玻璃啤酒瓶的质量标准
《玻璃容器 白酒瓶》国家标准

《玻璃容器白酒瓶》国家标准编制说明(报批稿)标准编制小组二〇〇九年五月《玻璃容器白酒瓶》国家标准编制说明(报批稿)1.任务来源根据国家标准化管理委员会《关于下达2007年第四批国家标准制修订计划的通知》(国标委综合[2007] 85号文件)要求,由重庆市计量质量检测研究院负责起草《白酒玻璃瓶》标准。
本标准计划编号为20071442-T-469,本标准由重庆市质量技术监督局提出,国家标准委农业食品部归口管理。
2 制订背景在我国,白酒是人们生活中不可缺少的大众饮品。
白酒工业是食品工业的重要组成部分,是国家及地方的一项重要财政收入之一。
近年来,白酒工业的产量、产值、税收、销售收入、企业数量、基建投入等都持续增长。
据不完全统计,全国每年的白酒产量都高达500万吨。
包装在白酒生产和销售环节中是必不可少的一个因素,其所发挥的作用日益明显。
在白酒包装容器中,相比其他材料如陶瓶、瓷瓶、木制瓶等,玻璃瓶以其得天独厚的优势,始终占据主流。
同时,随着人们生活水平的不断提高,消费者对酒类及其包装的要求也越来越高,传统的普通酒瓶已远远满足不了市场需求。
相关资料显示,从1990代初开始,各大名酒企业为提高竞争力就已经开始不断改进包装。
从近年的市场发展来看,酒瓶包装已经变得五花八门,其样式、材质更日趋多样化。
目前,我国仅有的白酒玻璃瓶标准是QB/T 3562-1999《500mL 冠形瓶口玻璃瓶》(ZBY22007-1987),该标准已实施多年,且适用范围仅局限于500mL冠形瓶口产品,已不能满足实际生产和使用的需要。
该领域需要一份具有广泛适应性的白酒玻璃瓶生产和使用的国家标准。
为此,我们制定了本标准。
3 工作简况按照国家标准制修订计划,《白酒玻璃瓶》由重庆市计量质量检测研究院负责起草,为了保证标准制定的科学性、合理性,重庆市计量质量检测研究院吸收大型生产企业和使用企业共同参与标准的制订工作,并组成了以重庆市计量质量检测研究院技术人员为首,重庆昊晟玻璃股份有限公司、五粮液集团环球集团公司、重庆市硅酸盐研究所、诺贝斯玻璃(重庆)有限公司等单位多名专家参与的标准起草小组,拟定了标准制定的工作计划、进度和要求。
啤酒瓶的技术标准

啤酒瓶的技术标准主要包括以下几个方面:
1. 材质:根据我国相关标准规定,啤酒瓶的材质主要是玻璃。
玻璃材质具有透明度高、不易变形、不易磨损、易于清洁等特点,能够保证啤酒的品质。
2. 容量:啤酒瓶的容量通常为330ml、500ml、640ml等,也有部分小容量或大容量的瓶子。
容量的大小主要根据啤酒的类型和消费者的需求来选择。
3. 高度:啤酒瓶的高度一般在200mm-350mm之间,具体高度也会根据容量和设计风格有所不同。
4. 瓶颈:啤酒瓶的瓶颈部分较细,便于抓握和倒酒。
瓶颈的直径一般在22mm-35mm之间,具体尺寸也会根据瓶子的容量和形状有所不同。
5. 瓶底:啤酒瓶的瓶底通常较厚,可以增加瓶子的稳定性和抗压性。
瓶底的形状可以是圆形、椭圆形或方形等,具体形状主要根据生产厂家的设计和生产工艺来选择。
6. 印刷:啤酒瓶上通常会印刷有啤酒的品牌、容量、生产日期等信息。
印刷方式可以是丝网印刷、烫金印刷、UV喷印等,具体印刷方式主要根据设计要求和成本考虑来选择。
7. 安全性:根据我国相关标准规定,啤酒瓶需要经过严格的安全检测,包括耐压强度、抗冲击性能、热稳定性能等。
确保啤酒瓶在使用过程中不会出现破裂、爆炸等危险情况。
综上所述,啤酒瓶的技术标准主要包括材质、容量、高度、瓶颈、瓶底、印刷和安全性等方面。
根据不同品牌和类型的啤酒,可能会对这些技术标准进行相应的调整。
啤酒玻璃瓶回收及清洗标准(一)
啤酒玻璃瓶回收及清洗标准(一)
啤酒玻璃瓶回收及清洗标准
引言
•环境保护意识的提高,使得回收玻璃瓶成为一种常见的行为。
•啤酒玻璃瓶回收及清洗标准的制定,有助于保护环境和促进可持续发展。
回收标准
•回收干净、完整的玻璃瓶,杂质不超过5%。
•规范回收容量范围以避免瓶颈的堆积。
•请尽量不要将玻璃瓶与其他废弃物混合放置。
清洗标准
冲洗方式
•用清水冲洗瓶口、瓶身和瓶底。
•避免使用过多的洗涤剂,尽量采用环保洗涤剂。
注意事项
•清洗过程中避免瓶颈被损坏或者变形。
•清洗完毕后,将玻璃瓶置于通风干燥处。
总结
•遵守啤酒玻璃瓶回收及清洗标准,是我们每个人对环境负责的表现。
