CNC加工识图基础
CNC培训课件

加工一个配合件,分析其程序编制 过程,讲解配合件的特点、切削参 数的选择、程序编写技巧等。
cnc编程实战演练与经验分享
演练1
演练3
实际操作数控机床,对轴类零件进行 加工,体验切削参数的选择对加工质 量的影响,总结实战经验。
实际操作数控机床,对配合件进行加 工,体验切削参数的选择对加工质量 的影响,总结实战经验。
CNC发展历程
CNC技术自20世纪50年代诞生以来,经历了多个发展阶段,从最初的简单控制 到现在的智能化、网络化发展。
cnc机床结构与原理
CNC机床结构
CNC机床主要由数控装置、伺服 系统、机床本体、测量系统等组 成。
CNC机床原理
通过数控装置对机床进行控制, 实现加工过程的自动化。伺服系 统根据数控装置发出的指令,驱 动机床运动部件进行加工。
解决方案
定期更换刀具,采用合适的装夹方式,调整切削参数,加强质量检测。
ห้องสมุดไป่ตู้
04 cnc编程实例分析与实战 演练
cnc编程实例展示及分析
实例1
加工一个轴类零件,分析其程序 编制过程,讲解轴类零件的特点 、切削参数的选择、程序编写技
巧等。
实例2
加工一个复杂曲面零件,分析其程 序编制过程,讲解复杂曲面零件的 特点、切削参数的选择、程序编写 技巧等。
产业链结构
cnc行业产业链包括机床 制造、数控系统、刀具、 夹具等环节。
技术水平
cnc技术水平不断提高, 加工精度和效率不断提升 。
cnc技术前沿动态及创新应用案例分享
数控系统技术
数控系统是cnc技术的核心,近 年来不断有新的数控系统推出, 如智能数控系统、高精度数控系
统等。
刀具技术
机械配件CNC加工图纸
设计
X.X 0.1 X.X 0.1° 图纸比例 1:1 校 对
X.XX 0.02 X.XX 0.05°
其余 3.2 审 批
3
2016/3/23 名 称 材料 表面处理
4
焊接机 S45C
表面镀铬
5
D
图 号 联轴器 版 本 REV.1
图纸尺寸 A4
6
1
2
3
4
5
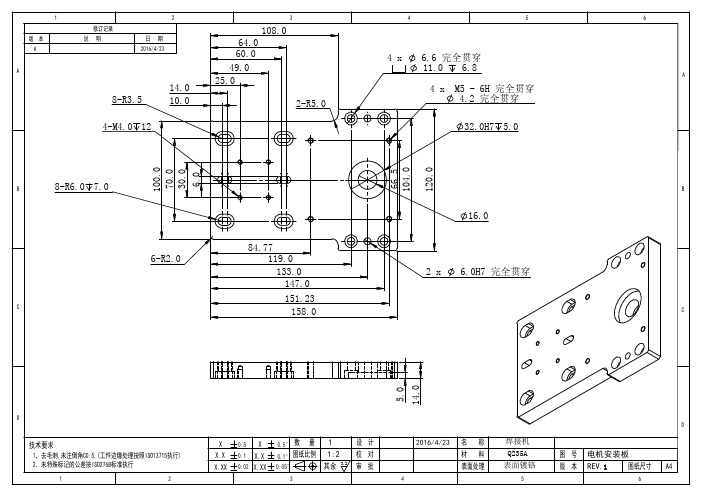
修订记录
版本 A
说明
日期 2016/4/23
1
2
X 0.5 X 0.5° 数 量 1
设计
X.X 0.1 X.X 0.1° 图纸比例 1:2 校 对
X.XX 0.02 X.XX 0.05°
其余 3.2 审 批
3
2016/3/23 名 称 材料 表面处理
4
焊接机 Q235A
表面镀铬
5
D
图 号 下挡块 版 本 REV.1
图纸尺寸 A4
6
151.23
C
158.0
4
5
4 x 6.6 完全贯穿 11.0 6.8
4 x M5 - 6H 完全贯穿 4.2 完全贯穿
32.0H7 5.0
16.0 2 x 6.0H7 完全贯穿
6 A B
C
5.0 14.0
D
技术要求
1,去毛刺,未注倒角C0.5,(工件边缘处理按照ISO13715执行) 2, 未特殊标记的公差按ISO2768标准执行
1
2
X 0.5 X 0.5° 数 量 1
设计
X.X 0.1 X.X 0.1° 图纸比例 1:2 校 对
X.XX 0.02 X.XX 0.05°
其余 3.2 审 批
CNC调机培训_机械识图

昆山谷捷
图纸的内容
昆山谷捷
图纸的内容
昆山谷捷
图纸的内容
昆山谷捷
图纸的内容
昆山谷捷
看图的根本步骤
• 看标题栏、分析图形、分析尺寸、看技术 要求。
• 1.看标题栏:通过标题栏,可以知道零件的名称,材料名 称、厚度,是哪个工程,哪个公司。
• 2.分析图形:先看主视图,在联系其他视图,通过对图形 的分析,想象出零件的结构形状。
昆山谷捷
图纸的内容
• 1.图形 • 用一组图形来表达零件的结构形状,可以采用视图、剖视
图、断面图、局部放大图和简化画法等。
• 2.尺寸 • 正确、完整、清晰、合理地标注出零件各形体大小及相对
位置的全部尺寸。
昆山谷捷
图纸的内容
• 3.技术要求
•
用规定的符号、标记、代号和文字说明零件在制造和检
验时所应到达的各项技术指标。如外表粗糙度、尺寸公差、
昆山谷捷
Kunshan Googe Metal products Co., Ltd
谷捷金属
昆山谷捷
Googe Metal Products Co., Ltd. Was founded by some senior and professional management in 2021
Integrated with R&D, producing & marketing of thermal cooling products in East China area, half an hour driving from Shanghai Hongqiao international airport to Googemetal.
