SPC全套(内含X-R控制图)超好用
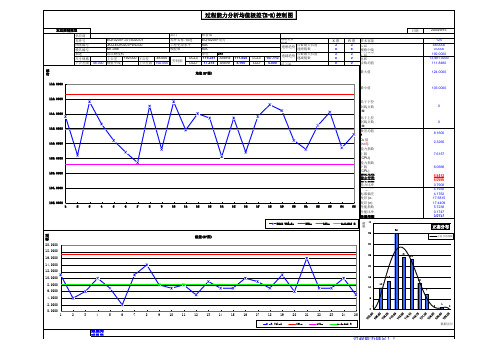
SPC模版之X-R管制图暨直方图分析

= =
- 3σ
PPK= PP = Ca = CPK= CP = Grade =
原因追查:
P1/2
制程能力分析
#VALUE!
#VALUE!
#VALUE!
#VALUE!
#VALUE!
#VALUE!
#VALUE!
#VALUE!
#VALUE!
#VALUE!
其它
140
制 程 能 力 分 析 (Capabilities)
总组数
7
抽样方法 检测日期
合 计
期 号
X1 X2 X3 X4 X5 X6 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
全套SPC控制图制作-EXCEL版

备注及 原因跟踪:
7月1日
合 计
0.00
测量值的判定条件 > < USL LSL 蓝色 红色
平
均
0.00
預估不良率 (PPM)
#VALUE!
製程能力分析
0.00
平
X=
均
0.00
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
R=
預估不良率 (PPM)
X
0.60 0.40 0.20 0.00 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
单值和移动全距(X-MR)控制图
产品件号 产品名称 控制项目 测量单位
日期/ 时间
规 格
上限 USL 中心限CL 下限 LSL 1 2 3 4 5 6 7 8
标
准
群組数大小
控
制 X
上限 UCL 总組数 中心限CL 下限 LCL 9 10 11 12 13 14 15
图 MR 图 0.00 0.00 0.00
16 17 18
制 部
造 门
机 组 测 量 者
19 20 21 22
控制图编号: 样品容 量/频 率 日 期
23 24 25
抽样方法
7月1日
合 计 ΣX= ΣR= 测量值的判定条件 > < USL LSL 蓝色 红色
批
样 本 测 定 值
号
N=
SPC X-R图 讲义
a
9
持续改进及统计过程控制概述
B 变差的普通及特殊原因
特殊原因:是指造成不是始终作用于过程的变差的原因,即当它们 出现时将造成(整个)过程的分布改变。只用特殊原因 被查出且采取措施,否则它们将继续不可预测的影响过程 的输出。 (通常也叫可查明原因)
目标值线
预测
时间
范围 如果存在变差的特殊原因,随着时间的推移,过程的输出不稳定。
A 制程控制系统 B 变差的普通及特殊原因 C 局部措施和对系统采取措施 D 过程控制和过程能力 E 过程改进循环及过程控制 F 控制图
a
2
SPC 产生
工业革命以后, 随着生产力的进一步发展,大规模生 产的形成,如何控制大批量产品质量成为一个突出问题, 单纯依靠事后检验的质量控制方法已不能适应当时经济 发展的要求,必须改进质量管理方式。于是,英、美等 国开始着手研究用统计方法代替事后检验的质量控制方 法。
a
10
持续改进及统计过程控制概述
C 局部措施和对系统采取措施
•局部措施 •通常用来消除变差的特殊原因 •通常由与过程直接相关的人员实施 •通常可纠正大约15%的过程问题
•对系统采取措施 •通常用来消除变差的普通原因 •几乎总是要求管理措施,以便纠正 •大约可纠正85%的过程问题
a
11
持续改进及统计过程控制概述
3、分析及改进 确定普通原因变差的大小并采取减小它的措施
重复这三个阶段从而不断改进过程
a
14
管制图的类型
a
15
管制图的选择方法
确定要制定控制 图的特性
是计量型数 据吗?
是
性质上是否是均匀或 不能按子组取样—例 如:化学槽液、批量 油漆等?
SPC计量型控制图(样本为5)
过程能力分析均值极差(X-R)控制图日期供应商过程信息栏统计特性描述数据值零件号数据重要趋势X 图R 图样本容量125图纸编号33工程规范下限48.0000模具编号88规格中线0.0000描述单位HRC53工程规范上限192.0000尺寸规格上公差192.000下公差48.000UCLx 116.581AVERx 111.848LCLx 107.11589总和13,981.0000下公差限48.000规格中线上公差限192.000UCLr 17.218AVERr8.160LCLr0.000超出控制线点数读数均值111.8480最大值124.0000最小值103.0000低于下控制线点数(X)0高于上控制线点数(X)0极差均值R 8.1600D 2 值(n=5) 2.3260能力指数上限(CPU)7.6157能力指数下限(CPL) 6.0666稳定过程能力指数 6.8412稳定过程能力指数 6.0666能力比率0.7908标准偏差(n-1) 4.1930标准偏差 4.1762变异 (n-17.5815变异 (n)17.4409性能指数 5.7238性能比率0.1747性能指数 5.0757控制图表现:数据无明显异控制限EQ1020TF-3773020-01JKQ-EQ1020TFWD-00MT-098洛氏硬度机工程更改水平过程能力特足!!双边控制限型零件信息部门零件名称/描述2004/9/15供方信息尺寸信息模具信息过程能力分析:模腔数质管部EQ1020TF 尾灯N/A N/A 递增趋势递减趋势点数最大长度递增链数点数最大长度递减链数102.0000104.0000106.0000108.0000110.0000112.0000114.0000116.0000118.000012345678910111213141516171819202122232425均值均值(X-图)Data Values UCLx LCLx Average X0.00002.00004.00006.00008.000010.000012.000014.000016.000018.000020.000012345678910111213141516171819202122232425极差极差(R-图)R ValueUCLrLCLrAverage R010133524231271510152025303540频数数据区间正态分布正态分布曲线。
spc(xbar-r,xbar-s,中位数极差3合一控制图)