•回收干净、完整的玻璃瓶,有助于减少资源浪费和环境污染。
•清洗玻璃瓶时,采用正确的方法和环保洗涤剂,可以更好地保护环境。
以上是针对啤酒玻璃瓶回收及清洗标准的相关内容。
希望大家能够积极参与啤酒玻璃瓶的回收,并按照标准进行清洗,共同为环境保护贡献一份力量。
2024年玻璃酒瓶产品质量监督抽查实施细则
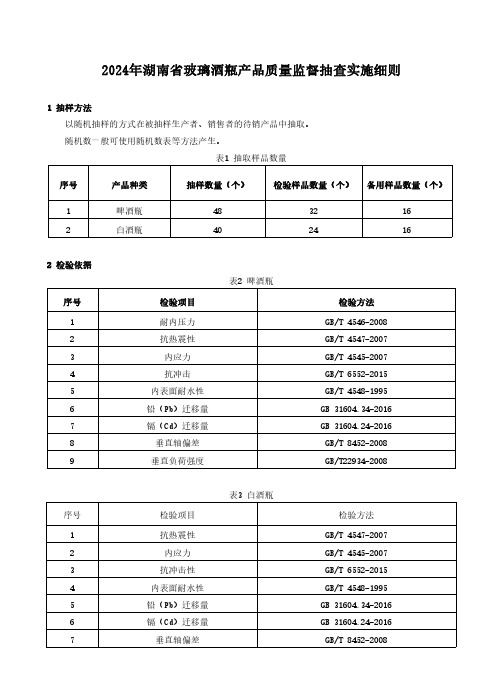
2024年湖南省玻璃酒瓶产品质量监督抽查实施细则1抽样方法以随机抽样的方式在被抽样生产者、销售者的待销产品中抽取。
随机数一般可使用随机数表等方法产生。
表1抽取样品数量序号产品种类抽样数量(个)检验样品数量(个)备用样品数量(个)1啤酒瓶4832162白酒瓶4024162检验依据表2啤酒瓶序号检验项目检验方法1耐内压力GB/T4546-20082抗热震性GB/T4547-20073内应力GB/T4545-20074抗冲击GB/T6552-20155内表面耐水性GB/T4548-19956铅(Pb)迁移量GB31604.34-20167镉(Cd)迁移量GB31604.24-20168垂直轴偏差GB/T8452-20089垂直负荷强度GB/T22934-2008表3白酒瓶序号检验项目检验方法1抗热震性GB/T4547-20072内应力GB/T4545-20073抗冲击性GB/T6552-20154内表面耐水性GB/T4548-19955铅(Pb)迁移量GB31604.34-20166镉(Cd)迁移量GB31604.24-20167垂直轴偏差GB/T8452-2008执行企业标准、团体标准、地方标准的产品,检验项目参照上述内容执行。
凡是注日期的文件,其随后所有的修改单(不包括勘误的内容)或修订版不适用于本细则。
凡是不注日期的文件,其最新版本适用于本细则。
3判定原则3.1依据标准GB4544-2020啤酒瓶GB4806.5-2016食品安全国家标准玻璃制品GB/T24694-2021玻璃容器白酒瓶质量要求现行有效的企业标准、团体标准、地方标准及产品明示质量要求3.2判定原则经检验,检验项目全部合格,判定为被抽查产品所检项目未发现不合格;检验项目中任一项或一项以上不合格,判定为被抽查产品不合格。
若被检产品明示的质量要求高于本细则中检验项目依据的标准要求时,应按被检产品明示的质量要求判定。
若被检产品明示的质量要求低于本细则中检验项目依据的强制性标准要求时,应按照强制性标准要求判定。
啤酒瓶产品质量监督抽查实施规范
经检验,样品的注2:铅、镉、锑溶出允许限量分别用3只瓶子做平行样;砷用1只瓶子粉碎做平行样。
实物质量检验
项目全部合格,判定该批产品实物质量合格。
如其中任一项或一项以上指标不符合检验依据规定(见本规范第4条),判定该批产品实物质量不合格,当存在A类项目不合格时,属于严重不合格;当产品仅有B类项目不合格时,属于一般不合格。
8.2 标识判定原则
所检啤酒瓶产品标识存在以下三种严重情况中任意一种或一种以上的,判定该批产品标识不合格,属于一般不合格;反之判定该批产品标识合格。
1、未在瓶底规定的范围内打有专用标志“B”;
2、未在瓶底规定的范围内标明生产企业的标记;
3、未在瓶底规定的范围内标明生产的年、季。
8.3 产品检验结果综合判定原则
经检验,所检验样品实物质量和标识全部合格时,综合判定该批产品合格。
反之,判定该批产品不合格,当产品存在A类项目不合格时,属于严重不合格;当产品仅有B类项目不合格,属于一般不合格。
9异议处理复检
9.1 核查不合格项目相关证据,能够以记录(纸质记录或电子记录或影像记录)、检验后缺陷特征样品、与不合格质量数据相关联的其它质量数据等检验证据证明。
9.2需对不合格项目进行复检时,可以在原样上检验的在原样上复检,不可以在原样上检验的采用备用样复检。
当复检结果仍不合格,维持原检验结果不变。
当复检结果合格,以复检结果为准。
10附则
本规范编写单位:国家包装产品质量监督检验中心(兰州)(王建萍)、:国家包装产品质量监督检验中心(济南)(王维山)、:国家包装产品质量监督检验中心(大连)(姜浩)。
本规范由国家质量监督检验检疫总局产品质量监督司管理。
我国食品用玻璃包装行业质量问题及对策

监督 检验 中心 ( 兰州 )每 年都 要接 到 数起 啤酒 瓶
