材料成型技术ppt课件
合集下载
材料成型PPT课件
3、铸型填充条件
• (1)铸型导热能力 铸型材料导热系数和比容↑,对合金的激冷
作用越强,合金的充型能力↓。 • (2)铸型温度
铸型温度↑,充型能力↑。 • (3)铸型的阻力
阻力↑,则充型能力↓。 (型腔越狭窄、复杂,铸型材料发气量大)
23
第23页/共42页
二、合金的收缩性
1、合金收缩的概念
• 定义:合金在浇注、凝固直至冷却到室温的过程 中
变量与深度。 柔性最好,不受复杂程度的限制。
11
第11页/共42页
第一篇 金属的铸造成形工艺
第一章 铸造成形工艺理论基础
12
第12页/共42页
§1.1 铸造成形工艺的特点和分类
• 定义:将液态金属浇入到具有与零件形状、尺寸 相适应的铸型型腔中,待其冷却凝固后,以获得 毛坯、或零件的工艺方法,称为“铸造”。 铸件:通过铸造成形得到的毛坯、零件。
4
第4页/共42页
板料成形
Sheet-Metal Forming Processes
1 应用背景
5
第5页/共42页
焊接 Welding
第6页/共42页
铸造
Casting
6
非金属材料成形
第7页/共42页
锻造 Forging
7
3、发展趋势:
(1)精密的材料成形
近无余量成形。
精铸、精密压力加工、精密焊接与切割等。
• 铸件结构复杂↑ ,铸型硬度↑ ,芯骨粗大↑ ,则收
缩阻力↑ ,收缩率↓
25
第25页/共42页
3、铸件中的缩孔与缩松 (1)缩孔与缩松的形成 液态收缩和凝固收缩、容积得不到补足。 ①缩孔的形成
液态金属充满铸型铸件外壳液面下降最后凝固部位
先进材料成型技术 PPT

相对于高压铸造,它 平稳,无冲击、飞溅 现象。
在离心力的作用下将液态金属充填到铸型中。
离心铸造工作方式
将金属材料浇铸到陶瓷材料形成的型腔中。
陶 瓷 型 铸 造 工 艺 过 程
基本原理是在液态金 属的凝固过程中进行 强烈的搅动,使其晶 格骨架被打碎,而制 得半固态金属液。
半固态铸造工艺过程
消失模铸造工艺工程
消失模铸造被认为是“21世纪的新型铸造技术”, 得到广泛的应用。
发动机缸体消失模铸造
浇铸液态金属到金属铸模中。
特点:可重复 使用,又称永 久型铸造
金属铸造模
高压铸造是将熔融材料在高压下快速压入铸型中, 凝固得到铸件。
低压铸造是将液态金属在压力作用下由下而上充填 到型腔。
金属坯料在旋转轧轮的作用下产生连续塑性变形。
例如:钢轨的制造
指材料在一定的内部条件和外部条件下,呈现出 异常低的流变抗力、异常高的流变性能的现象。
例如:超塑性等温模锻。
基本原理是引入快速成型制造技术的思想,在计算 机的控制下进行加工。
数控渐进成形的应用
该技术适用范围广,特别在汽车行业得到广泛应用。
半 固 态 铝 合 金 产 品
塑性成形技术利用材料的塑性,借助外力使材料发 生塑性变形。
此技术是在模锻设 备上锻造出形状复 杂、高精度锻件。
指对挤压模具中的金属坯料施加压力作用,使其发 生塑性变形,而得到所需材料的形状。
挤压成形工作过程
消失模精密铸造
金属型铸造 压力铸造 离心铸造
低压铸造
《材料成型工艺学》课件

2.1×105MPa)。
解:H0=2.5mm,H=1.0mm,h=0.7mm
−
2.5−1.0
0 −ℎ
2.5−0.7
0 = 0 = 2.5 = 60%, 1 =
= 2.5 = 72%
0
0
ҧ = 0.40 + 0.61 = 0.4 × 60% + 0.6 × 72% = 67.2%
= ×(+) = . s-1
= 85 ∙ 0.124 ∙ (10)0.167 ∙ (
=85× 9.350.124
=122.4MPa
∙ 10 × 35.4%
)−2.5410来自00.167∙
1050 −2.54
1000
,计算轧
K = 1.15 = 1.15 × 122.4 = 140.8MPa
