低焊接裂纹敏感性高强度钢板
高强钢焊条选用及说明
19 GB/T 16270 Q500F
20 高强度结构用 Q550C
调质钢板
21
Q550D
22
Q550E
23
Q550F
高强钢(屈服强度≥500MPa)焊条选用表
抗拉强度 屈服强度 断后伸长率
冲击试验
选用焊条
MPa
MPa
%
试验温度℃ 吸收能量J
焊条型号
对应常见牌号
≥610 ≥500
≥17
≥670 ≥550
Q1100D Q1100E Q1200D
49
Q1200E
50
Q1300D
51
Q1300E
高强钢(屈服强度≥500MPa)焊条选用表
抗拉强度 屈服强度 断后伸长率
冲击试验
选用焊条
MPa
MPa
%
试验温度℃ 吸收能量J
焊条型号
对应常见牌号
≥700 ≥620
≥15
0 -20
≥47 ≥47
E6916-N3CM1; E6916-N4M3; J707、J706
≥13
-20
≥34 E8316-N4C2M2
本文涉及高强钢类别牌号繁多,包括耐候类高强钢和耐磨钢,其中一些牌号为低碳马氏 体钢组织,所以保持焊缝化学成份与母材相近较为适宜。 3、工艺条件
考虑到管道焊接的特殊性,管线钢采用 P 类专用焊条,如 J605、J607XG。
二、焊条选用一览表
序号
1 2 3
4 5
钢材
标准
牌号 Q500CFC Q500CFD
高强钢焊接焊条选用及说明
高强钢一般指屈服强度大于等于 500MPa 低合金钢或合金钢,本文收录合金结构钢、高
WDB620钢板,WDB620成分性能介绍
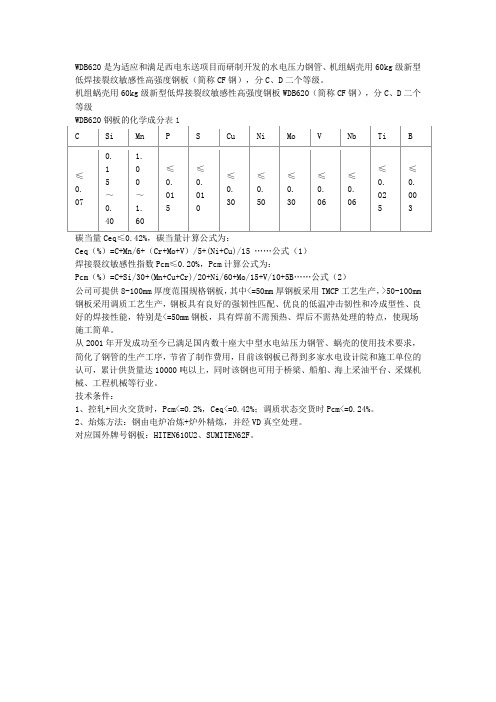
WDB620是为适应和满足西电东送项目而研制开发的水电压力钢管、机组蜗壳用60kg级新型低焊接裂纹敏感性高强度钢板(简称CF钢),分C、D二个等级。
机组蜗壳用60kg级新型低焊接裂纹敏感性高强度钢板WDB620(简称CF钢),分C、D二个等级WDB620钢板的化学成分表1C Si Mn P S Cu Ni Mo V Nb Ti B≤0.07 0.15~0.401.~1.60≤0.015≤0.01≤0.30≤0.50≤0.30≤0.06≤0.06≤0.025≤0.003碳当量Ceq≤0.42%,碳当量计算公式为:Ceq(%)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 ……公式(1)焊接裂纹敏感性指数Pcm≤0.20%,Pcm计算公式为:Pcm(%)=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B……公式(2)公司可提供8-100mm厚度范围规格钢板,其中<=50mm厚钢板采用TMCP工艺生产,>50-100mm 钢板采用调质工艺生产,钢板具有良好的强韧性匹配、优良的低温冲击韧性和冷成型性、良好的焊接性能,特别是<=50mm钢板,具有焊前不需预热、焊后不需热处理的特点,使现场施工简单。
从2001年开发成功至今已满足国内数十座大中型水电站压力钢管、蜗壳的使用技术要求,简化了钢管的生产工序,节省了制作费用,目前该钢板已得到多家水电设计院和施工单位的认可,累计供货量达10000吨以上,同时该钢也可用于桥梁、船舶、海上采油平台、采煤机械、工程机械等行业。
技术条件:1、控轧+回火交货时,Pcm<=0.2%,Ceq<=0.42%;调质状态交货时Pcm<=0.24%。
2、炲炼方法:钢由电炉冶炼+炉外精炼,并经VD真空处理。
对应国外牌号钢板:HITEN610U2、SUMITEN62F。
低焊接裂纹敏感性低碳贝氏体高强度钢板Q800CFE的研发
5 3 0~ 5 3 5( = C. I 1 1 e d y n a m i c c o n t i n u o u s c o o l i n g t r a n s f o r ma t i o n f C C T )c u r v e s o f Q 8 0 0 C F E s t e e l p l a t e i S m e a s u r e d a n d t h e
( 南京钢铁股份有 限公 司新产 品研 发推广中心 , 南京 2 1 0 0 3 5 )
摘 要 研发 的 2 5 mm Q 8 0 0 C F E钢 板 ( / %: 0 . 0 4—0 . 0 8 C , 0 . 2 0~ 0 . 5 0 S i , 1 . 5 0~1 . 8 0 M n , ≤0 . 0 1 5 P, ≤O . 0 0 5 S ,
e f f e c t o f t e mp e r i n g t e mp e r a t u r e o n s t r u c t u r e a n d me c h a n i c a l p r o p e r t i e s a n d t h e w i e l d i n g b e h a v i o r o f s t e e l p l a t e a r e s t u d i e d . Re s u l t s s h o w t h a t w i t h i n c r e a s i n g t e mp e r i n g t e mp e r a t u r e t h e s i z e o f l a t h s t r u c t u r e i n e r e a s e s : wi t h t e mp e r i n g a t 5 3 0 o C
BS700系列高强钢简介
