常用紧固件技术指标和材料选择
紧固件材料的选择(螺栓、螺母)
1、紧固件六角头螺栓、等长双头螺栓、全螺纹及螺栓螺母、螺柱螺纹未端采用GB两倒角端型式。
2、紧固件规格管法兰用紧固件规格采用:M10、M14、M16、M20、M22、M24、M27、M30、M33、M36*3、M39*3、M45*3、M48*3、M56*3、M64*3、M70*3、M76*3、M90*3。
常用紧固件用规格符合GB5782要求及GB901-B级规定。
3、机械性能采用GB3098.1 螺栓8.8级;螺母8级。
采用中国石油化工行业标准:螺栓、螺柱采用:35#、40CR、30CRMO、35CRMOA、25CR2MOVA材料牌号。
螺母采用:25#、40CR、35CRMOA、25CR2MOVA等材料牌号。
其它机械性能指标:指标强度在800MPa-900MPa以上。
屈服强度在640MPa-720MPa以上。
伸长率在12-15%以上。
硬度HRC25-35%。
2008-4-22 9:46:17 标准紧固件网紧固件材料一、目前市场上标准件主要有碳钢、不锈钢、铜三种材料。
(一)碳钢。
我们以碳钢料中碳的含量区分低碳钢,中碳钢和高碳钢以及合金钢。
1、低碳钢C%≤0.25% 国内通常称为A3钢。
国外基本称为1008,1015,1018,1022等。
主要用于4.8级螺栓及4级螺母、小螺丝等无硬度要求的产品。
(注:钻尾钉主要用1022材料。
)2、中碳钢0.25%<C%< SPAN>≤0.45% 国内通常称为35号、45号钢,国外基本称为1035,CH38F,1039,40ACR等。
主要用于8级螺母、8.8级螺栓及8.8级内六角产品。
3、高碳钢C%>0.45%。
目前市场上基本没使用4、合金钢:在普碳钢中加入合金元素,增加钢材的一些特殊性能:如35、40铬钼、SCM435,10B38。
芳生螺丝主要使用SCM435铬鉬合金钢,主要成分有C、Si、Mn、P、S、Cr、Mo。
(二)不锈钢。
性能等级:45,50,60,70,80主要分奥氏体(18%Cr、8%Ni)耐热性好,耐腐蚀性好,可焊性好。
紧固件机械性能标准
紧固件机械性能标准紧固件是机械装置中起着连接、固定作用的零部件,其机械性能的好坏直接关系到整个机械设备的安全可靠性。
因此,对于紧固件的机械性能标准制定具有重要意义。
本文将围绕紧固件的机械性能标准展开讨论。
首先,紧固件的机械性能标准应包括材料的选择和性能要求。
紧固件通常采用的材料有碳钢、合金钢、不锈钢等,不同的材料具有不同的强度、硬度和耐腐蚀性能。
在制定机械性能标准时,应明确不同材料的使用范围和性能要求,以保证紧固件在各种工况下都能够发挥应有的作用。
其次,紧固件的机械性能标准还应包括强度和可靠性要求。
紧固件在工作过程中承受着不同方向的受力,因此其强度是至关重要的。
机械性能标准应规定紧固件在不同工作条件下的承载能力、抗拉强度、抗剪强度等指标,并对其进行相应的检测和验证。
同时,紧固件的可靠性也是机械性能标准需要考虑的重要因素,应规定紧固件在使用寿命内的可靠性指标和寿命预测方法,以确保其在长期使用过程中不会出现失效。
此外,紧固件的机械性能标准还应包括使用环境和工作条件下的要求。
不同的使用环境和工作条件对紧固件的要求也不同,例如在高温、低温、潮湿、腐蚀等特殊环境下,紧固件的性能要求会有所不同。
因此,机械性能标准应对不同环境和工况下的紧固件性能进行分类和规定,以保证其在各种特殊环境下都能够正常工作。
最后,紧固件的机械性能标准还应包括生产和质量控制的要求。
生产过程中的工艺控制和质量控制对于保证紧固件的性能至关重要,机械性能标准应规定生产过程中的各项工艺要求和质量控制标准,确保生产出的紧固件符合标准要求。
总之,紧固件的机械性能标准对于保证机械设备的安全可靠性具有重要意义。
制定完善的机械性能标准,不仅可以提高紧固件的质量和可靠性,也可以为机械设备的设计和选型提供参考依据。
希望本文的内容能够对紧固件的机械性能标准制定提供一定的参考和帮助。
紧固件(标准件)课件

可靠性
选用高质量的紧固件,确 保其在使用过程中具有足 够的强度和稳定性。
经济性
在满足使用要求的前提下 ,优先选择价格合理、性 价比较高的紧固件。
设计要点
预紧力控制
根据紧固件的类型和规格,合理确定预紧力的大小,以保证连接 的可靠性和稳定性。
防松设计
为防止紧固件在使用过程中松动,需要进行有效的防松设计,如 采用自锁装置或预紧力控制等措施。
螺栓广泛应用于建筑、机械、汽车、 船舶等领域,用于固定和连接各种零 部件。
分类
根据头部形状的不同,螺栓可分为圆 头、平头、沉头等类型;根据尾部形 状的不同,可分为直通、开槽、十字 槽等类型。
螺母
定义
螺母是一种与螺栓配合使用的紧 固件,通过旋转螺栓使螺母与螺 栓之间的螺纹相互咬合,实现紧
固作用。
分类
铆钉
定义
01
铆钉是一种通过敲击或挤压的方式将两个或多个零件连接在一
起的紧固件。
分类
02Leabharlann 根据用途的不同,铆钉可分为开口型铆钉、封闭型铆钉等;根
据材料的不同,可分为铝铆钉、钢铆钉等。
应用
03
铆钉广泛应用于航空、汽车、船舶等领域,用于固定和连接各
种薄壁材料。
04
紧固件的选用与设计
选用原则
适用性
根据使用要求选择合适的 紧固件类型和规格,确保 满足连接和固定需求。
02
国内企业将加大技术研发和创新投入,提高产品质量和附加值
,逐步向高端市场进军。
行业整合和兼并重组将加速,提高产业集中度,推动紧固件行
03
业健康发展。
感谢您的观看
THANKS
耐久性设计
考虑紧固件的使用寿命,合理设计其承载能力和疲劳强度,以延 长其使用寿命。
紧固件制作工艺流程及材料要求

低碳量钢含碳量低于0.20%、强度δb≤420N/mm2、要求冷作硬化趋势就小。
中碳钢或低碳、中碳合金钢要进行退火处理,退火后的硬度≤HRB 88为最 隹。退火过程中要防止脱碳和氧化皮的生成。 热镦工艺要求材料外观质量要好。加热温度不能有过烧现象,否则生成的 氧化皮直接影响到产品外观质量
(7)、各类元素对钢的性质的影响 1)、碳(C):提高钢件强度,尤其是其热处理性 能,但随着含碳 量的增加,塑性和韧性下降, 并会影响到钢件的冷镦性能及焊接性能。 2)、锰(Mn):提高钢件强度,并在一定程度上 提高可淬性。即在淬火时增加了淬硬渗入的强度, 锰还能改进表面质量,但是太多的锰对延展性和 可焊性不利。并会影响电镀时镀层的控制。 3)、镍(Ni):提高钢件强度,改善低温下的韧 性,提高耐大气腐蚀能力,并可保证稳定的热处 理效果,减小氢脆的作用
Q215
Q235 Q255 Q275
0.09—0.15 0.25—0.55
0.12—0.22 0.30—0.80 0.18—0.28 0.40—0.70 0.28—0.38 0.50—0.80
≤0.30
≤0.30 ≤0.30 ≤0.35
≤0.50
≤0.50 ≤0.50 ≤0.50
≤0.45
≤0.45 ≤0.45 ≤0.45
17
力学性能: Q195(A1) 屈服点 抗拉强度 Q215(A2) 屈服点 σs σb σs 195N/mm2 430N/mm2 215N/mm2
抗拉强度
Q235(A3) 屈服点 抗拉强度
σb
σs σb
335 ̄450N/mm2
235N/mm2 375 ̄500N/mm2
试验要求:
化学成份拉力试验、冷弯、常温冲击试验、 (标准是没有规定的,但工艺上要——冷镦锻压 偏试验)。
不锈钢螺柱 标准
不锈钢螺柱标准不锈钢螺柱是一种常见的紧固件,广泛应用于各种机械和设备中。
不锈钢螺柱的标准是指对其材料、尺寸、性能等方面的规定和要求。
下面将详细介绍不锈钢螺柱的标准。
一、不锈钢螺柱的材料不锈钢螺柱通常采用不锈钢材料制作。
常见的有304、316和316L等类型,这些材料具有较好的耐腐蚀性和高温性能。
另外,也有采用其他材料如碳钢、合金钢等制作的螺柱,但这些材料在耐腐蚀性和其他性能方面相对较差。
二、不锈钢螺柱的尺寸不锈钢螺柱的尺寸通常按照国家标准进行规定。