3 在φ750/φ1050×1700mm热轧机上,轧制Q235普碳钢,其变形抗力模型采用下
0.124
0.167
∙ (10)
∙(
)−2.54 ,某道次轧制温度
式计算: = 85 ∙
1000
为1050℃,轧件轧制前厚度H=65mm,轧后厚度h=42mm,板宽B=1200mm,轧
制速度v=2m/s。应力状态系数
例题2:在φ850mm轧机上,轧制Q235普碳钢,某道次轧制温度为1100℃,
轧件轧制前厚度H=93mm,轧后厚度h=64.2mm,板宽B=610mm,轧
制速度v=2m/s。试用西姆斯公式计算轧制力,并求此时轧制力矩多大。
(忽略宽展,变形速率 =
)
+
解:
l = ∙ ∆ℎ =
ℎത
0.85
= =
解:H0=2.5mm,H=1.0mm,h=0.7mm
−
2.5−1.0
0 −ℎ
2.5−0.7
0 = 0 = 2.5 = 60%, 1 =
= 2.5 = 72%
0
0
ҧ = 0.40 + 0.61 = 0.4 × 60% + 0.6 × 72% = 67.2%
= ×(+) = . s-1
= 85 ∙ 0.124 ∙ (10)0.167 ∙ (
=85× 9.350.124
=122.4MPa
∙ 10 × 35.4%
)−2.5410来自00.167∙
1050 −2.54
1000
,计算轧
K = 1.15 = 1.15 × 122.4 = 140.8MPa
3 在φ750/φ1050×1700mm热轧机上,轧制Q235普碳钢,其变形抗力模型采用下
0.124
0.167
∙ (10)
∙(
)−2.54 ,某道次轧制温度
式计算: = 85 ∙
1000
为1050℃,轧件轧制前厚度H=65mm,轧后厚度h=42mm,板宽B=1200mm,轧
制速度v=2m/s。应力状态系数
例题2:在φ850mm轧机上,轧制Q235普碳钢,某道次轧制温度为1100℃,
轧件轧制前厚度H=93mm,轧后厚度h=64.2mm,板宽B=610mm,轧
制速度v=2m/s。试用西姆斯公式计算轧制力,并求此时轧制力矩多大。
(忽略宽展,变形速率 =
)
+
解:
l = ∙ ∆ℎ =
ℎത
0.85
= =
第二章喷射成型技术材料制备技术ppt课件
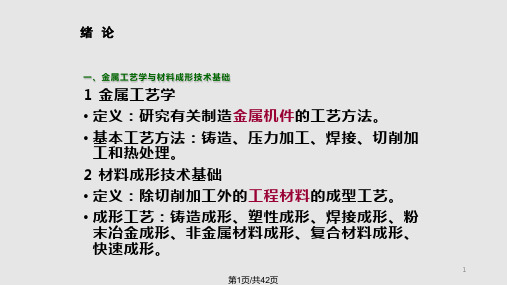
2.2喷射成型的雾化过程
1.气体雾化
在气体雾化中,高速气体射流的动能将连续金属液流分散成 熔滴。空气或水也可作用雾化介质,但因过度的氧化,在喷射成 型技术中很少采用。雾化介质的选择主要考虑以下因素:金属 粉末成分(是否发生不良反应);所需的冷却速度(同最终坯 件的显微组织密切相关);成本。
目前用于喷射成型的气体雾化方法主要包括以下几种。 (1)亚音速气体雾化 (2)超声气体雾化 常用的雾化器结构有两种基本类型: (1)限制性(闭)雾化器 (2)自由降落(开)雾化器
(a) 垂直单固定 (b) 倾斜单扫描 (c) 倾斜双扫描 图2-7 雾化喷嘴及沉积温度场示意图
装置
真空熔炼 雾化喷嘴系统 液压传动沉积器 抽真空系统 送料系统 收粉除尘 真空排气及压力控制 冷却水
8
第2章 喷射成型技术 成型材料特性
晶粒组织 气体含量 宏观偏析 致密度 热塑性 力学性能
图2-21 瑞士Swissmetall Boillat公司生产的 喷射成形铜合金坯锭
24
第2章 喷射成型技术
图2-22 国内采用喷射成形工艺制备的CuCr50合金触头材料
25
喷射成型铜合金
汽车工业中大量使用的焊接电极头,要求有好的电导性、高的硬度和
