焊接参数参考表
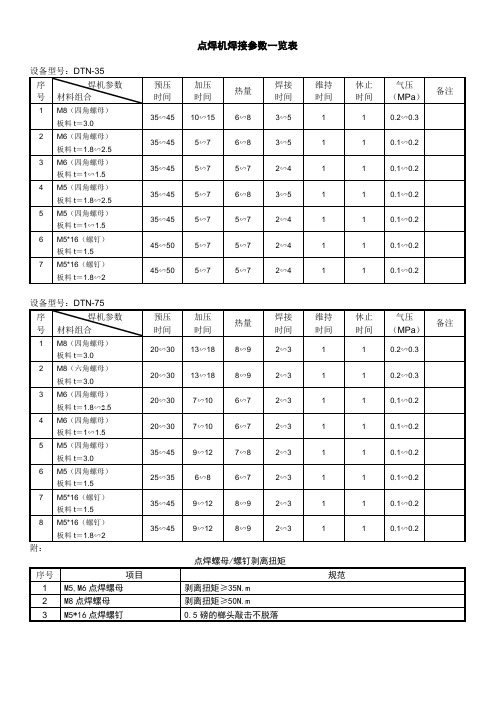
点焊机焊接参数一览表
13∽18
8∽9
2∽3
1
1
0.2∽0.3
3
M6(四角螺母)
板料t=1.8∽2.5
20∽30
7∽10
6∽7
2∽3
1
1
0.1∽0.2
4
M6(四角螺母)
板料t=1∽1.5
20∽30
7∽10
6∽7
2∽3
1
1
0.1∽0.2
5
M5(四角螺母)
板料t=3.0
35∽45
9∽12
7∽8
2∽3
1
1
0.1∽0.2
板料t=1∽1.5
35∽45
5∽7
5∽7
2∽4
1
1
0.1∽0.2
4
M5(四Hale Waihona Puke 螺母)板料t=1.8∽2.5
35∽45
5∽7
6∽8
3∽5
1
1
0.1∽0.2
5
M5(四角螺母)
板料t=1∽1.5
35∽45
5∽7
5∽7
2∽4
1
1
0.1∽0.2
6
M5*16(螺钉)
板料t=1.5
45∽50
5∽7
5∽7
2∽4
1
1
0.1∽0.2
剥离扭矩≥35N.m
2
M8点焊螺母
剥离扭矩≥50N.m
3
M5*16点焊螺钉
0.5磅的榔头敲击不脱落
6
M5(四角螺母)
板料t=1.5
25∽35
6∽8
6∽7
2∽3
1
1
0.1∽0.2
7
M5*16(螺钉)
焊接材料及焊接参数汇总表

附录A
焊接材料及焊接参数汇总表
注:梯子栏杆等附属部件,可采用E4303或E5003焊条。
表A-2 气体保护焊焊接电流和焊接速度
表A-3 焊条电弧焊焊接规范
表A-4 埋弧焊电压和电流
表A-5 焊接环境不低于0℃预热温度之规定
表A-6 焊接环境低于0℃时的预热温度之规定
表A-7 船型焊的焊接工艺参数之规定(交流电源)
表A-8 埋弧横角焊的焊接工艺参数之规定(交流电源)
表A—9 常用埋弧焊接的用途及配用的焊丝
注:①焊接时焊接材料是要根据表A—1和A—9的规定合理选用焊接材料。
②重要焊接件在焊接选用焊接材料时应选用合金成分略高于母材的焊丝和中性焊剂。
③在不影响焊接质量的前提下要根据工厂实际情况选用合适的焊接材料。
点焊焊接规范参数表.