主要尺寸包括:长度、直径、螺纹规格等。
根据不同的应用场合和需求,可以选择不同规格的螺柱。
例如,在需要承受较大载荷的场合,应选择直径较大的螺柱;而在需要穿过较厚材料的场合,应选择长度较长的螺柱。
三、不锈钢螺柱的性能要求不锈钢螺柱的性能要求主要包括机械性能和化学成分两个方面。
机械性能包括抗拉强度、屈服强度、伸长率等,这些指标应符合相关标准的规定。
化学成分方面,不锈钢螺柱的主要元素包括碳、硅、锰、磷、硫等,这些元素的含量应符合相关标准的规定,以保证其具有较好的耐腐蚀性和其他性能。
四、不锈钢螺柱的制造工艺不锈钢螺柱的制造工艺主要包括以下步骤:1.原材料准备:将不锈钢材料切割成所需长度和直径的棒料。
2.螺纹加工:将棒料加工成带有螺纹的形状,可以采用滚压、车削或铣削等工艺方法。
3.热处理:对加工好的螺柱进行热处理,以改善其机械性能和耐腐蚀性能。
4.表面处理:对热处理后的螺柱进行表面处理,如抛光、镀铬等,以提高其耐腐蚀性和美观度。
5.检验与包装:对加工好的螺柱进行检验,包括尺寸和外观等方面,并按照要求进行包装。
五、不锈钢螺柱的标准规范不锈钢螺柱的标准规范包括以下几个方面:1.外观质量:不锈钢螺柱的外观应无明显缺陷,如裂纹、夹渣、气孔等。
同时,螺纹部分应完整、连续,无断牙、秃牙等现象。
2.尺寸精度:不锈钢螺柱的尺寸应符合相关标准的规定,包括长度、直径、螺纹规格等。
尺寸精度越高,安装时的配合精度就越好。
美制螺栓标准
美制螺栓标准
美制螺栓是一种常用的紧固件,广泛应用于机械、建筑、汽车、航空航天等领域。
为了确保螺栓的质量和互换性,制定了一份美制螺栓标准,以便在生产和使用过程中进行统一。
以下是一份简要的美制螺栓标准:
1. 螺栓材料:
1.1 主要材料:碳素钢或合金钢。
1.2 螺栓材料应符合相关标准要求,并通过合适的化学成分分析和力学性能测试。
2. 螺栓尺寸:
2.1 螺栓尺寸应按照相关标准的规定进行选择。
2.2 螺栓尺寸包括螺栓的直径、螺距、螺纹长度等指标。
3. 螺纹类型:
3.1 常用螺纹类型:UNC、UNF、BSW、BSF等。
3.2 螺纹类型应根据具体使用情况进行选择,并应符合相关标准的要求。
4. 表面处理:
4.1 螺栓表面应进行适当的防腐处理,如镀锌、热镀锌、磷化等。
4.2 螺栓表面处理应符合相关标准的要求,并达到一定的防腐性能。
5. 特殊要求:
5.1 根据特殊的使用条件,可以在美制螺栓标准中增加特殊要求(如高温、低温、高压、耐腐蚀等)。
5.2 特殊要求应根据实际情况和技术要求进行确定,并在标准中明确说明。
以上是一份简要的美制螺栓标准,仅供参考。
实际生产和使用过程中,应根据具体情况参考并符合相关标准和规范要求,以确保螺栓的质量和安全性。
紧固件 标准
紧固件标准
紧固件标准。
紧固件是机械工程中常用的一类零部件,它们主要用于连接、固定和支撑机械
设备的各个部件。
在工程设计和制造中,选择合适的紧固件并严格按照标准进行安装是非常重要的。
本文将介绍紧固件的标准,以及在选择和使用紧固件时需要注意的事项。
首先,紧固件的标准主要包括尺寸标准、材料标准和性能标准。
尺寸标准规定
了紧固件的长度、直径、螺纹规格等尺寸参数,以确保紧固件能够与相应的零部件配合使用。
材料标准则规定了紧固件所采用的材料及其物理和化学性能要求,以确保紧固件具有足够的强度和耐腐蚀性能。
性能标准包括紧固件的力学性能、耐久性能、防松动性能等指标,以确保紧固件在使用过程中能够满足工程要求。
其次,选择和使用紧固件时需要注意以下几点。
首先,要根据实际工程需求选
择合适的紧固件类型和规格,包括螺栓、螺母、螺钉、垫圈等。
其次,要注意紧固件的安装方法和扭矩要求,确保紧固件能够正确安装并达到预期的紧固效果。
此外,要注意紧固件的使用环境和工作条件,选择适合的材料和表面处理方式,以提高紧固件的耐腐蚀性能和使用寿命。
最后,要定期检查和维护紧固件,及时更换损坏或老化的紧固件,以确保机械设备的安全和可靠运行。
总之,紧固件是机械工程中不可或缺的一部分,选择合适的紧固件并严格按照
标准进行安装和使用对于工程设计和制造至关重要。
希望本文能够帮助大家更好地了解紧固件的标准,以及在实际工程中如何正确选择和使用紧固件。
六角法兰面螺母 技术指标
六角法兰面螺母技术指标六角法兰面螺母是一种常见的紧固件,在许多机械设备和结构中广泛应用。
它具有特殊的技术指标,能够满足不同工程需求。
本文将从六角法兰面螺母的结构、材料、性能等方面进行详细介绍。
一、结构六角法兰面螺母由螺纹孔、六角外形、法兰面等组成。
螺纹孔用于与螺纹杆或螺纹孔配合,实现紧固连接;六角外形方便使用扳手或扳手进行旋转;法兰面则用于增加紧固面积,提高紧固效果。
六角法兰面螺母的结构紧凑,方便安装和拆卸。
二、材料六角法兰面螺母的材料通常选用高强度合金钢或不锈钢。
高强度合金钢具有较高的强度和硬度,适用于承受大的载荷和高温环境。
不锈钢则具有耐腐蚀性能,适用于潮湿或腐蚀性环境。
根据具体工程需求,选择合适的材料可以确保六角法兰面螺母的性能和寿命。
三、性能1. 耐腐蚀性能:六角法兰面螺母的材料具有一定的耐腐蚀性能,能够在潮湿或腐蚀性环境下长期使用。
2. 高强度:六角法兰面螺母采用高强度材料制造,具有较高的抗拉强度和抗剪强度,能够承受大的载荷。
3. 耐磨性:六角法兰面螺母经过表面处理,具有较好的耐磨性,不易发生磨损和松动。
4. 紧固效果好:六角法兰面螺母的法兰面增加了紧固面积,能够提供较大的紧固力,确保紧固效果。
5. 方便安装:六角外形设计使得六角法兰面螺母方便使用扳手或扳手进行旋转,安装和拆卸方便快捷。
四、应用领域六角法兰面螺母广泛应用于机械设备、建筑工程、桥梁、船舶等领域。
例如,在机械设备中,六角法兰面螺母用于连接轴承、齿轮、传动装置等部件;在建筑工程中,六角法兰面螺母用于连接钢结构、混凝土构件等;在桥梁和船舶中,六角法兰面螺母用于连接钢梁、船体等。
总结:六角法兰面螺母作为一种常见的紧固件,具有特殊的技术指标。
它的结构紧凑,方便安装和拆卸;材料选择合理,能够满足不同环境和载荷要求;性能优良,具有耐腐蚀性、高强度、耐磨性和良好的紧固效果。
在各个领域的应用中,六角法兰面螺母发挥着重要的作用,确保机械设备和结构的稳定和安全。
ASME/ASTM紧固件材料标准剖析

ASME/ASTM紧固件材料标准剖析第3期ASME/ASTM紧固件材料标准剖析摘要率文仅就过程工业中压力容器及压力管道常用的紧固件材料标准及牌号进行赴析.关键词,笆里蓬里生苎蔓准_撕瑶力喀器,压营道在ASME/ASTM压力容器(第Ⅷ卷第l册)和压力管道(ANSIB31.3)用钢材标准体系中,紧固件材料标准是其中一个组成部份,而且通常区分为螺栓,螺柱等外螺纹紧固件以及螺母之类内螺纹紧固件两个类别标准.1常用的紧固件材D;DASME/ASTM紧固件材料标准不仅包括了对材料和性能的要求,通常还包括了对螺纹,紧固件型式,配用螺母以及表面处理等等多方面的要求.(1)材料标准(见表1)表1常用紧固件材料标准及牌号一1览用途外螺纹(如六角螺桂,蟪柱)内螺纹(如螺母)高强度紧固件SA193一B7,B16SA194—2H,7抗s应力腐蚀用SA193一B7MSAI94—2HM奥氏俸不错钢(低强度)SA193一B8c1l(3o4),B8Mc1.1(316)SA194—8(3O,mI316) 奥氏体不错钢(形变强化,中等强度)SA193一B8cl2(3O4),BSMc1.2(316)SA194—8(304),8M(316)低温用sA320一L7194—7L通用的低强度碳钢金固件(46—4.蝴)A307GfBA563一A通用的高强度谪质紧固件(88级)A一IA563一DH(重型六角jI3DA563一DH(重型六角)高性能超高强度嗣质舍金钢紧固件SA540一B23(a340)SA540一B23l4340) 高温用高强度奥氏体钢紧固件SA453—660SA453—660在表1所列的众多紧固件材料标准中,大致可按下列原则对标准进行分类:①外螺纹紧固件材料标准与内螺纹紧固件标准的区分由表可见,除了SA5dO和SA453这两个性能要求特别高的标准外,一般分别列为两个标准.