爆 炸 伤 人 致 残 后 的 委 托 鉴 定 ,鉴 定检 验 结 果 表 明 ,事故 原 因基 本上 均为 啤酒 瓶抗 冲 击 、耐 内压 力性 能下 降后在 受外 力作 用 下爆炸 伤 人 。以2 0 05 年 为例 ,受 理 的啤酒 瓶爆 炸 伤人 质量 鉴 定检验 中 有 七起 造成 人 员眼部 严 重致 伤 。近几 年每 年都 有
缺 陷的啤酒瓶 经灌 装后流 入社 会 。
2 .回收瓶质 量失控 部分 食 品用玻 璃瓶 如 啤酒 瓶 、饮料 瓶 、奶 瓶
等 回收使 用有 利于 节 约资 源和 能源 ,降低 成本 ,
的 质量 保证 体 系 ,对关键 工序 的质 量控 制不 严 ,
产 品质量很 不稳 定 。 我 国 食 品 用 玻 璃 包 装 产 品 使 用 、包 装 、运 输 、仓 储 、 回收 的 各环 节 质量保 证 和控 制不 够 完
技术、管理 、员工素质等方面保持竞争优势和实
力 ,成 为稳 定和 提 升玻 璃 包装 产 品整 体 质量水 平
都是 年 产量 l万吨 以下 的 中小 型企业 。根据 对不 0 合 格啤酒 瓶 生产 企 业的 产量 以及 市场 占有率 等 因
素 的分 析 ,近 2 %的样 品批次 中存在 一 些 不合 格 0
数 起啤 酒瓶 爆炸 伤 人的 委托 鉴定 。由此 可见 ,回 收 啤酒瓶 质量 已严 重危及 人身安 全 。
一
耐 内压 力是啤酒瓶 质量的主要技术指标 ,这两项 指标直接涉及人身安全。
国家 质检 总 局连 续 1年 组织 国家 包 装产 品 质 2
百威哈尔滨啤酒玻瓶中文[1]
![百威哈尔滨啤酒玻瓶中文[1]](https://img.taocdn.com/s3/m/7d04ae5777232f60ddcca176.png)
1. Description Glass beer bottles suitable for use on high speed fillers and crowners. 1. 描述啤酒玻瓶适用于高速运行的灌酒机和压盖机. 2. Material Specification All new bottles should cause no odor, taste or discoloration of the product. Dimensions of the finish should be such that a satisfactory seal is obtained with an approved crown.Note: Any change in materials or design must be requested in writing and approved by Anheuser-Busch, Inc (ABI).2. 材料标准所有新瓶均应不会引起气味,品尝或产品失色. 瓶口尺寸应该是和已经批准的皇冠瓶盖密封配合良好.注:任何材料或设计改变均须书面提出并得到安海斯-布希公司批准(ABI )。
3. Government StandardsThe “National Standard of China for Beer Bottles” will become part of this specification wherever applicable.Minimum acceptable performance specifications will follow the higher of either the ABI specifications or the “National Standard of China for Beer Bottles”.The supplier should ensure in writing to the local brewery that all materials used meet local government regulations and standards.3.政府标准中国啤酒瓶标准在任何适用的方面都将成为本标准的一部分。
啤酒瓶不合格产品

2
3
台州市椒江蒙特; l镜厂 ?I J , E
上海华振眼镜 有限公 司
古赛
伦 敦雾
200 058
200 063
可见 光透射 比 标志
可见 光透射 比, 标志
4 5
嘉兴市莱神光学有 限公司 上海泰明贸易有限公 司
