎么说变就变,我不喜欢你这样,你有点信用行不行。” 我看了眼林然“我一直很有信用,不过这个事,触犯了我底线了。” “你们这几个人伤还没全好呢,你又要拉他们去打架么?你脑子里能不能除了暴力,再有点别的东西。” 我坐了下来“妈的。我就是郁闷呢,气着我了。” 林然冲着我笑了笑“我跟你说这个,主要还是想先跟你说清了,我怕哪天咱们俩在一起的时候,他给我打个电话干吗的。被你看见了,你那脾气一上来,我解释不清,麻烦。为了避免误会,我提前跟你说了。就是不想你再惹事,你要是这样的话, 我以后什么都不跟你说了,我说到做到。我让你再冲动,我再也不跟你说了呢还。” 我很郁闷的看了林然一眼“我心里不舒服呢。” 林然抱着我的脖子“六六老公。” 我撇了她一眼“你要干吗?” “你应该相信我的。相信我,我爱你呢。”说完了以后使劲亲了我一口。 我无奈的笑了笑“那算了,我就不问这个事了。” “恩,这才对嘛。乖哦”林然也跟着我笑了。 我看林然笑了,很无奈,突然又想起来了点什么。于是继续开口说道“不过是谁告诉他的你电话,你知道么?”
单件、小批生产。 (3)划线找正装夹:所需设备简单,适应性强,但精度和生产率均较低。多用于单件、小批中的