足够高的高温强度,以保证产品的使用寿命,降低维护费用。德国Wieland 工厂1991年进入这一领域从事开发,他们利用喷射成型技术制备的Cu-CrZr电极头,具有均匀细小的显微组织,其寿命 是连珠电极头的2倍;开发的 氧化铝颗粒增强Cu-Cr-Zr复合材料电极头,以用于汽车工业中镀锌钢板的 焊接。该公司利用喷射成型技术制备了长达2500mm的铜合金棒坯,如图221所示。如图2-22所示为我国的白净有色金属研究总院和北京科技大学利 用喷射成型技术开发出了高熔点的CuCr50和CuCr25合金触头材料棒坯, 材料中的Cu基体呈网格状分布,而类似球形的Cr相均匀分布在Cu基体上, 其中Cr相颗粒尺寸平均值为15um
复合材料的成型工艺ppt课件
第二节 金属基复合材料(MMC)成形工艺
一、固态法
1.扩散黏结法(Diffusion Bonding) 如图9-2所示,扩散黏结是一种在较长时间、
较高温度和压力下,通过固态焊接工艺,使同类 或不同类金属在高温下互扩散而黏结在一起的工 艺方法。
2.形变法(Plastic Forming) 形变法就是利用金属具有塑性成型的工艺特点
2.复合材料的特点
(1)比强度和比刚度高 (2)抗疲劳性好 (3)高温性能好 (4)减振性能好 (5)断裂安全性高 (6)可设计性好
为 了 规 范 事 业单位 聘用关 系,建 立和完 善适应 社会主 义市场 经济体 制的事 业单位 工作人 员聘用 制度, 保障用 人单位 和职工 的合法 权益
第一节 复合材料简述
四 、 复 合 材 料 的 失 效 (Failure of Composite)
复合材料的失效一般是指其疲劳破坏过程。
1.制造加工损伤
此种损伤产生初始缺陷。,它包括:纤维铺设不 均,扭结、死扣等,树脂不均;纤维切断、错排; 固化不足;有孔隙、气泡;材质污染等。
2.使用引起的损伤
此种损伤导致缺陷发展。它包括:树脂裂纹或老 化;分层;纤维断裂;振动较大导致的纤维断裂; 温度变化较大;机加工产生内应力;碰撞等。
二、复合材料用原料
1.增强材料
(1)碳纤维(Carbon Fiber) (2)硼纤维(Boron Filament) (3)芳纶(Aramid Ring) (4)玻璃纤维(Glass Fiber) (5)碳化硅纤维(Silicon Carbide Fiber) (6)晶须(Whisker)
2.基体材料
3)基体能够很好地保护纤维表面,不产生表面 损伤、不产生裂纹。
高分子材料成型加工PPT课件

根据产品需求选择合适的高分子材料,如聚乙烯、聚丙烯、聚氯 乙烯等。
原材料处理
对原材料进行干燥、除湿、清洁等预处理,确保其质量和稳定性。
配料与混合
根据生产需要,将多种原材料按比例混合,制备成适合加工的混 合料。
模具设计
模具材料选择
选用耐高温、耐腐蚀、高硬度的材料制作模具。
模具结构设计
根据产品形状、尺寸和性能要求,设计合理的模具结构。
环保化
总结词
环保意识的提高促使高分子材料成型加工向 更加环保的方向发展。
详细描述
为了降低高分子制品在生产和使用过程中的 环境污染,人们正在积极开发环保型的高分 子材料和加工技术。例如,采用可降解的高 分子材料、开发无毒或低毒的加工助剂、优 化加工工艺以减少能源和资源的消耗等。
智能化
总结词
智能化是高分子材料成型加工的未来重要发展方向。
表面处理
根据需要,对成品进行表面处理,如喷涂、电镀、热压等。
包装与储存
将成品进行包装,并选择适当的储存环境,以防受潮、尘土和紫外 线等因素影响。
04 高分子材料成型加工中的问题与对策
CHAPTER
气泡问题
总结词
气泡问题在高分子材料成型加工中较为常见,主要是由于气体在材料中滞留或挥 发所致。
详细描述
翘曲问题
总结词
翘曲问题是指高分子材料成型加工后 出现弯曲、变形的情况。
详细描述
翘曲问题会影响产品的外观和性能,如 导致不平整的表面或扭曲的形状。解决 翘曲问题的方法包括优化加工工艺、调 整模具设计和选择合适的材料等。
其他问题与对策
总结词
除上述问题外,高分子材料成型加工中还可能遇到其他问题,如裂纹、变色等。