外螺纹:SA193,320,307,325,354;内螺纹:SA194,563;合用:SA540,453:②标准有专用和通用的区分为专用的紧固件标准A307,A325,A563,A354为通用的标准.专用的紧固件标准通常具体规定了每个牌号的化学成份范围,按炉批号进行检验,因此适用于高温低温,质量要求较高以及专用结构型式的场合.过程工业设备和管道中主要使用这一类紧固件标准.通用的紧固件标准一般不具体规定每个牌号的化学成份,仅仅给出一个很大的成份范围,允许制造厂在保证性能达到标准要求的前提下,根据各自的工艺条件,在众多的坯料牌号中选用;成品的交货检验接生产批进行,所以产品为通用定型型式,批量较大且可由不同牌号,不同炉批号组成,检验率较低.因此其质量等级相当于(略高于)我国的商品紧固化工设备与管道21300年第37卷件.因此一般不用于高温或低温.工程项目中一般在下列工况下使用A307Gr.B的六角螺栓及A563一A螺母.c垫片为非属软垫片;d.使用温度≤200~C.(2)螺纹标准美标螺纹与我国通用的紧固件螺纹是不同的,见表2所示.表2螺纹标准厦常用紧固件型式英寸釉(美国)米制(tSO)ANSIBI.1(精度等级:阳m682A,阴2H)D13,Bs3043螺纹BSl580GH192,ISIBO206,B0208disBO205,B0207六角螺挂:A~NSIB182I六角螺桂:常用重型杰角头ANSIB182.35M紧周僻螺母:A[~SIB1822重六角螺母:型卉角头系列SIB18.24IM(I型)型式全螺纹螺柱:/h~lSIB182IB18.242M'Ⅱ型)(双头螺桂)积头螺栓我国紧固件行业通用的是IsO68(GB192)和ISO261一(GB193)米制普通螺纹,牙型角为60~.世界各主要工业国家均采用米制普通螺纹,但美国一般采用英寸制统一螺纹;英国和日本则两套螺纹标准并用.美标紧固件一般采用ANSIB1.1(BS158o)英寸制统一螺纹,虽然牙型角相同为60~,但牙高,螺距及尺寸单位制不同.两套螺纹标准不能互配使用由于kSIVlE/ANSI压力容器和压力管道规范是国际上通用的规范.因此近年来欧洲,13本等工业国家以及我国工业界在装备,材料国产化中经常会遇到使用美标法兰及螺栓材料标准,而紧固件的螺纹采用米制普通螺纹的情况.设计选用,采购,制造和使用时必须注意.美标螺纹的螺距有粗牙,细牙,特细牙和不变螺距等多种系列.一般情况下,螺纹直径≤1in使用粗牙(UNC);大于1in使用8牙(8UN)居多.(3)紧固件型式用的英寸制紧固件型式标准其型式尺寸与我国通用的紧固件型式,除了在尺寸单位及螺纹上的差别外,主要在于六角的对边尺寸和螺母高度上. ASbIE,,ANSI压力容器及管道规范规定使用美标型六角螺母系列(对应的六角螺栓的头部尺寸也应重型六角螺母与我国常用的螺母(GB6170I型)相比,六角的对边宽度较宽,螺母高度较高(1D)如下表所示.襄3美标螺柱一般为全螺纹螺柱.而我国一般使用双头螺栓.由于双头螺栓的无螺纹部份直径大于螺纹根径,因此属于刚性螺栓,其抗疲劳及防松驰性能要低于全螺纹螺柱.此外,美标螺柱的长度不包括端部倒角,而我国的螺柱长度一般包括两端的倒角.美标紧固件中bolts为带头(六角)螺栓;Studbolts为全螺纹螺柱.美国紧固件型式标准中也包括了米制紧固件型式, 见表2P)i:示但通常使用较少,仅仅在美国境外的国家特别注明时使用,而且一般与米制普通螺纹共用.(4)表面处理通用的紧固件标准中经常包括紧固件的表面处理要求,如热浸镀锌,机械镀锌以及根据用户需要提出的其他表面处理要求—镀隔,镀Teflon,发黑(氰化)等. 镀锌经常使用的质量标准为:热浸镀锌ASTMA153C级:机械镀锌_&STMB69550级.外螺纹紧固件一般滚丝后热镀锌或机械镀锌,并允许加大螺距和螺纹直径.内螺纹紧固件一般热镀锌后攻丝或攻丝后机械镀锌,内螺纹紧固件同样允许有规定量值的加大螺距和螺纹直径,如表4所列.襄4螺纹尺寸(m)J加大的量值inf叻)l/4lo016IO.41)5/16,3/8l0.o171043】7,16,i/2cool8(046J9/16—3/4l0020(O.51)7/8lo022(O.56)1一Il/410.024l06I)I帅一11/'2Io027(o69)I3244JO舾OfI.27)第3期综上所述,ASME/ASTM紧固件材料标准中包括的内容相当广泛,已超出了材料标准的范畴.但必须注意,涉及的螺纹,紧固件型式,配套螺母以及表面处理等内容,并不是规定性的内容,而是作为推荐性的一般规定.用户在采购时可以根据需要提出其他要求,与制造厂协商.本文仅就一般选用情况作一介绍2s.A193标准(1)B7,B7M和SA320一L7的化学成份在表1所列的众多标准和牌号中,SA193一B7是压力容器和压力管道中最常用的螺栓材料牌号.SA193一BTM,SA320一L7等牌号实际上都是B7的改型.表5所列为这些材料的化学成份(熔炼分析).由表5可见①SA193一B7的化学成份,尤其是古碳量成份范围报表5螺栓用钢(B7,BTM,L7,BI6)的化学成份c熔炼分析化学成份(%)牌号——CNnSPCrMoV注ANI4140,4142,4I45,S^I93一B70370.郢065—1100I5—035≤004≤0035075一I.20I5—0.2苎4140H ,4142H,4145H—035≤0.04≤0035075—12015—04KlIS42HI41,440l删.41,442.41445l3oH.4140H1SA320一U0.38—0480.75—10015—0.35《004≤—035≤004≤003508~110I5—0.签A塔I4145043—0.4AI4I40H037044AI4I42H039046065—110.15—035≤0.04≤0035075—12015—0AI4145H042—049AI413o0.28—03304—060I5—035≤004≤0.03508—1.1.I5—0.25AlsI4l30|l0.27—0.3303—070.75~I2SA193一B16036—0470.45—07015~035≤0.04≤35CrM0A032—0.4(0.4—070.8一I1015~0罂42crMoA038~0地05—080.17—0.37≤0035≤003509~I.2015~0GB3077优质钢25Cr2MA022~02【05—0,815一I.8025~03015~0加宽.在美国的台金结构钢钢号体系中,B7包括了.MSI4140,4142,4145,4140H,41421/,41451-1等六个牌号的成份范围.②与我国常用的螺栓材料牌号—cB3叩735CrNoA相比B7的古聩量明显提高,达到了42GrMoA的水平,而且Mn古量也偏高.因此生产厂在准备坯料时必须注意这一差别.③B7是一种调质高强钢,它的机械性能与成份(尤其是影响淬透性的元素一c),热处理工艺和截面尺寸密切相关.因此,虽然B7的成份范围较宽,实际上这是为了适应不同规格的需要,同时给生产厂有较大的选择坯料和热处理工艺制度的余地.④B7M是B7的改型.B7M是为了适用于古硫能源(煤,油,气)开采,贮运,加工过程中的防止ths应力腐蚀破裂.NACE和API等都制订了专『1的规范,标准.其中关键的一条规定就是控制成品的硬度不得大于RC22,也即相当于RB99 或}琚235.为了使紧固件达到上述硬度控制指标,B7M放宽(降低)了C,Mn古量的下限,提高了最低回火温度,降低了强度的指标:由表5可见,GB307735CrMoA的成份在BTM的成份范围之内.@SA193一B7的适用温度较宽,最高温度可达538℃,经调质后有良好的低温韧性,一般其脆性转变温度在一50℃以下,ASME压力容器规范(ASMEⅧ一1,UCS66)规定,SA193一B7免陈冲击试验情况下的最低使用温度为一48℃. 