开发历史工程机械用系列高强、超高强结构钢是宝钢于2000年在国内率先开发成功的一类热轧新产品,牌号大多采用“B S”开头,如第一代高强钢B S600M C和B S700M C已大量应用于工程机械、集装箱制造等行业。
2005年宝钢开发成功具有优良低温韧性的第二代高强钢,牌号为B S700M C K2、B S600M C J4、B S550M C K4等等。
B S系列高强钢为低碳低合金结构钢,具有良好的可焊接性和冷成形性,可广泛应用于工程机械、车辆结构、集装箱等制造行业。
高强钢B S系列高强结构钢采用宝钢股份公司先进的冶炼技术、铌钛微合金化处理以及精确的控制轧制和控制冷却技术获得金相显微组织为少量铁素体加针状体组织。
制造工艺和金相组织保证了合格稳定的力学性能、加工性能和可靠的质量。
自从2000年开发成功以后,深受用户青睐,产销量逐年增加。
超高强钢选用高强钢代替传统产品可显著减小钢板的设计厚度,进而减轻结构的自重。
除此之外,B S系列高强钢还具有如下特点:•优良的成形性,不同强度级别钢板均能够冷加工成焊接裂纹敏感性试验采用搭接接头拘束焊接裂纹试验(C T S)测定了B S高强钢焊接裂纹敏感性,结果表明各项裂纹发生率均为0%。
证明B S系列高强钢在0℃以上进行各种焊接加工时,不易产生焊接接头的硬度B S高强钢焊接接头的最大硬度小于H V350。
高强钢的焊接热影响区存在一个比较窄的软化区。
建议尽可能采用小热输入、快速焊接为宜,以减小软化区的宽度。
焊接工艺参数环境温度大于0℃时,B S高强钢板不需预热就可直接进行焊接,不易产生焊接冷裂纹。
推荐使用M A G焊接,推荐焊接保护气体为80%A r+20%C O2;气体流量18~25l/m i n。
对于推荐的焊丝适用于全位置焊接,当垂直位置焊接时,推荐采用上向焊接方法,这样可避免焊接缺陷产生。
热轧高强钢适用于多种接头型式的焊接,常用的接头型式有:对接接头、角接接头和搭接接头。
鞍山钢铁集团公司企业标准

鞍山钢铁集团公司企业标准Q/ASB 51-2005 压力容器用低焊接裂纹敏感性钢板2005-02-22发布 2005-02-25实施鞍山钢铁集团公司 发布前言为了满足鞍钢原油储罐和压力容器用低焊接裂纹敏感性高强度钢板的生产和质量认证的需要,参照JIS G 3115《压力容器用钢板》和GB 19189—2003《压力容器用调质高强度钢板》及相关供货协议制订了本标准。
本标准适用于鞍钢厚板厂生产的供制造大线能量(≤100kJ/cm)焊接储油罐和压力容器用低焊接裂纹敏感性高强度钢板。
本标准由鞍山钢铁集团公司科技质量部提出。
本标准由鞍山钢铁集团公司科技质量部归口。
本标准主要起草单位:鞍钢技术中心、鞍钢新轧钢股份有限公司。
本标准主要起草人:苏国阳、王丽惠、郑英杰。
压力容器用低焊接裂纹敏感性钢板1范围本标准规定了石油储罐或压力容器用高强度钢板的尺寸、外形、技术要求、试验方法、检验规则、包装、标志和质量证明书等。
本标准适用于大线能量(≤100kJ/cm)焊接储油罐和压力容器用低焊接裂纹敏感性高强度钢板。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后的所有修改单(不包括勘误的内容)或修订版本均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-1984 钢的化学分析用试样取样法及成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228 金属材料 室温拉伸试验方法(EQV ISO 6892:1998)GB/T 229 金属夏比缺口冲击试验方法(EQV ISO148:1983、ISO83:1976)GB/T 232 金属材料 弯曲试验方法(EQV ISO 7438:1985)GB/T 247 钢板和钢带检验、包装、标志及质量证明书的一般规定GB/T 2975 钢及钢产品 力学性能试验取样位置及试样制备(EQV ISO377:1997)GB/T 4336 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 8170 数值修约规则JB 4730 压力容器无损检测Q/ASB 1 热轧中厚板尺寸、外形、重量及允许偏差3术语和定义TMCP:在奥氏体的再结晶和非再结晶区,或在奥氏体和铁素体双相温度范围内大比例压下量轧制,并立即在相应温度范围内进行控制冷却,促使晶粒细化并增加珠光体或贝氏体或两者的体积比的轧钢工艺。
SX780CF大型水电工程高强度低裂纹敏感性用钢的成分性能执行标准产地舞钢

河钢集团(舞阳钢铁有限责任公司)SX780CF大型水电工程高强度低裂纹敏感性用钢的成分性能执行标准产地舞钢一、SX780CF大型水电工程高强度低裂纹敏感性用钢简介SX780CF是大型水电工程高强度低裂纹敏感性用钢,国内舞阳钢厂可生产,属于舞阳钢厂科技部牌号。
主要用于装机容量达千万千瓦以上大型水力发电机组和高水头蓄能电站中蜗壳、压力钢管等重要结构件制造,需具备高强韧性、良好冷变形性及焊接性。
设备制造要求强度等级高,可焊性能强。
SX780CF执行标准---(山峡企标)SX780CF钢板牌号级别800MPa,SX780CF钢板供货规格范围厚度(8-150)mm、宽度(1500-3600)mm、长度(3000-16000)mm。