$[初始化签字] $[审核 ] 标准化:$[标准化 ] 会签:$[ 东区工艺] $[批准 ] $[初始化签字.AppDate] $[审核 .AppDate] $[标准化 .AppDate] $[东区工艺.AppDate] $[批准 .AppDate]2021 年 8月共12页产品型号工段名称左侧围7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第1页序号工位名称1 左侧围总成一2 左侧围总成一3 左侧围总成一4 左侧围总成一5 左侧围总成一6 左侧围总成一7 左侧围总成一8 左侧围总成一9 左侧围总成一10 左侧围总成一11 左侧围总成一12 左侧围总成一13 左侧围总成二15 左侧围总成二16 左侧围总成二焊接参数〔允差±10%〕工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)C-010L 282042 ZPF36-C30-2610 1、 3 10C-010L 282043 X40-Z3221A 2、 4 10C-010L 282043 X34-Z11828 1、 3 10C-010L 282044 X30-Z2408 2、 4 10C-010L 282044 C30-ZA2207 1、 3 10C-010L 282049 X30-Z2408 2、 4 15C-010L 282049 C30-ZA2207 1、 3 15C-010L 282050 C30-ZA2207 1、 3 15C-010L 282050 X30-Z2513B 1、 3 15C-010L 282051 C30-Z2525C 2、 4 15C-010L 282052 X35-5526A 2、 4 10C-010L 282052 X30-Z2513B 1、 3 15C-010L 282045 X35-Z8025 2、 4 8C-010L 282046 C30-ZA2207 2、 4 15C-010L 282047 C30-ZA2210 2、 4 15编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称左侧围、右侧围7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第2页序号工位名称17 左侧围总成二18 左侧围总成二19 右侧围总成一20 右侧围总成一21 右侧围总成一22 右侧围总成一23 右侧围总成一24 右侧围总成一25 右侧围总成一26 右侧围总成一27 右侧围总成一28 右侧围总成一29 右侧围总成二30 右侧围总成二31 右侧围总成二焊接参数〔允差±10%〕工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)C-010L 282047 X30-Z5515A 1、 3 15C-010L 282048 C30-ZA2207 2、 4 15C-010R 282058 X30-Z2408 1、 3 10C-010R 282058 C30-ZA2207 2、 4 10C-010R 282060 X35-Z8025 1、 3 10C-010R 282061 ZPF36-C30-2610 2、 4 10C-010R 282056 X30-Z2513D 1、 3 10C-010R 282056 X35-5526A 2、 4 10C-010R 282057 C30-Z2525C 2、 4 8C-010R 282057 C30-ZA2207 2、 4 10C-010R 282059 X30-Z2408 1、 3 10C-010R 282059 C30-ZA2207 1、 3 10C-010R 282055 C30-ZA2207 1、 3 10C-010R 282054 C30-ZA2210 2、 4 10C-010R 282056 X30-Z5515A 1、 3 10编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称右侧围、前车架7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第3页序号工位名称32 