滚切式双边剪剪刃间隙调整的研究
钢板高质量剪切工艺的研究及生产应用
前 言
酒 钢 (集团 )宏 兴股份 公 司中板工 序滚 切式 双边剪设 备部 分是 由德 国西 马克 公 司 设计监 制 、中国一 重制造 ,电器控 制部 分是 由西 班牙 ABB公 司设 计 、调试 的 。本 设备 是一 台高 自动化水 平 、高剪切质 量 的钢板 剪切设 备 ,可以实 现钢板 纵 向的边 部剪 切 、 废边碎 断 ,在剪切 钢板侧 边 、定 宽 的过程 中.自始 自终都以钢板的高质量剪切为 目 标而进 行各 种控制 . 目的是确保成 品钢板 良好形 状 (板形 、直 角度等 )。通 过分析研 究 剪切工 艺 、剪 切原 理 ,在生 产应用 中采取 有 效 的剪 切断 口质量 控制 、剪切尺 寸精 度控 制等方 法 以及 切实 可行 的操作工艺 方法 是 实现钢板 高质 量剪 切的唯一 途径
3.1剪 刃间 隙的调 整
维普资讯
100
剪 切切 口质量 的好坏 .主要取决 于剪 刃间 隙调整 的正确与 否 ,间 隙过 大 ,会 造成 塌边 、毛刺 (如 图 1),被 剪切边 部 在送板 过 程 中弯 折 ,钻入 后夹送辊 与钢板 之间 ,造 成
维普资讯
2007年 第 3~4期 合刊
酒 钢 科 技
钢板 高质量剪切工艺 的研究及生产应用
宏 兴 公 司 杨 占廷 梁 立辉
摘 要 本文以中厚钢板的现场生产实践为基础。通过对影响滚切式双边剪剪切质量诸因素的
分 析 ,以及 剪 切 工艺 操 作 控 制 的分 析 ,将 理 论 根 据 、经 验 数 据 与 生 产 实践 结 合 起 来 ,总 结 、摸 索 出一 套 针 对 性 较 强 的 剪 切 l 工 艺 .形 成 了 生 产 现 场双 边 剪 剪 切作 业 遵 循 的 指导 原 则 。
滚切式定尺剪剪刃间隙调整的研究

\ r \ ]
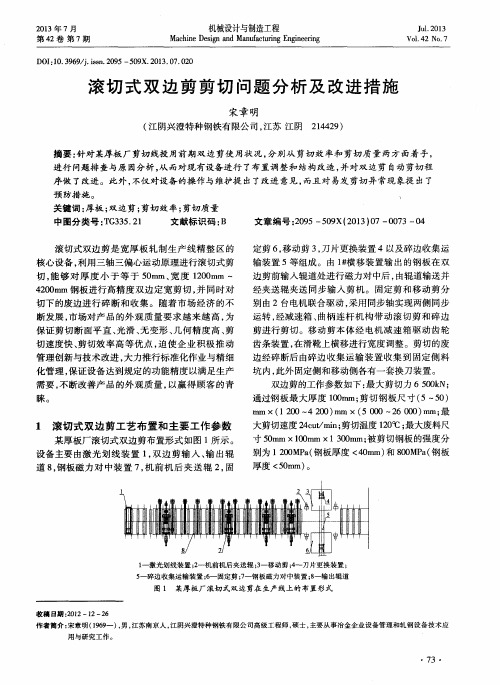
1 激 光 器 L ;2 上 剪 刃 ; 3 机 架 辊 ;4 位 移 传 感 一 s - - m
器 B ; 5 编 码 器 B ; 6 蜗 轮 、蜗 杆 ; 7 丝 杠 ; s 一 WL - ~ 8 电 机 MK ;9 斜 楔 ;1 一 下 剪 刃 ; 1一 光 帘 B V。 一 L m O l L
赵 天宇 ,于有 冬
摘要:介绍滚切式定尺剪剪 式定尺剪; 滚切 剪刃间隙; 斜楔挡块 ≯
j ,
中 类 T3 . 图分 号:G32 献 识 B文 编 l 3 3 1o oo o 3+ 1文 标 码: 章 号:6 — 5 ( ) 3 o 毒3 7 3 5 加l 一 7
于 4个斜 楔 滑板是 连在 一起 同时升 降 的 ,可 以将 其
在 调 整 剪 刃 间 隙 时 经 常 出 现 剪 刃 不 平 行 的 情 况 ,固 定侧 与移 动 侧 的 间隙 相 差 较 大 ,因为 同一
中一 个 或两个 斜楔 的 涡轮减 速机联 轴器 拆 开 ,单 独
盘 动相关 导板 单独 升降 ,同时测量 剪刃 间 隙的平行
理 论 上 剪 刃 间 隙调 整 范 围 一 般 为 0 ~ . 7mm。 4 但在 现 场剪 切 板 厚 5 5 m 时 ,调 整 范 围 只能 达 ~ 0m 到 0 ~ . 5mm。出 现偏 差 的主 要 原 因 ,一 是 前 面 板 4
上 的压 紧蝶 簧 过 紧 ,二 是 调 整 电机 功 率 偏 小 。所 以 ,要 将剪 刃 间隙调整 到设计 规定 范 围 ,首先 应调 整前 面板 上 弹簧 的调 整 螺栓 ,保证 弹 簧不 要 过 紧 , 使 得 几组 压 板 受 力 相 同 ,工作 面保 持 在 同一 平 面 内。如果斜 楔滑板 仍然 移动 困难 ,适 当增 大调 整 电
双边剪剪刃间隙调整问题的研究分析

0 前 言
滚 切式 双边 剪 是 宽厚板 生 产线 上精 整设 备 中 的 核 心设 备 。利 用三 轴 三偏心 运 动原 理进 行滚 切式 双 边 定宽 剪 切 , 集 定 宽剪 切 碎 边 碎 断剪切 和 收集 功 能
2 ) 剪 切 间 隙过小 时 , 剪 切 边 缘 会 出现 二 次 剪 切
面;
5一退 刀 装 置 ; 6一回拉 装 置 ; 7一支 架
图 1 结构 示意
为 了保 证 剪 切 边 缘 的 质 量 ,在 钢 板 剪 切 过 程 中 ,不 同的钢 板厚 度和 强度 需要 选取 不 同的剪 刃 间 隙值 。偏 心轴 、上 刀架 导 向滑架 与退 刀连 杆共 同构
如图 2 所示 。偏心轴通过电机马达带动旋转 , 从 而
Hale Waihona Puke 影 响间 隙调 整精 度 的机构 主要 包括 剪刃 间隙 调
度 高 。具 有剪 切 面平 直 、 光滑 、 无变 形 、 几何 精度 高 、 剪 切速 度 快 等 优 点 , 在 国 内钢 厂 应 用 越 来 越 广 泛 。 由于剪 切 质量 直接 影 响钢 板 断面 的外 观 质 量 , 会 对 产 品的市 场形 象造 成 很 大 的影 响 , 因 此 双边 剪 剪 切 质 量是 反 映双 边剪 使 用 状 况 的重 要 指 标 , 而剪 刃 间 隙是影 响 剪切 质 量 的的 重 要 因素 之 一 。 因此 , 掌握 剪 刃 间 隙调整 的原 理及 方 法对 提 高产 品 的剪切 质 量