02
原材料处理
对原材料进行干燥、除湿、清洁等预处理,确保其质量和稳定性。
配料与混合
根据生产需要,将多种原材料按比例混合,制备成适合加工的混 合料。
模具设计
模具材料选择
选用耐高温、耐腐蚀、高硬度的材料制作模具。
模具结构设计
根据产品形状、尺寸和性能要求,设计合理的模具结构。
环保化
总结词
环保意识的提高促使高分子材料成型加工向 更加环保的方向发展。
详细描述
为了降低高分子制品在生产和使用过程中的 环境污染,人们正在积极开发环保型的高分 子材料和加工技术。例如,采用可降解的高 分子材料、开发无毒或低毒的加工助剂、优 化加工工艺以减少能源和资源的消耗等。
智能化
总结词
智能化是高分子材料成型加工的未来重要发展方向。
表面处理
根据需要,对成品进行表面处理,如喷涂、电镀、热压等。
包装与储存
将成品进行包装,并选择适当的储存环境,以防受潮、尘土和紫外 线等因素影响。
04 高分子材料成型加工中的问题与对策
CHAPTER
气泡问题
总结词
气泡问题在高分子材料成型加工中较为常见,主要是由于气体在材料中滞留或挥 发所致。
详细描述
翘曲问题
总结词
翘曲问题是指高分子材料成型加工后 出现弯曲、变形的情况。
详细描述
翘曲问题会影响产品的外观和性能,如 导致不平整的表面或扭曲的形状。解决 翘曲问题的方法包括优化加工工艺、调 整模具设计和选择合适的材料等。
其他问题与对策
总结词
除上述问题外,高分子材料成型加工中还可能遇到其他问题,如裂纹、变色等。
02
材料成型概论第四章挤压成型ppt课件

图4-2 工业上常用的挤压方法
(a)正挤压;(b)反挤压;(c)侧向挤压;(d)玻璃润滑挤压; (e)静液挤压;(f)连续挤压
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
4.1.2 挤压成型的基本方法
4.2.2 挤压变形区及应力应变状态
2.变形区内的应力应变状态 ❖ 应力状态:三向压应力,即轴向压应力σl,径向压应
力σr及周向压应力σθ(轴对称σr=σθ) ❖ 应变状态:两向压缩、一向延伸,即轴向延伸变形
εl,径向压缩变形εr及周向压缩变形εθ (轴对称εr=εθ)
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
缺点 7.金属损失大,成材率低,且工具消耗大,生产成本高; 8.金属与工模具间摩擦系数大,金属在变形区内流动
不均匀,产品组织性能沿长度和断面上不均匀; 9.与轧制成型相比生产率低。
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
4.2.1 挤压成型过程
❖ 基本挤压阶段 开始挤压阶段完成后,锭坯在挤压轴的压力作用下, 由模孔流出形成制品,直至筒内锭坯长度接近变形 区压缩锥高度,这一阶段为基本挤压阶段,又称平 流挤压阶段。 挤压过程中,锭坯任一横截面上的金属质点皆以相 同速度或一定的速度差流入变形区压缩锥。
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
(a)正挤压;(b)反挤压;(c)侧向挤压;(d)玻璃润滑挤压; (e)静液挤压;(f)连续挤压
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
4.1.2 挤压成型的基本方法
4.2.2 挤压变形区及应力应变状态
2.变形区内的应力应变状态 ❖ 应力状态:三向压应力,即轴向压应力σl,径向压应
力σr及周向压应力σθ(轴对称σr=σθ) ❖ 应变状态:两向压缩、一向延伸,即轴向延伸变形
εl,径向压缩变形εr及周向压缩变形εθ (轴对称εr=εθ)