右侧围总成二33 前车架总成一34 前车架总成一35 前车架总成一36 前车架总成一37 前车架总成二38 前车架总成二39 前车架总成二40 前车架总成二41 前车架总成二42 前车架总成二43 后车架总成一44 后车架总成一45 后车架总成一46 后车架总成一工位号焊机编号焊钳型号C-010R 282057 C30-ZA2207A-019 212141 C30-3617A-019 212141 X30-1707A-019 212144 C40-3110A-019 212144 X30-1707A-020 212145 C40-3110A-020 212143 X30-1707A-020 212143 X40-3205ELA-020 212147 C40-3110A-020 212146 X30-1707A-020 212146 X40-3205ERA-001 222103 C35-4323A-001 222101 X30-3005TA-001 222104 C35-4323A-001 222101 C35-3303T焊接参数〔允差±10%〕焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)1、 3 101、 313 162、 4 13 161、 3 11 122、 413 161、 3 121、 3 13 3 162、 4 12 3 141、 3 3 121、 3 13 3 162、 4 12 3 141、 311 121、 3 11 3 121、 3 11 121、 3 11 3 12编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称后车架、下车身7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第4页序号工位名称47 后车架总成一48 后车架总成一49 后车架总成二50 后车架总成二51 后车架总成二52 后车架总成二53 前地板54 前地板55 前地板56 前地板57下车身总成〔一〕58下车身总成〔一〕59下车身总成〔一〕60下车身总成〔一〕61下车身总成〔一〕工位号焊机编号A-001222102A-001222102A-002222105A-002222106A-002222105A-002222106B-032232130B-032232130B-032232128B-032232128B-001232101B-001232101B-001232102B-001232102B-001232103焊钳型号C35-3303TX30-3005TX30-2805ERX30-2805ERX30-2805ELX30-2805ELC30-3526AX25-5018AX25-5018AC25-2515BPTI-ZMF45-X40-3012PTI-ZMF45-C35-3210PTI-ZMF45-X40-3012PTI-ZMF45-C35-3210X25-6013焊接参数〔允差±10%〕焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)1、 3 11 3 122、 411 3 121、 3 11 301、 3 11 5 282、 410 282、 4 11 5 281、 3 9 92、 4 2 91、 3 2 92、 4 9 91、 3 12 5 222、 48 5 211、 3 12 5 222、 4 8 5 211、 3 11 14编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称下车身7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第5页序号工位名称62下车身总成〔一〕63下车身总成〔一〕64下车身总成〔一〕65下车身总成〔一〕66下车身总成〔一〕67 后地板总成68 后地板总成69 后地板总成70 后地板总成71 后地板总成72 后地板总成73车身下部焊接总成74车身下部焊接总成75车身下部焊接总成76车身下部焊接总成焊接参数〔允差± 10%〕工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)B-001 