机械加工图纸识图要领【范本模板】

机械加工图纸常见结构的尺寸注法常见孔的尺寸注法(盲孔、螺纹孔、沉孔、锪平孔);倒角的尺寸注法. ❖盲孔❖螺纹孔❖沉孔❖锪平孔❖倒角2零件上的机械加工结构❖退刀槽和砂轮越程槽在零件切削加工时,为了便于退出刀具及保证装配时相关零件的接触面靠紧,在被加工表面台阶处应预先加工出退刀槽或砂轮越程槽。
车削外圆时的退刀槽,其尺寸一般可按"槽宽×直径”或"槽宽×槽深”方式标注。
磨削外圆或磨削外圆和端面时的砂轮越程槽。
❖钻孔结构用钻头钻出的盲孔,在底部有一个120°的锥角,钻孔深度指的是圆柱部分的深度,不包括锥坑。
在阶梯形钻孔的过渡处,也存在锥角120°圆台,其画法及尺寸注法。
用钻头钻孔时,要求钻头轴线尽量垂直于被钻孔的端面,以保证钻孔准确和避免钻头折断。
三种钻孔端面的正确结构。
❖凸台和凹坑零件上与其他零件的接触面,一般都要加工。
为了减少加工面积,并保证零件表面之间有良好的接触,常常在铸件上设计出凸台,凹坑。
螺栓连接的支撑面凸台或支撑面凹坑的形式;为了减少加工面积,而做成凹槽结构。
3常见零件结构❖轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等.如图中所示的表面粗糙度为Ra6。
3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
cnc看图操作流程

cnc看图操作流程CNC(Computer Numerical Control)是一种通过计算机控制机床进行加工的技术,它可以实现高精度、高效率的加工过程。
在CNC加工中,看图操作是非常重要的一环,它决定了加工的精度和质量。
下面将介绍CNC看图操作的流程。
首先,操作人员需要准备好加工所需的CAD图纸。
CAD图纸是由设计人员根据产品的要求绘制的,包括产品的尺寸、形状、加工工艺等信息。
在CNC加工中,CAD图纸是操作人员进行看图操作的基础。
接下来,操作人员需要将CAD图纸导入到CNC机床的控制系统中。
通常情况下,CNC机床的控制系统支持常见的CAD文件格式,如DXF、DWG等。
操作人员可以通过U盘、网络等方式将CAD图纸导入到控制系统中。
然后,操作人员需要在CNC机床的控制系统中打开CAD图纸,并进行放大、缩小、旋转等操作,以便查看细节。
在查看CAD图纸时,操作人员需要注意产品的尺寸、形状、加工工艺等信息,确保理解清楚。
接着,操作人员需要设置加工工艺参数。
在CNC机床的控制系统中,操作人员可以设置加工速度、进给速度、刀具路径等参数,以确保加工过程的稳定性和高效性。
在设置参数时,操作人员需要根据CAD图纸中的信息进行调整,确保加工的精度和质量。
最后,操作人员可以开始进行CNC加工。
在加工过程中,操作人员需要不断监控CNC机床的运行状态,确保加工过程的顺利进行。
同时,操作人员还需要及时调整加工参数,以适应不同的加工情况。
总的来说,CNC看图操作是CNC加工过程中非常重要的一环,它直接影响到加工的精度和质量。
通过以上介绍的流程,希望能帮助您更好地理解CNC看图操作的过程,提高CNC加工的效率和质量。
机械识图基础(全了!!!)