当使用温度低于一48℃时,必须对B7进行低温冲击试验,此时应选用相应保证低温冲击性能的SA320一L7,L7的化学成份基本上就是B7的化学成份,但不包括4140~4145的H型钢的成份=此外SA320一L7的主要质量指标陈了强度外, 还必须包括低温冲击试验:@SA193一B16也可看作为是B7的另一改良品种.在B7的成份基础上,提高M0古量并添加了0.3%左右的V,用以改善大截面(以上)及高温性能(≥400%)BI6的成份与我国GB3077中的25Cr2MoV有相似之处,但仍有较大差别,两种材料的坯料不能互用.⑦为了保证SA19~3铁素体螺栓材料(棒)的冶金质量,应?48?化工设备与管道2000年第钾卷每炉批号(重量不大于4500kg)按E381作低倍,且不大于s4—1t4一{24级.(2)铁素体钢螺栓的加工工艺和机械性能SA193标准对铁素体钢螺栓的热处理工艺及加工程序作出了规定,归纳如下:①B7,B7M,B16和SA320一L7螺栓均应在热成形后冷却到下转变温度以下,然后重新加热进行调质(油淬+回火),回火温度规定为:B7>_-593℃(允许采用加热炉,感应,电阻等方法加热);B7M≥62o℃(回火应在所有加工.包括螺纹禳丝后进行);BI6~>650℃(淬火温度规定为925~954~C).②材料已作热处理者,只要产品未再作一热加工或热处理,一般可不再进行热处理,但@如棒科进行冷拉定径,则应作随后消除应力热处理,温度应比回火温度低55℃;@B7M的回火处理应在产品机加工,滚丝后进行.以保证产品的表面硬度得到控制.④在热处理后的螺栓或棒材的下列部位取样,加工成园形标距41)试样进行拉伸试验,性能要求见表6所示.表6B7,B7M,B16,L7机槭性能&牌号直一最低回火温度(℃)AKV.J最高硬度(NPa)%≤6586o仍l6HB321或RC35SAl93一B7>65一≤100≥5937956551650HB302或RC33 >l00~《180咖6l518HB277或RC29≤65550B7M>65一《100≥62069O550l850HB235或RB99>100~《180515≤6586o7251850HB321或RC35B16>65一《100≥6507郁6551745HB302~RC33>100一≤l80690585l645FIB研或RC29A320一Il7≤65860725l650~101℃.27J≤38【mn,中心取样;>38mm,直径1/4取样.④对B7,B16硬度作为质量和热处理工艺的控制指标,而不作为交货验收依据,对B7M硬度不但是验收指标,而且应在产品端部逐个进行.允许用电磁法测定硬度,但必须先用洛氏(B)或布氏硬度计校正,并每个炉批至少取100件,用硬度计复核对B7,BI6硬度试验为按批进行.⑤拉伸及冲击(tT)应按批进行,组批规定如下:棒:同炉号,同直径,同回火炉次,重量不大于90(1~g,取二组; 螺栓:《3o同炉号,同直径,~<68okg,取一组;>~3o《辛45同炉号,同直径,~2000kg,取一组;>45一≤65同炉号,同直径,~270ff,.g,取一组;>,/,65同炉号,同直径,≤100件,取~组.(3)不锈钢螺栓SA193标准还包括了奥氏体铬镍不锈钢螺栓材料.常用的牌号为B8,B8M,其化学成份与304,316鲐镍不锈钢相同.SA193不锈钢螺栓标准最大的特点是根据不锈螺栓的加工工艺特征,列人了各种形变硬化等级的不锈钢螺栓材料.对B8和B8N两类螺栓材料而言.常用的形变硬化等级有三种.如表7所示.表7级别牌号标志加工工艺及成品的状志1B8,B8M盛爱后进行固溶处理'固溶处理后加工1AB",BⅢ盛鼙和螺纹加工完成后t最终连行固溶2B8,BgM塞耄霍差勰箨蝥器奥氏体不锈钢的冷作硬化倾向很大,但紧固件的冷作硬化及其应用又有其特征:①螺栓的螺纹加工一般采用滚轧工艺,也会造成表面硬化,因此在特殊的使用环境中,为了防止不锈钢紧固件因表面硬化而导致开裂,此时应选用lA等级.圆不锈钢的强度,尤其是屈服强度很低,因此强度等级为1的B8和BSM等,只能在低压,非金属软垫片场合使用③提高不锈钢强度等级的有敏途径是将棒科砖拉,形变量越大,强度越高,相应塑性损耗也越大.同时应注意到棒材的冷拉变形往往集中于表面,而芯部的变形量较少.匿此直径第3期49?越大,冷拉后整体的拉伸强度提高较少,见表8所示.同时应注意机械性能取样部位对性能值将有较大的影响:表8不锈钢蠼栓的机械性能&是高硬度(MPa)%B8,B8M5I52053050HR223或HH9萨0B队B鄹从5L52053050HBt9蜮RB90≤208606901235B8c】2>20—25795550I535(B8)>25—327254502035>32—406953452845HB321或RC35≤20760倘I5B8Mc】2>20—25690550z045(B8M)>25—3265545025>32—4062034530注:≤2嘶Ⅱn最高使厦叫为础241甄RB100.④不锈钢的固溶处理应在热加工后冷却至室温后重新加热至碳化物充分固溶后快玲⑤B8和8BA免除冲击试验的最低使用温度为一255%. B8M和B8Mcl2,B8c].2,B8MA免除冲击试验的最低使用温度为一200.低于上述温度,应按SA320选用.⑥不锈钢螺栓的拉伸及硬度试验及其检验中的组批,取样等要求与前述B7的要求相同.35Al94标准SA194是与sAl93,320等专用的外螺纹紧固件配套使用的内螺纹一螺母材料标准.其常用的牌号与螺栓的配套使用情况见表1所示.(1)从表1可见SA194螺母材料与螺栓的配套是十分有规律的.B7—2H2H为相当于45号钢以上的中,高碳钢,并经调质热处理:B7M一2HM,2it的抗睦S应力腐蚀用改良品种,回火温度高,且应按排在所有冷热加工,包括螺纹加工后进行,以控制表面硬度;B16—7,螺母材料的化学成份与B7相同,调质热处理也与B7相同;『l7—7L,保证低温冲击性能的7型螺母;B8—8,固溶处理的304钢螺母;髓一.固溶并经冷作硬化的304钢螺母;B8M一8M,固溶处理的316钢螺母;B8M一8M,固溶并经冷作硬化的316钢螺母=(2)上述SA194,2H,2HM,7,7L,8,8,8M,8M螺母均应冷热成型加工后进行调质或固溶处理,铁素体钢的最低回火温度规定于下:2H,≥455;2HM/>620℃;7,7L,≥595cC.(3)化学成份和低倍SA194螺母用材的化学成份,如前所述,7,7L以及不锈钢同螺栓材料相应牌号的要求.2H,2HM为中碳钢,化学成份如表9所示:表940I40050040l≥0l《.00≤0.1《0l《0l螺母用原材料同样应每个炉号作低倍检查.符合E381S4一R4一C4(4)美标的紧固件配台原则ASME/A螺栓螺母使用中,对螺母材料机械性能选配要求,与GB/ISO米制紧固件有较大的差别关于螺纹组台件使用时可能出现下列失效形式:①螺栓断裂;②螺桂的螺纹脱扣:③螺母的螺纹脱扣;④螺栓和螺母的螺纹都脱扣.由于脱扣是逐渐发生,尤其是螺母的螺纹脱扣更难发现,因此对螺纹组台件的配套选用时,总希望失效形式是螺栓断裂.因此螺纹组合件的选配原则一般都是要求螺栓在拧紧到保证载荷时,不会发生螺母脱扣,考虑到实际装配过程中螺栓的超载.因此ISO/GB螺纹紧固件的选配原则确定为采用螺母高度≥0.8D时,超拧10%时(相当于110%螺栓的保证载荷),组合件失效形式是螺栓断裂,而不会发生螺母脱扣由于保证载荷一般为保证应力与螺纹应力截面积的乘积,而保证应力一般略低于材料条件屈服限氏.因此螺母的屈服强度在大于螺栓的抗拉强度,化工设备与管道2000年第37卷[SO/cB的选配原则一般控制在螺母保证应力与螺栓抗拉强度基本相当,而ASME/ASTM的选配原则一般控制在螺母保证应力高于螺栓抗拉强度,而且采用加高,加宽的螺母型式来进一步提高螺母的保证载荷(5)sA194对螺母的力学性能检验SA194对螺母的机械性能检验要求是十分特殊的.标准规定的力学性能试验有三项一产品硬度检验;样品硬度检验;螺母保证载荷试验.