232103 C30-5516A 2、 4 11 12B-001 232104 X25-6013 1、 3 14B-001 232104 C30-5516A 2、 4 11 12B-001 232105 一体化1、 3 12 3 15B-001 232106 一体化1、 3 12 3 15A-035 232152 X25-10024 1、 3 9 2 9A-035 232153 X25-10024 1、 3 9 2 9A-035 232150 C30-5144 1、 3 9A-035 232150 X25-3315 2、 4 9A-035 232151 X25-3315 1、 3 9A-035 232151 C30-5144 2、 4 9UB-020 282021 C30-2505 1、 3 12UB-020 282021 X30-4010 1、 3 12UB-020 282021 X33-Z9550 1、 3 12UB-020 282021 C45-4532C 1、 3 12编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性 A 共11页第6页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)77 车身下部焊接总成UB-020 282021 C30-2505 1、 3 1278 车身下部焊接总成UB-020 282021 X30-4010 1、 3 11 1279 车身下部焊接总成UB-020 282021 X33-Z9550 1、 3 1880 车身下部焊接总成UB-020 282021 C45-4532C 1、 3 1281 车身下部焊接分总成UB-010 282021 X30-Z10015 1、 3 1282 车身下部焊接分总成UB-010 282021 C35-Z2808T 1、 3 1083 车身下部焊接分总成UB-010 282021 X55-2706T 1、 3 1484 车身下部焊接分总成UB-010 282021 X38-3208TL 2、 4 1285 车身下部焊接分总成UB-010 282021 X30-Z9556 1、 3 1286 车身下部焊接分总成UB-010 282021 C30-4532B 2、 4 10 1287 车身下部焊接分总成UB-010 282007 X30-Z10015 1、 3 1488 车身下部焊接分总成UB-010 282007 C35-Z2808T 2、 4 1289 车身下部焊接分总成UB-010 282006 X55-2706T 1、 3 1490 车身下部焊接分总成UB-010 282006 X38-3208TL 2、 4 1291 车身下部焊接分总成UB-010 282005 X30-Z9556 1、 3 12编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性A共11页第7页焊接参数〔允差±10%〕序号工位名称工位号焊机编号92 车身下部焊接分总成UB-010 28200593 车身下部焊接分总成UB-010 28202194 右前第四边梁总成MF-000 28200295 中车架分总成MF-010 28200196 中车架分总成MF-010 28200297 中车架总成MF-020 28200198 中车架总成MF-020 28200199 左中下裙板总成B-036 282003 100 左中下裙板总成B-036 282004 101 右中下裙板总成B-037 282003 102 右中下裙板总成B-037 282004 103 主车身总成一ZCS-040 282030 104 主车身总成一ZCS-040 282029 105 主车身总成一ZCS-040 282026 106 主车身总成一ZCS-040 282028焊钳型号C30-4532BPYF36-X30-4110X45-2004C45-ZA2313X45-2004C45-ZA2313X35-ZA2021BX30-Z6520C30-Z2516FX30-Z6520C30-Z2516FPTI-ZPF36-C30-2526APTI-ZPF36-C30-2825APTI-ZPF44-C35-2404PTI-ZPF36-X30-4125程序2、 