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
缺点 7.金属损失大,成材率低,且工具消耗大,生产成本高; 8.金属与工模具间摩擦系数大,金属在变形区内流动
不均匀,产品组织性能沿长度和断面上不均匀; 9.与轧制成型相比生产率低。
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
4.2.1 挤压成型过程
❖ 基本挤压阶段 开始挤压阶段完成后,锭坯在挤压轴的压力作用下, 由模孔流出形成制品,直至筒内锭坯长度接近变形 区压缩锥高度,这一阶段为基本挤压阶段,又称平 流挤压阶段。 挤压过程中,锭坯任一横截面上的金属质点皆以相 同速度或一定的速度差流入变形区压缩锥。
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
《IML注塑成型技术》课件

成品外观及性能检测
1 2
尺寸检测
测量成品的尺寸,检查是否符合设计要求。
外观检测
观察成品表面是否光滑、平整,无划痕、凹陷等 缺陷。
3
功能性检测
根据产品用途,对成品进行相应的性能测试,如 耐磨性、耐冲击性、耐化学腐蚀性等。
06
IML注塑成型案例分 析
案例一:手机保护套IML工艺应用
总结词
手机保护套是IML工艺应用的重要领域,通过IML工艺可以制造出具有高附加值的保护 套产品。
在IML技术中,塑料原料的注入和模具的设计是关键环节 。同时,薄膜热成型技术的控制也是制造薄壁容器的关键 因素。通过精确控制这些因素,可以生产出具有优异性能 和外观的薄壁容器。
IML技术应用领域
IML技术应用领域:IML技术的应用领域主要包括食品包装、化妆品包装、药品包装等。
由于IML技术能够生产出具有优异性能和外观的薄壁容器,因此广泛应用于食品包装领域,如饮料瓶、调味品瓶等。此外,化 妆品包装和药品包装也是IML技术的应用领域,如洗发水瓶、牙膏管等。
03
根据不同的塑料制品和材料,可以选择不同类型的热压机,如平板热 压机和滚筒式热压机等。
04
在使用热压机时,需要注意温度、压力和时间的控制,以及设备的维 护和保养。
脱模机
脱模机是IML注塑成型技术中用于将塑料制品从模具中 脱出的设备。
根据不同的塑料制品和模具结构,可以选择不同类型的 脱模机,如气动脱模机和电动脱模机等。
模具加工
对模具进行精细加工,确 保模具的尺寸精度和表面 光洁度。
模具安装
将模具安装到注塑机上, 确保模具与机器的配合良 好。
注塑成型
注射
冷却
将熔融状态的塑料注射到模具型腔中 ,形成初步的塑料件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
例如 45钢 表示平均w(C)为0.45%的优质碳素结构钢。
若为沸腾钢,则在牌号后加“F”符号,如08F。 若含锰量较高,则在数字后加“Mn”符号。 用途: 主要用来制造比较重要的机械零件,
如轴、连杆、弹簧等。 20钢金相组织示意图
10
表1-4 优质碳素钢部分牌号、成份、力学性能及应用举例
化学成分 牌 (质量分数,%)
31
Q255
A
0.18~0 0.40~ .28 0.70
0.30
0.050
0.0 45
255
410~ 550
24
Q275
——
0.28~0 .38
0.50~ 0.80
0.35
0.050
0.0 45
275
490~ 630
20
9
2)优质碳素结构钢
牌号: 是用二位数字表示,这两位数字表示钢中的平 均碳的质量分数(万分数)。
Mn和Si在钢中大部分溶于铁素体,起强化作用。Mn 能减轻S的有害作用。FeS+Mn=MnS+Fe
2) 硫的影响:有害元素, Fe+S=FeS,FeS与Fe
易形成低熔点的共晶体,可使钢引起热脆性。
3) 磷的影响:有害元素,。P在钢中可溶于铁素体,