接痕 、 塌边 、 压 痕 等缺 陷 , 主 要 是 由于 剪 刃 间 隙 不 合
适造成的, 有 以下 几种 情 况 :
滚切式双边剪钢板跑偏原因及对策魏德刚

滚切式双边剪钢板跑偏原因及对策魏德刚发布时间:2021-10-28T06:35:29.617Z 来源:《基层建设》2021年第22期作者:魏德刚[导读] 本文主要通过流体力学理论分析和轧钢厂中厚板分厂生产现场设备运维实践相互结合宝钢集团新疆八一钢铁有限公司新疆乌鲁木齐 830022摘要:本文主要通过流体力学理论分析和轧钢厂中厚板分厂生产现场设备运维实践相互结合,分析影响钢板跑偏的受力因素,系统阐述了可能导致滚切式双边剪跑偏的原因、相应技术对策及有效处理措施。
关键词:滚切式;双边剪钢板;跑偏一、造成钢板跑偏原因及其对策夹送辊调整不当造成钢板跑偏,夹送机双边输辊自动导向进给作为滚切式双边轧辊轧机双边剪削轧机的切剪的重要内部动力系统组成的一部分,不仅仅特别需要轧机能够直接实现剪切切割钢板在轧机双边轧辊剪切轧机切削过程运行中的高速导向循环自动导向进给,而且还特别需要能够实现轧机用于切削剪切钢板切割所用钢板的精确度和剪切夹辊导向;它直接地讲就会严重影响剪切切割钢板的精确度和剪切时的导向自动指令,正因为如此它对夹辊导向输送机轧辊的剪切导向自动调整也就因此从而显得至关重要。
如果产品采用高速夹具自动输送和轧辊的高速自动调整方式传动则其精度不能完全达到或满足不到它的设计性能要求,将导致钢板剪切时出现错口,台阶等缺陷,这些缺陷有些通过修磨能够进行处理,严重的将导致钢板直接判为可利用品。
经过对设计资料的分析研究与现场跟踪,提出以下对策解决夹送辊调整不当造成钢板跑偏:夹送机对辊剪切调整后的精度对达到双边钢板剪切的调整质量能否起到一个关键作用,能否完全保证钢板夹送机对辊剪切调整后的精度,直接严重影响整块钢板的双边剪切调整质量,夹送机对辊的剪切调整精度可以划分为平行度基准调整、挠度基准调整和钢板标高角度调整3个部分,这三个部分相辅相成,每一部分的剪切调整精度都会对其他部分剪切调整质量产生直接影响。
调整辊的送轴方法一般情况是夹辊螺栓下部先用手动齿轮水准仪对辊进行高度测量并经计算后得出所有夹辊切边用切削刀刃和剪刃上在夹辊上部的物体轴向表面的相对标高,然后螺栓上部利用电动齿轮千斤顶将手动齿轮下部在所有夹辊的物体送辊面和螺栓上部顶起,旋转下部的相对偏差标高后再转动上部调整辊的送轴螺栓,根据多年夹辊实践经验,螺栓每正反两个方向反复旋转一周,夹送在所有轮辊上的物体辊面相对标高就可能会发生变化2mm,调整后送辊螺栓自动使所有夹送在轮辊标高高度恢复水平放在轮辊原位,再用手动齿轮水准校和仪调整辊回复侧,确保所有下部的送辊面和夹送辊在轮胎的物体辊面相对标高相同,并且高度应不得高于所有夹辊切边用切削刀切柄剪刃和剪刃上夹辊物体相对表面5mm,相对偏差标高最低要求高度应不得小于0.5mm。
滚切式双边剪剪切相关问题分析
为了最大限度的减少剪切的准备时间, 主要涉及到七组提升臂装置和五组
移 钢装置 。 这 些装置都 是使 用液压 油缸启 动 , 各组之 间时相互 独立 , 可 以单独 作 业 和 同时作 业的 , 符 合7 0 0 (  ̄2 6 0 0 0 mm长度的 钢板 工序 要求 , 一 定要 确保 一块 钢 板正 在 剪切另 一 块钢板 进入 对 中 区域 。
( 二) 激 光 发 射 器 与 支 架 设 置
生产中会出现一些常见的普遍性问题 , 这些缺陷在很大程度上影响剪切质量和 生 产效 率 。 总 结起 来 , 主要 存在 以下缺 陷 : ( 一) 钢 板 容 易 发 生 跑 偏 滚切式双边剪剪切最容易出现的问题就是钢板在夹送辊运送时发生跑偏,
它的运动 轨迹 不平行于 主刀 , 或者碎 边 刀在没有碎 断板边 的前提 下而转 变了钢 板的运 动 路线 , 最 终导 致钢 板剪 切 断 日出现 问题 。
1 . “ 切 口” 问题
在双边剪前桥架上各设置一个激光发射器 , 并将下刀口作为基准定位, 确
保激光 线跟 相应 侧下 刀 口处 在 同一个 平面 内 , 并且垂 直 于水平 面 。 桥架 上移 动
[ 摘 要] 随着社会经济和科学技术的发展 , 市场对于宽厚板的外观和质量要求也 日益提高 , 而滚切式双边剪是确保宽厚板剪切平直、 光滑和高精度生产的 重要 设备 。 本文 主要概 述 了厚 板厂 滚切 式双 边剪 , 并分析 了滚 切 式双边 剪剪 切 的常见 问题 , 并提 出 了提 高 双边 剪剪 切效 率 的对策 。 [ 关键词] 滚切 式 双 边剪 , 剪切 效率 , 钢 板 质量 中图 分类号 : T G 3 3 3 . 2 1 文献标 识码 : A 文 章编 号 : 1 0 0 9 ~9 1 4 X( 2 0 1 4 ) 4 2 — 0 1 1 4 - 0 1
