森吉米尔20辊轧机生产操作规程(1)
森吉米尔20辊轧机薄带轧制工艺研究
- 78 -工 业 技 术0 绪论森吉米尔20辊轧机是高精度轧制核心设备之一,具有道次压下率大、板形控制能力强、轧制力小以及成品厚度公差波动范围小等特点,主要用来轧制200系、300系和400系不锈钢冷轧薄带。
目前,世界上大部分的高精度薄带都是森吉米尔轧机生产的,因为道次压下率大,所以20辊轧机可以用较厚的原料来生产薄带,有效地节约生产过程中的成本。
另外,因为20辊轧机有较好的板形和厚度控制能力,所轧制出来的0.3 mm 以下的不锈钢有较好的板形和厚度公差,受到广大的客户喜爱。
该文结合我公司冷轧厂森吉米尔20辊轧机的生产情况,对20辊轧机轧制薄带的核心生产工艺进行研究分析,并对其核心生产工艺进行归纳总结,形成工艺制度,对提高机组产品的产量和质量提供了技术支撑。
1 森吉米尔20辊轧机机组简介及重点参数1.1 轧机总论森吉米尔20辊轧机机组是主要由卷取机、测厚仪、夹送辊、板形辊和轧机机架组成,其中轧机机架包括所有的内部部件、轧辊和配件,其作用是在轧制中减小带钢厚度,提高平直度和带钢表面质量。
为了使钢带能够轧制更加薄的带钢,应尽量使用小工作辊来轧制。
小工作辊轧制具有轧制力小,生产道次少的优点,能够生产更加薄的钢带。
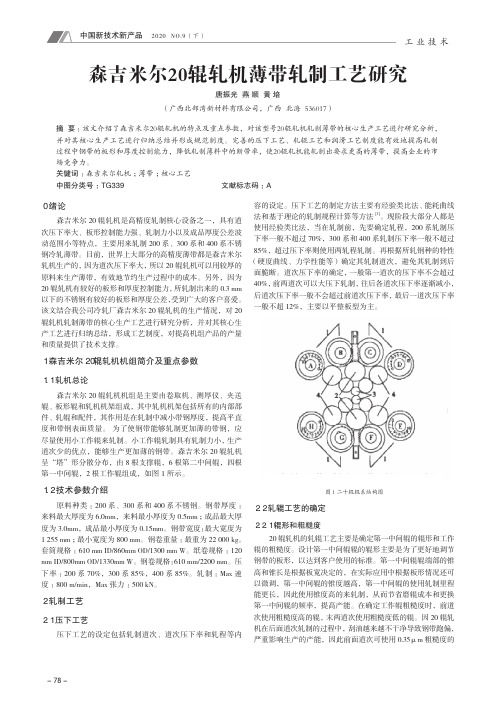
森吉米尔20辊轧机呈“塔”形分散分布,由8根支撑辊,6根第二中间辊,四根第一中间辊,2根工作辊组成,如图1所示。
1.2 技术参数介绍原料种类:200系、300系和400系不锈钢。
钢带厚度:来料最大厚度为6.0mm,来料最小厚度为0.5mm ;成品最大厚度为3.0mm,成品最小厚度为0.15mm。
钢带宽度:最大宽度为 1 255 mm ;最小宽度为800 mm。
钢卷重量:最重为22 000 kg。
套筒规格:610 mm ID/860mm OD/1300 mm W。
纸卷规格:120 mm ID/800mm OD/1330mm W。
钢卷规格:610 mm/2200 mm。
压下率:200系70%,300系85%,400系85%。
森吉米尔二十辊轧机
2 森吉米尔二十辊轧机森吉米尔冷轧机与四辊轧机或其他类型轧机的本质区别是轧制力的传递方向不同。
森吉米尔冷轧机轧制力从工作辊通过中间辊传到支撑辊装置,并最终传到坚固的整体机架上。
这种设计保证了工作辊在整个长度方向的支撑。
这样辊系变形极小,可以在轧制的整个宽度方向获得非常精确的厚度偏差。
森吉米尔轧机在结构性能上有如下主要特点:(1)具有整体铸造(或锻造)的机架,刚度大,并且轧制力呈放射状作用在机架的各个断面上。
(2)工作辊径小,道次压下率大,最大达60%。
有些材料不需中间退火,就可以轧成很薄的带材。
(3)具有轴向、径向辊形调整,辊径尺寸补偿,轧制线调整等机构,并采用液压压下及液压AGC系统,因此产品板形好,尺寸精度高。
(4)设备质量轻,轧机质量仅为同规格的四辊轧机的三分之一。
轧机外形尺寸小,所需基建投资少。
森吉米尔冷轧机基本上是单机架可逆式布置,灵活性大,产品范围广。
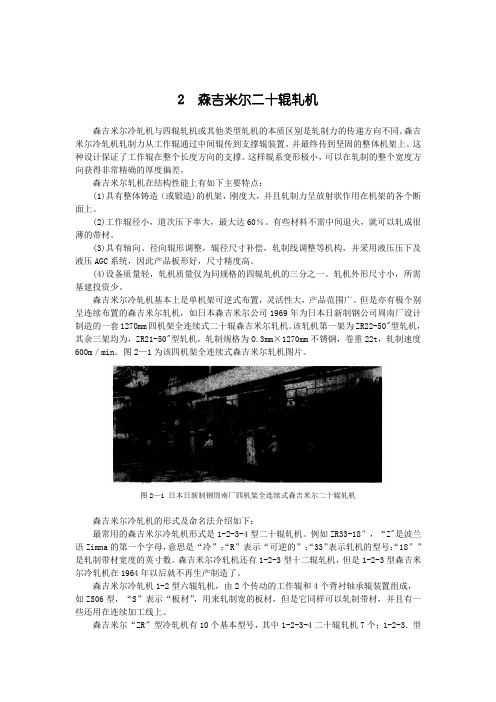