二、SX780CF大型水电工程高强度低裂纹敏感性用钢生产工艺原料 (废钢、生铁和铁水)------电炉( 100吨电弧炉冶炼)、转炉-------LF炉钢水精炼处理-------VD或VOD炉钢水真空处理-------模铸( 多种键型模铸线)或连铸(大型板坯连铸机);(一钢锭重熔处理50吨板坯式电渣炉)-------加热(连续炉和均热炉)-------钢板轧制( 4100和4200mm轧机)-------钢板热处理(正火回火调质)-------钢板探伤切割检验-------入成品库。
三、SX780CF大型水电工程高强度低裂纹敏感性用钢化学成分四、SX780CF大型水电工程高强度低裂纹敏感性用钢力学性能五、SX780CF大型水电工程高强度低裂纹敏感性用钢用途SX780CF是大型水电工程高强度低裂纹敏感性用钢,国内舞阳钢厂可生产,属于舞阳钢厂科技部牌号。
主要用于装机容量达千万千瓦以上大型水力发电机组和高水头蓄能电站中蜗壳、压力钢管等重要结构件制造,需具备高强韧性、良好冷变形性及焊接性。
设备制造要求强度等级高,可焊性能强。
六、SX780CF大型水电工程高强度低裂纹敏感性用钢生产历程2013年,中国最大的巨型水电站——乌东德水电站获国家发改委批准筹建。
滩坑水电站水轮机蜗壳安装与焊接质量控制

滩坑水电站水轮机蜗壳安装与焊接质量控制摘要:滩坑电站为大型混流式水轮发电机组,蜗壳材料采用WDB620低焊接裂纹敏感性高强度钢。
现根据1#~3#机组蜗壳安装、焊接的实际施工情况,整理、总结出滩坑电站机组蜗壳安装、焊接技术要求及质量控制措施。
为今后从事类似机组的安装和焊接的技术人员提供参考依据。
关键词:水轮机蜗壳安装、焊接,质量控制。
滩坑水电站是浙江省瓯江流域规划中的一座重要骨干电站,电站位于青田县境内的瓯江支流小溪上,拦江大坝为钢筋混凝土面板堆石坝,坝高162米,是华东目前第一高坝,水库总库容41.5亿立方米。
电站以发电为主,具有调峰、调频、调相及事故备用功能,兼顾防洪及其他综合利用效益,是一座具有多年调节能力的大型水电站。
电站共安装3台20万千瓦混流式水轮发电机组,电站总装机容量为60万千瓦,电站年发电量为10.23亿千瓦时。
是浙江省目前容量最大的常规水电机组。
3台机组已先后于2008年8月15日、2009年1月12日和2009年7月10日并网发电,进入商业运行。
1 机组蜗壳简介滩坑电站工程每台水轮机的蜗壳共分28节,总重约161吨。
包括蜗壳进口渐变段4节,蜗壳的本体段24节(包括两个凑合节),其中蜗壳本体尾部和大舌板均在现场装焊,除18—24管节外,其余管节均为瓦片到货,单节蜗壳需在现场拼装。
蜗壳包角为328°。
蜗壳材料为非调制高强钢WDB620,蜗壳进口管节最大直径为φ6200mm,最大厚度40mm,最小厚度20mm,,单节最大尺寸φ6200mm×1453mm,单节最大重量约10t(不含内支撑)。
座环采用带导流板无蝶形边平行式钢板焊接结构,上下环板为16MnR-Z25抗层次撕裂钢板。
蜗壳与座环的连接采用过渡板、大舌板结构,座环过渡板采用与蜗壳同材质的WDB620钢板。
2 WDB620钢的焊接性分析WDB620钢是舞钢厂为适应和满足西电东送项目而研制开发的水电压力钢管、机组蜗壳用60kg级新型低焊接裂纹敏感性高强度钢板。
低焊接裂纹敏感性钢WH60详解

一、WH60 (低焊接裂纹敏感性钢)属于高强度焊接钢结构钢板,主要用于工程机械、矿山机械、煤矿机械、环保机械、冶金机械等,同时在桥梁设备、建筑业应用也相当广泛例如;桥梁结构设备、厂房建筑、
钢结构、工程钢结构、钢结构焊接等
二、WH60 代表舞钢,“H”表明公斤级高强焊接结构钢板,“60”表明公斤级数值。
三、WH60执行标准:WYJ舞钢专用技术条件。
四、WH60交货状态:调质(淬火+回火)
五、WH60钢板性能指标介绍
六、WH60钢板自身具备高强、高韧性、抗疲劳、抗冲击、抗腐蚀、耐磨、焊接及易加工等优质性能.
七、WH60化学成分
八、WH60力学性能
九、WH60应用
主要用于工程机械、矿山机械、煤矿机械、环保机械、冶金机械等,同时在桥梁设备、建筑业应用也相当广泛例如;桥梁结构设备、厂房建筑、钢结构、工程钢结构、钢结构焊接等。
BS700
BS系列高强钢简介Brief introduction开发历史工程机械用系列高强、超高强结构钢是宝钢于2000年在国内率先开发成功的一类热轧新产品,牌号大多采用“BS”开头,如第一代高强钢BS600MC和BS700MC已大量应用于工程机械、集装箱制造等行业。
2005年宝钢开发成功具有优良低温韧性的第二代高强钢,牌号为BS700MCK2、BS600MCJ4、BS550MCK4等等。
BS系列高强钢为低碳低合金结构钢,具有良好的可焊接性和冷成形性,可广泛应用于工程机械、车辆结构、集装箱等制造行业。
高强钢BS系列高强结构钢采用宝钢股份公司先进的冶炼技术、铌钛微合金化处理以及精确的控制轧制和控制冷却技术获得金相显微组织为少量铁素体加针状体组织。
制造工艺和金相组织保证了合格稳定的力学性能、加工性能和可靠的质量。
自从2000年开发成功以后,深受用户青睐,产销量逐年增加。
超高强钢选用高强钢代替传统产品可显著减小钢板的设计厚度,进而减轻结构的自重。
除此之外,BS系列高强钢还具有如下特点:• 优良的成形性,不同强度级别钢板均能够冷加工成形;• 良好的焊接性,钢板具有低焊接裂纹敏感性,焊接接头的性能优良;• 良好的低温冲击韧性。
制造工艺及交货状态生产工艺流程:BS系列高强钢采用氧气转炉冶炼镇静钢,经过二次精炼后进行连续铸造,连铸坯送热轧厂再加热并采用控轧控冷工艺轧制成卷,精整检验后可以钢卷状态交货,也可以矫直切板后以钢板状态交货。
交货状态:BS系列高强钢基本采用轧态(TMCP)交货。