三轴传动滚切式双边剪设计与优化

《中国重型装备》CHINA HEAVY EQUIPMENTNo.2 April2021设计计算+三轴传动滚切式双边剪设计与优化陈伦树(二重(德阳)重型装备有限公司,四川618013)摘要:介绍了滚切式双边剪的主要技术参数、结构特征及选型,并且介绍了优化后的双边剪的主要技术特点及使用效果,优化技术参数后,剪切节奏加快,切口表面质量提高°关键词:中厚板;剪切线;三轴传动;滚切式双边剪中图分类号:TG333.2*1文献标志码:BDesign and Optimization of Roll Cutting Type Double-side Sheersby Three-oxial TransmissionChen LunshuAbstract:Main technicol parameters,structural characteristics and model selection of rail cutting type double-side shears have been descriied,furthermore main technical features and operation effects of the optimized shears have been illustrated te^8X2-faster shearing frequency and bettea cut surface qualitp with optimized technical parameters.Key wordt:medium thick plates;shearing line;three-axial transmission;so II cutting type double-side shears自20世纪90年代我国从德国引进三轴传动滚切式双边剪以来,逐步取代老旧的钏刀式双边剪,成为国内使用最多的主流机型。
滚切式定尺剪剪刃间隙调整机构原理及改造

滚切式定尺剪剪刃间隙调整机构原理及改造作者:徐向岐来源:《卷宗》2016年第06期摘要:滚切式定尺剪的剪刃间隙调整机构是由一台变频电机、四套蜗轮机构、四根丝杠、四组楔块组和四组弹簧装置组成,电机带动动蜗轮机构,蜗轮旋转带动与蜗轮装配的丝杠做垂直运动,丝杠的另一端与楔块组的移动楔块连接,弹簧压紧装置紧压着上刀架,消除了上刀架与楔块之间的间隙。
当丝杠做垂直运动时,带动移动楔块做垂直运动,通过改变楔块组的厚度,改变上刀架水平方向的距离,从而达到调整剪刃间隙的目的。
通过对定尺剪滑板和键的改造,提高滑板和键的使用寿命,降低定尺剪设备故障。
关键词:定尺剪;滑板;键1 剪刃间隙调整机构机械运动原理滚切式定尺剪的剪刃间隙调整机构主要由一台变频电机、四套蜗轮机构、四根丝杠、四组楔块组和四组弹簧装置组成,它是滚切式定尺剪一个重要的组成部分。
它与定尺剪的机架、减速箱、前面板、弹簧压紧装置共同作用,才能达到调整定尺剪上下剪刃之间距离的目的。
定尺剪的剪刃间隙调整机构机械运动原理如图1-a和图1-b所示:定尺剪两侧的机架(4)是固定在地面基础上的,机架(4)把减速箱(5)、下剪台和前面板(7)固定在一起,形成一个稳固的不动体,下剪刃(12)安装在下剪台里,故下剪刃也是固定不动的,为了调整上下剪刃之间的距离,即剪刃间隙,就要求上剪刃(13)能够在水平方向上移动,而剪刃间隙调整机构与定尺剪各个装置共同作用,就可以达到调整定尺剪上下剪刃之间距离的目的。
由电机(1)带动与电机连接的齿轮箱,齿轮箱通过联轴器(3)带动蜗轮机构(2),蜗轮旋转带动与蜗轮装配的丝杠(6)做垂直运动,丝杠(6)的另一端通过螺母(18)与楔块组的移动楔块(17)连接,弹簧压紧装置紧压着上刀架(14),消除了上刀架(14)与楔块之间的间隙。
当丝杠(6)做垂直运动时,带动移动楔块(17)做垂直运动。
由于弹簧压紧装置紧压着上刀架,上刀架紧压着带键楔块(16),所以移动楔块(17)的垂直运动,改变了由带键楔块(16)和移动楔块(17)组成的楔块组的厚度,即改变了上刀架水平方向的距离,从而达到了调整剪刃间隙的目的。
滚切式双边剪剪刃间隙精度控制的探讨

Kew rs K i a , dut et P ae s eiin y od nf gp A js n, a l lm dv t e m r li ao
0 前言 滚切式 双边 剪 是 中厚 板 剪 切线 的关键 设 备 ,
边 缘 不 均 匀 , 切 接 痕 明显 , 至 出现 台阶 和 缺 剪 甚
轴运 动进行 反 馈控 制 的编码 器 。偏 心 轴 、 刀架 上 导 向滑架 与 退 刀连 杆 共 同构 成 1个 曲柄 摇 杆 机 构 , 过偏 心轴 的角 度 改变 上 刀 架导 向滑 架 的倾 通 斜角 度 , 现剪刃 间隙值 的调整 , 图 1所示 。其 实 如
・
3 4
镑 j 第 2期 8卷 21 02年 4月
