20辊轧机之父森吉米尔
二十辊森吉米尔轧机冷轧钛带工艺浅析
二十辊森吉米尔轧机冷轧钛带工艺浅析摘要:钛是一种新兴的金属材料,在工程技术和高科技领域发挥着总要作用,今后也将得到越来越广泛的应用。
冷轧钛带作为高技术产品,市场需求量逐年扩大。
本文简要介绍了二十辊森吉米尔轧机的特点和利用二十辊森吉米尔轧机冷轧钛带的一些工艺要点。
关键词:森吉米尔轧机,钛带冷轧,冷轧工艺引言:钛广泛分布于地壳及岩石之中,储量丰富,在所有元素中排名第十。
钛的密度仅为4.53g/cm3,仅为钢的40%左右,但强度却与钢相当。
钛带表面极易形成致密的氧化膜,使其具有高耐蚀性。
钛与人体有很好的相容性,对人体完全无毒且可以抵抗分泌物。
以上的这些特性使钛被认为是二十一世纪最重要的金属材料,广泛应用于航空航天、医疗、石油化工等领域,尤其在国防军工领域,钛是制造高端飞机、潜艇和舰船等必不可少的材料,发挥着越来越重要的作用。
冷轧钛带是高技术含量、高附加值、国防军工必须的产品,其加工设备复杂,工艺特殊,加工难度大,过去大量依靠从国外进口,但随着国内钛带冷轧技术的发展和产量的加大,这种情况得到了明显改善。
近年来,随着国民经济的发展和消费的升级,对薄规格钛带的需求量逐年增加,薄规格产品存在很大缺口,传统的钛带冷轧企业由于采用四辊、六辊等轧机轧制,设备能力受限,无法轧制出较薄产品,或者轧制出薄规格产品需要经过多次中间退火,生产成本较高,因此目前各企业逐渐开始采用二十辊轧机轧制钛带。
1 二十辊森吉米尔轧机的特点1.1 结构特点二十辊森吉米尔轧机是一种单机架可逆轧机,采用的是整体牌坊的形式,机架刚度高,最大轧制力可达800t,广泛应用于不锈钢、硅钢和钛材等高附加值材料的轧制,尤其是薄规格产品的轧制。
其辊系采用4-3-2-1-1-2-3-4的放射状排布方式,背衬轴承直径约为300mm,二中间辊直径约为170mm,一中间辊直径约为100mm,工作辊直径只有约60mm。
小直径的工作辊使其在轧制时道次压下率大,尤其适合轧制难变形的极薄材料。
森吉米尔20辊轧机薄带轧制工艺研究
- 78 -工 业 技 术0 绪论森吉米尔20辊轧机是高精度轧制核心设备之一,具有道次压下率大、板形控制能力强、轧制力小以及成品厚度公差波动范围小等特点,主要用来轧制200系、300系和400系不锈钢冷轧薄带。
目前,世界上大部分的高精度薄带都是森吉米尔轧机生产的,因为道次压下率大,所以20辊轧机可以用较厚的原料来生产薄带,有效地节约生产过程中的成本。
另外,因为20辊轧机有较好的板形和厚度控制能力,所轧制出来的0.3 mm 以下的不锈钢有较好的板形和厚度公差,受到广大的客户喜爱。
该文结合我公司冷轧厂森吉米尔20辊轧机的生产情况,对20辊轧机轧制薄带的核心生产工艺进行研究分析,并对其核心生产工艺进行归纳总结,形成工艺制度,对提高机组产品的产量和质量提供了技术支撑。
1 森吉米尔20辊轧机机组简介及重点参数1.1 轧机总论森吉米尔20辊轧机机组是主要由卷取机、测厚仪、夹送辊、板形辊和轧机机架组成,其中轧机机架包括所有的内部部件、轧辊和配件,其作用是在轧制中减小带钢厚度,提高平直度和带钢表面质量。
为了使钢带能够轧制更加薄的带钢,应尽量使用小工作辊来轧制。