所示,超出规格范围可与宝钢热轧高强钢产销研小组联系(附后)。
牌号Steel grade可供厚度Thickness,mm可供宽度Width,mm可供长度Length,mmBS550- 2.5-16 850-1750 2000-12000BS600- 2.5-16 850-1750 2000-12000BS700- 2.5-14 850-1600 2000-12000BS960- 4-10 950-1200 2000-12000牌号及可供规格范围Product range of dimensions宽度(width), mm181014617913516812421571131800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800厚度(Thickness), mm BS550 BS600 BS700 BS9602工程机械用高强度热连轧结构钢High Strength Cold Forming Hot-rolled Steel供货技术条件及产品性能实绩Delivery ConditionB S 7 0 0 MC K 2K2:-20℃冲击值不小于40JJ4:-40℃冲击值不小于27JK4:-40℃冲击值不小于40J控轧控冷(非调质)生产的冷成型用钢宝钢结构钢屈服强度等级3力学*货标准牌号Steel Grade厚度Thicknessmm拉伸试验(2)Tensile test冲击试验(3)CVN Impact test180°弯曲试验Bending test方向(1) 屈服强度Re, MPa抗拉强度Rm, MPa伸长率A5, %方向(1) 温度Temp., ℃冲击值IE, J方向(1) 弯心直径DiameterBS550MCK4 ≤16 T ≥550 ≥600 ≥18 L -20 ≥40 T d = 2a BS600MCJ4<10T≥600 ≥680 ≥15L -40 ≥27 T d = 2a10-16 ≥580 ≥680 ≥15BS700MCK23-8T≥700 750-950 ≥15L -20 ≥40 T d = 2a>8 ≥680 750-950 ≥15BS900MCJ4 3-10 L ≥900 ≥950 ≥10 L -40 ≥27 T d = 3a BS960MCJ4 3-10 L ≥960 ≥980 ≥10 L -40 ≥27 T d = 3a S500MC ≤16 L ≥500 550-700 ≥14 / / / T d = 1aS550MC ≤16 L ≥550 600-760 ≥14 / / / T d = 1.5aS600MC(BS600MC)≤16 L ≥600 650-820 ≥13 / / / T d = 2aS650MC ≤16 L ≥650 700-880 ≥12 / / / T d = 2aS700MC(BS700MC)≤6 L ≥700 750-950 ≥12 / / / T d = 2a注:(1) T= Transverse,试样方向垂直于轧制方向; L=longitude,试样方向平行于轧制方向。
TMCP及调质系列高强度钢板
TMCP及调质系列高强度钢板1、前言:自2001年起,舞钢在国内率先采用国际先进的低C贝氏体钢设计理念研制开发了TMCP型低焊接裂纹敏感性系列高强钢(国外也称焊接无裂纹CF钢),其典型产品屈服强度490Mpa级的WDB620,因其良好的实物性能被列入水电压力管道和蜗壳制作设计规范。
2006年舞钢新线建成后,进行了非调质型低焊接裂纹敏感性高强钢强度级别和质量等级的系列开发,形成了焊接性能优良的Q500-690Mpa级系列产品,满足工程机械和水电站建设的需要。
舞钢从德国LOI公司引进了两条调质钢生产线,进行了调质高强钢的研制开发,现已形成屈服强度590Mpa-960Mpa调质高强钢系列品种,同时开发了硬度HB360-500系列调质耐磨钢板。
调质高强钢主要用于制造100吨以上矿车底板、泵送机械、挖掘机、汽车吊、履带吊、煤矿液压支架等,随工程机械的大型化、轻量化发展,工程机械用钢的强度级别、质量等级也在逐步提高,由以前50kg、60kg级发展到现在的100kg、110kg级,甚至130kg级,并且高强度级别钢板的用量也越来越多。
2、装备与技术保证能力:1)一流的炼钢设备和技术,确保钢质纯净。
原料精选入炉,减少了外来夹杂及气体含量;超高功率电炉冶炼、炉外精炼、真空处理、钙处理等一系列工艺措施及严格的操作控制,确保成分控制精确、钢质纯净、夹杂物危害降到最低,可达到[P]≤80ppm,[S]≤30ppm,[N]≤60ppm,[H]≤2ppm,[O]≤20ppm。
2)融合当今国际先进技术的大断面连铸机,为高强钢生产提供了优质原料。
舞钢有3台连铸机,可生产厚度200-300mm、宽度1200-2500mm的连铸坯,其中330-2500mm断面是目前国内最大断面的连铸坯,为高强钢生产提供了更加广泛的原料选择范围,连铸技术方面融合了结晶器液压振动、电磁搅拌、结晶器在线调宽、动态轻压下等当今国际先进技术,确保铸坯内、外部质量优良。
Q460CFD和Q460D区别和联系
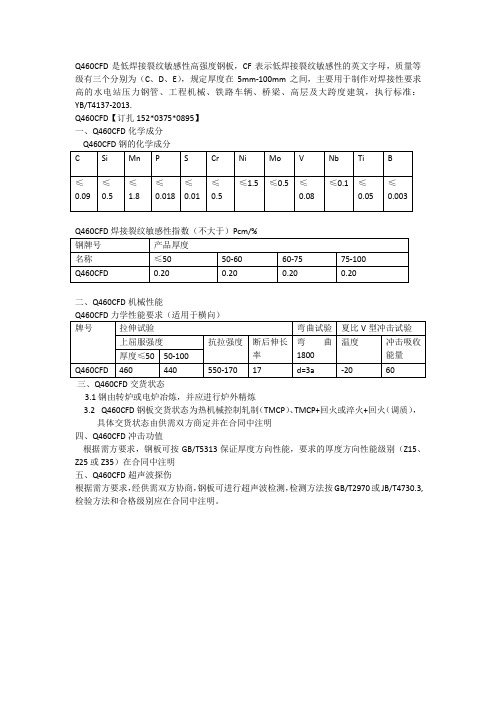
Q460CFD是低焊接裂纹敏感性高强度钢板,CF表示低焊接裂纹敏感性的英文字母,质量等级有三个分别为(C、D、E),规定厚度在5mm-100mm之间,主要用于制作对焊接性要求高的水电站压力钢管、工程机械、铁路车辆、桥梁、高层及大跨度建筑,执行标准:YB/T4137-2013.