科 罗纳 (E U N ) KL O A 蓝色沸点
2 0 — 4 1 o 6 O - 4
主要不合 格项 目 耐 内压 力 抗冲 击 耐 内压力. 抗冲击 抗 》 击 中 抗 冲击 垂直轴偏差
抗 冲击
6
7
青岛广源发玻璃有 限公 司
十堰・ 阻融实业有 限公 司
( 图形商标 )
S B
60L Of f l
6 0L Om
S G H X ( 图形商标 )
J B J X
4OL 3r a 6 l 2f 0L f 50L 0f f l
5 0l 8f f L 4 OL 8r a
翠绿 棕 色 翠绿
翠绿 翠绿
2 0 — 5 1 0 6 0 - 9 20-40 060- 1 20—4 1 0 6 0 — 1
湖北省汉川宏达药用玻璃 有限公 司
商标 R L X G Y S S B
K S
规格 6OL 4r a 5 8L 1m 58L O m 5 0L Of f l
5OL 2 m
型号 翠绿 翠绿 翠绿 翠绿
棕色
生产 日期 2O一42 O6O—7 2 0 - 12 060-3 2 0 — 4 1 0 6 0 — 9 20-42 060-6
注 :①排名 不分先 后
②本 次共抽 查 6 2种产品
食品玻璃瓶国家标准
食品玻璃瓶国家标准
食品玻璃瓶是一种常见的包装容器,被广泛应用于食品、饮料等行业。
为了保
障消费者的健康和安全,我国对食品玻璃瓶的国家标准进行了严格规定,以确保其质量和安全性。
本文将对食品玻璃瓶国家标准进行详细介绍,以便相关企业和消费者更好地了解和遵守相关标准。
首先,食品玻璃瓶国家标准主要包括对原料、生产工艺、产品质量、包装和运
输等方面的要求。
在原料方面,国家标准规定了食品玻璃瓶所使用的玻璃材料应符合国家相关标准,不得使用劣质玻璃或含有有害物质的玻璃。
在生产工艺方面,国家标准要求生产企业必须按照相关标准进行生产,确保产品符合国家质量要求。
此外,对于产品的外观质量、尺寸精度、机械性能等方面也有详细的规定,以确保产品的质量稳定和可靠。
其次,食品玻璃瓶国家标准还对产品的包装和运输进行了规定。
在包装方面,
国家标准要求食品玻璃瓶必须使用符合食品安全要求的包装材料,并在包装上标明产品的生产日期、保质期等信息,以便消费者使用和识别。
在运输方面,国家标准要求运输企业必须采取适当的措施,确保产品在运输过程中不受损坏,以保证产品的质量和安全性。
最后,食品玻璃瓶国家标准的实施对于保障消费者的健康和安全具有重要意义。
企业应严格按照国家标准进行生产和管理,确保产品的质量和安全性。
消费者在购买和使用食品玻璃瓶产品时,也应注意产品的包装是否完好,是否有生产日期和保质期等信息,以确保产品的质量和安全。
总之,食品玻璃瓶国家标准的实施对于保障食品安全和消费者权益具有重要意义。
相关企业和消费者应加强对国家标准的学习和了解,共同维护食品玻璃瓶产品的质量和安全,推动食品玻璃瓶行业的健康发展。
GB 4924-2001啤酒
二fAl MOR7#A}MCQ *1i.75t20;fE,VR¥n1M r?9itgaE(4A}*M10.25R,JVAMO)K
4.2.2 浓色啤酒 、黑色啤酒 应符 合 表 2的规定 。
Gs 4 92 7- 2 00 1 表 2
5 分析方法
5.1 净含量负偏差、感官要求和理化指标按 GB/T 4928检验。 5.2 卫生指标按GB/T 5009.49检验。
GB 4 92 7- 20 01
6 检验规则
6. 1 批次 凡 同 原 料 、同 配方、同工艺生产的啤酒 ,经混合过滤 ,同一清酒罐、同一包装线 当天包装 出厂 (或人
GB 4927-2001
前 东习
本 标 准 4.1,4.4 ,7.1和 7.2是强制性条文 ,其余条文是推荐性的。 本 标 准 是对 GB/T 4927-1991《啤酒 》的修订。 本 标 准 与原标准 GB/T 4927--1 991的主要差异如下 : 1. 将 “术 语”改为“定义”,进一步完善了“熟啤酒“、“生啤酒”和“鲜啤酒”的定义。淡色啤酒 的色度下 限由 5.0 E BC改为 3E BC, 2. 取 消 了“分类”及“规格”。 3. 淡 色 啤酒的“透明度”改为“清亮透明,允许有微细悬浮物和沉淀物”;浊度指标加严 ,优级、一级、 二级分别不得超过 0.9 E BC,1.2 E BC,1.5 E BC, 4. 