但是亦有极个别呈连续布置的森吉米尔轧机,如日本森吉米尔公司1969年为日本日新制钢公司周南厂设计制造的一套1270mm四机架全连续式二十辊森吉米尔轧机。
该轧机第一架为ZR22-50"型轧机,其余三架均为,ZR21-50"型轧机,轧制规格为O.3mm×1270mm不锈钢,卷重22t,轧制速度600m/min。
图2—1为该四机架全连续式森吉米尔轧机图片。
图2—1 日本日新制钢周南厂四机架全连续式森吉米尔二十辊轧机森吉米尔冷轧机的形式及命名法介绍如下:最常用的森吉米尔冷轧机形式是1-2-3-4型二十辊轧机。
例如ZR33-18″,“Z"是波兰语Zimna的第一个字母,意思是“冷”;“R”表示“可逆的”;“33”表示轧机的型号;“18″”是轧制带材宽度的英寸数。
森吉米尔冷轧机还有1-2-3型十二辊轧机,但是1-2-3型森吉米尔冷轧机在1964年以后就不再生产制造了。
森吉米尔冷轧机1-2型六辊轧机,由2个传动的工作辊和4个背衬轴承辊装置组成,如ZS06型,“S”表示“板材”,用来轧制宽的板材,但是它同样可以轧制带材,并且有一些还用在连续加工线上。
辊轧机操作规程

辊轧机操作规程辊轧机操作规程一、安全注意事项:1. 操作前必须了解和掌握辊轧机的结构、性能、操作方法和维修保养要点,具备一定的操作经验和技能。
2. 操作人员必须穿戴好防护装备,包括帽子、工作服、工作手套、防护眼镜和安全鞋。
3. 操作人员必须保持清醒的头脑,不得在疲劳、醉酒或受到其他精神影响下操作辊轧机。
4. 在操作辊轧机之前,必须检查机器的各项安全装置是否完好,如保险装置、紧急停机装置等。
5. 操作人员必须熟悉动力设备和电气设备的停机和启动程序,确保操作的安全。
二、操作步骤:1. 开机准备:(1)检查辊轧机的润滑油是否充足,并加注需要的润滑油。
(2)检查辊轧机的电气线路是否正常,保证电源的稳定。
(3)清理辊轧机工作区域,确保操作环境整洁。
2. 启动:(1)按照操作要求,将辊轧机调整到适当的工作状态,并将原料准备好。
(2)按下启动按钮,观察辊轧机是否正常启动,并检查运转是否平稳。
3. 加料:(1)将原料放置在辊轧机的供料装置上,并确保原料的稳定供应。
(2)按照生产要求,调整辊轧机的加料速度和加料量,确保加工质量。
(3)操作人员不得将手或其他物品靠近辊轧机辊轴,以防发生意外事故。
4. 辊轧:(1)辊轧机在工作过程中,操作人员要随时观察加工情况,确保辊轧质量。
(2)如果发现产品出现异常或存在故障,应立即停机检查并予以排除。
5. 停机:(1)辊轧机达到加工要求或者需要停机维修时,按下停机按钮,辊轧机停止运转。
(2)关闭电源,断开电气设备的连接。
(3)清理辊轧机周围的杂物,并将工作区域整理好。
三、维修保养:1. 辊轧机的维修保养工作必须由专门的人员负责进行。
2. 定期清理辊轧机的工作区域和内部设备,以保持设备的良好状态。
3. 定期检查辊轧机的电气线路和安全装置,如发现问题及时修复或更换。
4. 定期更换辊轧机的润滑油和润滑脂,保持设备的润滑性能。
5. 长时间不使用辊轧机时,应将设备进行保护,避免氧化和腐蚀。
老20辊精轧机设备操作规程(080320)
