新型滚切式双边剪结构设计
三轴传动滚切式双边剪[实用新型专利]
![三轴传动滚切式双边剪[实用新型专利]](https://img.taocdn.com/s3/m/f293eb3d28ea81c758f578fa.png)
专利名称:三轴传动滚切式双边剪专利类型:实用新型专利
发明人:宋典培,杨从国,陈伦树
申请号:CN99231567.0
申请日:19990507
公开号:CN2372083Y
公开日:
20000405
专利内容由知识产权出版社提供
摘要:本实用新型提供了用于板材轧钢剪切线上的三轴传动滚切式双边剪。
它是将移动剪安装在横移轨座上,固定剪安装在固定轨座上,并分别由两台主传电机经联轴器、传动两台传动箱并用同步轴连接,传动箱均设有不同相位的偏心轴,同向旋转的左右偏心轴经左右连杆和导向滑块传动上刀架上的圆弧形刀片与下刀片作滚切配合,碎边偏心轴经碎边连杆和导向块传动碎边刀架上的刀片与下刀片作剪切配合。
它具有剪切质量好,作业率高等优点。
申请人:中国第二重型机械集团公司
地址:618013 四川省德阳市珠江路1号
国籍:CN
代理机构:德阳市专利事务所
更多信息请下载全文后查看。
滚切式双边剪与圆盘剪技术分析
剪使用情况均很理想$特别是柳钢中板厂的投资 %*//万 元 从 意 大 利 购 买 的 二 手 滚 切 式 双 边 剪# 使 用 效 果 很 好$其 主 要 参 数 如 下-剪 切 钢 板 宽 度
故实际 AP3;%C!?@#通过计算 当 ?@B+//MAH#CP!’;/00 当 ?@B%1/MAH#CP%’;’00
< 性能分析比较
双边剪与圆盘剪性能分析比较见表 3$
= 剪切能力比较
’;3 圆盘剪剪切能力 以 一 重 圆 盘 剪 产 品 样 本 为 例#技 术 参 数 见 表
!$ 剪 切 厚 度 为 (2 !(00#剪 切 材 质 强 度 极 限
+//8400!.约 相 当 于 >+/"#最 大 剪 切 力 为 )//78$
根 据 圆 盘 剪 的 剪 切 力 计 算 公 式 计 算 不 同 ?@ 钢板的剪切厚度-
ABC!?@D.3EF3GH6I4D"4.!GH6I" 式中-AJJ 剪切力K
CJJ 剪切钢板厚度K ?@JJ 剪切钢板抗拉强度K DJJ 钢 板 延 伸 率#不 同 钢 种 延 伸 率 不
同 #!/L 钢 为 /;!!#3)M6N为 /;!($ F3JJ 系数#一般取 F3B3;’ IJJ 咬入角#一般为 3/23(O 取 IB3(O#DB/;!($故 AP 3;3!C!?@#考 虑 刃 口 磨 钝 的 影 响#一 般 把 计算的剪切力增大 3(Q2!/Q$
关键词 滚切式双边剪 圆盘剪 技术分析
’()*+,)-./+-.01,12,3*4(15()33646..,+78)93 :69;.(81,<(<-+<463-=0>*(-=1
滚切式双边剪在宝钢宽厚板的应用

滚切式双边剪在宝钢宽厚板的应用崔恒鑫(宝钢分公司厚板厂)摘要由德国西马克公司设计的三轴三偏心滚切式双边剪在宝钢已有一年多的应用,本文介绍了该设备的要紧结构,并结合生产实践提出了设备在使用中存在的一些问题和改进措施。