宽嬉缀
l DE A—D i tEAVY PLA1
r
i 8. )2 1 N .
 ̄ rl 2 2 pi 01
滚 切 式双 边剪 剪 刃 间隙精 度控 制 的探 讨
成利华
( 海交通大学) 上
摘
要
双边剪剪刃 间隙精度是影响双边剪切边质量 的主要原 因之一 , 剪刃间隙精度主要是指 剪刃 间隙
po l s uha isfcet nf gpajs et ag dpo a l lm acr ya e s ecutr esrs r e c s nu in ki a dut n r ea or r li cua w la onem aue bm s i e m n n p aes cs l t h
Ab t a t T e k i a c u a y o o b e—sd mmi g s e ri o eo ek y fco nl e cn h ut g sr c h nf g p a c r c f u l e d i et i r n h a n f h e tr ifu n i gt e c t n s t a s i q ai .T e k i a c u a y rf r t h i e e c ewe n t e k i a et g v l e a d k i a a al l m. u l y h nf g p a c r c e es o t e df r n e b t e h n f g p st n au n nf g p p r l i t e e i e es
定尺剪剪刃间隙3点调整测量法和电机扭矩值法比较

定尺剪剪刃间隙3点调整测量法和电机扭矩值法比较滚切式定尺剪剪刃间隙调整的精确程度,直接影响剪刃的平行程度,剪切钢板时剪刃受力不均匀,剪刃间隙调整装置里面的上下楔铁自润滑滑板磨损不均匀,使用周期短等设备问题,并造成钢板切口不光滑、有毛刺等剪切质量问题。
本文首先对剪刃间隙3点调整测量法和电机扭矩值法两种剪刃间隙调整方法和优缺点进行了介绍,最后对两种剪刃间隙调整方法进行了比较分析。
标签:定尺剪;剪刃间隙;调整;比较1 滚切式定尺剪介绍自20世纪70年代滚切式定尺剪应用于生产后,得到了快速的发展。
滚切式定尺剪具有剪切厚度范围大(5一50mm)、切口光洁、无毛刺、自动化水平高等特点,因此广泛应用于中厚板生产线。
滚切式定尺剪有双轴双偏心和单轴双偏心两种结构形式。
2 滚切式定尺剪工作原理双轴双偏心滚切式定尺剪由两根曲轴带动具有弧形上剪刃的上刀台进行滚动剪切,两根曲轴初始相位不同,使得弧形上剪刃左端首先下降,直到與下剪刃左端相切,然后上剪刃沿下剪刃滚动,当滚动到与下剪刃右端相切时,完成一次剪切过程(图1)。
3 剪刃间隙调整工作原理剪刃间隙调整由1台电机传递动力,通过联轴器将动力传递给3台减速机,弹簧将上刀台(上剪刃)和上下楔铁压紧。
减速机通过连杆将上楔铁提升(剪刃间隙变大),或下降(剪刃间隙变小),剪刃间隙根据钢板厚度进行自动调节,调节范围为0.5-7mm(图2)。
4 剪刃间隙3点调整测量法和缺点将剪刃间隙调整减速机和联轴器断开,减速机处于独立状态,手动盘车转动减速机使剪刃间隙变大或变小,用塞尺测量两侧和中间位3点剪刃间隙,反复调整测量的3点数值相同后连接减速机和联轴器,这样理论上保证了剪刃间隙平行。
剪刃间隙3点调整测量法很难保证3点数值相同,实际上剪刃不平行,剪刃受力不均匀,上下楔铁自润滑滑板磨损不均匀,使用周期短,剪切质量不好等问题。
5 电机扭矩值调整法和优点(1)将两侧的减速机和联轴器断开,中间的减速机和电机连接,转动电机调整中间位剪刃间隙到最大值7mm。
滚切式双边剪故障分析与研究
滚切式双边剪故障分析与研究苗岩(日钢营口中板有限公司,辽宁营口)摘要:介绍某中厚板厂滚切式双边剪在生产维护过程中出现的常见故障,分别从每种故障的产生原因进行分析,并提出有针对性的改善措施及改进方案。
同时,也对双边剪在剪切过程中易造成产品质量的重点部位提出预防措施及改进意见。
关键词:滚切式双边剪;夹送辊;剪刃间隙;退刀Fault Analysis and Research on Rolling CutDouble Side ShearMiao Yan(Nissan Yingkou Medium Plate Co.,Ltd.,Yingkou115005,China)Abstract:This paper introduces the common faults that occur during the production and mainten-ance process of the rolling cut double sided shear in a certain medium and thick plate factory,anal-yzes the causes of each fault,and proposes targeted improvement measures and plans.Preventive measures and improvement suggestions are also proposed for key areas where double-sided shear can easily cause product quality during the cutting process.Keywords:Rolling cut double sided shear;Pinch roller;Blade gap;Retract the knife0引言滚切式双边剪是中厚板精整线的关键设备之一,主要作用是对钢板宽度的定尺剪切。