20辊精轧机操作规程1范围本标准规范了20辊精轧机的设备操作流程、作业内容、技术要求、质量要求、作业检查和交班等内容。
适用于20辊精轧机的设备岗位作业操作。
2规范性引用文件Q/TLYS—TDJV 00 J 000 ×××(工艺规程)Q/TLYS—TDJV 00 J 000 ×××(质量检查规程)Q/TLYS—TDJV 00 J 000 ×××(安全规程)Q/TLYS—TDJV 00 J 000 ×××(设备维护规程)Q/TLYS—TDJV 00 J 000 ×××(中间坯料)3岗位分工3.1岗位确定班长1名(兼主操作手),副操作手2名。
班长负责当班全面工作。
3.2主操作手在轧机操作室内对整个轧制过程进行控制。
副操作手在辅助操作台负责上料、下料、穿带、带材表面质量检查等的操作,以及设备运行时的巡回检查。
3.3班长负责召开班前会,传达上级指令、交代安全注意事项、明确安排当班作业任务。
3.4班长有其它工作不在岗时,必须指定一名副操作手代替其履行主操作手的工作。
如遇重大问题,副操作手应随时电话联系班长。
班长回来后,副操作手应向其汇报设备运行的有关情况。
3.5主、副操作手工作程序及分工安排见表1。
4操作流程准备→上料→开车→停车→卸料→记录5设备主要技术参数5.1来料参数:宽度:Max. 650mm;厚度:Max. 3mm;重量:Max. 10 t5.2产品厚度:Min. 0.05 mm5.3轧制速度: Max. 800 m/min5.4额定轧制力:3000kN5.5主电机功率:1000 kW5.6开卷机:张力范围:Max. 40kN ;卷取速度:max.350m/min5.7卷取机:张力范围2 - 120kN;卷取速度max.800m/min6准备表1 工作程序表6.1主操作手按以下程序完成轧前准备工作:6.1.1检查灭火系统维修开关是否置于开启状态,检查火灾报警柜是否有报警信息,如有则消除,火灾报警柜显示“all systems normal”即为灭火系统工作正常。
森吉米尔二十辊轧机辊印缺陷判定标准及控制操作规范综述

森吉米尔二十辊轧机辊印缺陷判定标准及控制操作规范综述作者:徐韫韬来源:《科学与信息化》2020年第08期摘要本文通過分析轧机辊印缺陷形态及判定标准,详细阐述了辊印控制操作规范及措施,降低因辊印缺陷所造成的产品降级。
关键词森吉米尔二十辊轧机;判定标准;操作规范为加强轧机辊印缺陷控制,减少辊印缺陷的发生,完善轧机机组辊印判定标准,做好辊印缺陷的预防。
1 二十辊轧机介绍森吉米尔(Sendzimir)轧机又称20辊轧机,1933年由森吉米尔博士发明,当时主要用于生产宽度为800mm厚度为0.13的低碳带钢。
目前,共有400多台森吉米尔轧机遍布35个国家。
世界上90%以上的冷轧不锈带钢是由森吉米尔轧机生产的。
本钢不锈钢冷轧的20辊轧机采用世界先进、成熟、可靠的工艺装备,主要设备均由世界知名的厂商提供。
总包商为德国SMS-DEMAG公司,年生产能力为20万吨(2台)冷轧卷。
电气系统由法国CONVERTEAM 公司配套,机组自动化由基础自动化级和过程控制级组成。