机械识图基础(全了)【福利】公众平台回复“优惠券”,领取淘宝天猫内部大尺度优惠券,绝对实惠!每日更新!第一节图样一.什么是机械图样生产中,最常见的技术文件就是图样。
零件图、工艺图、工艺卡片、装配图等统称为机械图样。
要加工出合格的零件,就必须看懂图样中所表达的零件的形状、大小和各种加工要求。
二.机械图样的种类1. 机械图样按表达对象来分,最常见的有零件图、装配图二种,也有工艺图、工艺卡片等。
2. 零件图是表达零件的结构、大小、以及技术要求的图样。
装配图是表达产品及其组成部分的联接、装配关系的图样。
三.图样中的一般规定1. 共有5种图幅。
A0、A1、A2、A3、A4。
前一种图幅的大小刚好是后一种图幅的1倍。
2. 图线:①《机械制图》国家标准中规定了八种图线形式:粗实线、细实线、波浪线、双折线、虚线、细点划线、粗点划线、双点划线。
② 图线的宽度:图线的宽度有粗、细两种,粗线的宽度为b,细线的宽度为b/3。
宽度b应图形的大小和复杂程度在0.5mm~2mm的图线宽度系列中选用。
除粗实线和粗点划线外,其余均为细线。
图线一共有8种,这里只介绍4种:粗实线----可见轮廓线,可见过渡线;虚线----不可见轮廓线,不可见过渡线;细实线----尺寸线、尺寸界线、剖面线、指引线、螺纹的牙底线;细点划线----轴线、对称中心线。
③ 图形比例:所谓比例,是指图形与其实物相同要素的线性尺寸之比。
与实物相同:1:1缩小比例:1:1.5, 1:2, 1:2.5, 1:3,1:4,…。
放大比例:2:1, 2.5:1, 4:1, 5:1,…。
在应用比例时必须注意一下几类:1>. 同一机件的各个视图应采用相同的比例,并在标题栏中注明;当某个视图采用不同的比例时,必须在该视图的下方右侧标注比例(有时也在上面标),如2>.无论图形按何种比例绘制,所注尺寸应表达机件的实际大小,且为机件的最后完工尺寸。
④ 尺寸标注法:在图样中,零件的大小由尺寸来表示:A. 尺寸组成要素:尺寸界线、尺寸线、尺寸数字B. 识读尺寸时应注意的几个问题:1>.机件的真实大小以图样上所注尺寸的数值为依据,与图形的大小及绘图比例的准确性无关。
cnc图纸字母符号大全

CNC图纸字母符号大全引言在CNC(Computer Numerical Control)图纸中,字母符号被广泛使用来表示不同的元件、特征和操作。
这些符号的正确使用对于图纸的理解和加工过程非常重要。
本文将介绍CNC 图纸中常见的字母符号,包括尺寸标记、位置标记、图纸元素等,并提供相应的示例。
尺寸标记符号在CNC图纸中,尺寸标记符号用于标记零件的尺寸。
下面列出了一些常见的尺寸标记符号和它们的含义:1.直径标记符号:用一个带有角度的“ø”表示直径。
例如,ø10表示直径为10mm的圆。
2.半径标记符号:用一个圆括号“R”加上半径值表示。
例如,R5表示半径为5mm的圆弧。
3.直线尺寸标记符号:用两个平行的水平线表示。
例如,10表示10mm长度的直线。
4.角度标记符号:用一个带有角度符号“°”的数字表示。
例如,45°表示45度的角度。
位置标记符号在CNC图纸中,位置标记符号用于确定元素相对于其他元素的位置和方向。
下面列出了一些常见的位置标记符号和它们的含义:1.垂直线位置标记符号:用一条垂直线表示元素的位置。
例如,|A|表示元素A垂直于基准线。
2.水平线位置标记符号:用一条水平线表示元素的位置。
例如,―A―表示元素A水平于基准线。
3.基准线位置标记符号:用一条波浪线表示基准线。
例如,A表示元素A相对于基准线。
4.角度位置标记符号:用一个带有角度符号“°”的数字表示元素的方向。
例如,A45°表示元素A相对于基准线逆时针旋转45度。
图纸元素符号在CNC图纸中,图纸元素符号用于表示图纸中的不同元素和特征。
下面列出了一些常见的图纸元素符号和它们的含义:1.垂直线符号:用一条竖直的直线表示。
例如,|表示垂直线。
2.水平线符号:用一条水平的直线表示。
例如,―表示水平线。
3.箭头符号:用于表示尺寸标记方向或图形的方向。
例如,➡用于表示从一点到另一点的方向。
4.圆弧符号:用于表示圆弧。
17.如何识图及识别CNC加工的工位。如何判别公差ok。

如何判別公差:
99.99mm0到正0.02mm為﹕99.99-100.01 99.99mm0到負0.02mm:為﹕99.99-99.07