小工作辊轧制具有轧制力小,生产道次少的优点,能够生产更加薄的钢带。
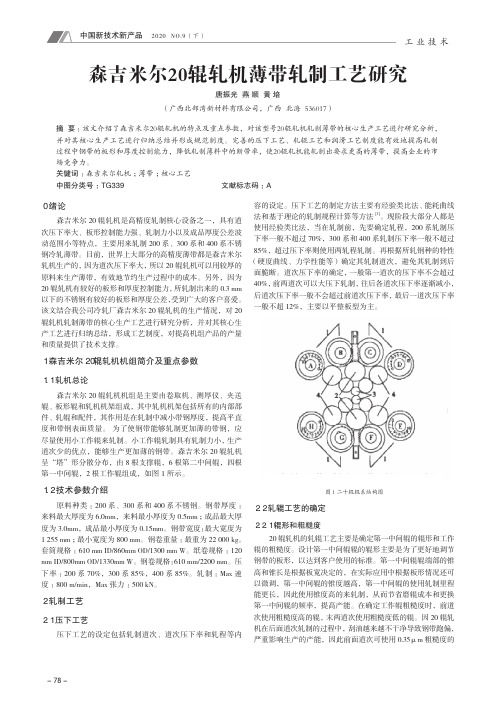
森吉米尔20辊轧机呈“塔”形分散分布,由8根支撑辊,6根第二中间辊,四根第一中间辊,2根工作辊组成,如图1所示。
1.2 技术参数介绍原料种类:200系、300系和400系不锈钢。
钢带厚度:来料最大厚度为6.0mm,来料最小厚度为0.5mm ;成品最大厚度为3.0mm,成品最小厚度为0.15mm。
钢带宽度:最大宽度为 1 255 mm ;最小宽度为800 mm。
钢卷重量:最重为22 000 kg。
套筒规格:610 mm ID/860mm OD/1300 mm W。
纸卷规格:120 mm ID/800mm OD/1330mm W。
钢卷规格:610 mm/2200 mm。
压下率:200系70%,300系85%,400系85%。
森基米尔冷 轧机
辊系
轧辊直径补偿
由于森吉米尔轧机的机架是一个整体,辊系排列紧凑,压下行程小,当轧辊直径 因多次研磨后变小后,即使调节压下和压上机构都不能满足轧辊压紧要求,为了 解决这一问题,在轧机上设有轧辊辊径补偿调整机构,轧机外侧4个支撑辊A、D、 E、H各组成一组辊径补偿调整机构,在无负荷条件下进行调整
前言
冷轧钢带的生产能力,是一个国家钢铁工业发展水平的重要标志。目前, 工业发达国家多用四辊连续式冷轧机生产普通冷轧钢带;用多辊冷轧机生 产不锈钢、硅钢、合金钢、合金材等难变形的金属带材,以及高精度的、 宽而薄的、及薄的金属带材。 多辊冷轧机问世已逾半世纪,半个世纪以来,随着科学技术和工业的发 展,多辊冷轧得到了很大的发展和广泛的应用,其中国尤其以二十辊冷轧 机发展最为完善,使用最为普遍,而且有多种结构形式并存。多辊冷轧机 的主要特点是:工作辊直径小,滚系刚度大,轧制道次压下量大,产品精 度高 在我国,长期以来仅将多辊冷轧机用来生产不锈钢、硅钢、合金钢、合金 材等难变形的金属带材。进年来,我国经济迅速发展,多辊冷轧机已悄悄 地进入了碳素结构钢的生产领域,用来生产高精度的、极薄的钢带。随着 我国国民经济的不断发展,冷轧不锈钢带、硅钢带、精密合金钢、高温难 熔合金带、高精度的极薄冷轧碳素钢带以及有色金属带材的需求量将急速 增加。多辊冷轧机,尤其是二十辊冷轧机也将得到飞速的发展和更广泛的 应用。
森吉米尔轧机类型
在以上基本型号的基础上派生出一些特殊的型号,在基本型号的词尾和词头 加上不同的字母来表达 基本型号是森基米尔冷轧机的基本设计,轧辊布置的几何尺寸提供轧机具有 最小直径的工作辊。派生型号实质上是围绕工作辊直径和轧机开口度的变化 而出现的。 ZR21A:单位A出现在ZR21A中,他表示该轧机的工作辊直径是66-76mm, 小于基本型号ZR21的工作辊直径 ZR21AA:AA出现在ZR21AA中,它表示该轧机的梅花膛孔位置,中间辊尺 寸与基本型号完全不同,并且偏心量也比基本型的大,因此该炸鸡的工作辊 直径比ZR21A的更小 ZR21B、ZR22B:单个B表示轧机梅花膛孔的垂直距离比基本型号的稍大, 允许工作辊直径稍稍加大,而所有中间辊尺寸与基本型相同 ZR21BB:BB表示轧机梅花膛孔位置及轧辊尺寸与单个B的轧机相同,只是偏 心量加大,以便能够增加工作辊的开口度