41、 31、 31、 31、 31、 31、 31、 31、 32、 42、 41、 31、 31、 31、 3焊接电流电极压力焊机周波备注I 〔KA〕(kN) (CY)121011 104 14141414999910101010编制(日期)审核〔日期〕标准化(日期)会签(日期)$[初始化签字 ]$[审核 ]$[标准化 ]$[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性 A 共11页第8页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)107 主车身总成一ZCS-040 282027 PTI-ZPF44-X40-4127 1、 3 3 10108 主车身总成一ZCS-040 282025 X30-Z3010 1、 3 8109 主车身总成一ZCS-040 282031 X30-Z4010 1、 3 8110 主车身总成一 ( 傀儡焊 ) ZCS-040 282025 X30-Z3010 1、 3 8 左侧 0018 左侧 0028 左侧 0038 左侧 0048 左侧 0058 右侧 0018 右侧 0028 右侧 0038 右侧 0048 右侧 005 111 主车身总成一 ( 傀儡焊 ) ZCS-040 282031 X30-Z4010 1、 3 8 左侧 0068 左侧 007编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性 A 共11页第9页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)8 左侧 0088 左侧 0098 左侧 0108 左侧 0118 左侧 012右舵8 左侧 0138 左侧 0158 左侧 0168 右侧 0068 右侧 0078 右侧 0088 右侧 0098 右侧 0118 右侧 0128 右侧 013编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性 A 共11页第10页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)8 右侧 0148 右侧 0158 右侧 016 112 主车身总成二ZCS-041 282035 PTI-ZPF36-C30-2503 1、 3 10113 主车身总成二ZCS-041 282040 PTI-ZPF44-C35-2503 1、 3 10114 主车身总成二ZCS-041 282032 PTI-ZPF36-C30-2918 1、 3 10115 主车身总成二ZCS-041 282037 PTI-ZPF44-C30-3323 1、 3 10116 主车身总成二ZCS-041 282036 X35-2007 1、 3 10117 主车身总成二ZCS-041 282036 C30-2518D 2、 4 10118 主车身总成二ZCS-041 282033 C30-2813T 1、 3 8119 主车身总成二ZCS-041 282041 X35-2007 1、 3 10120 主车身总成二ZCS-041 282041 C30-2518D 2、 4 10121 主车身总成二ZCS-041 282038 C30-2813T 1、 3 8122 顶盖总成ZCS-042 282024 C30-3025E 1、 3 8123 顶盖总成ZCS-042 282024 X27-Z9030 1、 3 10编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称主车身7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第 11页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)124 顶盖总成ZCS-042 282023 C30-3025E 1、 3 9125 顶盖总成ZCS-042 282021 C30-3025E 1、 3 9126 顶盖总成ZCS-042 282022 C30-3025E 1、 3 9127 顶盖总成ZCS-042 282022 X27-Z9030 2、 4 10128 顶盖第五、十横梁总成RFS01 282021 C30-ZA1820 9编制(日期)审核〔日期〕标准化(日期)会签(日期)$[初始化签字 ]$[审核 ]$[标准化 ]$[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]。