滚筒式飞剪剪刃间隙研究
滚筒式飞剪剪刃间隙研究郑祥臣① 张毅 柳会梅(中冶南方工程技术有限公司 湖北武汉430223)摘 要 滚筒式飞剪是带钢连续生产线关键设备,斜直剪刃间隙是影响剪切质量的关键因素。
分析了剪刃间隙的变化规律,建立剪刃间隙数学表达式,剪刃干涉量以中间为对称分布,近似线性关系,端部干涉量最大。
研究结果表明,斜直剪刃的剪刃倾斜角度β=1°时,剪切最薄带钢为0 5mm;β=2°时,剪切最薄带钢为1mm;β=3°时,剪切最薄带钢为1 4mm。
剪切带钢厚度小于最小可剪切带钢厚度时,需要对剪刃或者剪刃槽进行处理。
剪刃干涉量基本呈线性状态,因此建议对剪刃槽进行机修磨处理,修磨量基本呈线性状态,保证剪刃间隙均匀。
关键词 滚筒飞剪;飞剪;斜直线剪刃;剪切精度中图法分类号 TG333.21 TG335.56 文献标识码 ADoi:10 3969/j issn 1001-1269 2024 02 002StudyonBladeGapofDrumFlyingShearZhengXiangchen ZhangYi LiuHuimei(WISDRIEngineering&ResearchIncorporationLimited,Wuhan430223)ABSTRACT Drumshearisthekeyequipmentinthecontinuousrollingmill.Theobliquestraightbladegapisakeyfactoraffectingforshearquality.Thispaperanalyzesandstudiesthevariationofthebladegap,establishesamathematicalexpressionforthebladegap.Theinterferenceofbladegapissymmetricallydistributedinthemiddle,approximatelylinearlyrelated,withthemaximuminterferenceattheend.Theresearchresultsindicatethatthethinnestcuttingstripsteelis0 5mmwhentheangleofobliquestraightbladeβ=1°.Thethinnestcuttingstripsteelis1mm,whenβ=2°.Andthethinnestcuttingstripsteelis1 5mm,whenβ=3°.Whenthethicknessofthestripsteelislessthantheminimumthickness,itisnecessarytopolishthebladeorgroove.Theinterferenceofthebladeisbasicallylinear,soitisrecommendedtogrindthegroove.Thegrindingamountisbasicallylinear,ensuringuniformforbladegap.KEYWORDS Drumflyingshear;Flyingshear;Obliquestraightblade;Cuttingaccuracy1 前言滚筒式飞剪在国内应用越来越多,一般布置在带钢连续生产线的入口和出口,是连续带钢生产线中的关键设备[1]。
滚切式双边剪剪切问题分析及改进措施
n ' l l n ×( 1 2 0 0- 4 2 0 0 ) m m ×( 5 0 0 0~2 6 0 0 0 ) m m; 最
1 滚切式双边 剪工艺布 置和主要工作参数
某 厚 板厂 滚切 式双 边剪 布置 形式 如 图 1 所示 。
剪切 的钢板厚度/ am r
8< h ≤ l 6
1 6< h ≤4 0 4 0< h ≤ 5 0
2 影 响 双 边 剪 剪 切 效 率 的 问题 及 改 进 措 施
2 . 1 存 在 的 问题
剪切频率/ ( 刀次 ・ m i n )
1 8~2 4
1 6~l 8 1 6
设 备 主要 由激 光 划 线 装 置 1 , 双边 剪输入 、 输 出 辊 道8 , 钢 板磁 力 对 中装 置 7, 机前机后夹送 辊 2 , 固
大剪切 速度 2 4 c u t / m i n ; 剪 切温度 1 2 0  ̄ C; 最 大废料尺