森吉米尔二十辊轧机辊印缺陷判定标准及控制操作规范综述

森吉米尔二十辊轧机辊印缺陷判定标准及控制操作规范综述作者:徐韫韬来源:《科学与信息化》2020年第08期摘要本文通過分析轧机辊印缺陷形态及判定标准,详细阐述了辊印控制操作规范及措施,降低因辊印缺陷所造成的产品降级。
关键词森吉米尔二十辊轧机;判定标准;操作规范为加强轧机辊印缺陷控制,减少辊印缺陷的发生,完善轧机机组辊印判定标准,做好辊印缺陷的预防。
1 二十辊轧机介绍森吉米尔(Sendzimir)轧机又称20辊轧机,1933年由森吉米尔博士发明,当时主要用于生产宽度为800mm厚度为0.13的低碳带钢。
目前,共有400多台森吉米尔轧机遍布35个国家。
世界上90%以上的冷轧不锈带钢是由森吉米尔轧机生产的。
本钢不锈钢冷轧的20辊轧机采用世界先进、成熟、可靠的工艺装备,主要设备均由世界知名的厂商提供。
总包商为德国SMS-DEMAG公司,年生产能力为20万吨(2台)冷轧卷。
电气系统由法国CONVERTEAM 公司配套,机组自动化由基础自动化级和过程控制级组成。
本机组在工艺布置和机械装备上具有世界领先水平,产品种类很丰富,能更好地适应市场需求[1]。
2 轧机辊印缺陷形态带钢表面带一定周期的不定型痕,主要形态有点状、横线形(辊擦伤)、裂纹、穿孔、亮斑型、横向印痕(辊滑动)。
3 轧机机组辊印缺陷判定标准(1)点状直径小于0.5mm,发生两处及以下(两处发生时不能集中发生,需间隔100mm)视为合格,可放行。
直径大于0.5mm的需要改轧。
(2)横线形、裂纹状辊印,视觉轻微,用240#研磨纸可打磨消除的视为合格;视觉明显和无法研磨消除的不合格,需进行改轧。
(3)亮斑型:无凸起,直径小于1mm发生两处及以下(两处发生时不能集中发生,需间隔100mm)视为合格,可放行,直径大于1mm的需要改轧。
(4)横向印痕辊印,视觉轻微,用240#研磨纸可打磨消除的视为合格;视觉明显和无法研磨消除的不合格,需进行改轧[2]。
(5)穿孔:不允许,发生后无法继续改轧,此现象需杜绝。
20辊森吉米尔轧机辊系结构介绍
20辊森吉米尔轧机辊系结构介绍本文主要介绍了20辊森吉米尔轧机的辊系结构,并对其工作辊、中间辊以及支承辊的分布和调整进行了具体的剖析。
20辊森吉米尔轧机是单机架可逆式冷轧机。
其主要特点是:20个轧辊环形叠加式镶嵌在具有“零凸度”的整体铸钢机架内,在轧机机架受力情况下,轧机宽度方向变形均匀且有较小的接触弧长和不易变形的小直径工作辊,使该轧机可以达到大压下量,高速连续轧制薄带钢。
20辊森吉米尔轧机辊系由2个工作辊、4个第一中间辊、6个第二中间辊及8个支承辊组成。
其压下机构和调整机构均采用液压缸或液压马达,通过齿轮、齿条带动与偏心轮连接的齿轮来实现参数的调整。
这样,液压缸或液压马达的推力只需克服轧制分力引起的滑动面间的摩擦力即可,使液压设备和轧机的尺寸大大减小。
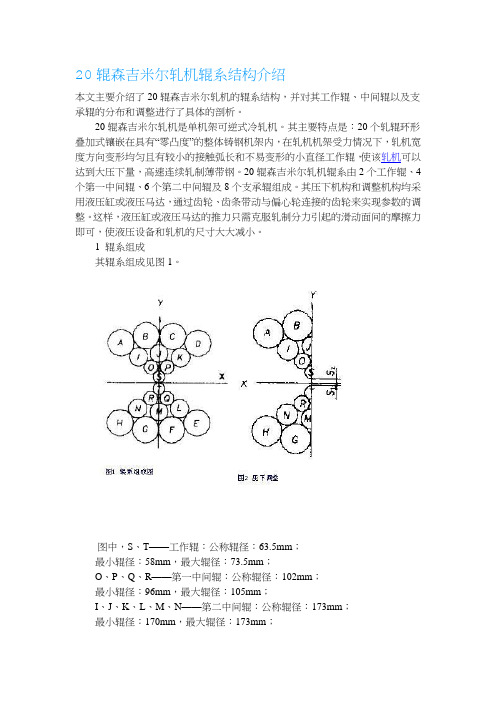
1 辊系组成其辊系组成见图1。