点焊机焊接参数表

佛山市宝铂森金属实业有限公司
碰焊机焊接参数要求
碰焊操作:
1.按《碰焊机安全操作规程》进行作业。
2.碰焊前对工件要求:工件表面应平整、无油、无锈。
3.查看图纸或《作业指导书》,明确碰焊方式及工艺要求。
4.根据工件的形状,选择相应的电极头,并调节好电极行程。
5.根据工件材料厚度,确定碰焊工艺参数,确定电极工作端面的尺寸和形状.见上表和下图。
6.每日碰焊前、更换不同的板厚必须做破坏性试验,要求板材之间剥离拉穿。
7.操作工定时对各焊接参数和焊接产品进行点检、记录,便于追溯。
编制:王 斌会签:徐文涛审批:余锦辉 日期:2016.1.20日期:2016.1.20日期:2016.1.20。
焊接参数表

陶质衬垫 CO2 气体保护焊单 面焊双面成形
立位
打底焊 其余各道
横位
打底焊 其余各道
¢1.4 ¢1.4 ¢1.4 ¢1.4 ¢1.4 ¢1.4
220~250 230~300 200~250 210~280 200~240 210~260
24~29 26~33 24~29 26~33 24~29 26~33
用于货舱区主甲 板与顶边斜舱纵 壁板,舱口围板 的角焊缝。
注:1、要求熔透的焊缝背面焊前须气刨清根 2、优先采用 CO2 气体保护焊 3、表中坡口适用于 CO2 气体保护焊和手工焊,
采用其中某一种方法时,按表中相应的方法选用焊材。
3
二、陶质衬垫 CO2 气体保护焊单面焊双面成形
序 施焊 适用板厚 焊接 适用 号 位置 (t/mm) 方法 材质
用于反面无法 施焊的焊缝,如 艏艉部外板等; 狭小部位的对 接缝。
曲形分段外板 纵、横向对接 缝,下边水舱斜 板、内底板纵横 接头。
中合拢、大合拢 非直线的纵向 焊缝,如舷侧大 接缝等。
用于厚板的对 接缝,如较短的 高强钢的对接 缝。
2
一、药芯焊丝 CO2 气体保护半自动焊、手工电弧焊
序 施焊 适用板厚 焊接 适用 号 位置 (t/mm) 方法 材质
焊接方法
陶质衬垫 CO2 气体保护焊单 面焊双面成形
施焊位置
平位
打底焊 其余各道
立位
打底焊 其余各道
横位
打底焊 其余各道
焊丝直径 (mm)
焊接电流(A) 电弧电压(V)
¢1.2
180~210
24~28
备注
¢1.2 ¢1.2 ¢1.2 ¢1.2
200~260 170~210 180~240 170~210
焊接参数表
焊接速度(cm/பைடு நூலகம்in)
25~28
29~34
气体流量(L/min)
20~25
/
/
/
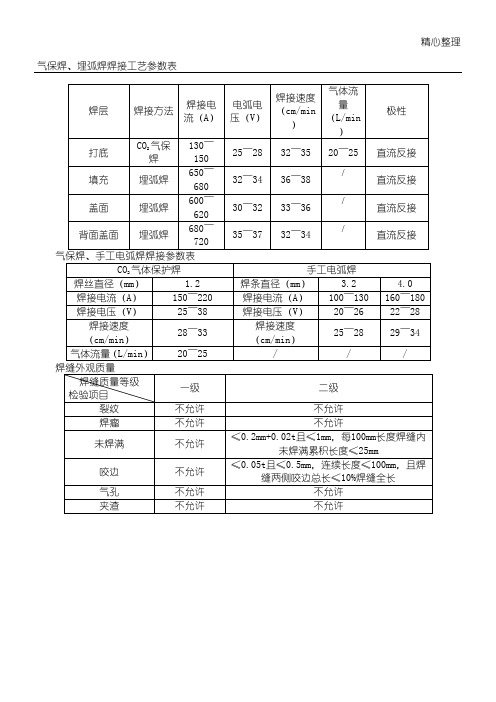
焊缝外观质量
焊缝质量等级
检验项目
一级
二级
裂纹
不允许
不允许
焊瘤
不允许
不允许
未焊满
不允许
≤0.2mm+0.02t且≤1mm,每100mm长度焊缝内未焊满累积长度≤25mm
咬边
不允许
≤0.05t且≤0.5mm,连续长度≤100mm,且焊缝两侧咬边总长≤10%焊缝全长
气孔
不允许
不允许
夹渣
不允许
不允许
气保焊、埋弧焊焊接工艺参数表
焊层
焊接方法
焊接电流(A)
电弧电压(V)
焊接速度(cm/min)
气体流量(L/min)
极性
打底
CO2气保焊
130~150
25~28
32~35
20~25
直流反接
填充
埋弧焊
650~680
32~34
36~38
/
直流反接
盖面
埋弧焊
600~620
30~32
33~36
/
直流反接
背面盖面
埋弧焊
680~720
35~37
32~34
/
直流反接
气保焊、手工电弧焊焊接参数表
CO2气体保护焊
手工电弧焊
焊丝直径(mm)
1.2
焊条直径(mm)
3.2
4.0
焊接电流(A)
150~220
焊接电流(A)
100~130
160~180