本机组在工艺布置和机械装备上具有世界领先水平,产品种类很丰富,能更好地适应市场需求[1]。
2 轧机辊印缺陷形态带钢表面带一定周期的不定型痕,主要形态有点状、横线形(辊擦伤)、裂纹、穿孔、亮斑型、横向印痕(辊滑动)。
3 轧机机组辊印缺陷判定标准(1)点状直径小于0.5mm,发生两处及以下(两处发生时不能集中发生,需间隔100mm)视为合格,可放行。
直径大于0.5mm的需要改轧。
(2)横线形、裂纹状辊印,视觉轻微,用240#研磨纸可打磨消除的视为合格;视觉明显和无法研磨消除的不合格,需进行改轧。
(3)亮斑型:无凸起,直径小于1mm发生两处及以下(两处发生时不能集中发生,需间隔100mm)视为合格,可放行,直径大于1mm的需要改轧。
(4)横向印痕辊印,视觉轻微,用240#研磨纸可打磨消除的视为合格;视觉明显和无法研磨消除的不合格,需进行改轧[2]。
(5)穿孔:不允许,发生后无法继续改轧,此现象需杜绝。
ZR22B52_森吉米尔轧机机械工艺特性及其操作
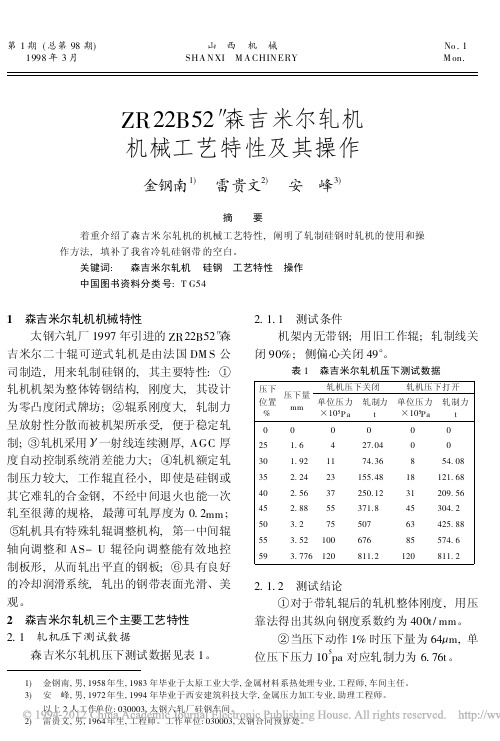
单位压力 轧制力
×105P a
t
0 0 0ຫໍສະໝຸດ 00025
1. 6
4
27. 04
0
0
30
1. 92 11
74. 36
8
54. 08
35
2. 24 23
155. 48
18
121. 68
40
2. 56 37
250. 12
31
209. 56
45
2. 88 55
371. 8
45
304. 2
50
3. 2
质量。
第一中间辊根据板形情况的调整方法见
表 3。
表 3 板 形情况和调整方法
板 形情 况
调 整 方法
操作侧 DS 浪 ( 松) 正常 浪 ( 松) 紧 加速时 减速时
工作测 W S 正常
浪 ( 松) 浪 ( 松)
紧
上一中间 不动 向DS 向DS 向 WS 向 WS 向DS
下一中间 向 WS 不动
向 WS 向 DS 向 DS 向 WS
AS- U 辊径向调整的一般使用原则: ¹ 来料凸度大, AS- U 设定小或平; º 来料凸 度小, AS- U 设定大; » 来料板宽时, ASU 设定小; ¼来料板窄时, AS- U 设定大。
在轧制过程中, 入出口操作工根据敲棒 的感觉, 只要认真地按上述经验进行第一中 间辊轴向和 AS- U 径向调节, 通过两者配 合使用, 必能使轧制顺利并生产出理想的板 形。
1 森吉米尔轧机机械特性 太钢六轧厂 1997 年引进的 ZR22B52″森
吉米尔二十辊可逆式轧机是由法国 DM S 公 司制造, 用来轧制硅钢的, 其主要特性: ¹ 轧机机架为整体铸钢结构, 刚度大, 其设计 为零凸度闭式牌坊; º 辊系刚度大, 轧制力 呈放射性分散而被机架所承受, 便于稳定轧 制; » 轧机采用 C一射线连续测厚, AGC 厚 度自动控制系统消差能力大; ¼轧机额定轧 制压力较大, 工作辊直径小, 即使是硅钢或 其它难轧的合金钢, 不经中间退火也能一次 轧至很薄的规格, 最薄可轧厚度为 0. 2mm ; ½ 轧机具有特殊轧辊调整机构, 第一中间辊 轴向调整和 AS- U 辊径向调整能有效地控 制板形, 从而轧出平直的钢板; ¾具有良好 的冷却润滑系统, 轧出的钢带表面光滑、美 观。