2D圖面中如果尺寸小數點后面沒有一位數字﹐ 尺寸精度從上面圖中可看出為正負0.5mm﹐依上 表依次類推。
例﹕
如右圖中32.0mm為G工段 CNC OK 到位 正負0.1mm﹐但CNC 所要加工的22.00mm工位 為正負0.01mm﹐我們該如 何保証我們的尺寸﹕ 當G工段尺寸 為﹕32.09mm﹐那我們用 千分表從頭部側的 尺寸要 保証在 32.0922.00=10.09mm正負1條﹐ 依次類推即可 G OK
如何識圖 如何判別公差 識別CNC加工的工位
如何識圖﹕
一﹐藍圖的構成:
1.標題欄
2.公差欄
3.圖框(A1的意義)
4.設變欄
5.視圖及尺寸
6.注釋說明 藍圖的左上角或藍圖的左下角﹐右下角
放大
拿到圖面首先要瀏覽一遍﹐要確定六面 體的尺寸﹐及其斷差尺寸﹐這一步是審 圖的基礎﹐也是加工的基礎。六面體尺 寸的確定需要找到零點的位置﹐這是前 提。不同的設計人員所定的零位各不相 同﹐所以不要只看表象﹐不要被表象 所 迷惑﹐ 而應要實際找到他的位置所在。 如下列圖面﹕
特例﹕ 塑模(ZM)沖模(PD)公差定義
塑模﹕在Pro ENGINEER中打開3D檔﹐從顏色管理中 可看到對應的公差及是否成型面﹐成型面12#15#18# 以上之分﹐成型面15#12#以下CNC留0.05mm余 量﹐ES整體到位﹐18#及以上CNC到位ES清角 沖 模﹕紅色面為正負0.01mm白色面(WE工位除外)為 正負0.1mm熱處理前CNC1到位
机械加工图纸识图要领

机械加工图纸识图要领机械加工中,图纸是非常重要的,通过图纸可以准确地确定加工部位、尺寸、工艺等信息。
而机械加工中图纸的正确识图也是非常重要的。
只有识图准确,才能保证加工零件的尺寸精度和加工质量。
一、认识机械加工图机械加工图可分为三种,即剖视图、正视图、俯视图。
剖视图是将物体分成两半,可以展示物体内部的结构和细节;正视图则展示了物体的前侧面;俯视图则展示了物体的顶部。
加工图纸上显示的为三维物体的二维展开图。
正确识图先要熟悉图纸中标注的各项信息,特别是尺寸和比例。
二、学会阅读尺寸标注在机械加工图中,尺寸标注是非常重要的,是判定零件尺寸是否准确的依据。
尺寸标注通常用到的有狭义尺寸标注、公差尺寸标注、基准尺寸标注。
不同的标注方式需要不同的识图要领。
1.狭义尺寸标注狭义尺寸标注通常出现在零件尺寸不大的情况,如直径、孔径等。
这种标注主要有尺寸文字和尺寸线组成。
可以根据尺寸线上的箭头方向判断尺寸大小。
在识图的过程中,应关注零件的起始点和终止点,以及尺寸是否与图纸上的文字相符。
2.公差尺寸标注公差尺寸标注多出现在零件尺寸要求较高的情况。
标注要求零件必须在一定的公差范围内,而不是严格等于标注的数值。
公差尺寸标注通常标识方法是在尺寸文字和尺寸线之间添加一个公差符号。
在识图时,应特别关注尺寸线上的箭头是否偏离零件轮廓线、公差标记的顺序等。
3.基准尺寸标注基准尺寸标注是指在图纸中选择一个稳定的位置或基准面作为参照,标注出零件的基准尺寸。
常见的基准面包括平面、轴线、圆柱面等。
在识图时,应特别关注基准尺寸标注的准确性和位置是否正确。
三、掌握比例为了能将三维物体准确地表现在二维图纸上,机械加工图需要进行比例缩放。
常见的比例有1:1、1:2、1:5、1:10等。
在阅读机械加工图时,首先需要明确图纸的比例,然后再根据图纸上的尺寸比例进行测量和识图。
四、积累经验机械加工图的识图需要长时间的练习和积累经验。
掌握图形语言和机械设计规范,建立图纸与实物的对应关系,增强对零件加工及加工工艺的了解,都是提高识图能力的重要方法。
cnc加工工艺知识点总结

cnc加工工艺知识点总结一、CNC加工的基本知识C加工的概念CNC加工是利用计算机来对数控机床进行控制,实现对工件的加工。
CNC加工是一种高精度、高效率的加工方法,广泛应用于各种工件的加工领域。
C加工的优势CNC加工相比传统加工具有如下优势:(1)提高生产效率。
CNC加工可以实现自动化生产,大大提高了生产效率。
(2)提高加工精度。
由于CNC加工是由计算机控制的,因此可以实现更高的加工精度。
(3)灵活性强。
CNC加工可以根据需要随时更改加工程序,灵活性强。
C加工的发展趋势随着科学技术的不断发展,CNC加工技术也在不断进步。