图中,S、T——工作辊:公称辊径:63.5mm;最小辊径:58mm,最大辊径:73.5mm;O、P、Q、R——第一中间辊:公称辊径:102mm;最小辊径:96mm,最大辊径:105mm;I、J、K、L、M、N——第二中间辊:公称辊径:173mm;最小辊径:170mm,最大辊径:173mm;A、B、C、D、E、F、G、H——支承辊:公称辊径:300.02mm;最小辊径:297mm,最大辊径:300.02mm。
该轧机仅第二中间辊为传动辊,其余辊均为自由辊,靠辊间摩擦来转动。
2 压下调整轧机的压下调整(见图2)是通过支承辊B、C辊来实现的。
安装于轧机牌坊上的两个液压缸带动轴端的两个齿轮,齿轮、偏心轮由键与支撑轴联结,齿轮转动时,偏心轮内心绕偏心环内心转动,完成压下功能,实现辊缝的调整。
图2中:坐标1:S1=2.574,S2=2.912A(+400.05,215.9),B(+149.225,400.05)I(+171.833,167.277),J(0,225.238)O(+52.879,98.312), S(0,34.662)T(0,-34.324),R(+53.315,-97.61)M(0,-234.353), N(+171.818,-167.347)G(+149.225,-400.05),H(+400.05,-215.9)坐标2:S1=-3.461,S2=-3.15A(+400.05,215.9),B(+149.225,400.05)I(+173.544,159.86),J(0,216.81)O(+54.722,90.668), S(0,28.595)T(0,-28.289),R(+55.153,-89.98)M(0,-215.934), N(+173.524,-159.941)G(+149.225,-400.05),H(+400.05,-215.9)图2中坐标1为侧偏心在0位,轧线和压下均为最大开口,As-u辊在中位,辊径为公称直径时辊系的相对位置关系;坐标2为侧偏心在0位,轧线和压下均为最小开口,As-u辊在中位,辊径为公称直径时辊系的相对位置关系。
森吉米尔二十辊轧机
University of Science and Technology Beijing
8
轧机调整机构 辊形调整机构
B:轴向调整机构 :
轴向辊形调整机构示意图。 轴向辊形调整机构示意图。
轴向辊形调整机构的基本原理是:在上下两对第一中间辊上,在 轴向辊形调整机构的基本原理是:在上下两对第一中间辊上, 相反的两端将轧辊加工成锥形, 相反的两端将轧辊加工成锥形,以其相向或相反的轴向移动来调 整重合的平行部分(即有效平面量 的长度, 即有效平面量)的长度 整重合的平行部分 即有效平面量 的长度,这样就可以调节带材边 部的形状。 部的形状。
压下调整机构
A:压下机构 :
压下机构示意图
2010-11-9
齿条移动量与压下量的关系曲线
5
University of Science and Technology Beijing
轧机调整机构
B:轧制线标高调整机构 :
轧制线的标高必须与前后导向辊标高相同
轧制线标高调整机构
2010-11-9
University of Science and Technology Beijing
•