①螺母材料不作抗拉性能检验,仅作硬度度试验.硬度试验可根据产品具体情况采用布氏,洛氏B或洛氏c方法,在完工螺母的端部或便j面进行.硬度应符合表10产品螺母要求,取样数量按表I1要求,21tM螺母应逐个检测. 表1O螺母硬度要求产品螵母样品螺母牌号HBRBRC最低HB最低RB21t<.38mm一35224—38j89>38mm2I2一揽≥95≤38l4779姗I弱一235≤99≤22159847,7L248~35224—38201948,8126—3∞60一l05表11产品螺母性能检验取样数批量产品姆母堆样数(硬度,保证载荷)≤8∞l80I一80C0280.I一~A0003【)220005注:21tM的螺母应莲件进行硬度检验②睬上述产品硬度检测外,铁索体钢螺母还应每个炉号.每个规格中取一个产品螺母,按表12工艺重新回火并保温24小时缓玲后进行硬度测试,符合表10所示的样品螺母"最低硬度要求.表l2样品螺母热处理工艺牌号l回火温度J'瑗露◎保证载荷试验螺纹和型式的螺母应按表11进行保证载荷试验.螺母按A370,A35规定的方法,拧一十经硬化处理并车有螺纹的园棒.施加规定的轴向负荷(保证载荷)后,螺母应不发生螺纹的破裂,变形或破坏保证载荷值为保证应力与螺纹应力截面积的乘积,保汪直力值如表】3所示表l3重型六角螺母的保证应力值牌号保证应力,K5{^Ⅱ)2H,7,7L175(1205)驯150(103588M80(55o)_8瑟薯j""旭8M9:~53(嘟/41)_l10l;17棚/8~-(6如l"1)(30'"腮…螺纹应力截面积=0.7854【D一0.帅46,]式中:截面积—i;D—螺纹公称直径rr每英寸牙数.SAI94标准中列有各种牌号,各种规格螺母的保证载荷值,供查阅.对于螺纹或螺母与美标不符的米制螺纹或米制螺母型式,其螺纹应力截面积不同,且保证应力值也随螺母型式的变化而应按GB30982进行凋整.索体钢)或1.13倍(应变硬化奥氏体钢)螺纹应力截面积/Z"fd2+d3,I—j一/式中:d:一螺纹中径.nan;d一螺纹计算直径,等于d1一号,mm;od】一螺纹小径,mill;日一螺纹原始三角形高度,tlllrt.4质量证明书及产品标志(1)质量证明书至少应包括下列各项化学成份(熔炼分析);低倍检查结果;热处理工艺及加热方法(炉子,感应,电阻);拉伸试验(螺栓,螺柱等外螺纹紧固件);保证载荷试验(螺母);冲击试验(L7,7L);硬度试验(对螺母应包括产品和样品;封螺栓为产品检驻结果).sA193—95标准号及其年号,牌号,炉批号;(2)产品标志必须逐渐标志,并包括下列各项制造厂标记;材料类别符号一B7,L7,B16,B8,BgM,2It……B丁M(100%硬度检测者),B8,BSM,2MH……第3期5l对痒材可成捆或装箱后用标签进行标志,标志内容同上(3)质量保证书及产品标志是用户或检验师进行材料检查时,必须检查和核实的项目.5通用的紧固件材料标准ASME/ASTM压力容器,压力管道用紧固件材料标准体系还包括了一些通用的紧固件材料标准,如SA307,325,354,563等,尤其是SA307GrB(螺栓)和SA563一A(螺母)在低压,公用工程,软垫片场合经常使用.这两大类标准(专用和通用)在适用对象,用途以及生产,检验方面,笔者认为存在着很大差别.必须引起注意.(1)本文将仅就SA307GrB/SA564一A标准进行分析.(2)SA307GrB的抗拉强度保证值为415MPa,相当于我国Q235,属低碳钢.但SA307标准中对其适用钢号基本上不作规定,仅规定P≤0.04,Sa0.05.(3)SA307虽然也列入了GTB的硬度值七,下限及产品或拉仲试样的抗拉强度值,SA564虽然也列人了A级螺母的硬度和保证载荷值.但标准对力学性能的检测作下列规定:①一般情况下,只作保证.不作检测;②订货时提出要求,可按坯料尺寸,提供一套最近的力学性能检测数据;③订货时提出要求,也可以同一规格为一批,按批取样进行力学性能试验;④产品一般无质量保证书(因为未按批检查).⑤SA307/SA563标准中对镀锌及由此而引起的镀层质量,螺纹公差的诵整等均作出明确的规定详见本文第一部份第4条;⑥综上所述,可见通用的紧固件材料标准,尤其象SA307GrB/SA563一A之类低强度螺纹组合件,具有下列特征:@适用于大批量生产的定型商品紧固件,不适用于异型或批量很小的专用紧固件;@无规定化学成份,不按批检验,因此质量等级相对较场合;@此类紧固件的适用场台见本文第一部分所述.6小结综上所述,ASME/ASTM紧固件材料标准所包含的内容是十分广泛的,远远超出了."材料"的范畴尤其是我国压力窖器,压力管道行业来讲,目前还处于无专门的紧固件材料标准的状态,因此认真研究,分析并应用ASME紧固件材料标准就更显得重要,考虑到中美两国在紧固件材料标准中的众多差别下列问题应在设计选用,采购,组织生产,检验验收中予以重视(1)螺纹采用的标准及螺距系列;(2)螺纹精度等级及帽应的量规,塞规,此外还应注意宴物的配合质量;(3)紧固件名称(如六角螺栓,驳头,全螺纹螺柱,六角螺母)及其采用的标准和系列;(4)螺纹型式与紧固件型式系列标准的对应性;(5)材料标准,牌号及螺桂/螺母的配套和对应;(6)坯料成份与ASME/AS~FM标准以及GB标准牌号的刘应或差异;(7)棒材的金相检验及ASTME381与GB标准的对应;(8)螺桂的规格,强度等级,成份,热处理工艺,硬度,冲击性能之间的埘应和配台;[9】不锈锕螺栓的拎变形与规格,强度等级的对应和配合: (to)热处理工艺以及热处理与其他加工工序的配合和时何顺序(尤其对B7M以及Bg&,BgⅥA);(1I)拉伸试样(4d)和取样部位(中心,l/4直径);(12)组批及取样数量规定应符合标准要求;(13)BTM及2HM的100%硬度检测以及硬度测定方法;(14)SA193和SA320标准的差别,厦合理选用(包括铁素体钢和奥氏体锕紧固件);(15)却贝试样加工和低温冲击试验方法;(16)螺母的产品硬度试验,样品硬度试验,产品保证载荷试验都应作为交货检验依据;【17)热镀锌,机械镀锌等表面处理应遵守的质量标准及等级;(18)紧固件产品表面质量,装配质量及镀层质量要求及验收:(19)表而镀层对螺纹尺寸公差的影响及拄制;(2(])外螺纹紧固件,内螺纹紧固件,棒材的质量证明书, 内容,格式;(21)产品的标志内容以及标志清晰和规范化(不要遗忘厂标);(22)采购规范应包括及说明的内容;(231设计选用以及有关技术文件应予明确的内容和依据。
内燃机高温部位常用紧固件选型及性能对照(侯震)

除了以上方面,还要考虑材料价格的合理性,生产加工的便利性等 因素。高温材料的影响因素比较多,每一种材料,不同的应力状态、不 同的温度区间,对产品产生的影响是不同的;产品在使用前,必须经过 认真地实验后,确认产品能够在高温状况下的达到技术性能要求,才是 符合产品要求的材料。
目前内燃机常用的几种耐高温材料及适用范围
4、4Cr10Si2Mo 属于马氏体型耐热钢,耐热温度较高,而且在高温下表面不
易氧化起皮,能在600℃的工作温度下长期工作使用。焊 接性能比较差,变形性能也较差,不适宜冷变形加工,如 果冷变形容易造成产品开裂。 目前应用单位:上柴、锡柴、大柴等。
目前内燃机常用的几种耐高温材料及适用范围
施必牢螺母与其他形式螺母振动试验特性曲线对比图请见下图:
F轴=5KN 从上例可以看出同样F=10KN,普通螺纹的轴向分力为8.67KN而施必牢螺纹上只有
5KN,高温工作环境下,蠕变强度对产品的影响,施必牢螺纹影响比较小,衰 减幅度也相应减少,因此在高温下由于形变产生松脱的机率会大幅降低。
施必牢防松螺纹比普通螺纹更适合在高温环境下长期工作的原因
对于施必牢螺纹来说,改变了螺纹的受力方向,能够抵抗不同方向的应力;因此 无论是横向振动,还是轴向应力,会大幅度减小, 特别是在高温下,受力方 向的改变、应力的分解,会对紧固件可靠性的提高产生明显地效果。