14 21
1.08 1.31 1.12 1.18 1.15 1.17 0.98 1.05 1.00 1.26 1.14 0.33 1.11 0.35 1.60 0.80 1.22 1.01 0.62 0.08 0.11
15 22
1.08 1.26 1.13 0.94 1.30 1.15 1.07 1.02 1.22 1.18 1.14 0.36 1.11 0.35 1.60 0.80 1.22 1.01 0.62 0.08 0.11
4 11
1.08 1.12 1.11 1.28 1.00 0.95 1.15 1.14 1.28 1.31 1.13 0.36 1.11 0.35 1.60 0.80 1.22 1.01 0.62 0.08 0.11
5 12
0.98 1.30 1.31 1.12 1.08 1.10 1.15 1.35 1.12 1.26 1.14 0.37 1.11 0.35 1.60 0.80 1.22 1.01 0.62 0.08 0.11
子组容量 D4 C4
3.27 2.57 2.28 2.11 2.00 1.92 1.86 1.82 1.78 0.80 0.89 0.92 0.94 0.95 0.96 0.97 0.97 0.97
B4
3.27 2.57 2.27 2.09 1.97 1.88 1.82 1.76 1.72
B3
0.00 0.00 0.00 0.00 0.03 0.12 0.19 0.24 0.28
2 9
1.01 1.10 1.15 0.97 1.25 1.12 1.10 0.90 1.04 1.08 1.09 0.35 1.11 0.35 1.60 0.80 1.22 1.01 0.62 0.08 0.11
全套SPC控制图制作_EXCEL版

日期
2月21日
合 计
6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
ΣX=
样
ΣR=
本
测
测量值的判定条件
定 值
> US<L LSL
N=
ΣX X MR
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA #VA LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE LUE
单值和移动全距(X-MR)控制图
控
制
产品件号 产品名称
规 格 标 准 群組数大小 控 制 X
上限 USL
上限 UCL
图 MR 图 制 造 0.00 部 门
样品容 量/频
率
控制项目
中心限CL
总組数 中心限CL
0.00 机 组抽样方法ຫໍສະໝຸດ 测量单位日期 批/
时间 号
1
2
3
4
5
下限 LSL
下限 LCL
0.00
测量 者
0.00
1
2
3
4
5
SPC讲座一(X-R管制图)