2010-11-9
University of Science and Technology Beijing
3
森吉米尔轧机的结构
二十辊森吉米尔轧机辊系是按1-2-3-4呈塔形布置,上下对称设置在机架 呈塔形布置, 二十辊森吉米尔轧机辊系是按 呈塔形布置 个梅花孔内。 的8个梅花孔内。上下两个工作辊分别靠在两个第一中间辊上;上下两对 个梅花孔内 上下两个工作辊分别靠在两个第一中间辊上; 第一中间辊又支撑在3个第二中间辊上 个第二中间辊上; 第一中间辊又支撑在 个第二中间辊上;而6个第二中间辊则支撑在外层固 个第二中间辊则支撑在外层固 定于梅花孔里的8个支撑辊组上 个支撑辊组上。 定于梅花孔里的 个支撑辊组上。
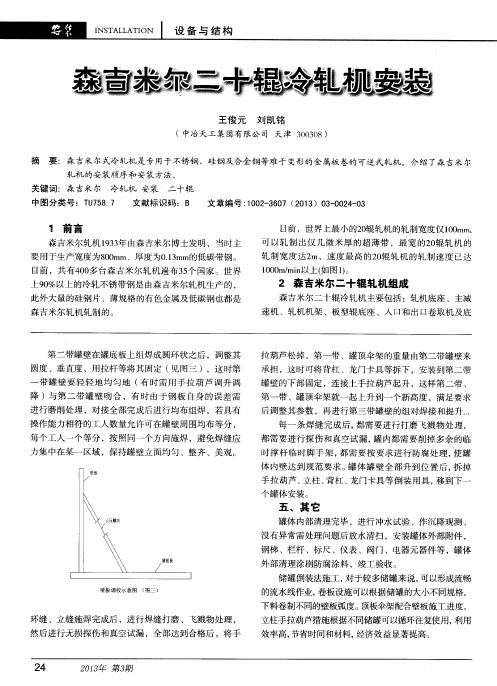
森吉米尔二十辊冷轧机安装
二十辊
文章编号 : 1 0 0 2 - 3 6 0 7( 2 0 1 3 )0 3 — 0 0 2 4 — 0 3 目前 ,世界上最小的2 0 辊轧机 的轧制宽度仅 1 l  ̄m m ,
文献标识码 :B
1 前 言
森吉米尔 轧机 1 9 3 3 年 由森吉米尔博士发 明,当时主 要用于生产宽度为8 0 0 m m、厚度为0 . | 3 a r m的低碳带钢 。 目前 ,共有4 0 0 多 台森 吉米尔轧 机遍布3 5 个 国家 。世界 上9 0 %以上的冷轧不锈 带钢是 由森吉米尔 轧机生产 的 , 此外大量 的硅钢 片 、薄规格 的有色金属及低碳钢也都是 森吉米尔轧机 轧制的。
每一条 焊缝完 成后 , 都需 要进行打磨 飞溅 物处 理 ,
每个 工人一个等分 ,按照 同一个方 向施焊 ,避免 焊缝应
力集 中在某一 区域 ,保持罐壁立面均匀 、整齐 、美观。
都 需要进行探 伤和真空试漏 , 罐 内都需 要削掉 多余 的临 时撑 杆临 时脚 手 架 , 都需要 按要求进 行 防腐 处理 , 使罐
第 二带罐壁在罐底板上组焊成 圆环状 之后 ,调整其 圆度 、垂直度 ,用拉杆等将其 固定 ( 见 罔三 ),这时第
一
拉葫芦松掉 ,第一带 、罐顶伞架 的重量 由第二带罐壁来 承担 ,这时可将背杠 、龙 门卡具等拆下 ,安装到第二带 罐壁 的下部固定 ,连接上手拉葫芦起升 ,这样第二带 、 第 一带 、罐顶伞架就一起上升到一个新高度 ,满足要求
带 罐壁 要轻 轻地 均匀 地 ( 有时需 用 手拉 葫芦 调升 调
降 )与第 二带 罐壁 吻合 ,有 时 由于钢 板 自身 的误差需
森吉米尔二十辊轧机-换辊小车

森吉米尔二十辊轧机换辊小车
前言
本文所介绍的换辊小车是森吉米尔二十辊轧机更换工作辊和第一中间辊所设计的。
森吉米尔轧机
目录
1. 二十辊森吉米尔轧机简介
2. 换辊小车的功能介绍
3.换辊小车的控制系统
3.1 辊小车的液压控制系统
3.2 辊小车的电气控制系统
4.换辊小车的结构设计
4.1行走机构的设计
4.2升降机构的设计
4.3辊台的结构设计
5.换辊小车的安装说明
6.换辊小车的使用维护说明
1. 二十辊森吉米尔轧机简介
1932年,波兰工程师森吉米尔发明了轧机机架为整体式结构的多辊冷轧机,1945年制造出第一台二十辊轧机。