淡 色 啤酒的泡持性:瓶装酒优级、一级分别改为不小于 200s ,170s ,听装酒优级、一级分别改为 不小于 170s ,150s ;浓色、黑色啤酒泡持性同瓶装淡色啤酒;对桶装啤酒的泡持性暂不作要求。 5. 酒 精 度的计量单位由质量百分含量〔肠(m/m)〕改为体积百分含量[oo(V/V)],在过渡阶段 (3年 内)仍允许使用质量百分含量[Yo(m /m)I表示。 6. “原 麦 汁浓度”采用柏拉图度('P)表示。原麦汁浓度由生产企业 自定,但规定了允许的负偏差。 7. “总 酸 ”指标加严。大于、等于 14.1 0P,10.l 0P--14.0 0P和等于、小于 10.0 0P淡色啤酒的“总酸”分 别不得大于 3.5m L/100m L,2.6 m L/100m L和 2.2 m l./100m L;浓色、黑色啤酒的“总酸”不得大于 4.0 m L/100m L。 8. 增 加 了‘.二氧化碳 ”的上限。瓶 (听)装优级、一级“二氧化碳”均改为 :0.40oo(m/m)^-0.650o (m/ m) ,二级改为:0.350o(二/m)-0.6 50 0( m /m);桶装(鲜、生、熟)啤酒二氧化碳不得小于 0.2 50 o( m / m)。 9. 优 级 淡色啤酒“双乙酞”指标改为:不得大于 0.10 m g/L;对浓色、黑色啤酒则不作要求 。 10. 增 加 了部分特种啤酒 的技术要求 。 11. 强 调 了对包装容器的要求 ,特别是玻璃啤酒瓶 。 12. 检 验 规则 中,适 当加大了抽样量 ;增加 了“产品质量检验合格证明”的表述方式。 13. 标 志 内容中规定 了“警示语”要求 。 本 标 准 自实施之 日起 ,同时代替 GB/T 4927-1991。对于在本标准发布之 日至实施之 日期间所生 产的产品,其实施过渡期为 6个月。 本标 准 首 次发布于 1985年。第一次修订于 1991年.第二次修订于 2001年。 本 标 准 由中国轻工业联合会提出。 本标 准 由 全国食品发酵标准化中心归 口。 本标 准 起 草单位 :中国食 品发酵工业研究所、青 岛啤酒股份有限公司、北京燕京啤酒股份有限公司、 深圳金威啤酒有限公司。 本 标 准 主要起草人 :田栖静、张五九、李玉清、冯景章、韦开荣。
玻璃瓶检验标准
玻璃瓶检验标准1 目的为了规范公司产品用玻璃瓶验收标准,确保所采购此类包材符合公司需求,且有效避免不合格品流入本公司或下一道工序,特制定本检验标准。
2 范围本检验标准适用于公司产品用所有玻璃瓶的样品、进货、库存及在线检验。
本标准属通用标准,涉及具体工艺参数及内容详见单标、样板或图纸。
3 规范性引用文件3.1QB/T 1685 化妆品产品包装外观要求3.2GB/T 2792 压敏胶粘带180°剥离强度试验方法3.3 GB/T 2828.1 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划3.4GB/T 15172 运输包装件抽样检验3.5GB 4544 啤酒瓶4 要求4.1外观要求4.4具体技术要求见表2。
5.检验方法5.1外观将待检样品在自然光或40W白炽灯光下,距离样品300mm,以90º角光源、45º视角目测鉴定,并与签样进行比较。
表2:技术要求5.2图案偏移测量试样左右(或上下)任一对称部位的空白处宽度(精确度0.1mm),然后按下列公式计算出成品图案位置偏差:δ=(d1-d2)/2 5.3套印误差将试样放在5.1.2光源下,用精度为0.01mm的20倍计数放大镜分别测量试样主要部位和次要部位任二色间的套印误差各3点,分别取其最大值,作为该试样的主要部位和次要部位的套印误差。
5.4规格测试5.4.1 克重测试用感量为0.1g电子秤测量。
5.4.2 高度测试用高度尺进行测量。
5.4.3 配合间隙测试将对应的盖子(泵头)盖(锁)紧,用厚薄进行测量。
5.4.4 满口容量测试a、用感量为0.1g的电子秤称皮重m0,然后用水将瓶灌满,用电子秤称量m1;b、计算:满口容量=m1- m0单位:ml(不考虑温度对水的密度的影响)。
5.4.5 有效容量测试测试方法与5.4.4相同。
5.5 耐热耐寒测试*将等量的水装入待测容器中,放入(50±2)℃的恒温箱内静放48h;再放入(-5℃~-15℃)的冰箱中冷冻48h后观察。
玻璃瓶外观缺陷的认识和检验标准培训教材.