未来CNC加工将朝着高精度、高效率、多功能化的方向发展,以适应各种复杂工件的加工需求。
二、CNC加工的工艺流程1.确定加工工艺在进行CNC加工之前,首先需要确定加工工艺。
这包括确定加工方式、切削参数、工艺路线、刀具选择等。
2.设计加工程序设计加工程序是CNC加工的重要环节。
加工程序需要根据工件的形状和尺寸来设计,包括各种切削路径、补偿值、进给速度等。
3.编写加工代码在确定了加工程序之后,需要编写加工代码。
加工代码是CNC机床进行加工的指令,需要精确地描述加工的每一个动作。
4.机床调试在对加工代码进行编写之后,需要进行机床的调试。
这包括机床的各种参数设置、工件的夹紧、刀具的选择等。
5.加工生产经过上述准备工作之后,就可以进行加工生产了。
在生产过程中需要对机床进行监控,及时调整参数,以确保加工精度。
6.产品检验在产品加工完成后,需要对产品进行检验。
检验主要包括工件的尺寸检测、表面质量检测等。
7.产品包装最后一步是产品的包装。
在包装过程中,需要注意保护产品的表面,以防止在运输过程中受到损坏。
三、CNC加工常见问题及解决方法1.刀具磨损刀具磨损是CNC加工中常见的问题。
刀具磨损会影响加工质量,缩短刀具寿命。
解决方法包括及时更换刀具、调整切削参数等。
2.工件变形在加工过程中,由于切削力的作用,工件容易发生变形。
cnc加工图纸符号详解

cnc加工图纸符号详解
1 直线度(——),是限制实际直线对理想直线变动量的一项指标。
它是针对直线发生不直而提出的要求。
2 圆度(○),是限制实际圆对理想圆变动量的一项指标。
它是对具有圆柱面(包括圆面、球面)的零件,在一正截面(与轴线垂直的面)内的圆形轮廓要求。
3 圆柱度(/○/),是限制实际圆柱面对理想圆柱面变动量的一项指标。
它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。
圆柱度是圆柱体各项形状误差的综合指标。
4 线轮廓度(⌒),是限制实际曲线对理想曲线变动量的一项指标。
它是对非圆曲线的形状精度要求。
5 平行度(‖),用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离0°的要求,即要求被测要素对基准等距。
6 垂直度(⊥),用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离90°的要求,即要求被测要素对基准成90°。
7 倾斜度(∠),用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏7离某一给定角度(0°~90°)的程度,即要求被测要素对基准成一定角度除90°外。
8 同轴度(◎),用来控制理论上应该同轴的被测轴线与基准轴线的不同轴程度。
9 Ø25H8,是所标位置的直径为25 毫米,“H”说明是标的孔的偏差(极限偏差)。
其中H8 代表的数值,对于直径25 来说,是上偏差为33 微米(0.03 毫米),下偏差为0。
综合所述:Ø25H8 的意思是孔的直径范围为25.00025.033。
CNC培训PPT课件 (2)

CNC技术将与物联网、人工智能等先进技术融合,实现更加智能化、高效化的生产 模式。
CNC技术的挑战与机遇
技术更新换代快速, 需要不断投入研发力 量,以保持竞争优势 。
随着技术的进步和应 用领域的拓展,CNC 技术将面临更多的发 展机遇。
产。
CNC技术提高了加工精度和生 产效率,是现代制造业中不可或
缺的重要技术。
CNC技术的应用领域
航空航天
汽车制造模具制造源自五金加工CNC技术广泛应用于航 空航天领域的零部件加
工和装配。
CNC机床在汽车制造中 用于加工各种复杂的零
部件。
CNC技术能够快速、准 确地加工各种模具,提
高生产效率。
CNC机床能够高效地完 成各种五金零件的加工
04
CNC加工实例
零件的CNC加工实例
总结词
简单零件的加工展示
详细描述
介绍如何使用CNC机床对简单零件进行加工,包括材料选择、工艺流程、刀具 选择等。
复杂零件的CNC加工实例
总结词
复杂零件的加工挑战
详细描述
分析复杂零件的CNC加工难点,如何制定合理的加工方案,以及解决加工过程中 可能出现的问题。
02
CNC编程基础
CNC编程的基本概念
CNC编程定义
CNC编程的应用领域