森吉米尔轧机机架为一整体铸件,采用特殊铸钢或铸铁制造,如下图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
20辊轧机之父——森吉米尔的一生20辊轧机之父——泰德伍兹. 森吉米尔的一生 科学技术是没有国界的,科学技术推动了人类历史的进步 纪念20辊轧机的发明人——泰德伍兹.森吉米尔。
一个出生在波兰、曾经在中国生活了11年、最终定居在美国的钢铁巨人的故事。
泰德伍兹.森吉米尔(Tadeusz Sendzimir)于1894年7月15日出生于波兰勒武市。
在他大学生涯的最后一年,由于接近俄国和德国的势力范围,而这两个国家在一战期间都试图征服对方,他被迫逃离祖国。
和他的很多同胞不同的是,森吉米尔往东逃到了中国。
这次旅程耗时三年,沿着与之前所有圆睁着眼的侵略者、商人和冒险家相同的路——从长江宽阔的褐色江口逆流而上12英里,他到达了上海。
当森吉米尔的船靠岸时,有几个欧洲人在码头。
其中一个男人走近问森吉米尔是否需要住的地方,他可以给森吉米尔提供他公寓里的一个房间,森吉米尔同意了。
于是他们离开码头,穿过苏州河,来到了俄国移民聚集的街区。
在聊着他逃离的地方时,森吉米尔满怀敬畏地观察着这个他刚刚踏入的世界。
赤膊的苦力或拉或推着独轮车,车上的家具、木箱、关在竹笼里的鸡、轮船衣箱和一捆捆铁丝堆得高高的。
他们喊着口号来保持步伐并警戒路上的行人。
森吉米尔立即被中国的独轮车迷住了。
“当时我问自己:独轮车已经经过了几个世纪的发展,如果改进它,我能做什么?当然没有:你无法再改进它了。
”森吉米尔在东方汽车房找到了一份工作,这是一家美资的汽车修理店。
但是他们不是需要他修车,而是需要他给数百名中国人培训如何驾驶T型车。
大约20万中国人在一战期间被送往欧洲和中东,这也是中国对战争的贡献。
这些司机在东方汽车房训练好以后就送往法国清理战场。
对于一个工程师来说,这几乎不算工作,但森吉米尔却热情地投入到这个任务中。
他发现别的老师一次只教一个学生。
“我不喜欢那样,”他回忆。
“那样太慢了。
我对自己说,别在意别人所做的。
我要合理地做,用我的方式。
”他让几名学员坐在车里,他自己坐在车轮后面,一边驾驶着车围绕场地后退、前进,一边解释怎样操纵和倒转两个车轮。
然后,他让学员们一个接一个地驾车在小场地里前进、后退和转圈。
第二天,他们驾车去外面的街道。
四天内,森吉米尔已经训练出一打司机了。
大约在五月中,森吉米尔遇到一个定居在青岛的荷兰人,他想在那儿开一间汽车房。
他邀请森吉米尔立刻去着手管理汽车房。
于是森吉米尔开始了他的第二段旅程。
1918年5月的青岛是一个海滨胜地和海运区,有着干净的、沿途有树的街道和新建的、红瓦和绿瓦为屋顶的建筑,就像一幅画和小心翼翼的学生在他的阁楼里建的火柴村。
森吉米尔在离开的日子里畅游黄海,拜访他的朋友,花几个小时在海滩或在通向城外的路上散步。
他相当满足,因为他收入不菲。
但是他没接受过挑战。
在散步时,他让自己的思绪在汽车房不能考验他的智力的物理、化学和工程问题上打转。
到了仲夏,森吉米尔收到了一封从上海来的信。
嘉司特詹姆斯基,上海俄亚银行的副总裁得知了有一个家伙有开工厂的主意。