Q460CFD【订扎152*0375*0895】
一、Q460CFD化学成分
Q460CFD机械性能
二、
三、Q460CFD交货状态
3.1钢由转炉或电炉冶炼,并应进行炉外精炼
3.2 Q460CFD 钢板交货状态为热机械控制轧制(TMCP)、TMCP+回火或淬火+回火(调质),
具体交货状态由供需双方商定并在合同中注明
四、Q460CFD冲击功值
根据需方要求,钢板可按GB/T5313保证厚度方向性能,要求的厚度方向性能级别(Z15、Z25或Z35)在合同中注明
五、Q460CFD超声波探伤
根据需方要求,经供需双方协商,钢板可进行超声波检测,检测方法按GB/T2970或JB/T4730.3,检验方法和合格级别应在合同中注明。
低焊接裂纹敏感性钢WDL690D可焊性研究
技术与研究
中国材料科技与设备 ( 双月刊)
低 焊 接 裂 纹 敏 感 性 钢 W DL6 9 O D 可 焊 性 研 究
张开广 ,陈颜 堂,刘文斌 ,童明伟 ,黄静
( 武汉钢铁 ( 集团)公司研 究院,湖北 武汉 4 3 0 0 8 0 )
摘要 :本文针 对 WD I N9 0 D钢进行 了焊接工艺试 验研 究,确定 了钢种合 适的焊接预热 温度 、层 间温度 ,考察 了钢板抗
・
5 4・ h t t p :/ / ww w. c m a s t e q . c o n
中国材料科技与设备 ( 双月刊)
低焊接裂纹敏感性钢 WD I 6 9 0 D可焊性研究
2 0 1 4年 ・ 第1 期
横 向对接焊接 ,开展斜 Y、直 Y冷裂 纹敏感性 试验 。试件
的形状 、尺寸及焊接方法 如图 1 所示 。
需 预热或稍加预热 ( 预热温度不超过 5 O ℃) 即不 产生焊接 裂纹 ,因而其在液化气球 罐 、石油储罐 等压力 容器方 面得
到广泛使用 _ 2 J 。
本文针对武汉 钢铁集 团公 司研发 的 WDL 6 9 0 D钢 进行 了焊接工艺试验 ,确定 了钢 种合适 的焊接 预热温 度 、层问 温度 ,评定其抗裂纹敏感性 ,为该钢 的工程应 用提供 数据
图 1 试 件 形 状 、 尺 寸 及 焊 接 方 法 示 意 图
控 制—— 尤其是当焊接低 、中合金 钢 时 ,随着 强度级 别 的 提 高 ,冷裂纹出现的倾 向会越来 越大 。钢 板斜 Y、直 Y冷 裂纹试 验通常被用来定性 评定钢 板焊接 热影 响区 以及 焊缝 根部 的冷裂纹敏感性 ,并 以此最终 确定钢 板合 适 的焊 前预
WDL610D屈服强度490MPa WDL610D订扎切割
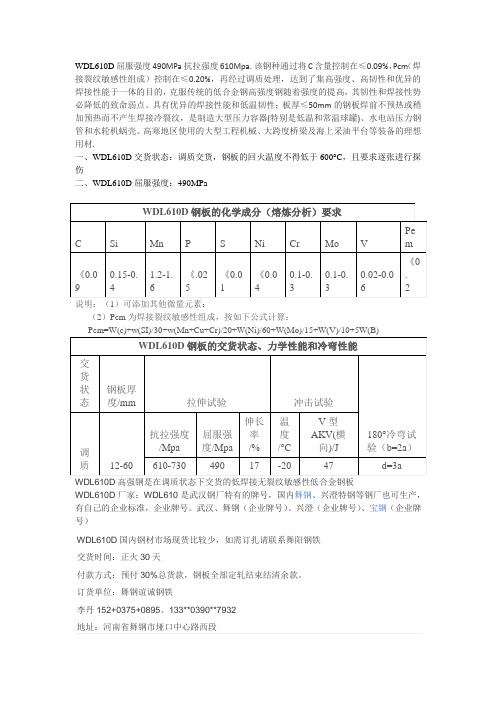
0.02-0.06
《0.
2
说明:(1)可添加其他微量元素:
(2)Pcm为焊接裂纹敏感性组成,按如下公式计算:
Pcm=W(c)+w(SI)/30+w(Mn+Cu+Cr)/20+W(Ni)/60+W(Mo)/15+W(V)/10+5W(B)
WDL610D钢板的交货状态、力学性能和冷弯性能
交货状态
钢板厚比较少,如需订扎请联系舞阳钢铁
交货时间:正火30天
付款方式:预付30%总货款,钢板全部定轧结束结清余款。
订货单位:舞钢谊诚钢铁
李丹152+0375+0895、133**0390**7932
地址:河南省舞钢市垭口中心路西段
拉伸试验
冲击试验
180°冷弯试验(b=2a)
调质
12-60
抗拉强度/Mpa
屈服强度/Mpa
伸长率/%
温度/°C
V型AKV(横向)/J
610-730
490
17
-20
47
d=3a
WDL610D高强钢是在调质状态下交货的低焊接无裂纹敏感性低合金钢板
BWELDY700..