使钢强度、硬度增加,塑性、韧性减小,易使钢产生 冷脆现象。但P与Cu同时存在,可提高钢的耐蚀性和 耐磨性。
承受冲击,要求较高硬 度的工具。如压缩空气
工具等。
0.85~ 0.94
0.95~ 1.04
1.15~ 1.24
≤0.35 ≤0.40
(760~ 780℃, 水淬)62
韧性中等,硬度高的工 具。如冲头、木工工具,
凿岩工具。
不受剧烈冲击、高硬度、 耐磨的工具。如冲头、
手锯条等。
不受冲击、要求高硬度、 高耐磨的工具。如锉刀、
3)特殊质量钢:即在生产过程中需要严格控制质量 和性能的钢,特别是要求严格控制硫、磷等含量和 提高纯洁度等。S、P含量均小于0.020%。
6
(3) 按使用特性分类
可分为: 工具钢, 工程结构用钢, 机械结构用钢, 不锈耐蚀钢, 耐热钢等。
工具钢
工程
机械
结构用钢
结构用钢
使用特性
耐热钢 不锈耐蚀钢
7
3.钢的牌号和应用
3
2. 钢的分类
钢的分类
化学成分 使用特性 质量等级 主要性能
(1)按化学成分分类:
根据各种合金元素规定含量界限值,将钢分为 1)非合金钢(碳素钢),分普通碳素结构钢、优质碳
素结构钢、碳素工具钢。含碳量小于0.25%为低碳 钢,0.25-0.6%为中碳钢,大于0.6%为高碳钢,。 2)低合金高强度结构钢, 3)合金钢。
用途: 用于制造不受冲击、 高硬度、耐磨的工具,
如锉刀、手锯条、拉丝模等。 T12钢的金相组织
图1-15 丝锥
12
表1-5 碳素工具钢部分牌号、成份、硬度和应用
牌号
T8 T9A T10 T12A
化学成分(质量分数, 试样淬火
%)
HRC
C
Si Mn (不小于)
应用举例
0.75~ 0.84
≤0.40
(780~ 800℃, 水淬)62
2
(2)合金元素的影响
▪ 合金元素:是为改善钢的某些性能而在钢中特意加入 的元素,对钢的力学性能有很大影响。
1) 对钢的强度的影响: C、Si、Mn产生固溶强化,使钢的强度提高。 C、N、Cr、Al形成碳化物或氮化物,使钢的强度和 硬度提高。 Nb、V、Al、Ti可细化晶粒,提高钢的强度。
2)对钢的韧性的影响: Nb、V等元素可细化晶粒,从而也显著提高钢的韧性。 C、Si、Mn一般使钢的韧性降低。
(1)非合金钢 1)碳素结构钢 牌号: 例如 Q235F
“Q” 表示屈服点, “235” 表示屈服点值为235MPa, “F” 表示脱氧方法(沸腾钢)。 用途 : 碳素结构钢w(C)为0.06%~0.38%。 主要用来制造一般工程结构和普通机床零件, 通常轧制成各种型材、板材和线材等。
8
表1-3 碳素结构钢部分牌号、成分与力学性能
5
(2)按主要质量等级分类
按质量等级
普通质量钢 优质钢 特殊质量钢
1) 普通质量钢 :即对生产过程中控制质量无特殊规 定的、一般用途的非合金钢和低合金钢。S、P含量 均小于0.045%。
2) 优质钢:即在生产过程中需要按规定控制质量的钢, 并达到比普通质量钢较高的质量要求。S、P含量均 小于0.040%。
量具等。
13
(2)低合金高强度结构钢
牌号:例如 Q390A
4
表1-2 部分合金元素规定质量分数界限值 (%)
合金元素 Cr Mn Mo Ni Si
非合金钢 低合金钢 <0.30 0.30~0.50 <1.00 1.00~1.40 <0.05 0.05~0.10 <0.30 0.30~0.50 <0.50 0.50~0.90
合金钢 ≥0.50 ≥1.40 ≥0.10 ≥0.50 ≥0.90
质
牌号
量 等
级
化学成分(质量分数,%)
力学性能
Si
S
P
C
Mn
σs
σb δ(%)
/MPa /MPa
不大于
Q195
——
0.06~0 .12
0.25~ 0.50
0.03
0.050
0.0 45
195
315~ 430
33
Q215