关键词5M宽厚板双边剪要紧结构改进The application of rolling cut double side trimming shearIn Baosteel Heavy Plate MillCui Heng-xin(Baosteel Heavy Plate Mill,Shanghai 200941, China)Abstract Designed by SMS-Demag, the double side trimming shear, which is a rolling cut one with three crank shafts, have been used in Baosteel for more than one year. This article will give a description of the main structure at first, then, Based on the production experience, it will point out the problems and innovation.Keywords5m Heavy plate, Double side trimming shear, Main structure, Innovation1.前言2005年3月建成投产的宝钢5m宽厚板生产线应用了许多当今世界最新的工艺技术和生产装备,三轴三偏心滚切式双边剪确实是其中之一。
它由德国SMS Demag公司设计,在常州冶金机械厂完成制造,投产以来已累计生产近一百万吨。
本台剪机在剪切能力、切边质量、剪切速度上具有明显的优势。
机械设计课程设计——滚切式双边剪

机械设计课程设计说明书设计题目:滚切式双边剪设计者:学号:专业班级:机械工程及自动化指导教师:目录第一章设计目的和任务一、设计目的二、设计任务第二章执行机构总体方案设计一、功能分解与工艺动作分解二、主要执行机构方案的设计三、双边剪的传动原理简图第三章执行机构的计算第四章减速器的方案设计一、分析和拟定减速器简图二、确定电动机三、各级传动比四、计算各轴的转速五、计算各轴的输入功率六、计算各轴的输入扭矩第五章齿轮的传动设计一、高速级齿轮传动的设计二、低速级齿轮传动的设计第六章轴的设计计算一、高速轴的设计二、中速轴的设计三、低速轴的设计第七章轴承与键的选择和校核一、高速轴轴承的选择与校核二、高速轴上平键的选择与校核第八章润滑与密封一、齿轮的润滑二、滚动轴承的润滑三、密封方法的选取第九章设计心得第十章参考文献第一章设计目的和任务一、设计目的机械原理课程设计是我们第一次较全面的机械设计的初步训练,是一个重要的实践性教学环节。
设计的目的在于,进一步巩固并灵活运用所学相关知识;培养应用所学过的知识,独立解决工程实际问题的能力,使对机械系统运动方案设计(机构运动简图设计)有一个完整的概念,并培养具有初步的机构选型、组合和确定运动方案的能力,提高我们进行创造性设计、运算、绘图、表达、运用计算机和技术数据诸方面的能力,以及利用现代设计方法解决工程问题的能力,以得到一次较完整的设计方法的基本训练。
机械原理课程设计是根据使用要求对机械的工作原理、结构、运动方式、力和能量的传递方式、各个构件的尺寸等进行构思、分析和计算,是机械产品设计的第一步,是决定机械产品性能的最主要环节,整个过程蕴涵着创新和发明。
为了综合运用机械原理课程的理论知识,分析和解决与本课程有关的实际问题,使所学知识进一步巩固和加深,我们参加了此次的机械原理课程设计。
二、设计任务1、设计题目:滚切式双边剪2、机器的用途滚切式双边剪安装在中厚板轧钢厂的精整剪切线上,用来剪切经轧制、矫直、冷却、修磨后的单张钢板的两个纵向边部的同时,把切下来的边条横向剪切成一定长度的碎边小块并以收集。
三轴传动滚切式双边剪设计与优化