焊接工艺参数表

φ 0.8 CO2 50-150 18-22 0.9-4 MAG 30-150 17-22 0.4-6 30-120Байду номын сангаас17-24 0.4-6 CO2
φ 1.0 MAG 50-300 18-32 2--20 50-300 18-34 1--12 短路 CO2
φ 1.2 MAG 60-440 19-35 20-50 60-440 19-35 2--20 喷射 短路 CO2
1、短路过渡适用于平、横、立、仰全位置焊接;喷射过渡(射滴过渡)适用于平焊、角焊。 2、低合金钢、奥氏体不锈钢采用药芯焊丝,焊缝内外质量好。 2、板厚>6mm,开坡口焊接,采取多层多道焊工艺,最大可焊接厚度100mm。 3、低合金钢板厚≥28mm,铝及铝合金板厚≥34mm应采用预热工艺。 4、熔化极气体保护焊一般焊接速度范围:12-90cm/min 。
φ 1.6 MAG
70-180 18-22 2--12
80-350 19-34 2--25
140-500 120-550 20-38 4-80 19-40 4-100 120-500 24-40 4-50 喷射
100-200 220-400 140-220 240-500 16-22 2--24 22-34 2--30 17-22 4-50 24-36 6-80
CO2/MAG/MIG焊接电流与焊丝直径的关系及板厚适用范围
材料 类别 碳素钢 低合金钢 气体类型 1、CO2 2、80%Ar+20%CO2 3、80%Ar+15%CO2+5%O2 钨极直径 熔滴过渡形式 焊接电流范围(A) 电弧电压范围(V) 适用板厚(mm) 焊接电流范围(A) 1、95%Ar+5%CO2 奥氏体不锈钢 2、98%Ar+2%O2 电弧电压范围(V) 适用板厚(mm) 焊接电流范围(A) 铝及铝合金 Ar(99.9%) 电弧电压范围(V) 适用板厚(mm) 说明:
焊接参数参考值

说明:1、表1-1、1-2、1-3、1-4、1-5、1-6、2-1为焊接参数设计值,所有的电阻点焊设备应能满足上述表格所列的参数值(设计值主要用于校验焊接设备的性能);2、表3-1、3-2、3-3、3-4、3-5、3-6为焊接参数推荐值,实际使用的焊接参数由车间焊接工程师根据工件和夹具状况调试确定,采用调试确定的焊接参数焊接,焊点的质量应满足GM4488M的要求;3、由于电网波动和焊接回路的损耗,焊接电流无法稳定在某个值,故允许焊接电流在某个范围内变动,变幅为±5%,同样地电极压力的变幅为±10%,但上述两个参数的波动不得影响焊点的质量。
技术中心车身制造工程科2005年01月11日表1-1 焊接参数设计值(仅适用于钢)表1-2 焊接参数设计值(仅适用于钢)表1-3 焊接参数设计值(仅适用于钢)表1-5 焊接参数设计值(仅适用于钢)表2-1 焊接参数设计值(仅适用于钢)表3-1 焊接参数(推荐值)表3-2 焊接参数(推荐值)表3-3 焊接参数(推荐值)表3-4 焊接参数(推荐值)表3-5 焊接参数(推荐值)表3-6 焊接参数(推荐值)使用表3-1、2、3、4、5、6时应注意:1、表中所列的焊接电流是假定SIZE#2电极头在1.79mm以下,SIZE#2电极头在1.8mm以上;使用“A”型电极时,焊接电流可以增大1KA;2、当总板厚超过2.5倍GMT时,焊接时间可以在两倍范围内增加,但焊接电流和电极压力保持不变;3、当焊接电极头为平面或较大半径的球状时(如MWZ-6207),焊接时间可以在两倍范围内增加,电流也可以增加1KA。
焊接工艺参数(设计值、推荐值)编制:校对审核。
焊机参数设置表

焊丝直径(mm) 0.6 0.8 1 1.2
1.6
焊接电流(安) 49~90 50~120 70~180 90~350
150~500
气体流量 焊接速度
6~15升/分 ≧30米/时
15~25升/ 分
焊机焊接参数设置参考值(详细请查看焊机作业安全指导书)
电弧电压(伏)
平焊
立焊、仰焊
18~22
18~22
20~26
气体流量 6~15升/分
焊接速度 ≧30米/时
150~500 15~25升/分
18~24
22~28
18~26
25~36
焊接电流(安)
75~120 130~170 180~210 220~260