寸5 0 m m× 1 0 0 m m×1 3 0 0 mm; 被 剪切 钢板 的强度 分 别为 1 2 0 0 MP a ( 钢板厚 度 < 4 0 mm) 和8 0 0 MP a ( 钢板
2 0 1 3年 7月
机械设计与制造工程
M a c h i n e D e s i g n a n d M nu a f a c t u i r n g E n  ̄ n . 2 0 1 3
Vo 1 . 42 No. 7
第4 2卷 第 7期
摘要 : 针对 某厚 板厂 剪切 线投 用前 期双 边 剪 使 用状 况 , 分 别 从 剪切 效 率和 剪 切 质 量 两 方 面着 手 , 进 行 问题排 查 与原 因分 析 , 从 而对现 有设 备进行 了布 置调 整和 结构 改造 , 并 对 双边 剪 自动 剪切 程 序 做 了改进 。此外 , 不仅 对设 备 的操 作与 维护提 出了改进 意 见 , 而且 对 易发 剪切 异 常 现 象提 出了
滚切双边剪剪切角及切板时间研究
种 剪机 特 别 适 合 于 中 厚 板 的切 边 ( 切 式 双 边 滚 剪) 、切 头尾 ( 切式 切 头 分 段 剪 ) 切 定 尺 ( 滚 及 滚 切 式定尺 剪 ) 和纵 向切 分 ( 切式 剖 分剪 ) 中冶 滚 。 京 诚工程 技术 有 限公 司 开 发设 计 的 35 0 m 滚 0 m 切 式双边 剪 主要参数 如下 :
me t f u t gf r i e e t lt sb o u e ac l t n, w i h p o ie a i f r u t e ay i o ec t n so t n f r n ae y c mp tr l u ai c i o d p c o h c r vd sb s r ra lss f h u - so f h n t t g p o e s a d a c r t a c lt n o e c t n oc n h q ia e tmoo o e . i r c s n c u a e c lu ai ft u t g fr e a d t e e u v n trp w r n o h i l
Ke o d :ti ln u i m r ut gag ;s rmo et f u ig n o et f ut g yw rs wnr igctr e;ctn l o tm i n e t t m n o tn ;edm m n tn a ct oc i
1 —[茜 日_— j.■ —- J I
剪切 钢板 尺寸
( 5 )m 1 0 5— 0 m x( 0~33 0 0 5 )m ×( 0 m 600
~
近 十多年 来 ,我 国中厚板 生产 进入 了快速 发
展 时期 ,新建 生产 线 的装 备水 平较 以前 有大 幅度 提 高 ,很 多新 建 的中厚板 厂在 剪切 线上都 采用 了
滚切式双边剪剪切45 #钢剪刃问隙调整公式探讨
刀均有剪刃间 隙调节 机构 , 根据设 计 的剪切 间 隙调
节公式剪切普通钢 种 的钢 板效果 很 好 , 20 但 05年 3
月开始生产 4 5高强度钢 , 根据钢 板厚度 自动生 成的
整性 和边部 的对 接质 量 , 毛刺 过高 还容 易刮 伤辊 道
延长刀片使 用寿命 , 结合南钢 中厚板卷厂生产 4 的 实践 , 5钢 对其剪 刃间隙调整 的经验公 式进行 了探讨 。
关键词 : 中厚板 滚切式双边剪 剪刃间隙 调整
Dic sin o h o mu a f rKn f p Re u ai g o su so n t e F r l o ie Ga g l t f n
Cu t g P a e4 b u l i e S e r ti lt 5 y Do b e Sd h a n
Ch n W e e i
( ii igS o ) Fns n h p h
Ab ta t Ho oslc nf a f lt gDS r lt 5 sr c : w t ee tk i g po ii Sf ae4 wi ihsrn t sa aye suetes e r gq ai e s tn op t hg te gh i n lzdt as r h ai u - h o h n l t n opoo gsriele a dtefr l rk i a e uaig h sb e e vd d r ga piain ya d t rln evc i n omuaf nf gp rg lt a en d r e u n p l t . f h o e n i i c o
质量。所 以 , 为了保证钢 板剪切质 量 , 随着剪切量 的
滚切式定尺剪剪刃侧隙调整装置的改进

重 工 与 起 重 技术
HE AVY N I DUS RI T AL& H0 S 1 I 1 NG MACHI RY NE
N0. 2 1 1 0 1
Se a .9 dI No2
滚切式定尺剪剪刃侧隙调整装置的改进
大连重 工 ・ 起重 集 团有 限公 司设 计研 究院