────────────────────── 第 1 页 共 2 页 ──────────────────────
宝钢 BWELDY 系列高强度调质钢暂行技术条件
5. 表面质量 钢板的表面质量按 GB/T3274 执行。若有结疤、氧化铁皮等缺陷时,允许进行表面修磨。 6. 交货状态 钢板按调质态(Q+T)交货 7. 机械、冷弯、冲击性能 钢板性能应符合下表规定:
宝钢 BWELDY 系列高强度调质钢暂行技术条件
宝钢低碳易焊接高强度结构用调质钢板 BWELDY700CFQ 供货技术条件
名称:低碳低焊接裂纹敏感性高强度结构用调质钢板 牌号:BWELDY700CFQL2、BWELDY700CFQL4、BWELDY700CFQL6
1. 适用范围 本技术条件适用于厚度为 10~50mm 的 BWELDY700CFQ 焊接高强度结构钢。钢板屈服 强度 700MPa 级,并具有非常优良的低温冲击韧性和焊接性能,适用于无预热焊接或低温预 热焊接要求的工程机械以及矿山、港口等结构件。 2. 引用标准 GB/T 222 GB/T 223 GB/T 228 GB/T 229 GB/T 247 GB/T 709 GB/T 3274 GB/T 2970 钢的化学分析用试样取样法及成品化学成分允许偏差 钢铁及合金化学分析方法 金属材料 室温拉伸试验方法 金属夏比缺口冲击试验方法 钢板和钢带的检验、包装、标志及质量证明书的一般规定 热轧钢板和钢带的尺寸、外形、重量及允许偏差 碳素结构钢和低合金结构钢 热轧厚钢板和钢带 厚板超声波检测方法
GB/T 16270 高强度结构钢热处理和控轧钢板、钢带 3. 化学成分(熔炼分析) 钢的化学成分应符合下表的规定(wt%)。
表1 C Si Mn P S BWELDY900Q 化学成分要求 Cr Mo Ni Nb Ti V ≤0.05 B Al Ceq
低温钢07MnNiMoDR球罐焊接与热处理质量管理
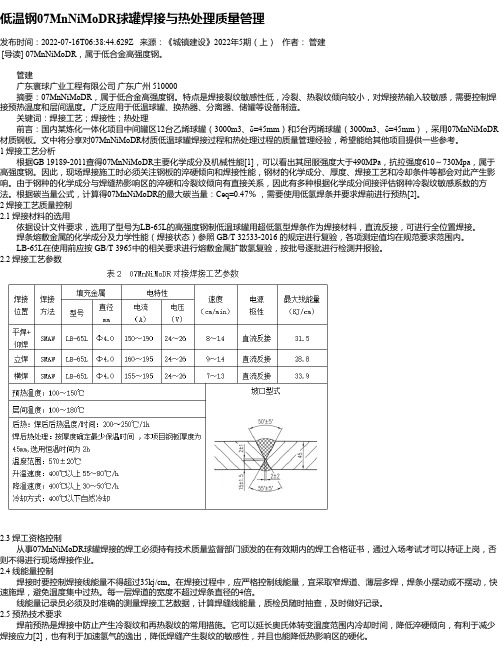
低温钢07MnNiMoDR球罐焊接与热处理质量管理发布时间:2022-07-16T06:38:44.629Z 来源:《城镇建设》2022年5期(上)作者:管建[导读] 07MnNiMoDR,属于低合金高强度钢。
管建广东寰球广业工程有限公司广东广州 510000摘要:07MnNiMoDR,属于低合金高强度钢。
特点是焊接裂纹敏感性低,冷裂、热裂纹倾向较小,对焊接热输入较敏感,需要控制焊接预热温度和层间温度。
广泛应用于低温球罐、换热器、分离器、储罐等设备制造。
关键词:焊接工艺;焊接性;热处理前言:国内某炼化一体化项目中间罐区12台乙烯球罐(3000m3、δ=45mm)和5台丙烯球罐(3000m3、δ=45mm),采用07MnNiMoDR 材质钢板。
文中将分享对07MnNiMoDR材质低温球罐焊接过程和热处理过程的质量管理经验,希望能给其他项目提供一些参考。
1 焊接工艺分析根据GB 19189-2011查得07MnNiMoDR主要化学成分及机械性能[1],可以看出其屈服强度大于490MPa,抗拉强度610~730Mpa,属于高强度钢。
因此,现场焊接施工时必须关注钢板的淬硬倾向和焊接性能,钢材的化学成分、厚度、焊接工艺和冷却条件等都会对此产生影响。
由于钢种的化学成分与焊缝热影响区的淬硬和冷裂纹倾向有直接关系,因此有多种根据化学成分间接评估钢种冷裂纹敏感系数的方法。
根据碳当量公式,计算得07MnNiMoDR的最大碳当量:Ceq=0.47%,需要使用低氢焊条并要求焊前进行预热[2]。
2 焊接工艺质量控制2.1 焊接材料的选用依据设计文件要求,选用了型号为LB-65L的高强度钢制低温球罐用超低氢型焊条作为焊接材料,直流反接,可进行全位置焊接。
焊条熔敷金属的化学成分及力学性能(焊接状态)参照 GB/T 32533-2016 的规定进行复验,各项测定值均在规范要求范围内。
LB-65L在使用前应按 GB/T 3965中的相关要求进行熔敷金属扩散氢复验,按批号逐批进行检测并报验。
07MnNiMoDR技术标准化学成分力学性能
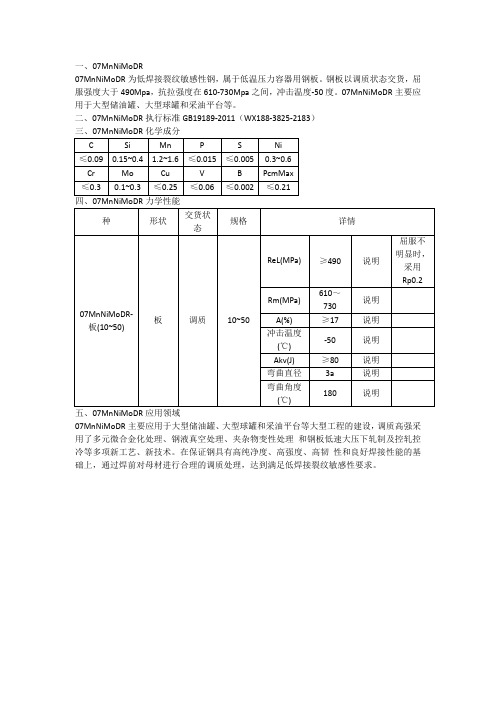
一、07MnNiMoDR
07MnNiMoDR为低焊接裂纹敏感性钢,属于低温压力容器用钢板。
钢板以调质状态交货,屈服强度大于490Mpa,抗拉强度在610-730Mpa之间,冲击温度-50度。
07MnNiMoDR主要应用于大型储油罐、大型球罐和采油平台等。
二、07MnNiMoDR执行标准GB19189-2011(WX188-3825-2183)
三、07MnNiMoDR化学成分
C Si Mn P S Ni
≤0.09 0.15~0.4 1.2~1.6 ≤0.015 ≤0.005 0.3~0.6