CNC编程是一种用于控制数控机床进 行加工的编程语言,通过编写程序来 控制机床的运动轨迹和加工参数。
CNC编程广泛应用于机械加工、模具 制造、航空航天、汽车制造等领域。
CNC编程的流程
CNC编程一般包括零件图纸分析、工 艺方案制定、加工参数设置、程序编 写与校验等步骤。
CNC加工工艺知识培训教材(PPT4)

01
02
03
04
05
06
高精度、高效率加工技术 的发展
绿色制造与环保加工技术 的探索
未来CNC加工技术的发展 趋势与挑战
THANKS
感谢观看
3
合理选择切削用量的意义
提高加工效率、保证加工质量、降低加工成本。
合理选择切削用量方法论述
根据工件材料选择
针对不同材料,选择合适的切削速度和进给量,如加工钢材时,应选 择较低的切削速度和较大的进给量。
根据刀具材料选择
不同刀具材料对应不同的切削用量,如硬质合金刀具可选择较高的切 削速度和较小的进给量。
07 总结回顾与展望 未来发展趋势
关键知识点总结回顾
CNC加工基本原理和工艺流程
刀具的种类、选用及磨损管理
加工过程中的质量控制与检测
切削参数的选择及优化
夹具的设计、制造及使用
常见的CNC机床类型及其特点
行业应用前景展望
智能制造与CNC加工的融 合
复合加工技术的推广与应 用
CNC加工在航空航天、汽 车制造等领域的应用前景
刀具磨损形式
刀具磨损主要包括后刀面磨损、 前刀面磨损和边界磨损等,不同 磨损形式对加工质量的影响不同
。
刀具寿命
是指刀具在切削过程中保持合格加 工质量的总切削时间,与刀具材料 、结构和切削条件等因素有关。
刀具寿命管理
通过合理选择切削参数、使用冷却 液、定期检查和更换刀具等措施, 可以延长刀具寿命,提高加工效率 和质量。
防错技术
采用自动化设备或工装夹具等手段, 防止人为因素导致的产品质量问题。
统计过程控制(SPC)
运用统计技术对生产过程进行分析和 控制,及时发现并解决问题。
CNC培训PPT课件

G代码指令是CNC编程中最常用 的指令之一,用于控制机床的移 动轨迹,如G00表示快速定位,
G01表示直线插补。
M代码指令
M代码指令用于控制机床的辅助动 作,如M03表示主轴正转,M05 表示主轴停转。
S代码指令
S代码指令用于控制主轴的转速,如 S200表示主轴转速为200转/分钟。
CNC编程的技巧与注意事项
全性。
04
CNC加工实例
加工实例一:简单零件的加工
总结词
基础入门,掌握CNC基本操作
详细描述
介绍简单零件的CNC加工流程,包括毛坯选择、工件装夹、刀具选择、切削参数设置等 。通过实例演示,使学员掌握CNC加工的基本操作和安全规范。
相关操作
手动编程、G代码理解、刀路模拟等。
加工实例二:复杂零件的加工
03
CNC机床操作
CNC机床的基本操作
启动与关闭CNC机床
熟悉CNC机床的启动和关闭操作,确保在正 确的状态下进行工作。
刀具选择与安装
根据加工需求选择合适的刀具,并正确安装 到主轴上。
坐标系设置
了解并掌握CNC机床的坐标系设置,包括工 件坐标系和机械坐标系。
程序输入与编辑
掌握CNC编程软件的使用,能够输入、编辑 和调试加工程序。
cnc培训ppt课件
汇报人:可编辑 2023-12-25
目录
• CNC技术简介 • CNC编程基础 • CNC机床操作 • CNC加工实例 • CNC技术常见问题及解决方案
01
CNC技术简介
CN种将计算机技术应用于机床控
制的技术。
CNC机床通过读取存储在计算 机中的G代码(加工程序)来控
常见问题二:CNC编程错误处理
数控车床加工零件图纸
数控车床加工零件图纸引言数控车床加工是一种高精度、高效率的加工方法,能够完成各种复杂的零件加工任务。
为了保证加工的精度和准确性,对于需要加工的零件,必须使用图纸进行设计和规划。
本文将介绍数控车床加工零件图纸的要素和规范。
数控车床加工零件图纸要素数控车床加工零件图纸是对待加工零件的几何形状、尺寸和表面质量进行详细描述的图形表示。
一个完整的数控车床加工零件图纸包括以下要素:1. 标题框标题框是图纸的第一个部分,用来标识零件的名称、编号、图纸作者、日期等信息。
标题框的位置通常位于图纸的右上角。
2. 尺寸标注尺寸标注是图纸中最重要的要素之一,用来表示零件的尺寸大小。
尺寸标注分为线性尺寸和角度尺寸两种。
线性尺寸标注通常使用实线,而角度尺寸标注通常使用弧线。