森吉米尔能在他下次去上海的时候拜访他们吗? 在嘉司特詹姆斯基的办公室,森吉米尔遇见了一个正要离去的俄国商人海曼,这个人多年前曾来中国淘金。
海曼解释说他的很多投机都是给中国东部铁路提供零件。
铁路需要数不清的螺钉和螺母,这些海曼可以从欧洲采购来。
他想在中国制造会更便宜。
这将会是中国第一个机器制造螺母的工厂,森吉米尔就是这个执行的人,银行提供资金。
森吉米尔将启动和经营工厂,工厂就命名为“森吉米尔机械厂”。
森吉米尔既不了解螺钉和螺母,也不了解远东的贸易和亚热带气候下的生产条件。
他确定的是他能够计算出来,而且他厌倦了经营汽车房,他喜欢“森吉米尔机械厂”这个称呼。
“我从没见过螺钉厂,”他说,在描述他如何启动工厂时,“但是我能想象如何生产螺钉。
”在1918年9月,战争在欧洲仍在继续,买不到梯形螺栓锻造机。
森吉米尔跑遍了上海的机械厂买了所有的样品锻压机,用来冲压铁皮。
他雇用了绘图员和装配工,让他们重画并改变这些锻压机直到生产出螺钉。
森吉米尔在集水街买了三栋房子作为厂房。
在很短的时间内,厂房清理干净了,设备重新装配了,办公室也搬到了顶楼。
还有两台机器要启动的时候,他说,“我们马上就开工了。
”森吉米尔机械厂在中国开始生产了。
由比利时或荷兰进口的400磅的铁丝捆堆在厂房外的小路上,铁锈耀眼的橙色在阳光下闪烁。
起重机从顶部提走一捆,工人将铁丝的头部送进除鳞机,这台机器用来松动和剥除铁锈层。
重捆的铁丝,恢复到深灰色,然后继续清洁。
铁丝将送进酸洗池,在充满酸味的沸腾的盐酸溶液中煮上2~3分钟,取出纯净的铁丝,冲洗掉酸液。
下一步,将铁丝浸入淡石灰水中。
一旦干了,白色的金属丝被放到肥皂粉的盒子里面。
石灰和肥皂粉会在表面形成一层坚韧的光滑的表面,使得金属丝可以平滑的通过拔丝机。
被减径的铁丝变的更加坚韧,当通过碳化钨拉模时,它的晶粒被拉长和强化。
用来做钉子的金属丝需要比螺钉更小的直径和更高的强度。
准备做螺钉头的时候,通过一系列的击打金属丝的头部,形成特殊的螺钉头部。
然后后面的金属丝被稍微的拉长,并砍掉多余部分。
然后把螺钉放入篮子里面。
重复以上动作,直到机器消耗完整捆的金属丝。
最后一个机器切制螺纹,这个过程是森吉米尔通过学习其他机器自行设计的。
一个接一个,每个螺钉被加热,然后被放到夹具。
再被切出螺纹,再松开。
螺钉被简单的嵌入锯末,然后苦力搬运做好的螺钉到仓库,并把它们装入印有“森吉米尔机械厂”的袋子里面。
该工厂后来用同样的方法(用相似但更简单的机器)生产钉子,然后按桶卖。
法国较早的电镀生产线表明电镀带通过椽来晾干。
今天,现代化的连续式表面涂层设备应用全自动系统可以对几千米的金属进行涂层工作。
重新设计的机器虽然很原始,但是,在那时依然比中国国内的任何一台机器要好。
森吉米尔的创新没有改变螺钉的制作方式;他只是简单的通过确定性和灵活性来机械化的生产,在一些地方,现代的方法还没有产生。
工厂的地面是热气腾腾的,黑暗的——很低的天花板和很小的窗户密封着热气并且阳光照不进来。
风扇疲惫的去处闷热。
二十个穿着蓝色体裇衫和短裤的工人操作着吵闹的机器。
同样数目的工人在涂层线上工作,他们有的推着车,有的用力拉,有的装螺钉,有的提起桶,有的洗着桶。