Cr Mo Cu V B PcmMax
≤0.3 0.1~0.3 ≤0.25 ≤0.06 ≤0.002 ≤0.21
四、07MnNiMoDR力学性能
种形状交货状
态
规格详情
07MnNiMoDR-板(10~50) 板调质10~50
ReL(MPa) ≥490 说明
屈服不
明显时,
采用
Rp0.2
Rm(MPa)
610~
730 说明
A(%) ≥17 说明
冲击温度
(℃)
-50 说明
Akv(J) ≥80 说明
弯曲直径3a 说明
弯曲角度
(℃)
180 说明
五、07MnNiMoDR应用领域
07MnNiMoDR主要应用于大型储油罐、大型球罐和采油平台等大型工程的建设,调质高强采用了多元微合金化处理、钢液真空处理、夹杂物变性处理和钢板低速大压下轧制及控轧控冷等多项新工艺、新技术。
在保证钢具有高纯净度、高强度、高韧性和良好焊接性能的基础上,通过焊前对母材进行合理的调质处理,达到满足低焊接裂纹敏感性要求。
WH80QD钢板材质简介及应用范围
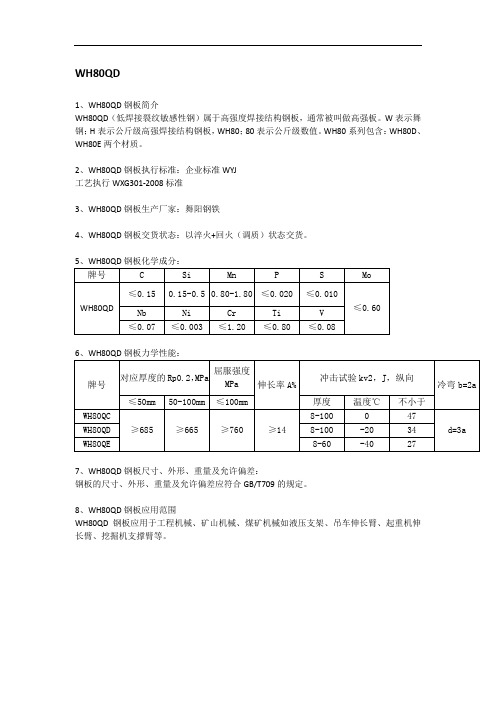
WH80QD
1、WH80QD钢板简介
WH80QD(低焊接裂纹敏感性钢)属于高强度焊接结构钢板,通常被叫做高强板。
W表示舞钢;H表示公斤级高强焊接结构钢板,WH80;80表示公斤级数值。
WH80系列包含:WH80D、WH80E两个材质。
2、WH80QD钢板执行标准:企业标准WYJ
工艺执行WXG301-2008标准
3、WH80QD钢板生产厂家:舞阳钢铁
4、WH80QD钢板交货状态:以淬火+回火(调质)状态交货。
7、WH80QD钢板尺寸、外形、重量及允许偏差:
钢板的尺寸、外形、重量及允许偏差应符合GB/T709的规定。
8、WH80QD钢板应用范围
WH80QD钢板应用于工程机械、矿山机械、煤矿机械如液压支架、吊车伸长臂、起重机伸长臂、挖掘机支撑臂等。
高强度船板用钢开发及焊接裂纹敏感性评价
0 前 言
自2 0世纪 以来 , 满 足 船舶 制 造 工 业 需 求 , 为 国
容 器等 领域 推进 。
E 0级钢 按低 碳 、 合金 化思 路 设 计 , 的优 良 4 微 钢
性能主要来 自钢的组织 以及组织 中的高密度位错。
钢的强化主要依靠采用控轧工艺实现微合金元素的 沉 淀强化 、 晶强 化 、 错强 化及 组织 强化 。采 用低 细 位
aly n ih c n rl n o i g a d c n r U n o l g p o e s wed n e f r n c fF r d te s e au td. a w i te l i g w t o tol g r U n n o t i g c o i r c s , l ig p roma e o A0 g a e se li v l ae Me n h l h o i o n e,
碳、 微合金 化设 计及 控轧 工艺 , 现 了该 钢 种非调 质 实
际上开始研制高强度——低焊 接裂纹敏感性 钢( 国 外也称焊接无裂纹钢 ) 。当今 T C 、P P工 艺技 M PTC
术 的发展 和完 善 , 去传 统 淬 火 工 序 生 产 屈 服 强 度 省
40M a 0 P 级别以上低合金高强度钢的梦想变成 了现 实, 这一工艺技术正代 表着 国际低合金高强度钢发
p o u ti a p id i h p b i ig i d sr . rd c s p l n s i u l n n u t e d y
Ke or s: n u n h d a d t mp r d se l we d n r c s n iiiy yW d o q e c e n e e e te ; l i g c a k;e st t v
仁宗海水库电站压力钢管焊接工艺
手 工 电 弧 焊 : J 一1BV( 3 7 型 焊 条 , 选 R85 R 1 )
直 径 3 2m 和 4 0 m . m . m; 埋 弧 焊 : H 8 r V J B V) 选 0 C Mo A( w— 型焊 丝 ,
收稿 日期 :0 70 -2 20 -82
团 Sha W t wr iu ar oe c n eP
埋 弧 焊 : HI M S 型焊 丝 , 选 O ni 直径 4 0mm, .
H 4 1 焊剂 。 J3 型
录, 烘焙温度和时间严格按厂家说 明书的规定进 行。烘焙后的焊条保存在 10o 10o 的恒温 0 C~ 5 C
3 2 焊接低 焊接 裂 纹敏 感 性 高强度 钢 板 ( F钢 . C
劲环、 止水 环 等附 件 的焊 接选 用 手工 电弧焊 。
4 2 钢 管焊接 .
由于本 工程 采用低 焊 接裂 纹 敏感性 高 强度 钢 板 ( F钢板 ) 因此 , 须 针 对该 工 程 的特 点艺方 法 。
4 2 1 焊 前准 备 ..