《中国重型装备》CHINA HEAVY EQUIPMENTNo.2 April2021设计计算+三轴传动滚切式双边剪设计与优化陈伦树(二重(德阳)重型装备有限公司,四川618013)摘要:介绍了滚切式双边剪的主要技术参数、结构特征及选型,并且介绍了优化后的双边剪的主要技术特点及使用效果,优化技术参数后,剪切节奏加快,切口表面质量提高°关键词:中厚板;剪切线;三轴传动;滚切式双边剪中图分类号:TG333.2*1文献标志码:BDesign and Optimization of Roll Cutting Type Double-side Sheersby Three-oxial TransmissionChen LunshuAbstract:Main technicol parameters,structural characteristics and model selection of rail cutting type double-side shears have been descriied,furthermore main technical features and operation effects of the optimized shears have been illustrated te^8X2-faster shearing frequency and bettea cut surface qualitp with optimized technical parameters.Key wordt:medium thick plates;shearing line;three-axial transmission;so II cutting type double-side shears自20世纪90年代我国从德国引进三轴传动滚切式双边剪以来,逐步取代老旧的钏刀式双边剪,成为国内使用最多的主流机型。
三轴三偏心滚切式双边剪切机
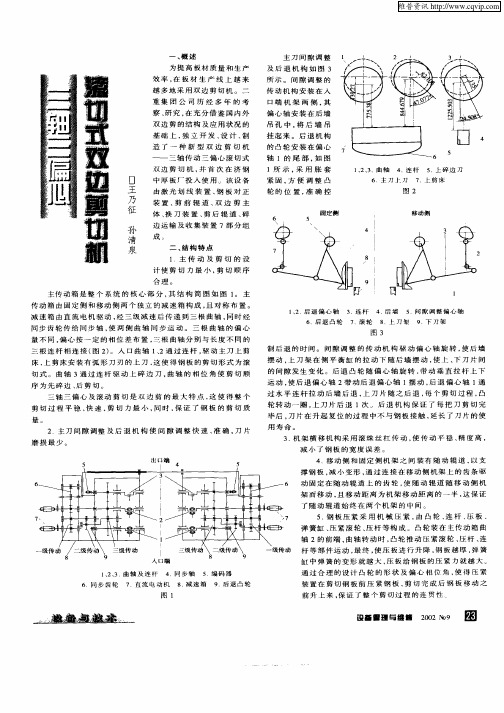
撑钢 板 , 小 变形 , 过 连接 在移 动侧 机 架上 的齿 条驱 减 通
动 固 定 在 随 动 辊 道 上 的 齿 轮 , 随 动 辊 道 随 移 动 侧 机 使 架 而 移 动 , 移 动 距 离 为 机 架 移 动 距 离 的 一 半 , 保 证 且 这 了随动 辊 道始 终在 两 个机 架 的 中间 。 5 钢板 压 紧 采 用 机 械 压 紧 , 凸 轮 、 杆 、 板 、 . 由 连 压 弹 簧 缸 、 紧 滚 轮 、 杆 等 构 成 。 凸 轮 装 在 主 传 动 箱 曲 压 压 轴 2的 前 端 , 曲轴 转 动 时 , 轮 推 动 压 紧 滚 轮 、 杆 、 凸 压 连
量 不 同 , 心 按 一 定 的 相 位 差 布 置 , 根 曲 轴 分 别 与 长 度 不 同 的 偏 三 三 根 连 杆 相 连 接 ( 2 。 人 口 曲 轴 1 2通 过 连 杆 , 动 主 刀 上 剪 图 ) 、 驱
12 后 退 偏 心 轴 、.
6 后退 凸轮 .
3 .连 杆
7 滚轮 .
床 , 剪 床 安 装 有 弧 形 刀 刃 的 上 刀 , 使 得 钢 板 的 剪 切 形 式 为 滚 上 这
切 式 。 曲 轴 3通 过 连 杆 驱 动 上 碎 边 刀 , 轴 的 相 位 角 使 剪 切 顺 曲 序 为先 碎边 、 剪切 。 后 三 轴 三 偏 - 滚 动 剪 切 是 双 边 剪 的 最 大 特 点 , 使 得 整 个 C及 这
4. 墙 后
5 .间 隙 调 整 偏 心 轴
9 .下 刀 架
8 上 刀架 .