由于施必牢螺纹结构特点,在防止松动的效果上体现特别明显的效果。在同样的 环境温度和应力条件下,经过一段时间振动后,其他各种紧固件连接都在实 验过程出现了不同程度的轴力衰减或松驰现象,而施必牢螺纹在振动实验后 轴力基本保持了初始状态,变化不大。这些实验中出现的情况,必然会在紧 固件连接的具体应用中出现,紧固件松动情况在所难免,而施必牢螺纹由于 改变了螺纹的结构状态,减小了高温环境下强度、蠕变、持久强度的衰减导 致紧固件轴力降低的程度,所以施必牢螺纹在高温环境下的防松性能表现尤 其突出。
紧固件标准

紧固件标准紧固件是机械工程中常用的一种零部件,用于连接和固定两个或多个零件。
由于紧固件起到连接和固定的作用,其质量和性能对整个设备的安全性和稳定性有着重要的影响。
为了保证紧固件的质量和互换性,国际上制定了一系列的标准。
紧固件的标准主要包括:材料标准、尺寸标准、强度标准以及表面处理标准。
材料标准是衡量紧固件性能的重要指标之一。
根据国际标准化组织(ISO)的规定,常见的紧固件材料有碳钢、合金钢、不锈钢、铜等。
每种材料都有其相应的化学成分和力学性能要求,以确保紧固件的强度和韧性。
尺寸标准是指紧固件的尺寸和公差要求。
根据国家标准化组织(GB)和国际标准化组织(ISO)的规定,紧固件的尺寸应符合一定的公差要求,以保证紧固件能够与其他零件有效地配合。
强度标准是指紧固件的承载能力和使用限制。
根据国际标准化组织(ISO)的规定,紧固件应满足一定的强度要求,以确保其在使用过程中不发生断裂或松动等安全隐患。
表面处理标准是指对紧固件表面进行处理,以提高其使用寿命和耐腐蚀性。
常见的表面处理方法包括电镀、热镀锌、喷涂等。
根据国际标准化组织(ISO)的规定,紧固件的表面处理应符合一定的要求,以确保其在不同环境下具有良好的耐腐蚀性和美观度。
通过以上标准的制定和执行,可以保证紧固件的质量和性能,提高整个设备的安全性和可靠性。
同时,符合标准的紧固件还具有互换性,可以方便地替换和更换,减少维护和维修的成本。
总之,紧固件标准是保证紧固件质量和性能的重要基础,也是确保设备安全性和稳定性的关键措施。
只有严格执行标准要求,才能生产出高质量的紧固件,并确保其在使用过程中的可靠性和稳定性。
常用紧固件采购规范

常用紧固件采购规范1. 引言紧固件是工程和制造领域中常用的一类零部件,用于连接和固定其他零部件。
在项目和产品开发过程中,采购合适的紧固件是至关重要的。
本文将介绍常用紧固件采购的规范和注意事项,以帮助企业和个人在采购过程中做出明智的决策。
2. 类型和规格2.1 螺栓和螺母 - 螺栓和螺母是常用的紧固件类型,用于连接两个或多个部件。
在采购螺栓和螺母时,应注意规格、材料和强度等属性。
- 规格应基于具体应用需求来确定,包括螺栓和螺母的直径、长度、螺纹类型和螺纹长度等。
- 材料选择应考虑环境条件和要求,常见的材料包括碳钢、合金钢和不锈钢等。
- 强度等级是衡量螺栓和螺母抗拉力和剪切力能力的指标之一,应根据实际需要选择合适的等级。
2.2 螺丝 - 螺丝是用于连接板材、金属和木材等的紧固件。
在采购螺丝时,应根据具体使用场景选择合适的类型和规格。
- 螺丝的类型包括自攻螺丝、机器螺丝和木螺丝等。
选择时应根据材料和使用环境来确定。
- 规格应考虑螺丝直径、长度和螺纹类型等属性,以确保螺丝能够正确连接和固定部件。
- 螺丝的材料可以是碳钢、不锈钢或合金钢,根据具体需求来决定。
2.3 螺母和螺栓组合件 - 螺母和螺栓组合件是将螺栓和螺母组合在一起,方便安装和拆卸的紧固件。
在采购时,应注意选择合适的尺寸和材料。
2.4 螺塞 - 螺塞是用于堵住孔洞的紧固件,常用于管道系统和容器密封。
在采购螺塞时,应考虑孔径、材料和密封性能等因素。
2.5 锁紧件 - 锁紧件用于防止螺栓和螺母松动,包括垫圈、弹簧垫片和螺母锁定垫片等。
在采购时,应根据具体应用情况选择合适的类型和规格。
3. 采购流程3.1 确定需求 - 在进行紧固件采购之前,应明确具体的需求和要求,包括紧固件的类型、规格和材料等。
可以与设计人员、工程师或供应商进行沟通,以确保采购的紧固件满足项目需求。
3.2 寻找供应商 - 寻找可靠的供应商是成功采购的重要一步。
可以通过互联网、行业展会和业务联系等渠道来寻找潜在的供应商。
汽车 紧固件标准

汽车紧固件标准汽车紧固件标准引言当今汽车行业正处于一个高速发展的时代。
随着智能化、电动化以及自动驾驶技术的不断革新,汽车的设计和制造也日新月异。
而在这些技术的背后,一个看似不起眼却关乎汽车安全性能的重要因素就是汽车紧固件。
所谓汽车紧固件,是指用于连接和固定汽车部件的各类螺钉、螺母、螺栓等零部件。
它们虽然小巧,但却承载着巨大的责任。
正是凭借着这些紧固件,汽车才能够在各种极端环境下始终保持牢固的结构,确保乘客的安全。
因此,为了确保汽车的质量和安全性能,必须制定一系列严格的汽车紧固件标准。
本文将从紧固件的基本要求、材料选择、制造工艺以及质量控制等方面详细介绍当前汽车紧固件的标准化情况。
一、紧固件的基本要求1. 强度和刚度要求:紧固件在汽车中所承受的负载非常大,因此其强度和刚度一定要能够满足汽车设计要求。
标准应规定紧固件的力学性能指标,如抗拉强度、屈服强度、剪切强度等。
2. 尺寸和公差要求:紧固件作为连接和固定部件,其尺寸和公差的精确度对于汽车的装配质量和性能至关重要。
标准应明确规定紧固件的尺寸范围和公差要求,以保证其与其他部件的互换性。
3. 耐腐蚀性能要求:汽车在各种恶劣环境下运行,紧固件必须具有优良的耐腐蚀性能,以保证其长期稳定的连接效果。
标准应规定紧固件的抗腐蚀能力,以及与其他材料的电化学腐蚀问题。
4. 耐久性和可靠性要求:紧固件是汽车动力传递和悬挂系统中的重要组成部分,其可靠性和耐久性直接关系到汽车的安全性能。
标准应规定紧固件的寿命、疲劳性能和抗松动性,以保证其在长期使用中的可靠性。
二、材料选择1. 钢材要求:紧固件大多采用高强度钢材制造,其机械性能和耐腐蚀性能直接关系到紧固件的质量。
标准应规定紧固件所采用的钢材种类、化学成分要求和热处理方法。
2. 表面处理要求:为了提高紧固件的耐蚀性和防氧化性,常常需要对其进行表面处理。
标准应规定紧固件的表面处理工艺和要求,如镀锌、镀镍、涂层等。
三、制造工艺1. 冷、热成形工艺:紧固件的制造通常采用冷、热成形工艺,以保证其尺寸和形状的精确度。
螺钉材料及性能等级

螺钉材料及性能等级引言。
螺钉是一种常见的紧固件,用于连接和固定各种构件和零件。
在工程设计和制造中,选择合适的螺钉材料和性能等级对于确保连接的可靠性和安全性至关重要。
本文将介绍常见的螺钉材料和性能等级,以及它们的特性和适用范围。
一、螺钉材料。
1. 碳钢螺钉。
碳钢螺钉是最常见的螺钉材料之一,具有良好的强度和刚性。
它通常用于一般的紧固应用,如家具制造和建筑结构。
碳钢螺钉可以通过热处理来提高其硬度和强度,以满足特定的工程要求。
2. 不锈钢螺钉。
不锈钢螺钉具有优异的耐腐蚀性能,适用于潮湿和腐蚀环境下的使用。
它们通常用于户外设备、海洋工程和化工设备等领域。
不锈钢螺钉有多种材料,包括A2不锈钢(304不锈钢)和A4不锈钢(316不锈钢),具有不同的耐腐蚀性能和强度等级。
3. 钛合金螺钉。
钛合金螺钉具有优异的强度重量比和耐腐蚀性能,适用于航空航天和高端机械设备等领域。
它们通常用于要求轻量化和高强度的应用,如飞机结构和航天器零部件。
4. 铝合金螺钉。
铝合金螺钉具有轻质和良好的耐腐蚀性能,适用于要求减重和防腐蚀的应用。
它们通常用于航空航天、汽车和自行车等领域。
5. 合金钢螺钉。
合金钢螺钉具有优异的强度和韧性,适用于高强度和高温环境下的使用。
它们通常用于重型机械设备、发动机和石油化工设备等领域。
二、螺钉性能等级。
1. 强度等级。
螺钉的强度等级是指其抗拉强度和抗剪强度等级。
常见的强度等级包括 4.8级、8.8级、10.9级和12.9级等级。
不同的强度等级适用于不同的工程要求,如4.8级适用于一般紧固应用,8.8级适用于要求较高强度的应用,10.9级和12.9级适用于要求极高强度的应用。