尺寸标注应该清晰、准确地标明零件的实际尺寸。
3. 几何标注几何标注用来表示零件的几何形状特征,如圆孔的直径、直线的长度等。
几何标注通常使用实线和虚线来表示,虚线部分表示零件的隐含几何形状。
4. 表面质量标注表面质量标注用来表示零件的表面粗糙度和平面度要求。
表面质量标注通常使用符号和数字来表示,符号和数字之间使用虚线连接。
表面质量标注应该遵循相应的标准规范。
5. 零件视图零件视图是对待加工零件的几何形状进行三维表示的图形。
零件视图通常由多个正交投影视图组成,包括主视图、俯视图、侧视图等。
零件视图可以使用实线、虚线、剖面线等来表示零件的不同部分。
6. 剖面视图剖面视图是对待加工零件进行切割并从切面观察的图形表示。
对于有复杂内部结构的零件,剖面视图可以帮助我们更好地理解和分析。
数控车床加工零件图纸规范为了确保图纸的可读性和准确性,数控车床加工零件图纸应该遵循一定的规范。
以下是一些常见的规范:1. 零件编号每个零件都应该有一个唯一的编号用来标识和识别。
零件编号应该在标题框中清晰地显示。
2. 尺寸和位置公差尺寸和位置公差是描述零件尺寸和位置容忍度的重要指标。
公差应该根据实际加工要求进行合理的设定。
CNC加工基础知识

CNC加工基础知识目录一、概述 (2)1. CNC加工简介 (3)2. CNC加工的应用领域 (4)3. CNC加工的发展趋势 (4)二、CNC加工基本原理 (5)1. CNC系统的基本构成 (6)2. CNC系统的控制原理 (8)3. 加工过程中的坐标系统 (9)三、CNC加工设备 (11)1. 数控机床的分类与特点 (12)2. 数控机床的主要结构 (13)3. 数控机床的选购与维护 (15)四、CNC加工工艺流程 (15)1. 加工工艺路线的规划 (17)2. 加工工序的设计 (18)3. 夹具、刀具及量具的选择 (19)五、CNC编程技术 (21)1. CNC编程基础 (22)2. 编程指令与格式 (23)3. 编程实例及技巧 (25)六、CNC加工操作实务 (26)1. 加工前的准备工作 (27)2. 加工过程中的注意事项 (28)3. 加工后的检查与调试 (29)七、CNC加工质量保障措施 (30)1. 质量控制的标准与要求 (31)2. 质量检测方法与设备 (33)3. 提高加工质量的途径 (34)八、CNC加工技术优化与发展方向 (35)1. 技术优化的必要性 (37)2. 技术优化的途径与方法 (38)3. CNC加工技术的发展趋势与展望 (39)九、实训指导 (41)1. 实训目的与要求 (42)2. 实训设备与工具 (43)3. 实训步骤及注意事项 (44)4. 实训报告撰写要求与指导 (45)一、概述CNC加工(Computer Numerical Control,计算机数值控制)是一种通过计算机程序来控制机床进行自动加工的技术。
它是一种高效、精确、灵活的加工方法,广泛应用于机械加工、航空航天、汽车制造、电子制造等领域。
CNC加工技术的发展和应用,极大地提高了生产效率,降低了劳动强度,缩短了加工周期,提高了产品质量。
高度自动化:CNC加工过程完全由计算机程序控制,无需人工干预,大大提高了生产效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精加工识图一、识图基本知识
图线名称图线型式一般应用
细实线尺寸线及尺寸界线
剖面线
螺纹得牙底线及齿轮得齿根线
引出线
波浪线断裂处得边界线
视图与视图得分界线双折线断裂处得边界线
虚线不可见轮廓线
不可见过渡线
细点画线轴线
对称中心线
轨迹线
节圆及节线
粗点画线有特殊要求得线或表面得表示线
双点画线相邻辅助零件得轮廓线
粗实线可见轮廓线
可见
GB/T14689-1993
GB---表示国家标准汉语拼音字头
T---表示技术制图英文得第一个字母
14689---表示标准编号
1993---表示年号
1、图纸幅面尺寸与代号
3、视图得对应关系
主视图反映物体上下方向得高度尺寸与左右方向得长度尺寸。
俯视图反映了形体左右方向得长度尺寸与前后方向得宽度尺寸。
左视图放映了形体上下方向得高度尺寸与前后方向得宽度尺寸。
由此归纳得出:“主俯视图长对正;主左视图高平齐;俯左视图宽相等”
二、形位公差得含义及影响