两辊钢板轧机操作规程(3篇)
第1篇一、操作前准备1. 检查设备外观,确保无损坏、松动等情况。
2. 检查润滑系统,确保油泵、油箱、油管等部件完好,油质符合要求。
3. 检查电气系统,确保电路连接正常,开关、按钮、指示灯等部件完好。
4. 检查液压系统,确保油泵、油箱、油管等部件完好,油质符合要求。
5. 检查轧辊,确保轧辊表面光滑,无裂纹、剥落等现象。
6. 检查导卫装置,确保导卫板、导轮等部件完好,无损坏、松动等情况。
二、操作步骤1. 启动设备:按下启动按钮,设备开始运行。
2. 调整轧制速度:根据生产要求,调整轧机主电机转速,使轧制速度符合要求。
3. 调整轧制压力:根据轧制厚度和材质,调整轧机压下量,使轧制压力符合要求。
4. 调整导卫装置:根据轧制宽度,调整导卫板和导轮的位置,确保轧件顺利通过。
5. 加热轧件:根据轧制工艺要求,将轧件加热至规定温度。
6. 轧制:将加热后的轧件送入轧机,通过轧辊轧制成所需厚度和尺寸的钢板。
7. 冷却:轧制后的钢板送入冷却系统,进行冷却处理。
8. 收集:将冷却后的钢板收集整理,送往下道工序或成品库。
三、操作注意事项1. 操作人员必须熟悉设备性能和操作规程,严格遵守安全操作规程。
2. 操作过程中,严禁触摸运动部件,防止发生意外伤害。
3. 操作人员应时刻关注设备运行状态,发现异常情况立即停机检查。
4. 操作过程中,严禁擅自调整设备参数,如需调整,需经相关部门同意。
5. 操作结束后,关闭设备电源,清理工作现场,确保设备安全。
6. 定期对设备进行维护保养,确保设备正常运行。
四、紧急停机处理1. 发现设备异常,立即按下紧急停机按钮,切断设备电源。
2. 检查设备故障原因,排除故障后,方可重新启动设备。
3. 在紧急停机过程中,确保操作人员安全,避免发生意外伤害。
五、安全操作规程1. 操作人员必须佩戴防护用品,如安全帽、工作服、手套等。
2. 操作过程中,严禁酒后、疲劳驾驶。
3. 操作人员应遵守公司及部门的安全规定,确保自身和他人的安全。
第2章 森吉米尔二十辊轧机
第2章森吉米尔二十辊轧机森吉米尔冷轧机与其他类型轧机的本质区别是轧制力传递的方向不同。
森吉米尔轧机轧制力从工作辊通过中间辊传到支撑辊装置,并最终传到坚固的整体机架上。
这种设计保证了工作辊在整个长度方向的支撑。
这样辊系变形极小,可以在轧制的整个长度方向获得非常精确的厚度偏差。
2.1 森吉米尔轧机主要特点及发展水平森吉米尔轧机在结构性能上主要特点:(1) 具有整体铸造(或锻造)的机架,刚度大并且轧制力呈放射状作用在机架的各个断面上。
(2) 工作辊径小,道次压下率大,最大达60%。
有些材料不需中间退火,就可以轧成很薄的带材。
(3) 具有轴向、径向辊形调整,辊径尺寸补偿,轧制线调整等机构,并采用液压压下及液压AGC系统,因此产品板形好,尺寸精度高。
(4) 设备质量轻,轧机重量仅为同规格四辊轧机的三分之一。
所需基建投资少。
森吉米尔轧机基本上是单机架可逆布置,灵活性大,产品范围广。
但亦有极个别呈连续布置的森吉米尔轧机,如日本森吉米尔公司1969设计了一套1270mm四机架全连续式二十辊森吉米尔轧机。