2. 耐腐蚀等级。
螺钉的耐腐蚀等级是指其在腐蚀介质中的抗腐蚀能力。
常见的耐腐蚀等级包括A2和A4等级。
A2等级适用于一般的室内和轻度腐蚀环境,A4等级适用于户外和重度腐蚀环境。
3. 温度等级。
螺钉的温度等级是指其在高温环境下的使用温度范围。
m80螺栓标准
m80螺栓标准M80螺栓是一种常用的紧固件,其标准涉及多个方面,包括尺寸、材料、性能等。
下面将详细介绍M80螺栓的标准。
一、尺寸标准M80螺栓的尺寸标准包括直径、长度、螺距等。
其中,直径为80毫米,是螺栓的基本尺寸。
长度则根据具体需要进行选择,通常有多个规格可供选择。
螺距是指螺纹之间的距离,也需根据具体需要进行选择。
此外,M80螺栓的头部尺寸也需符合标准,以确保与螺母或垫圈的配合。
二、材料标准M80螺栓的材料标准也非常重要,常用的材料包括碳钢、合金钢、不锈钢等。
其中,碳钢具有较好的强度和韧性,适用于一般机械设备;合金钢具有高强度和耐腐蚀性能,适用于特殊环境;不锈钢具有优异的耐腐蚀性能和美观性,适用于食品、化工等行业。
在选择材料时,需考虑使用环境和要求,以确保螺栓的安全性和可靠性。
三、性能标准M80螺栓的性能标准包括抗拉强度、屈服强度、硬度等。
这些性能指标是保证螺栓在使用过程中不发生断裂、变形等问题的关键。
抗拉强度是指螺栓在拉伸过程中所能承受的最大拉力;屈服强度是指螺栓在拉伸过程中开始发生塑性变形的拉力;硬度是指螺栓表面的硬度值,反映了其抗磨损和抗剪切的能力。
这些性能指标需要通过专业的测试机构进行测试和认证,以确保符合相关标准和要求。
四、制造工艺标准M80螺栓的制造工艺标准也非常重要,包括热处理、表面处理等方面。
热处理是指通过加热和冷却等工艺改变螺栓的内部组织和性能,以提高其强度和韧性;表面处理是指对螺栓表面进行镀锌、喷塑等处理,以提高其耐腐蚀性能和美观性。
这些制造工艺需要严格控制温度、时间等参数,以确保螺栓的质量和性能。
五、检测与质量控制标准为确保M80螺栓的质量和性能符合标准,需要进行严格的检测和质量控制。
常用的检测方法包括外观检测、尺寸检测、力学性能检测等。
外观检测主要检查螺栓表面是否有裂纹、毛刺等问题;尺寸检测主要检查螺栓的直径、长度等尺寸是否符合要求;力学性能检测主要检查螺栓的抗拉强度、屈服强度等指标是否达到要求。
常用紧固件技术指标和材料选择
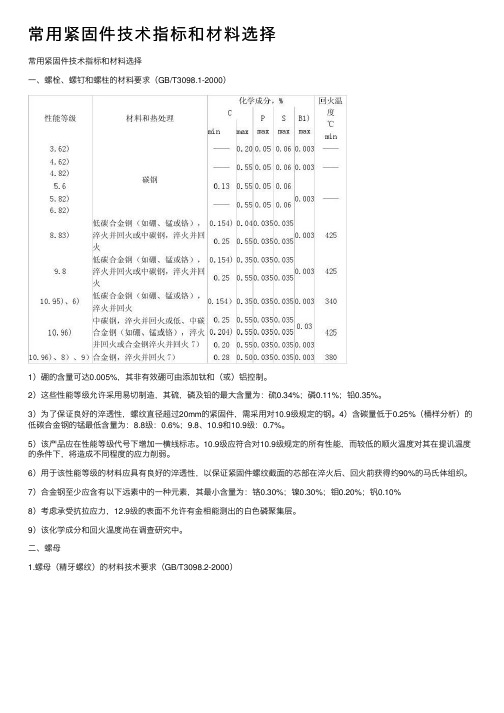
常⽤紧固件技术指标和材料选择常⽤紧固件技术指标和材料选择⼀、螺栓、螺钉和螺柱的材料要求(GB/T3098.1-2000)1)硼的含量可达0.005%,其⾮有效硼可由添加钛和(或)铝控制。
2)这些性能等级允许采⽤易切制造,其硫,磷及铅的最⼤含量为:硫0.34%;磷0.11%;铅0.35%。
3)为了保证良好的淬透性,螺纹直径超过20mm的紧固件,需采⽤对10.9级规定的钢。
4)含碳量低于0.25%(桶样分析)的低碳合⾦钢的锰最低含量为:8.8级:0.6%;9.8、10.9和10.9级:0.7%。
5)该产品应在性能等级代号下增加⼀横线标志。
10.9级应符合对10.9级规定的所有性能,⽽较低的顺⽕温度对其在提讥温度的条件下,将造成不同程度的应⼒削弱。
6)⽤于该性能等级的材料应具有良好的淬透性,以保证紧固件螺纹截⾯的芯部在淬⽕后、回⽕前获得约90%的马⽒体组织。
7)合⾦钢⾄少应含有以下远素中的⼀种元素,其最⼩含量为:铬0.30%;镍0.30%;钼0.20%;钒0.10%8)考虑承受抗拉应⼒,12.9级的表⾯不允许有⾦相能测出的⽩⾊磷聚集层。
9)该化学成分和回⽕温度尚在调查研究中。
⼆、螺母1.螺母(精⽛螺纹)的材料技术要求(GB/T3098.2-2000)性能等级为05、8(>M16的l型螺母)、10和12级螺母应进⾏淬⽕并回⽕处理。
2.螺母(细⽛螺纹)的材料技术要求(GB/T3098.4-2000)性能等级为05、8(l 型螺母)、10和12级螺母应进⾏淬⽕并回⽕处理。
3.铆螺母的材料(GB/T17880.6-1999)4.有效⼒矩型钢六⾓锁紧螺母的材料技术要求(GB3098.9-93)制造螺母体的材料应与螺母(粗⽛螺纹)的材料相同。
制造⾦属或⾮⾦属嵌件的材料由制造者确定。
三、紧定螺钉的材料技术要求(GB/T3098.3-2000)注:性能等级45H的紧定螺钉在能满⾜GB/T3098.3-2000标准中第6.3条规定的保证扭矩要求时,亦可采⽤其他材料制造。
紧固件(标准件)
表面处理
对紧固件表面进行涂层、镀层 或氧化处理,以提高其耐腐蚀 性和美观度。
热处理工艺
退火
降低紧固件的硬度,改 善其切削加工性能。
淬火
提高紧固件的硬度和耐 磨性。
回火
表面强化处理
稳定紧固件的内部组织 结构,提高其综合力学
性能。
通过渗碳、渗氮等工艺, 提高紧固件表面的硬度
和耐磨性。
表面处理技术
电镀
企业标准
大型企业标准
一些大型企业,如汽车制造商、机械 制造商等,会制定自己的紧固件标准 ,以确保产品的际、国家和 行业标准,或者根据自身需求制定简 化的紧固件标准。
紧固件规格与尺寸
公制规格
以毫米为单位的紧固件规格, 如M8、M10等。
英制规格
以英寸为单位的紧固件规格, 如1/4英寸、5/16英寸等。
喷涂
在紧固件表面镀覆金属层,以提高其耐腐 蚀性和导电性。
在紧固件表面喷涂油漆、塑料等材料,以 提高其美观度和耐腐蚀性。
氧化
转化膜处理
通过化学或电化学方法,使紧固件表面生 成氧化膜,以提高其耐腐蚀性和美观度。
通过化学或电化学方法,使紧固件表面形 成一层转化膜,以提高其耐腐蚀性和美观 度。
质量控制与检测
应用
如航空航天、石油化工 等领域。
紧固件的力学性能
抗拉强度
指紧固件能够承受的最大拉力,是衡 量紧固件力学性能的重要指标。
屈服强度
指紧固件在受到拉力作用时开始发生 屈服现象的应力极限。
疲劳寿命
指紧固件在交变应力作用下能够承受 的循环次数,是衡量紧固件耐久性的 重要指标。
硬度与耐磨性
指紧固件表面的硬度和耐磨性能,对 于紧固件的耐久性和使用寿命有重要 影响。
紧固件强度等级和机械性能
讲义材料二常用紧固件的强度等级和机械性能1.螺拴、螺钉和螺柱的强度等级(性能等级):国标规定,标记为:3.6;4.6;4.8;5.6;5.8;6.8;8.8;9.8;10.9;12.9。
上述的性能等级适用于粗牙M1.6~M39;细牙M8×1~M39×3。
目的是标明紧固件具有的机械性能。
1标记中“.”前的数字表示公称抗拉强度,以1/100表示(如:性能等级为8.8级:那未前面8的数字即表明抗拉强度σb为800N/mm2)。
标记中“.”后的数字表示屈强比。
即公称屈服点σs或非比例伸长应力σp0.2与公称抗拉强度σb之比。
两数相乘的10倍贤屈服强度或非比例伸长应力的公称值。
2)屈强比的物理意义:表示了σs或σp0.2与σb的接近程度同样也反映了紧固件在加工时所受强化的程度。
(如:性能等级为3.6级的螺栓,其屈强比为0.6,表明在加工中未受到强化。
而屈强比为0.8或0.9的则表示紧固件产品在加工中受到强化)。
屈强比越大,所受的强化程度也越大。
3)各性能等级适用的材料及热处理要求因螺拴、螺钉和螺柱的强度等级(性能等级)与所用的钢材有很大关系。
对于8.8级以上(含8.8级)的产品必须进行热处理后才能达到性能要求。
性能等级为3.6级的可采用低碳钢生产。
性能等级为4.6;4.8;5.6;5.8;6.8级的可采用低碳钢或中碳钢生产。
但必须注意:屈强比为0.8的必须通过冷作硬化来实现。
5.6级若用中碳钢生产则必须经消除冷作硬化处理。
国标中还规定:a).对于8.8级的产品为保证良好的淬透性,螺纹直径>20mm的螺拴、螺钉和螺柱,必须采用10.9级规定的合金钢。
b).对性能等级为10.9和12.9级时,应采用具有良好淬透性能的材料,以保证螺纹截面的芯部在淬火后、回火前得到约90%的马氏体组织。