图 3
制后 退 的时 间 。间 隙调 整 的传 动机 构 驱 动 偏 心 轴 旋转 , 后墙 使 摆 动 , 刀 架 在 侧 平 衡 缸 的 拉 动 下 随 后 墙 摆 动 , 上 、 刀 片 间 上 使 下
滚切式双边剪结构特点
滚切式双边剪结构特点滚切式双边剪安装在中厚板轧钢厂的精整剪切线上,用来剪切经轧制、矫直、冷却、修磨后的单张钢板的两个纵向边部的同时,把切下来的边条横向剪切成一定长度的碎边小块并以收集。
碎边小块不经再次处理,可供装炉炼钢。
一台滚切式双边剪是由一台固定剪和一台移动剪组成,这两台剪机相对地安装在同一底座上。
每台剪机都有切边的纵向剪刀和切废边的碎边剪刀,它们各自由主电机经过齿轮传动装置及三根平行的曲轴带动。
每台剪机的主要组成部分包括•:机架、传动装置、刀架及剪刃固定装置、剪刃间隙调整机构、剪刃后退机构、拨料器及压板装置、夹送馄、左右剪同步机构、移动剪横移装置、车昆梁及碎边溜槽、快速换刀装置、板厚测量装置、稀油润滑系统、干油润滑系统、液压管路系统等。
1机架固定剪和移动剪的入口及出口侧各有一个铸焊结构的机架,固定剪机架用螺栓固定在两个平行的底座上,移动剪安装在底座及横移装置上。
每台剪机的机架在靠近剪切线的下方与铸钢的下刀台连结在一起,其上部通过安全销用扭力搬手把合,当剪机过载时安全销被拉断,下刀架卸压,以保护设备安全.其下部用螺栓把合在一起。
机架在靠近剪切线的上方用螺栓及斜键与前面板连结在一起。
机架的上方前部装上主减速机箱体,用液压子应力拉杆及螺栓把它们连结成一个刚性的整体。
机架的上方后部与主电机的平台连结成一体。
机架下方后部与换刀装置的横梁连结成一体。
2传动装置主传动装置由可分的上、中、下主减速机箱体、齿轮、轴及曲轴组成。
箱体由焊接和铸钢件制成,高速轴由滚动轴承支承,低速轴由滑动轴承支承。
固定剪和移动剪的主减速机上的全部齿轮与轴是通过外锥式中间套液压过盈连接,以便于调整曲轴的相位角的同时利于卸装。
主减速机上、中、下箱体用液压予应力拉杆连接在一起。
主电机安装在剪机机架上部的平台上,每台剪机由二台主电机传动。
主电机与主减速机之间由带制动盘的齿型安全联轴器连接,每个联轴器上装有二个安全销,以保护设备免受过载,每个安全联轴器的制动盘处装有一个制动器,当过载断销时由电气控制令其设备运转制动。
滚切式双边剪与圆盘式双边剪对比分析(郝金川)最终

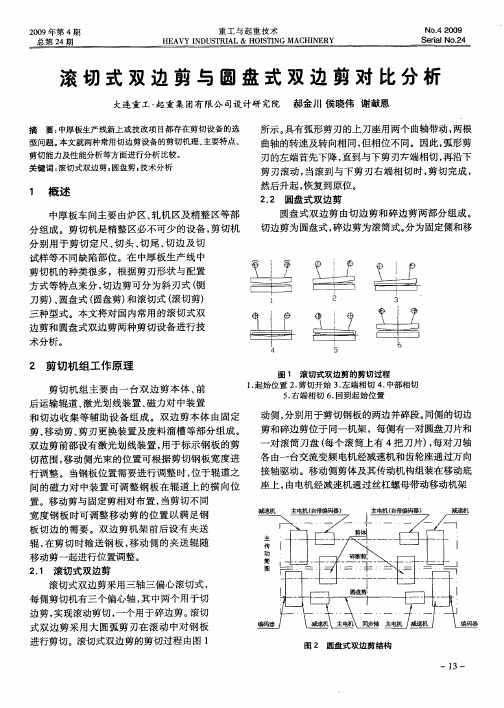
滚切式双边剪与圆盘式双边剪对比分析大连重工·起重集团有限公司设计研究院郝金川侯晓伟谢献恩摘要:中厚板生产线新上或技改项目都存在剪切设备的选型问题。
本文就两种常用切边剪设备的剪切机理、主要特点、剪切能力、结构性能及投资分析等方面进行分析比较。
关键词:滚切式双边剪;圆盘剪;技术分析1概述中厚板车间主要由炉区、轧机区及精整区等部分组成。
剪切机是精整区必不可少的设备,剪切机分别用于剪切定尺、切头、切尾、切边及切试样等不同缺陷部位。
在中厚板生产线中剪切机的种类很多,根据剪刃形状与配置方式等特点来分,切边剪可分为斜刃式即铡刀剪、圆盘式即圆盘剪和滚切式即滚切剪三种型式。
本文将对国内常用的滚切式双边剪和圆盘式双边剪两种剪切设备进行技术分析。
2 剪切机组工作原理剪切机组主要由一台双边剪本体、前后运输辊道、激光划线装置、磁力对中装置和切边收集等辅助设备组成。
双边剪本体由固定剪、移动剪、剪刃更换装置及废料溜槽等部分组成。