焊丝直径(mm) 0.6 0.8 1 1.2 1.6
焊接电流(安) 气体流量 焊接速度
49~90
50~120 70~180
6~15升/分 ≧30米/时
90~350
150~500 15~25升/分
焊机焊接参数设置参考值(详细请查看焊机作业安全指导书)
电弧电压(伏)
平焊
立焊、仰焊
18~22
18~22
20~26
18~24
22~28
18~26
25~36
焊接电流(安)
75~120 130~170 180~210 220~260
焊丝直径(mm) 0.6 0.8 1 1.2
1.6
焊接电流(安) 49~90 50~120 70~180 90~350
焊机焊接参数设置参考值(详细请查看焊机作业安全指导书)
电弧电压(伏)
平焊
立焊、仰焊
18~22
18~22
20~26
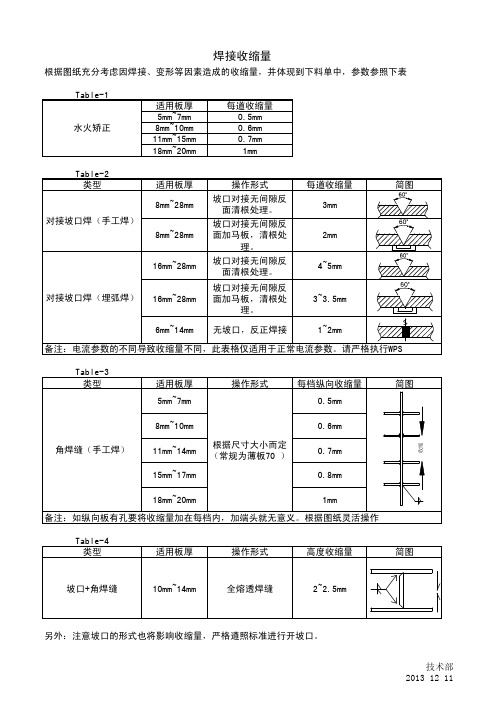
焊接收缩量控制参数参照表
16mm~28mm
对接坡口焊(埋弧焊) 16mm~28mm
操作形式
坡口对接无间隙反 面清根处理。
坡口对接无间隙反 面加马板,清根处
理。
坡口对接无间隙反 面清根处理。
坡口对接无间隙反 面加马板,清根处
理。
每道收缩量 3mm 2mm
4~5mm 3~3.5mm
简图
6mm~14mm 无坡口,反正焊接
焊接收缩量
根据图纸充分考虑因焊接、变形等因素造成的收缩量,并体现到下料单中,参数参照下表
Table-1 水火矫正
适用板厚 5mm~7mm 8mm~10mm 11mm~15mm 18mm~20mm
每道收缩量 0.5mm 0.6mm 0.7mm 1mm
Table-2 类型
对接坡口焊(手工焊)
适用板厚 8mm~28mm
1~2mm
备注:电流参数的不同导致收缩量不同,此表格仅适用于正常电流参数。请严格执行WPS
Table-3 类型
适用板厚 5mm~7mm
操作形式
每档纵向收缩量 0.5mm
简图
角焊缝(手工焊)
8mm~10mm 11mm~14mm 15mm~17mm
根据尺寸大小而定 (常规为薄板70%)
0.6mm 0.7mm 0.8mm
18mm~20mm
1mm
备注:如纵向板有孔要将收缩量加在每档内,加端头就无意义。根据图纸灵活操作
Table-4 类型
适用板厚
操作形式
高度收缩量
简图
坡口+角焊缝
10mm~14mm
全熔透焊缝
2~2.5mm
收缩
另外:注意坡口的形式也将影响收缩量,严格遵照标准进行开坡口。
各种电焊基本焊接工艺参数表
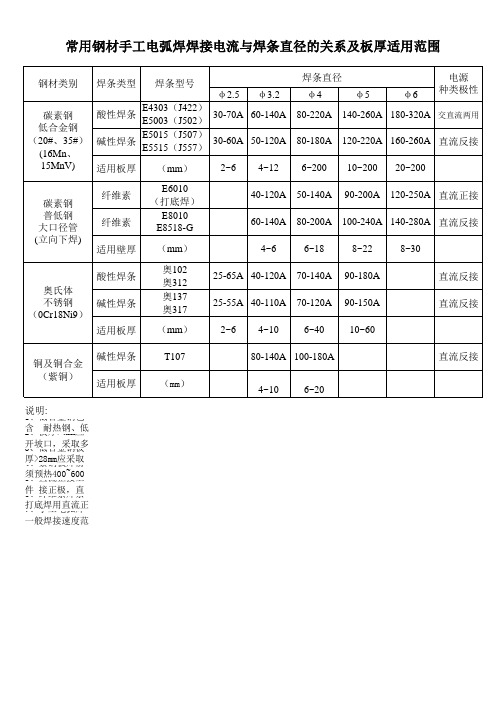
钢材类别 焊条类型 焊条型号 焊条直径 φ 2.5 φ 3.2 φ4 80-220A 80-180A 6~200 50-140A 80-200A 6~18 70-140A 70-120A 6~40 φ5 φ6 电源 种类极性
ห้องสมุดไป่ตู้
E4303(J422) 30-70A 60-140A 酸性焊条 碳素钢 E5003(J502) 低合金钢 E5015(J507) (20#、35#) 碱性焊条 30-60A 50-120A E5515(J557) (16Mn、 15MnV) 2~6 4~12 (mm) 适用板厚 碳素钢 普低钢 大口径管 (立向下焊) 纤维素 纤维素 适用壁厚 酸性焊条 奥氏体 不锈钢 碱性焊条 (0Cr18Ni9) 适用板厚 铜及铜合金 (紫铜) 说明:
90-200A 120-250A 直流正接 100-240A 140-280A 直流反接 8~22 90-180A 90-150A 10~60 直流反接 8~30 直流反接 直流反接
碱性焊条 适用板厚
80-140A 100-180A 4~10 6~20
耐热钢、低温用钢(如15CrMo、16MnDR)
2、板厚>4mm应开坡口,采取多层多道焊工艺。 3、低合金钢板厚>28mm应采取预热工艺,防止产生冷裂纹 4、紫铜板焊前须预热400~600℃ 。 5、直流正接工件 接正极,直流反接工件接负极。 6、纤维素焊条打底焊用直流正接,热焊、填充焊、盖面焊用直流反接。 7、手工电弧焊一般焊接速度范围:2~15cm/min。
1、低合金钢包含
140-260A 180-320A 交直流两用 120-220A 160-260A 直流反接 10~200 20~200