程 量 为 34 8t 2 。 2 针 对工程 特点 确定 的 高强 钢焊 接工 艺方 法
在 钢 管施 焊 时 , 管纵缝 及 对接 环 缝 、 直 弯管 纵 缝 采用 埋 弧 自动焊 (A , 管 环 缝 采 用 手 工 电 S W) 弯
弧焊( M W) 定位焊采用 C 气体保 护焊 , SA , O 加
余 阳
( 四川二滩建设咨询有限公司 , 四川 成都 摘 6o 2 ) 1o 1
要: 仁宗海水库电站压力钢管采用低焊接裂纹敏感性高 强度钢板 ( F钢板 ) c 和低 合金容器钢板 1 R, 6Mn 必须有针 对性
的制定焊接技术工艺措施 , 介绍 了具体 的焊接工艺 。 关键词 : 压力钢管 ; 焊接 ; 工艺方法 ; 仁宗海水库 电站 中图分类号 :V 4 ; V 3 T 5 7 T 74 文 献标识 码: B 文章编号 :0 12 8 2 0 ) 50 2 -4 10 -14f0 7 0 -0 40
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《低焊接裂纹敏感性高强度钢板》行业标准编制说明
《低焊接裂纹敏感性高强度钢板》行业标准编制组
一、任务来源
根据全国钢标准化技术委员会2010年第一批行业标准制修订项目计划,计划编号2010-0245T-YB,由舞阳钢铁有限责任公司和冶金信息标准研究院共同研究修订《低焊接裂纹敏感性高强度钢板》行业标准。
二、修订标准的目的
随着冶金行业钢板产品的研究及应用,YB/T4137-2005在技术内容、标准格式等方面已有不适应,有必要对技术内容进行更新和完善,以反映当今技术状况和需求实际。
三、修订标准的主要技术依据
焊接冷裂纹是最常出现的焊接工艺缺陷,对高强度钢的焊接结构危害尤为严重,是必须要避免的焊接工艺缺陷。
焊接裂纹敏感性是评判钢的焊接性能优劣的重要项目,在钢的化学成分中用焊接裂纹敏感性指数(Pcm)表示。
降低钢的焊接裂纹敏感性,生产并应用低焊接裂纹敏感性钢或称焊接无裂纹钢是冶金行业和焊接行业的共同追求。
通常认为低焊接裂纹敏感性钢是指当板厚不大于50mm时,钢板在焊接前不需预热或稍加预热(预热温度不超过50℃)而不产生焊接冷裂纹的低合金高强度钢。
低焊接裂纹敏感性钢(CF钢)的设计原理就是降低碳和多元微量合金化。
通过降碳,降低钢的淬硬倾向,提高钢的韧性。
通过多元微量元素来保证钢的强度,通过降低钢中的杂质,提高钢的延性和韧性。
从而保证焊接时不产生冷裂纹。
低焊接裂纹敏感性钢(国际上也称焊接无裂纹钢,简称CF钢,crack free的缩写)是二十世纪七十年代开始研制的一类具有优良焊接性的低合金高强度钢,这类钢由于其合金元素含量少、碳含量很低,Ceq及Pcm值相应降低,加之钢的纯净度大大提高,从而在根本上保证了钢材的优良韧性及可焊性,保证了钢材在焊接区域的薄弱地带——熔合区及热影响区具有优良的抗裂能力,保证在焊前不预热或低预热的条件下不出现裂纹,从而提高了钢结构的安全可靠性。
鉴于低焊接裂纹敏感性钢具有优异的焊接性能且高强韧性匹配优良,被广泛用于水电站、压力容器、桥梁、造船、工程机械等对大型高强钢结构不预热、不焊后热处理焊接的焊接要求高的行业。
日本新日铁、住友、川崎、神户等钢铁公司均开发有自己的低焊接裂纹敏感性钢板品种。
国内目前已生产此类钢板的企业有舞钢、宝钢、鞍钢、武钢、湘钢等,主要用于水电站压力钢管、压力容器、工程机械等行业。
本标准结合GB19189《压力容器用调质高强度钢板》、日本JFE-HITEN钢板、舞钢实际生产数据及供货技术要求,并结合国内低焊接裂纹敏感性宽厚钢板生产发展情况,反映国内先进的低焊接裂纹敏感性钢板科研成果,并起到引导设计、订货与规范生产的作用。
四、标准的主要技术内容
1 适用范围及牌号
与YB/T4137-2005相关内容保持一致。
2 技术要求
2.1化学成分
化学成分
化学成分设计参照GB19189、JFE-HITEN570U2(590U1、U2;610U1、U2;780EX),并结合舞钢公司的供货技术要求及实际生产实践,强调低C含量、低杂质含量(P、S含量低于YB/T4137-2005的规定)、微合金化,分强度级别,规定不同的成分含量;同时,增加“6.1.2为改善钢板的性能,供方可添加表1以外的合金元素,具体含量在质量证明书中注明。
”条款,提高了标准的灵活性,便于生产厂的成分设计。
焊接裂纹敏感性指数(Pcm)值与钢的强度及厚度紧密相关的,因此,根据实际生产应用,根据Q500CF~Q800CF强度级别及厚度的不同,规定了不同的焊接裂纹敏感性指数(Pcm)——厚度≤50mm的钢板,其熔炼焊接裂纹敏感性指数(Pcm)值与原YB/T4137-2005一致;当厚度>50mm时,根据不同厚度,不同强度级别,规定了不同的焊接裂纹敏感性指数(Pcm),使规定的焊接裂纹敏感性指数(Pcm)更合理、科学、切合实际。
2.2冶炼方法
冶炼方法中强调“钢液应进行炉外精炼”,这也是生产此类钢的一个工艺保证措施。
2.3交货状态
交货状态与YB/T4137-2005保持一致,即“钢板的交货状态为温度-形变控轧控冷(TMCP)、温度-形变控轧控冷(TMCP)+回火或淬火+回火,具体由供需双方商定并在合同中注明。
”
2.4力学性能及工艺性能
与降低P、S含量对应,提高了Q460CF~Q800CF牌号C、D级钢的冲击功值,并增加表3注“b:经供需双方协商并在合同中注明,冲击试样方向可为横向,以代替纵向”,以满足不同用户的需求。
其它同YB/T4137-2005的规定。
2.5超声波探伤
本标准规定“根据需方要求,钢板可进行超声波检验,检验方法按GB/T2970或JB/T4730.3,检验方法和合格级别在合同中注明。
”
2.6表面质量
表面质量的规定同YB/T4137-2005的规定,符合国内标准的常规描述,便于操作、执行。
2.7其它特殊要求
本标准保留YB/T4137-2005“其它特殊要求”条款,即“经双方协议,需方可对钢板提出其它特殊技术要求。
”,体现了标准的最大自由度原则。
3检验规则
保持与YB/T4137-2005一致。
4包装、标志及质量证明书
保持与YB/T4137-2005一致。
5数值修约
增加“数值修约”规定。
附录1
1 本标准规定的钢板最大厚度与YB/T4137-2005一致,最大厚度为100mm。
2 本标准与原标准YB/T4137-2005的成分(C、Mn、P、S、Pcm)对比、与GB19189-2011同屈服强度级别的Pcm的对比:
2各牌号C、D
3
3 与JFE
4。