目前森吉米尔轧机的发展水平如下:(1)轧制带材最大宽度。
目前轧制带材最宽的是法国的一台ZR22-80型轧机,轧制宽度最大为2032mm的软钢和硅钢,厚度偏差为 0.005mm。
(2)轧制带材最小厚度。
轧制带材最小厚度与其宽度和钢种有关。
美国轧制硅钢最小厚度为0.002mm,其宽度为120mm,日本轧制不锈钢,当宽度为1220mm时,最小厚度为0.127mm;宽度为200mm时,最小厚度为0.01mm;轧制有色金属时,最薄可达0.0018mm。
(3)轧机开口度的提高。
近年来法国的DMS公司于美国的森吉米尔公司一起终于打破了森吉米尔轧机为整体机架的传统观念,推出了分体式机架森吉米尔轧机。
即将机架分为上下两部分。
两部分在机架四个角由四个液压缸紧密的合上,他能保留所有零凸度机架的特征和优点。
机架可允许有130mm的开口度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
森吉米尔20辊轧机生产操作规程
一、设备技术参数:(轧制材质:铜及铜合金)
轧辊尺寸:
工作辊:Φ40/35.5×1145mm
第一中间辊:Φ76/65.5×1175mm 轴向移动范围:149mm 第二中间辊:Φ130/125.5×1145mm(驱动辊)
Φ130/125.5×1145mm(非驱动辊)
支撑辊(背衬轴承):Φ225/220×1275mm 同轴公差0.002mm 要求:1.粗糙度Ra=0.04~0.03
2.支撑辊轴承游隙:0.045-0.06
3.所有辊子的同轴度要达到0.002,锥度要达到0.002
轧制带材宽度:1020-600mm
来料厚度:4.5mm(最大)
成品厚度:0.05mm(最小)
主电机功率:440kw
卷取机功率:单电机(直流)300kw交流75kw
最大张力:15000KN
轧制速度:120m/min
压下油缸行程:140mm
压缩空气:大于6kg
液压泵站压力:90bar
二、生产前的准备
1.生产操作人员持证上岗,经培训合格后方可进入现场作业。
2.提前十分钟到达现场,进行岗位交接。
穿戴好劳保用品,明确当
班生产,安全各项生产工作及要求,确保人身和设备安全。
3.检查机械、电气设备、压缩空气压、CO2自动灭火系统、工艺冷却、
润滑等、液压泵站、各种仪表工作正常,确认一切正常方可开机生产。
4.准备好生产工具(轧辊、千分尺等),进行测厚仪零位校准。
5.根据生产带材的规格,正确调整好支撑辊DE和AH辊侧偏心及第
一中间辊轴向移动位置。
6.按照生产计划及卡片要求准确上料。
三、生产中
1.主操作与压延工密切配合,根据带材厚度公差及板型情况合理选
择张力、道次压下量、冷却润滑、轧制速度等工艺参数,确保带材板型平直度及厚度公差精度。
2.注意观察设备运行情况及带材表面质量,发现异常及时停车。
3.严格执行工艺纪律,严禁超负荷生产。
四、生产结束
1.清理现场杂物,打扫设备卫生。
2.处理当班废料。
3.现场物料按规定要求定量、定位摆放整齐。
4.做好当班安全生产、质量、设备运转情况记录并进行生产交班。
五、生产作业流程
上料→开卷→穿带→重卷→更换轧制方向→调整轧制工艺参数→轧制→打卷→卸卷。