1、形位公差得含义:任何零件得加工过程中由于各种因素得影响总会产生形状、位置方面
得误差。
2、形位误差得定义:零件得实际形状、位置对其理想形状、位置得变动量。
3、形位误差得影响
(1)影响配合得松紧程度,如圆度,轴线得直线度。
(2)影响可装入性,如螺栓得位置度。
(3)影响零件得其它功能。
综上所述:形位误差得大小就是衡量产品质量得一项重要指标,为保证产品质量,实现互换性,应控制零件得形位误差,即规定公差。
零件得几何要素
几何要素得定义:代表零件几何形状特性得点、线、面。
(1)中心要素:圆心、球心、中心线、轴线等。
(2)轮廓要素:零件外形轮廓,圆柱面、球面、素线等。
(3)被测要素:给出形位公差要求得要素。
(4)基准要素:用来确定被侧要素方向、位置得要素。
形位公差项目符号
形位公差得标注:
1、公差框
第一格:公差项目第二格:公差值第三格:基准
2、指引线:将框格与被测要素联系起来。
说明:被测要素为中心要素时,指引线箭头与尺寸线对齐。
3、基准符号
位置公差必须标注基准。
基准代号得注法:基准代号对准基准要素,无论基准方向如何,基准代号中字母必须顺正方向写。
说明:基准为中心要素时,基准符号与尺寸线对齐。
形位公差标注示例:
三、表面粗糙度
表面粗糙度就是指加工表面上具有较小得间距与峰谷所组成得微观几何形状特征。
(1)表面粗糙度符号含义如下:
:基本符号,表示表面可用任何方法获得。
不加注粗糙度参数或有关说明时,仅适用于简化代号标准。
(如表面处理、局部热处理状况等)。
:基本符号加一短线,表示表面就是用去除材料得方法获得。
(如车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工、气割等)
:基本符号加一小圆,表示表面就是用不去除材料得方法获得。
(如铸、锻、冲压变形、热轧、粉末冶金等)
(2)表面粗糙度Ra值得含义举例如下:
:用任何方法获得得表面粗糙度Ra最大允许值为3、2um。
:用去除材料得方法获得得表面粗糙度Ra最大允许值3、2um。
:用不去除材料得方法获得得表面粗糙度Ra最大允许值为3、2um。
(4)表面粗糙度得检测。
检测表面粗糙度常用比较法。
比较法就是将被测面与已知高度参数值得表面粗糙度样块进行比较,用目测喝手摸得感触来判断表面粗糙得一种检验方法。
比较时还可借助放大镜等工具,以减少误差。
比较时,样板与被检表面得加工纹理方向应保持一致。
此外,还有光切法、干涉法、感触法等检验方法。
基准得选择
机械零件表面之间得相对位置包括两方面得要求:一方面就是表面间得位置尺寸精度;另一方面就是相对位置精度。
而表面件得尺寸精度与位置精度要求就是离不开参考依据得基准。
四、基准
零件就是用来确定其它点线面得位置,所依据得点、线、面叫做基准。
1.设计基准
在零件图上用以确定其它点、线、面位置得基准,称为设计基准。
2.工艺基准
零件在加工、检验与装配过程中所使用得基准为工艺基准。
工艺基准分为定位基准、测量基准与装配基准。
(1)定位基准---加工时用以确定工件相对于机床刀具正确位置得基准称为定位基准。
(2)测量基准---用以检验已加工表面尺寸与位置时所依据得基准称为测量基准。
(3)装配基准---装配时用来确定零件或部件在机器中得位置所采用得基准。
例如轴类零件得轴颈,齿轮零件得内孔喝箱体得底面等常为装配基准。
如图所示零件,轴线O-O就是各外圆与内孔
得设计基准,也就是两项跳动误差得设计基
准,端面A就是端面B、C得设计基准。
五、精加工图纸得识别
(1)瞧标题栏标题栏得文字方向则为瞧图
得方向从中概括地了解零件得型号,材料,
版本号,长度锯切未注公差,冲钻等精加工
未注公差(采用GB/T 1804-2000)等、
(2)瞧零件形体,瞧懂零件各部分得形状,
然后综合想象出整个零件得形状。
(3)瞧结构尺寸,进行尺寸分析,掌握尺寸种类与加工顺序。
(4)瞧技术要求,分析零件得尺寸公差,形位公差,表面粗糙度与其她技术要求,以变进一步考虑相应得加工方法。
A4加工图纸得组成:A4纸图框,标题栏,基本视图,加工工艺,加工要求
加工要求:加工工序,加工设备,模(夹)具,对应加工工序所要达到得要求。
配合
基本尺寸相同,相互结合得孔与轴公差带之间得关系称为配合。
配合有三种类型:间隙配合,过盈配合,过渡配合。
配合制度分为基孔制与基轴制。