底面与大孔面之间置有不导磁托板, 图 2所示。 如
对于 定尺 剪切 的钢 板 ,剪 刃侧 隙调 整的精 准性会直 接影响到剪 切的质量和定尺长度。因此 , 设计一种快
速而精确反馈剪刃侧隙值的调整装置是保证不同厚 度钢板剪切质量的较好选择。文章围绕新型剪刃侧 隙调 整装 置改 进前后两种 结构的基本组 成和布置 及 工作原 理 , 明改进后装置的优越性 。 阐
、
改进前后两种结构 的基本组成和布置 大致相 同, 不同之处在于侧 隙值反馈 的终端不 同, 改进 前侧隙反 馈值 是通过 布置在丝杠 升 降机 同步蜗 杆轴 末端 的编
机齿轮 间的 间隙值 , 因而势必 造成调整速 度慢 、 准确 性低和调整 时间长等问题 , 图 1 如 所示 。
码器反 馈 , 为配 合编码器 的使用 , 需要在 编码器 前安 装一台减速机 , 装支架 和联轴器 。改进 后通过布 并安 置在丝杠升 降机上 的 MT S位移传感器反馈 。
3 剪刃侧隙调整装置工作原理
剪刃侧隙的大小 与板材厚度成 线性关系 。 实践证
明,刃隙与钢板 的材质 、厚 度有 关 。但 对于厚 度为 2r 以上 的板材 , 隙值 稍大些 。为防止上 下剪 刃 5m a 刃 咬刀 , 最小刃 隙不得小于 03 m。 . a r
A L
一种滚切剪剪刃间隙自动调整装置[发明专利]
![一种滚切剪剪刃间隙自动调整装置[发明专利]](https://img.taocdn.com/s3/m/ea4ce94500f69e3143323968011ca300a6c3f62e.png)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 202010866093.1(22)申请日 2020.08.25(71)申请人 太原理工大学地址 030024 山西省太原市万柏林区迎泽西大街79号(72)发明人 马晓宝 石瑛 侯洁 马立峰 王涛 韩建超 任忠凯 陈鹏 付晓斌 兰媛 胡鹰 江连运 黄志权 代新宇 (74)专利代理机构 太原申立德知识产权代理事务所(特殊普通合伙) 14115代理人 程园园(51)Int.Cl.B23D 35/00(2006.01)(54)发明名称一种滚切剪剪刃间隙自动调整装置(57)摘要本发明属于冶金设备技术领域,具体涉及一种滚切剪剪刃间隙自动调整装置,包括剪刃刀架盒主板和剪刃刀架盒盖板通过螺栓连接组成剪刃刀架盒,在剪刃刀架盒主板和剪刃刀架盒盖板的左右两侧均对称设置有两个导向轴套,滚切剪下剪刃安装在剪刃刀架盒内,轴承座对称设置在滑动座组件的前后两侧,在轴承座安装支架上表面的左右两端设置有导向轴轴承座,导向轴有两个分别穿过左右两侧的导向轴套固定在导向轴轴承座内,伺服液压缸设置在轴承座安装支架上,伺服液压缸的活塞杆通过销轴与剪刃刀架盒主板侧壁上的连接部铰接。
本发明可通过伺服液压缸的伸缩调整滚切剪下剪刃的位置,进而改善宽厚板剪切断面质量;提升了滚切剪设备自动化水平。
权利要求书2页 说明书4页 附图4页CN 112059288 A 2020.12.11C N 112059288A1.一种滚切剪剪刃间隙自动调整装置,其特征在于:包括滚切剪下剪刃(1)、剪刃刀架盒主板(2)、导向轴(4)、伺服液压缸(6)、轴承座安装支架(7)、滑动座组件(9)和剪刃刀架盒盖板(10),所述剪刃刀架盒主板(2)和剪刃刀架盒盖板(10)通过螺栓连接组成剪刃刀架盒,所述剪刃刀架盒主板(2)和剪刃刀架盒盖板(10)的下端均固定设置在滑动座组件(9)上,所述滑动座组件(9)放置在设备基座平板上,在所述剪刃刀架盒主板(2)和剪刃刀架盒盖板(10)的左右两侧均对称设置有两个导向轴套(3),所述导向轴套(3)通过沉头螺栓与剪刃刀架盒主板(2)和剪刃刀架盒盖板(10)连接,所述滚切剪下剪刃(1)安装在剪刃刀架盒主板(2)和剪刃刀架盒盖板(10)组成的剪刃刀架盒内,所述轴承座安装支架(7)有两个,对称设置在滑动座组件(9)的前后两侧,在所述轴承座安装支架(7)上表面的左右两端分别设置有导向轴轴承座(5),所述导向轴(4)有两个分别穿过左右两侧的导向轴套(3)固定在前后两侧的导向轴轴承座(5)内,所述伺服液压缸(6)水平设置在与剪刃刀架盒主板(2)相邻的轴承座安装支架(7)上,且位于轴承座安装支架(7)上表面的中部,所述伺服液压缸(6)的活塞杆通过销轴与剪刃刀架盒主板(2)侧壁上的连接部(11)铰接,所述连接部(11)设置在剪刃刀架盒主板(2)侧壁的中部。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( a g a gHe v lt l, in tn41 1 1 C ia Xin g n a yP aeMi X a ga 1 0 , h n ) l
●◇ ●◇ ●◇ ●◇ ●◇ ●0 ●◇ ●◇ ●◇ ●◇ ●◇ ●0 ●◇ ●◇ ●0 ●◇ ● <> ●◇ ●◇ ●◇ ●◇ ●◇ ●◇ ●◇ ●◇ ●( ) ●0 ●◇ ● 、 >● ◇ 。 ●◇ ●◇ ●◇ ●◇ ●◇ ●◇ ●◇ ●◇ ●