一、瓶子各部位名称(1)口内径、(2)口外径、(3)密封面、(4)螺纹、(5)介子或叫球环。
以上组成统称口部,(6)瓶颈根部、(7)瓶颈、(8)瓶肩、(9)瓶身,瓶身有初模合缝线与成模合缝线。
(10)瓶根、(11)模底线(12)瓶底,瓶底有闷头线及大部份产品有防爆纹。
二、玻璃瓶罐通用口型(1)皇冠口、(2)三旋口、(3)四旋口、(4)螺纹口、(5)防盗口、(6)介子口、(7)拉环口。
三、名词术语深裂纹:玻璃表面深裂纹。
这种裂纹的深度通常超过2mm。
其形状即可以是垂直的,如:口部裂口,合缝线也可以是放射状的。
如瓶底裂纹。
裂纹:一种深度小于2mm的裂纹。
这种裂纹通常容易反光,呈水平或斜状。
如:爆头、爆颈根、爆颈。
细裂纹:一种表面任意长度的裂纹,这不深入到玻璃内部,反光程度不如“深裂纹”强。
细裂纹的表面有小有波纹。
不像“深裂纹”和“裂纹”那么平直。
如:平时节检验经常看到的浅爆口或瓶身细裂纹。
裂缝:玻璃表面上未断裂的缝隙,这种缝隙用指甲能感觉到,或手感触摸感觉到刮手。
出现在瓶身内、外。
它与深裂纹、裂纹不同,不反光。
具有不同的长度和宽度。
四、缺陷的认识与区别4.1严重缺陷:①危害人身安全的,如:崩口、瓶内玻璃碎。
②客户无法正常的。
如:严重变形,口不足。
(1)瓶内粘丝,又称打电话:瓶内有一根玻璃丝对面相搭。
(2)瓶身外部粘玻璃:瓶子外表面粘玻璃通常相当尖锐。
即热端成型后,瓶子高温,而两瓶子互相温时玻璃块掉入并粘在瓶罐内表面上,但可能出现在瓶身。
冲头粘料瓶头内壁有一小粒尖锐的玻璃凸起。
瓶内尖刺是指玻璃瓶内表面上有一处玻璃尖锐凸出,通常靠近瓶底。
(4)瓶内壁裂纹(内裂缝):瓶子内表面化任意长度和宽度的裂缝,其宽度能让指甲进入。
它与裂缝线的形状相同。
列为严重缺陷是因为出现在瓶身内,一些产品须高温消毒或内装充气料时,裂缝抗散,产生玻璃碎,危及人安全。
(5)口部飞刺(内、外双口),瓶口内边毛刺(瓶口毛刺)口部飞刺:瓶口内径边缘凸出,一片环状玻璃,属于外双口时,常伴有瓶高增加或瓶口不平等现象。
新版国标正式发布旧啤酒瓶回收将有标可依

新版国标正式发布旧啤酒瓶回收将有标可依作者:解磊来源:《中国食品》2020年第16期7月27日,国家市场监管总局发布公告,正式批准GB 4544-2020《啤酒瓶》强制性国家标准发布,本标准代替GB 4544-1996《啤酒瓶》,将于2021年8月1日起实施。
记者对比新旧版国标发现,新版国标主要聚焦在啤酒瓶的质量安全和回收问题上。
修改了理化性能,将产品分为一次性瓶、可回收新瓶和可回收旧瓶,并分别规定了理化性能指标,其中抗冲击指标按啤酒瓶的满口容量不同划分为两档,以鼓励啤酒瓶小型化;修改了规格尺寸,只对可回收瓶瓶身和瓶底厚度的最小值作了规定,同时规定了所有产品的规格尺寸允差;删除了啤酒瓶回收使用期限,而更注重对可回收旧瓶使用过程中的质量监控。
回收存在两大“痛点”啤酒瓶被扔进垃圾桶说到啤酒瓶回收,很多消费者都有卖啤酒瓶换零花钱的经历,“酒干倘卖无”的叫卖声也被写入歌中。
那么曾经紧俏的啤酒瓶,现在还有人回收吗?记者走访了北京市丰台区多家超市和社区小店,大多数商家明确表示不回收啤酒瓶,仅有几位商家表示只回收某品牌的啤酒瓶,其他品牌并无回收意愿。
“以前在楼上喊一声,就有人上门回收,家里阳台攒了很多啤酒瓶,还能回收换一些零钱,但现在废品回收人员明确表示不再回收啤酒瓶,卖啤酒的店家也不回收,最后只好扔进可回收垃圾桶里。
”家住丰台区槐房西路的消费者齐先生对记者说到。
不止是普通消费者,餐饮行业也有同样的苦恼。
在丰台区定安路一家烧烤店,记者了解到,该店销售的11种品牌啤酒,只有3种国产品牌啤酒瓶有厂家回收渠道,其余8种品牌的啤酒瓶只能扔到可回收垃圾桶中。
为何曾经是“香饽饽”的啤酒瓶,现在却陷入无人问津的窘境?北京市一家啤酒厂工作人员告诉记者,目前啤酒瓶回收有两大“痛点”:一是安全问题。
啤酒瓶在回收运输过程中,由于本身材质和重量的问题,很容易破碎,回收人员常常因为破碎的啤酒瓶而受到伤害。