91 90.4 91.4 91.6 91.2 91.2 90.4 90.8 92.4 90.8 91.2 90.6 90.6 89.6 91.2 90.8
7
5
4
7
4
8
5
7
5
6
4
5
7
4
5
4
93
93 93
89
89
89 89
93
90
91 93
90
87
88 92
89
91
90 89
91
450 451 456 452
用途
代表
• 用作樣本數平均值轉變的製圖 • 全距和標準差控制圖是控制數據的
散佈程度 • 用作個別樣據轉變的製圖 • 全距控制圖是控制數據的散佈程度
•用作每一樣本組不良品比率的製圖 •樣本數可以改變 • 用作每一樣本組不良品數目的製圖 • 樣本數是固定的
• 用作缺點數目的製圖,而每次查驗 的面積是相同的
89
90
87
91
93
93
88
93
90
86
93
95
92
95
94
87
92
93
90
92
89
89
94
90
93
93
89
92
88
89
93
93
93
89
93
89
93
92
93
88
92
93
91
87
89
88
89
93
89
93
89
88
88
89
SPC教材(X-R管制图)

例题:用X-R管制图来控制AGP GAP,尺寸单位为mm,请 利用下列数据资料,计算其管制界限并绘图.
制品名称:AGP 品质特性:GAP 测定单位:mm 制造场所:A线
GROUP X1 X2 X3 X4 X5 X R Min Max 1 2 3 4 5 6 7 8 9 10 11
机器号码:RK006 操 作 者:55230 测 定 者:58664 抽样期间:03/10/99~03/12/99
管制图的种类(性质分类)
2.计数值管制图(Control Charts For Attributes) a.不良率管制图 ( P Chart ) b.不良数管制图 ( Pn Chart or d Chart ) c.缺点数管制图 ( C Chart ) d.单位缺点数管制图 ( U Chart )
7.将所求出之各X值及R值点入管制图上并将相邻两点用 直线连接 8.制程状态检讨 9.记入其它注意事项
AGP CONN. GAP CONTROL CHART
0.80
0.70
X-管制图
0.60
0.50
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
(g) 5点中有4点在B区或B区以外者
(h) 有8点在中心线之两侧,但C区并无点子者
(i) 连续14点交互著一升一降者
(j) 连续15点在中心线上下两侧之C区者
(k) 有1点在A区以外者
�
中心线 ( CLx ) = X = 0.66 管制上限 ( UCLx ) = X+A2R = 0.66+0.577 ╳ 0.08 = 0.70 管制下限 ( LCLx ) = X-A2R = 0.66-0.577 ╳ 0.08 = 0.61
现场SPC X-R控制图