生产线通过单驱动杆滑轮一直延长到仓库(天花板太低,所以不能负载太多)。
沿着楼梯往上,进入森吉米尔的办公室,稍微减小的机器噪声被呼喊和运河上舢板的咔嗒声代替了。
木制的地板上到处都是桌子,那里两个或三个中国的绘图员展开他们的图纸。
森吉米尔非常关心为他工作的工人,他说:“中国人是非常优秀的工人。
他们非常努力的工作,并且尽力做好工作。
他们很快适应新事物,并且互相之间合作的非常好。
”当森吉米尔于1929年离开上海的时候,他的工人都到码头为他送行。
六十年后,一个老中国人告诉他:“你是我见过的最好的老板”。
作为一个商人,森吉米尔拥有属于自己的东西。
他有一个很小的印刷好的目录,里面有他的物品,还有在上海和其他远一些的五金销售商的目录。
他带着他的秘书去拜访一些五金商店并定购一些零件,他的中国经营者偶尔到森吉米尔那里跟他说,因为他在城镇里面是一个拥有解决问题声誉的人。
他经常和铁屑经销商商量建立一个新的工厂。
森吉米尔第一次用长而窄的砖建了一个拥有斜的屋顶的厂房。
这是他所有能够做到的。
但是,他还需要更多的地方。
他树立起一个巨大的竹棚,一个典型的中国临时建筑,用席盖在粗的竹子上。
一个星期,商店拆除了,手推车苦力拖着一吨半的机器罕见的通过三公里的街道到新地点,然后工厂又开始生产了。
在新的地方,森吉米尔开始制造钉子,使用同样的拔丝机只是稍微的改变了螺丝刀具。
他发现比利时的工厂只能生产废丝外的钉子,并且用好的金属丝镀锌。
因此,他也开始生产金属丝,他还提出了一个热的、发臭的、耗时的金属丝镀锌的工艺过程。
这个变化是一个很小的改进,得到了很大的利益的变化,成了一个重要的里程碑。
因为,不久森吉米尔发现它不像已经存在的其他镀锌工艺。
这个变化可以更好的保护金属不被氧化。
森吉米尔的多辊轧机彻底的改变了世界的带钢冷轧。
它的基础就是:小的工作辊和块状的刚性的机体,并且从来没有被超越过。
泰德伍兹.森吉米尔的历史1894年出生于波兰Lwow1918年到中国上海1929年到美国1931年获得连续镀锌方法的专利,该专利还是今天镀锌的基础1932年获得了使用小工作辊和刚性机体冷轧带钢的专利。
第一台Z-High 轧机在波兰用于轧制低碳带钢1936年第一台镀锌线在美国宾西法尼亚诞生1939年第一台Z型轧机在美国安装.1949年获得美国锌协会颁发的镀锌基础成就奖 1950年获得第27个专利,涨缩卷筒式卷取机单边支撑1956年第一台Z型轧机在日本安装1965年获得了英国钢铁工业协会颁发的贝西默金奖1972年获得波兰十字勋章1974年获得瑞典斯德哥尔摩皇家科学技术院金奖1973年获得第60个专利:零凸度机架。
获得波兰克拉科夫采矿冶金院的荣誉博士 1975年获得第64个专利:动态U型辊控制辊缝1978年获得第67个专利:关于Z-high 轧机1979年第一台Z-high 轧机在美国安装。
1980年获得奥地利采矿院荣誉博士1983年获得波兰共和国的骑士勋章1984年获得第80个专利:辊式挤锌装置1986年获得美国钢铁工业协会颁发的钢铁工业成就奖1989年在佛罗里达逝世,享年95岁1990年波兰最大的钢铁厂改名为忽塔泰德森吉米尔1991年获得第90个专利:森吉米尔张力计1994年获得第93个专利:偏心调节装置。