A
0.09~0 0.25~ .15 0.55
0.30
0.050
0.0 45
215
335~ 450
力学性能(不小于)
号
C
Si
Mn
σs/ MP a
σb/ MPa
δ (%)
ψ HBS (%) (热轧)
应用举例
0.05~ 08F
0.11
≤0.03
0.25~ 295 175
35
60
要求冷成形性和焊接 131 性良好的零件,如冲
0.50
压件、焊接件等。
0.35~
0.17~ 20
0.23
0.17~ 0.37
0.65
410 245
25
55
156
同上,且用于要求内 韧外硬的渗碳件。
60
0.57~
0.17~
0.50~ 675 400
15
35
经淬火和中温回火具 255 有较高弹性的各类弹
0.65 0.37 0.80
簧等。
11
3)碳素工具钢
牌号:是用规定符号T(碳 字的汉语拼音字首)和数 字表示。 例如 T10A “10”表示平均w(C)为1.0%, “A”表示高级优质。
1.4 金 属 材 料
常用的金属材料包括钢、铸铁、铜及其合金、铝及其 合金、粉末冶金材料等,其中以钢和铸铁应用最为广 泛。
钢
铸铁
铜 及其合金 金属材料
粉末
铝
冶金材料 及其合金
图1-14 芜湖长江大桥
1
1.4.1 钢
1.化学成分对钢的力学性能的影响 (1)杂质元素的影响:
1) 锰、硅的影响: 有益元素.
若为沸腾钢,则在牌号后加“F”符号,如08F。 若含锰量较高,则在数字后加“Mn”符号。 用途: 主要用来制造比较重要的机械零件,
如轴、连杆、弹簧等。 20钢金相组织示意图
10
表1-4 优质碳素钢部分牌号、成份、力学性能及应用举例
化学成分 牌 (质量分数,%)
31
Q255
A
0.18~0 0.40~ .28 0.70
0.30
0.050
0.0 45
255
410~ 550
24
Q275
——
0.28~0 .38
0.50~ 0.80
0.35
0.050
0.0 45
275
490~ 630
20
9
2)优质碳素结构钢
牌号: 是用二位数字表示,这两位数字表示钢中的平 均碳的质量分数(万分数)。
Mn和Si在钢中大部分溶于铁素体,起强化作用。Mn 能减轻S的有害作用。FeS+Mn=MnS+Fe
2) 硫的影响:有害元素, Fe+S=FeS,FeS与Fe
易形成低熔点的共晶体,可使钢引起热脆性。
3) 磷的影响:有害元素,。P在钢中可溶于铁素体,
使钢强度、硬度增加,塑性、韧性减小,易使钢产生 冷脆现象。但P与Cu同时存在,可提高钢的耐蚀性和 耐磨性。
承受冲击,要求较高硬 度的工具。如压缩空气
工具等。
0.85~ 0.94
0.95~ 1.04
1.15~ 1.24
≤0.35 ≤0.40
(760~ 780℃, 水淬)62
韧性中等,硬度高的工 具。如冲头、木工工具,
凿岩工具。
不受剧烈冲击、高硬度、 耐磨的工具。如冲头、
手锯条等。
不受冲击、要求高硬度、 高耐磨的工具。如锉刀、
3)特殊质量钢:即在生产过程中需要严格控制质量 和性能的钢,特别是要求严格控制硫、磷等含量和 提高纯洁度等。S、P含量均小于0.020%。
6
(3) 按使用特性分类
可分为: 工具钢, 工程结构用钢, 机械结构用钢, 不锈耐蚀钢, 耐热钢等。
工具钢
工程
机械
结构用钢
结构用钢
使用特性
耐热钢 不锈耐蚀钢
7
3.钢的牌号和应用
3
2. 钢的分类
钢的分类
化学成分 使用特性 质量等级 主要性能
(1)按化学成分分类:
根据各种合金元素规定含量界限值,将钢分为 1)非合金钢(碳素钢),分普通碳素结构钢、优质碳
素结构钢、碳素工具钢。含碳量小于0.25%为低碳 钢,0.25-0.6%为中碳钢,大于0.6%为高碳钢,。 2)低合金高强度结构钢, 3)合金钢。
用途: 用于制造不受冲击、 高硬度、耐磨的工具,