二是成本问题。
首先是物流的成本,如果啤酒厂不在本地,回收的啤酒瓶还要运往外地甚至国外,物流成本高于重新生产啤酒瓶的成本,这让许多厂商选择放弃;其次是回收再利用的成本,回收的啤酒瓶需要进行高温、清洗、消毒等一系列环节,如果一些啤酒厂商没有这些设备,也无法对啤酒瓶进行回收。
对GB4544—91《啤酒瓶》标准中抗冲击值的研究
第18卷标 准 化 报 道Vol.18第1期REPOR TING OF STANDARDIZATION No.1 1997对GB4544—91《啤酒瓶》标准中抗冲击值的研究杨永洲(甘肃省产品质量监督检验所 兰州 730030)摘 要 根据《啤酒瓶统检细则》对13个省区啤酒瓶的检验结果进行了分折,提出了啤酒瓶抗冲击值在0.5J左右的建议。
关键词 啤酒瓶 抗冲击值 质量检验 随着我国啤酒产量的逐年增加,对啤酒瓶的需求量也逐年增大,啤酒瓶的质量将成为一个突出的问题。
今年国家包装质量监督检验中心(兰州)对13个省区的啤酒瓶生产和使用企业按照《啤酒瓶统检细则》进行了检验。
在120个批次的啤酒瓶中,合格率为11.67%,其中抗冲击合格率为18.33%。
可见有必要对GB4544-91啤酒瓶标准中抗冲击值进行探讨。
1 影响啤酒瓶抗冲击强度的因素啤酒瓶的机械强度除了与瓶子形状、瓶壁厚度和厚薄分布有关外,还与玻璃的匀质度、微观和宏观缺陷以及表面状态有密切关系。
玻璃的理论强度是指其结构键的强度,玻璃成分不同,结构键的强度也不同。
众所周知,≡Si-O-Si≡键具有很高的强度,而≡Si-O-R(碱金属)的强度便很低。
从理论上说,要得到高强度玻璃必须加入大量高电荷、小体积阳离子的玻璃网络形成体(S i4+和B a+等),但这会带来熔化和成型的巨大困难或增大成本,实际上是办不到的。
所以啤酒瓶成分数年来并没有显著的变化,因为玻璃成分首收稿日期6先必须保证玻璃熔化和成型工艺的顺利进行。
啤酒瓶的理论强度可由结构键计算出来,其强度很高,较钢坚固得多,实际上,它的理论强度是实际强度的千百倍。
实际强度之所以这样低,其原因是晶格缺陷、条纹、裂纹等引起的,另一原因是它的非均质性。
由于这些因素的影响,啤酒瓶的实际抗冲击值是比较低的。
2 瓶子形状、壁厚对抗冲击值的影响2.1 瓶子形状对机械强度影响很大,形状越复杂,强度越低。
这是由于形状复杂的瓶子应力集中。
百威英博玻瓶通用标准--20100724
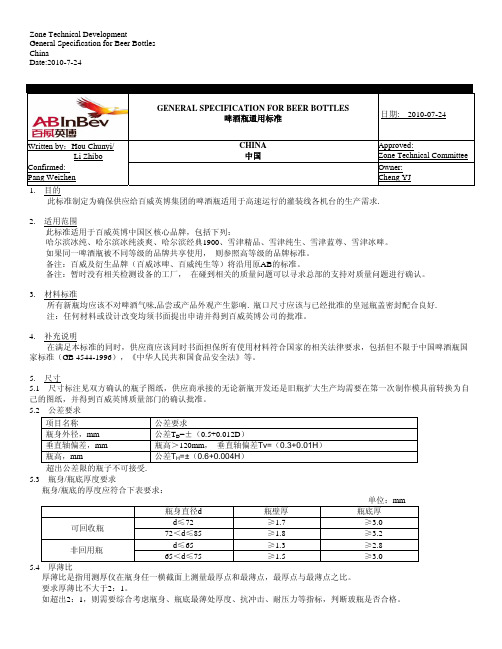
GENERAL SPECIFICATION FOR BEER BOTTLES 啤酒瓶通用标准
日期: 2010-07-24
Written by:Hou Chunyi/ Li Zhibo
补充说明:
类
别
哈尔滨系列
雪津系列
百威英博中国区核心品牌清单
核心品牌名称 哈尔滨冰纯
哈尔滨冰纯淡爽 哈尔滨经典 雪津精品 雪津蓝尊 雪津纯生 雪津冰啤
Zone Technical Development General Specification for Beer Bottles China Date:2010-7-24
9. 玻瓶耐内压力标准 取有代表性的样品,按照中国啤酒瓶国家标准规定的按ASTM147方法测试1分钟(或相当条件下)的最高要求。
下列抽样程序适用于啤酒厂测试玻瓶: 1)从测试批中随机抽取20个样品检测, 2)如果所有结果大于1.21Mpa(12.1 bar), 则接收该批产品, 3)若有2个或2个以上结果低于1.21Mpa(12.1 bar), 拒绝该批产品, 4)若发现一个低于1.21Mpa(12.1 bar),则抽20瓶子复测,复测结果2个低于1.21Mpa(12.1 bar)拒收;小于2个 则接收。 5)任何情况下,只要发现低于1.03Mpa(10.3bar)的值则拒收。
这些要求。如需进行涂层变更,应在第一时间提出书面申请给百威英博集团质量部,并通过统一的质量认证后方可以使 用。 7.1 热端喷涂