连杆的上下动作 , 使活动导板可以上下移动。齿轮马达 时带动 调整装置显示装置的指针转动 , 可以显示任何时刻 的剪刃间隙大
3 剪刃间隙的调整的常见故障及处理
致 , 差较 大日 因为 同一 侧有 4个 平行 的滑 动 导板 , 外一 个 相 。 另
小 , 图 1 示 。从 图 1 以看 出 , 滑 动导 板 4下 降 时 , 滑 31剪 刃 间隙平行 度 问题 如 所 可 当右 左 . 动导 板 1 0同时 上 升 , 时上 刀 架 就往 左 移 动 , 刃 间 隙就 增 大 , 这 剪 剪刃 间隙 不平 行 , 要是 剪刃 间 隙 出现入 口与 出 口的间 隙不 主
b e a js et eirdcd Te a u cai dt e m n a r ce o t s po 一 6 l p a ut n a t ue , fir m hn m a eta tp o hs h e r d a g d m no r h le e s n h r e p a e b t f
d ut t v eec dr a l ad terl i s i o ba a a lt hc es nt rcs ajsm n e i n o e f u n h e t nh l eg dpaeti n s i ePo eso e d c t ao pf d p n k h f
要 。
(整机构 的原理
剪 刃 间隙 的调整 是利 用 齿轮 马 达驱 动 , 通过 涡 轮减 速机 带 动
图 1剪 刃 间 隙调 整机 构 简 图 l 整显 示 装置 2 轮减 速 机 3 杆 4右 滑动 导板 5 刀架 调 . 蜗 琏 . . 上 6固定 滑 块 7刀架 右 滑块 8 剪刃 9 剪刃 1 . 活动 导 板 . . . 上 . 下 0 左
鲁春 平 刘 明华 赵 解来
( 湘钢 宽厚 板厂 , 湘潭 4 1 0 ) 1 1 1
S u yo eb d a du t n froayd u l s e h a td fh l eg pa jsme to tr o b - i ds e r t a r e d
L h n pn , I n — u , HAO Je li U C u - ig L U Mi g h a Z i— a
【 要】 摘 滚切式双边剪剪'间隙是影响剪切质量的的最重要 因素之一。为了 3 7 对剪刃间隙 进行有效 6 6 调整, 在分析 了 滚切式双边剪剪刃间隙调整原理的基础上, 重点研究了剪刀间隙调整过程中出 现的剪刃 9 2 间隙平行度问 剪刃间隙 题、 调整范围问题、 剪刃间隙调整装置编码器故障及剪刃间隙与钢板厚度的关系,
2 b d a a uteth rb m b d g a l i d l e a js n r g db d a l e p d s n, e ol s l e a p aes a a p a ut ta e n ae p 2 a g j m t p e o a p r lm n b g d m n a l g f l d e
1 日 舀 J I
滚切式双边剪是宽厚板生产线上精整设备 中最重要 的设备 之一 , 双边剪的剪切质量直接影响钢板 的非计划率及成材率 , 特 别是钢板 的外观质量受到影 响,将对产品的市场形象造成很大 的影响。而剪刃间隙是影响剪切质量的的重要L 素之一 , 天 I 因此 , 掌握剪刃间隙调整 的原理及方法对提高产品的剪切质量非常必
提 出了这些 问题 所产生的故障机理及 处理方法。 5
5
关键词 : 双边剪; 剪刃间隙; 调整
9
;
【b rc T le a ora ul se e o t o prnf tsos a A sa 】h bd p ford b -ddhai n o h msi oat o frhr t t e a g ty o e i s r s ef e t t a r e m c
机 械 设 计 与 制 造
l4 2 文章 编 号 :0 13 9 ( 00)7 0 2 — 2 10 — 9 7 2 1 0 — 14 0
Ma h n r De i n c iey sg
&
Ma f c u e nu a t r
第 7期 21 0 0年 7月
滚切 式双边剪剪刃 间隙调整的研 究
iqat T .th b eg fcvl, sdo e rc l aa s tydul s e er6 uly o st l a eete b e nt i ie nl iora ob -i ds a i. e a p f i y a d h p np ysf or e d h
反之 , 剪刃间隙就减少 。
★来稿 日期 :0 9 0 — 6 20—90
l rppe e eos. a r d o
Ke o d : o be s e e rB a e a ; du t n yw r sD u l i ds a ; ld p A j s -d h g me t
2
中 图分 类号 : H1 ,N 4 文献标 识码 : T 6T 2 7 A