数据重要趋势 点数最大长度 递增趋势 递 增 链 数 点数最大长度 递减趋势 19.093 递 减 链 数 0.000 超出控制线点数
X图 4 8 6 7 3
均值(X-图)
19.17 19.14 19.11 19.08 19.05 19.02 18.99 18.96 18.93
1 2 3
均值
Data Values UCLx LCLx Average X
11 5
14 3
1
0
0
4
5
6
7
8
9
10
11
12
13 极差值
14
15
16
17
18
19
20
21
22
23
24
25
正态分布曲线
数据区间
控制图表现: 过程能力分析:
注意!控制图中有点子出界,或出现7点链条情况!!!
过程能力充足! 11-19
2
19.1 19.11 19.12 19.12 19.12 19.114 0.020
4
5
6
7
8
9
10
11
12
13 数据点
14
15
16
17
18
19
20
21
22
23
24
25
极差(R-图)
频数
60
正态分布
0.240 0.200 0.160
极差
50 40 30 20 11 10 0 0 26
49
0.120 0.080 0.040 0.000
1 2 3
R Value UCLr LCLr Average R
浅析SPC中X图和R图的作用
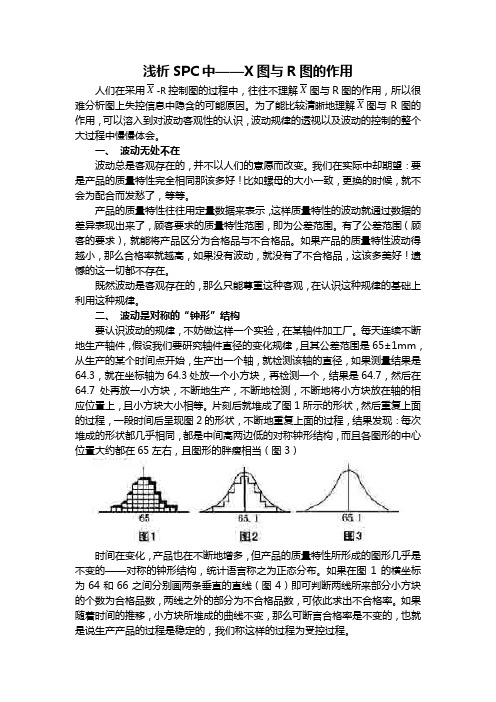
浅析SPC中——X图与R图的作用人们在采用X-R控制图的过程中,往往不理解X图与R图的作用,所以很难分析图上失控信息中隐含的可能原因。
为了能比较清晰地理解X图与R图的作用,可以溶入到对波动客观性的认识,波动规律的透视以及波动的控制的整个大过程中慢慢体会。
一、波动无处不在波动总是客观存在的,并不以人们的意愿而改变。
我们在实际中却期望:要是产品的质量特性完全相同那该多好!比如螺母的大小一致,更换的时候,就不会为配合而发愁了,等等。
产品的质量特性往往用定量数据来表示,这样质量特性的波动就通过数据的差异表现出来了,顾客要求的质量特性范围,即为公差范围。
有了公差范围(顾客的要求),就能将产品区分为合格品与不合格品。
如果产品的质量特性波动得越小,那么合格率就越高,如果没有波动,就没有了不合格品,这该多美好!遗憾的这一切都不存在。
既然波动是客观存在的,那么只能尊重这种客观,在认识这种规律的基础上利用这种规律。
二、波动是对称的“钟形”结构要认识波动的规律,不妨做这样一个实验,在某轴件加工厂。
每天连续不断地生产轴件,假设我们要研究轴件直径的变化规律,且其公差范围是65±1mm,从生产的某个时间点开始,生产出一个轴,就检测该轴的直径,如果测量结果是64.3,就在坐标轴为64.3处放一个小方块,再检测一个,结果是64.7,然后在64.7处再放一小方块,不断地生产,不断地检测,不断地将小方块放在轴的相应位置上,且小方块大小相等。
片刻后就堆成了图1所示的形状,然后重复上面的过程,一段时间后呈现图2的形状,不断地重复上面的过程,结果发现:每次堆成的形状都几乎相同,都是中间高两边低的对称钟形结构,而且各图形的中心位置大约都在65左右,且图形的胖瘦相当(图3)时间在变化,产品也在不断地增多,但产品的质量特性所形成的图形几乎是不变的——对称的钟形结构,统计语言称之为正态分布。
如果在图1的横坐标为64和66之间分别画两条垂直的直线(图4)即可判断两线所来部分小方块的个数为合格品数,两线之外的部分为不合格品数,可依此求出不合格率。
SPC-XBAR-R图
X UCL
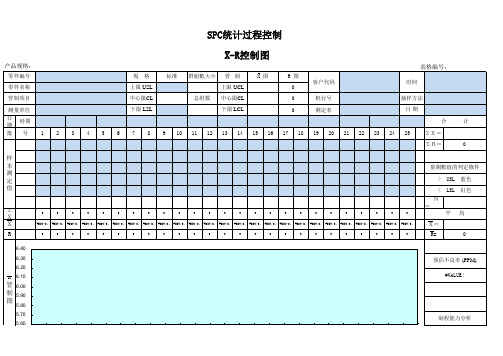
SPC统计过程控制
X-R控制图
产品规格: 零件编号 零件名称
規格 上限 USL
标准
群組數大小 管 制 上限 UCL
X图
R图 0
客户代码
表格编号: 时间
管制项目
中心限CL
总组数 中心限CL
0
机台号
抽样方法
测量单位
下限 LSL
下限 LCL
0
测定者
日期
CL
LCL
0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 00
标准
群組數大小 管 制 上限 UCL
总组数 中心限CL
X图
R图 0 0
客户代码 机台号
表格编号: 时间 抽样方法
测量单位 5.60
下限 LSL
下限 LCL
0
测定者
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
日期
Std.Dev.=
X=
R
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
R=
0
6.40
6.30
X 6.20
x 6.10 管 6.00 制 5.90 图
5.80
5.70
5.60
预估不良率 (PPM) #VALUE!
制程能力分析
SPC统计过程控制