瓶口热端涂层应小于等于17CTUs(使用AGR-FCMS测量) 7.2 冷端喷涂
华润雪花啤酒瓶标准

华润雪花啤酒瓶标准071102(总8页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--啤酒瓶Q/CRBWH 016—2007 1 范围本标准规定了啤酒瓶的技术要求、试验方法、检验规则及包装、标志、贮运要求。
本标准适用于公司生产中所使用的玻璃啤酒瓶。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 2828-2003 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 4544 啤酒瓶GB 4545-1984 玻璃瓶内应力检验方法GB 4545-1996 玻璃瓶罐内压力试验方法GB 4547-91 玻璃容器抗热震性和抗热耐久性试验方法GB 4948-95 玻璃容器内表面耐水性侵蚀性能试验方法及分级GB 6562-86 玻璃瓶罐抗机械冲击试验方法GB 8452-87 玻璃容器、玻璃瓶垂直轴偏差测试方法GB10809 玻璃容器冠形瓶口尺寸3 术语本标准对啤酒瓶各部位名称定义按GB4544的定义。
可回收CRB专用啤酒瓶CRB专用并标有CRB规定标志,可重复多次灌装啤酒的啤酒瓶。
可回收普通啤酒瓶可在啤酒行业间相互流通,重复多次灌装啤酒的啤酒瓶。
一次性瓶不可重复灌装啤酒的啤酒瓶。
重容比啤酒瓶的质量(g)和满口容量(mL)之比。
4 技术要求新瓶技术要求另:1.四个瓶型都按照可回收CRB专用啤酒瓶的指数,纯生用瓶的理化性能,其他数据仍按照草图申请表设计。
2.瓶型的SNOW中的O里的花纹按照提供的图纸设计。
的2个瓶型规格尺寸按照超高档啤酒瓶,500ML的2个瓶型规格尺寸按照高档啤酒瓶设计。
理化指标新瓶理化指标应符合表1的规定。
Q/CRBWH 016—2007规格尺寸规格尺寸应符合表2要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3、标志。根据国家的有关标准规定,啤酒瓶产品必须在瓶子的根部打上“B”专用标记和生产年、季,以区分啤酒瓶和其他玻璃瓶,如黄酒瓶、酱油瓶等。通过近几年强制性推行啤酒瓶专用瓶,淘汰了一大批使用年代长的非B瓶,在一个历史时期内对剔除黄酒瓶等杂瓶起到了较好的作用。但在本次检测的224只瓶子中仍有46标识不符合标准的瓶子,这些瓶子的二项安全指标(耐内压力和抗冲击),合格率仅为46.7%。
文章来源:中国建材网
2、抗冲击强度。玻璃瓶的最大弱点就是脆性,玻璃啤酒瓶在生产包装、啤酒灌装、运输和使用等流通过程中,瓶子之间的相互碰撞或瓶子与其他硬物碰撞是经常发生的。这类碰撞,会使啤酒瓶的机械强度明显下降,由于目前的消费习惯和啤酒瓶的回用管理的问题,使得啤酒瓶的强度直线下降,一些质量差、回用次数多的啤酒瓶抗冲击指标的降低使其很难抵挡正常的碰撞,这也就给爆瓶埋下了隐患。检验数据表明,杂回收瓶的抗冲击单项合格率较新瓶和选择回收瓶低36-40%左右。
玻璃啤酒瓶的质量标准
中国建材网 发布时间:2006-8-28 点击数:1109
透视闽粤高层同时考察卫浴产业 是偶然OR必然 楼市降价 卫浴看点分析 深度调查:洋瓷砖的身份之谜 普乐美BM602水槽 人性化设计的厨房"心脏" WetStyle低调优雅的花纹浴缸 心海伽蓝KL2034浴室柜组合 欧式复古天鹅舞 1、耐内压力。耐内压力项目是啤酒瓶产品的一项最重要的安全指标,由于灌装啤酒中充有一定的CO2。因此,Байду номын сангаас酒瓶作为充CO2的饮料瓶应严格符合GB4544中规定的耐内压力要求。我国现行的标准规定合格品指标为≥1.2MPa(发达国家均为≥1.6MPa,日本国际标准为1.8MPa),否则,由于啤酒瓶的耐内压力不够,会引起啤酒瓶在灌装、运输、消费使用过程中发生爆瓶伤人事故。检验数据表明,杂回收瓶的耐内压力单项合格率较新瓶和选择回收瓶低25%{TodayHot}。