2.螺拴、螺钉和螺柱的机械性能指标2)最小抗拉强度适用于公称长度L≥2.5d的产品;最低硬度适用于长度L<2.5以及其他不能进行拉力试验(如头部结构的影响)的产品。
紧固件产品等级和机械性能
紧固件产品等级和机械性能1. 简介紧固件是指用于连接和固定机械设备的各种螺母、螺栓、螺钉、垫圈等产品。
在机械工程领域中,紧固件是非常重要的组成部分,其性能直接影响到机械设备的安全性和可靠性。
本文将介绍紧固件产品的等级分类以及与机械性能相关的参数。
2. 紧固件产品等级紧固件产品等级主要根据其材料、强度和使用环境等因素确定。
常见的紧固件产品等级包括:•碳钢级别:碳钢级别是指紧固件产品的材料为碳钢,如4.8级、8.8级、10.9级等。
这些等级代表了紧固件的强度等级,其中数字表示最小拉伸强度的倍数。
例如,4.8级螺栓的最小拉伸强度为4倍材料的屈服强度,8.8级螺栓的最小拉伸强度为8倍材料的屈服强度。
•不锈钢级别:不锈钢级别是指紧固件产品的材料为不锈钢,如A2-70、A4-80等。
其中,A2表示材料为AISI 304不锈钢,A4表示材料为AISI 316不锈钢。
70和80表示紧固件的拉伸强度,以螺纹材料的屈服点来衡量。
•高强度级别:高强度级别是指紧固件产品的强度等级高于常规级别,如12.9级、14.9级等。
这些级别通常用于对紧固件具有更高强度要求的场合,如汽车、机械设备等领域。
3. 紧固件产品的机械性能紧固件产品的机械性能是指其在受力和工作环境中的表现。
以下是与机械性能相关的参数:•抗拉强度(Tensile Strength):紧固件产品在拉伸条件下所能承受的最大荷载,以N/mm²为单位进行表示。
抗拉强度决定了紧固件的最大承载能力。
•屈服点(Yield Point):紧固件产品在拉伸条件下开始发生可见塑性变形的应力值。
屈服点决定了紧固件开始发生永久变形的阈值。
•延伸率(Elongation):紧固件产品在拉伸条件下能够拉长的百分比。
延伸率可以反映紧固件的塑性变形能力,通常以百分比表示。
•硬度(Hardness):紧固件产品的硬度是指其抵抗外界物体对其表面压入的能力。
硬度常用HRC(洛氏硬度)或HB(布氏硬度)进行表示。
din439螺母标准
din439螺母标准
DIN439螺母是德国标准化组织(Deutsches Institut für Normung)制定的一种螺纹紧固件,属于小型、精密紧固件,用途广泛,适用于大部分机械设备和构件的装饰、装饰、精密加工等方面。
DIN439螺母标准的主要技术指标如下:
1. 材料:一般采用碳素钢、不锈钢、黄铜等材料。
2. 表面处理:常见的表面处理有电镀、镀锌、氧化、抛光等。
3. 尺寸和公差:DIN439螺母的尺寸和公差参照国际标准ISO4035进行设计和排版。
4. 特殊要求:DIN439螺母还可以根据需要添加特殊的设计和要求,如耐腐蚀、高温、高强度、防滑等。
5. 常见标识:DIN439螺母的标识包括商品号码、尺寸、材料、表面处理、认证标志、制造厂商标志等。
总之,DIN439螺母作为一种重要的螺纹紧固件,在制造和装配过程中非常常用。
标准化的设计和生产有助于提高产品质量、提高生产效率和降低制造成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用紧固件技术指标和材料选择
一、螺栓、螺钉和螺柱的材料要求(GB/T3098.1-2000)
1)硼的含量可达0.005%,其非有效硼可由添加钛和(或)铝控制。
2)这些性能等级允许采用易切制造,其硫,磷及铅的最大含量为:硫0.34%;磷0.11%;铅0.35%。
3)为了保证良好的淬透性,螺纹直径超过20mm的紧固件,需采用对10.9级规定的钢。
4)含碳量低于0.25%(桶样分析)的低碳合金钢的锰最低含量为:8.8级:0.6%;9.8、10.9和10.9级:0.7%。
5)该产品应在性能等级代号下增加一横线标志。
10.9级应符合对10.9级规定的所有性能,而较低的顺火温度对其在提讥温度的条件下,将造成不同程度的应力削弱。
6)用于该性能等级的材料应具有良好的淬透性,以保证紧固件螺纹截面的芯部在淬火后、回火前获得约90%的马氏体组织。
7)合金钢至少应含有以下远素中的一种元素,其最小含量为:铬0.30%;镍0.30%;钼0.20%;钒0.10%
8)考虑承受抗拉应力,12.9级的表面不允许有金相能测出的白色磷聚集层。
9)该化学成分和回火温度尚在调查研究中。
二、螺母
1.螺母(精牙螺纹)的材料技术要求(GB/T3098.2-2000)
性能等级为05、8(>M16的l型螺母)、10和12级螺母应进行淬火并回火处理。
2.螺母(细牙螺纹)的材料技术要求(GB/T3098.4-2000)
性能等级为05、8(l 型螺母)、10和12级螺母应进行淬火并回火处理。
3.铆螺母的材料(GB/T17880.6-1999)
4.有效力矩型钢六角锁紧螺母的材料技术要求(GB3098.9-93)
制造螺母体的材料应与螺母(粗牙螺纹)的材料相同。
制造金属或非金属嵌件的材料由制造者确定。
三、紧定螺钉的材料技术要求(GB/T3098.3-2000)
注:性能等级45H的紧定螺钉在能满足GB/T3098.3-2000标准中第6.3条规定的保证扭矩要求时,亦可采用其他材料制造。
四、耐热用螺纹连接副(3098.8-92)
适用于既能随高温、交变载荷,又要在相当大的程度上保持预紧力和耐疲劳强度的工况条件下使用的紧固件材料要求。
1.用于大于+300℃的材料,见表。
1)螺栓、螺柱应比累母的硬度高(如高30-50HB)。
2)受力套管的材料,推荐采用与螺柱相同的材料。
2.材料料应经低倍组织的检查。
其中,一般疏松、中心疏松和方框形偏析均不得超过GB1979规定的二级。
五、不锈钢紧固件的材料技术要求
螺栓、螺钉和螺柱(3098.3-2000),螺母(3098.15-2000),紧定螺钉(3098.16-2000)按有关国家标准生产的紧固件适用的不锈钢材料在表1中给出。
除非供需双方另有协议,化学成分应在钢组规定的范围内,由制造者选择。
在有晶间腐蚀倾向的场合,推荐按ISO3651-1或ISO3651-2的规定进行试验。
在此情况下,推荐采用稳定型的A3和A5,或者采用含碳量不超过0.03%的A2和A4不锈钢。
表1 不锈钢组别与化学成分
1)除已表明者外,均系最大值。
2)硫可用硒代替。
3)如镍含量低于8%,则锰的最小含量必须为5%。
4)镍含量大于8%时,对铜的最小含量不予限制。
5)钼含量可能在制造者的说明书中出现,但对某些使用场合,如有必要限定钼的极限含量,则必须在订单中由用户注明。
6)钼含量可能在制造者的说明书中出现。
7)如铬含量低于17%,则镍的最小含量应为12%。
8)对最大含碳量达到0.03%的奥氏体不锈钢,氮含量最高可达到0.22%。
9)为了稳定组织,钛含量应≥5×C%-0.8%,并应按本表适当标志或者铌和(或)钽含量应≥10×C%-1.0%。
并应按本表适当标志。
10)对较大直径的产品。
为达到规定的机械性能,在制造者的说明书中,可能有较高的碳含量,但对奥氏体钢不应超过0。
12%。
11)钛含量可能为≥5×C%-0.8%
12)钛含量可能为≥10×C%-1.0%
六、有色金属制造的螺栓、螺钉、螺柱和螺母
适用于各性能等级有色金属紧固件的材料牌号:(GB3098.10-93)
根据供需双方协议,当供方能够保证机械性能时,可以采用表以外的材料。
为保证紧固件符合有关机械性能的要求,由制造者确定是否进行热处理。
附:适用的国际标准材料牌号
七、自攻类螺钉
1.自钻自攻螺钉的材料(GB/T3098.11-1995)
注:允许的硼的含量范围为:0.05-0.30%
2.自挤螺钉(包括自攻锁紧螺钉)(GB3098.7-2000)
自挤螺钉应用渗碳冷镦制造。
表1给出的材料化学成分仅是指导性的。
表1 化学成分
4.木螺钉的材料牌号(GB922-86)
注:
1)不同冶炼和浇注方法制造的钢材材同样可以采用。
2)“牌号”栏内每一通栏中所列各种材料,可以互相通用。