如锉刀、手锯条、拉丝模等。 T12钢的金相组织
图1-15 丝锥
12
表1-5 碳素工具钢部分牌号、成份、硬度和应用
牌号
T8 T9A T10 T12A
化学成分(质量分数, 试样淬火
%)
HRC
C
Si Mn (不小于)
应用举例
0.75~ 0.84
≤0.40
(780~ 800℃, 水淬)62
2
(2)合金元素的影响
▪ 合金元素:是为改善钢的某些性能而在钢中特意加入 的元素,对钢的力学性能有很大影响。
1) 对钢的强度的影响: C、Si、Mn产生固溶强化,使钢的强度提高。 C、N、Cr、Al形成碳化物或氮化物,使钢的强度和 硬度提高。 Nb、V、Al、Ti可细化晶粒,提高钢的强度。
2)对钢的韧性的影响: Nb、V等元素可细化晶粒,从而也显著提高钢的韧性。 C、Si、Mn一般使钢的韧性降低。
(1)非合金钢 1)碳素结构钢 牌号: 例如 Q235F
“Q” 表示屈服点, “235” 表示屈服点值为235MPa, “F” 表示脱氧方法(沸腾钢)。 用途 : 碳素结构钢w(C)为0.06%~0.38%。 主要用来制造一般工程结构和普通机床零件, 通常轧制成各种型材、板材和线材等。
8
表1-3 碳素结构钢部分牌号、成分与力学性能
5
(2)按主要质量等级分类
按质量等级
普通质量钢 优质钢 特殊质量钢
1) 普通质量钢 :即对生产过程中控制质量无特殊规 定的、一般用途的非合金钢和低合金钢。S、P含量 均小于0.045%。
2) 优质钢:即在生产过程中需要按规定控制质量的钢, 并达到比普通质量钢较高的质量要求。S、P含量均 小于0.040%。
量具等。
13
(2)低合金高强度结构钢
牌号:例如 Q390A
4
表1-2 部分合金元素规定质量分数界限值 (%)
合金元素 Cr Mn Mo Ni Si
非合金钢 低合金钢 <0.30 0.30~0.50 <1.00 1.00~1.40 <0.05 0.05~0.10 <0.30 0.30~0.50 <0.50 0.50~0.90
合金钢 ≥0.50 ≥1.40 ≥0.10 ≥0.50 ≥0.90
质
牌号
量 等
级
化学成分(质量分数,%)
力学性能
Si
S
P
C
Mn
σs
σb δ(%)
/MPa /MPa
不大于
Q195
——
0.06~0 .12
0.25~ 0.50
0.03
0.050
0.0 45
195
315~ 430
33
Q215
A
0.09~0 0.25~ .15 0.55
0.30
0.050
0.0 45
215
335~ 450
力学性能(不小于)
号
C
Si
Mn
σs/ MP a
σb/ MPa
δ (%)
ψ HBS (%) (热轧)
应用举例
0.05~ 08F
0.11
≤0.03
0.25~ 295 175
35
60
要求冷成形性和焊接 131 性良好的零件,如冲
0.50
压件、焊接件等。
0.35~
0.17~ 20
0.23
0.17~ 0.37
0.65
410 245
25
55
156
同上,且用于要求内 韧外硬的渗碳件。
60
0.57~
0.17~
0.50~ 675 400
15
35
经淬火和中温回火具 255 有较高弹性的各类弹
0.65 0.37 0.80
簧等。
11
3)碳素工具钢
牌号:是用规定符号T(碳 字的汉语拼音字首)和数 字表示。 例如 T10A “10”表示平均w(C)为1.0%, “A”表示高级优质。
1.4 金 属 材 料
常用的金属材料包括钢、铸铁、铜及其合金、铝及其 合金、粉末冶金材料等,其中以钢和铸铁应用最为广 泛。
钢
铸铁
铜 及其合金 金属材料
粉末
铝
冶金材料 及其合金
图1-14 芜湖长江大桥
1
1.4.1 钢
1.化学成分对钢的力学性能的影响 (1)杂质元素的影响:
1) 锰、硅的影响: 有益元素.