双边剪前设有激光划线装置,用于标示钢板的剪切范围,移动侧光束的位置可根据剪切钢板宽度进行调整。
当钢板位置需要进行调整时,位于辊道之间的磁力对中装置可调整钢板在辊道上的横向位置。
移动剪与固定剪相对布置,当剪切不同宽度钢板时可调整移动剪的位置以满足钢板切边的需要。
双边剪机架前后设有夹送辊,在剪切时输送钢板,移动侧的夹送辊随移动剪一起进行位置调整。
2.1 滚切式双边剪滚切式双边剪采用三轴三偏心滚切式,每侧剪切机有三个偏心轴,其中两个用于切边剪,实现滚动剪切,一个用于碎边剪。
滚切式双边剪采用大圆弧剪刃在滚动中对钢板进行剪切。
滚切式双边剪的剪切过程由图1所示。
具有弧形剪刃的上刀座用两个曲轴带动,两根曲轴的转速及转向相同,但相位不同。
因此,弧形剪刃的左端首先下降,直到与下剪刃左端相切,再沿下剪刃滚动,当滚到与下剪刃右端相切时,剪切完成,然后升起,恢复到原位。
图1 滚切式双边剪的剪切过程1.起始位置2.剪切开始3.左端相切4.中部相切5.右端相切6.回到起始位置2.2 圆盘式双边剪圆盘式双边剪由切边剪和碎边剪两部分组成。
滚切式双边剪与圆盘式双边剪对比分析
剪切能力及性 能分析等方面进行分析 比较。
关键词 : 滚切 式双边剪 , 圆盘剪 , 技术分析
1 概 述
中厚 板 车 间 主要 由炉 区 、 机 区 及精 整 区等 部 轧 分 组 成 。剪切 机 是精 整 区 必不 可少 的设 备 , 剪切 机
2 1 滚 切式 双边 剪 . 滚切 式双 边剪 采用 三轴 三偏 心 滚切 式 , 每侧 剪切 机有 三个 偏心 轴 , 中两 个用 于切 其
图 : .
—/ : _ 一 _
= l } :『I圆 ! 盘剪厂 ] —
:
一
L
\
I
L.j . H - r I
4
2 剪切机组工作原理
剪 切 机 组 主 要 由一 台双 边 剪 本 体 、 前
后 运 输辊道 、 光 划 线装 置 、 力对 中装置 激 磁 剪 、 动剪、 移 剪刃 更换 装 置 及废 料 溜槽 等 部分 组 成 。
圈 1 滚切式双边剪的剪切过程 1起始位置 2 剪切开始 3 左端相切 4 中部相切 . . . . 5 右端相切 6 回到起始 位置 . .
方 式 等特 点来 分 , 边剪 可 分为 斜 刃 式 ( 切 铡
≥兰车兰;
l
产—亍
2
乒;= 寺
刀剪) 圆盘 式 ( 、 圆盘剪) 和滚切式 ( 滚切剪) 三 种型 式 。本 文 将对 国内 常用 的 滚切 式双 边 剪 和 圆盘 式双 边剪 两种 剪 切 设备 进 行 技
术分 析 。
在底座上移动 , 完成机架开 口度 的调整 , 以便剪切 样 本为例 , 剪切 能力参 数见表 l 其 。 不 同宽度 的钢 板。 圆盘 式双边剪 结构见 图 2 。 滚 切 式双 边 剪 可剪 切 最 大 厚 度为 5rm , 0 a 剪
双边剪

滚切式双边剪简介1.机器的用途滚切式双边剪安装在中厚板轧钢厂的精整剪切线上,用来剪切经轧制、矫直、冷却、修磨后的单张钢板的两个纵向边部的同时,把切下来的边条横向剪切成一定长度的碎边小块并以收集。
碎边小块不经再次处理,可供装炉炼钢。
2.规格与性能2.1 钢板规格厚度6~50mm宽度成品1500~3300 mm 来料1550~3350 mm长度6000~42000 mm重量来料max 16t2.2 钢板强度极限厚度=50mm时σb≤800Mpa厚度≤40mm时σb≤1200Mpa2.3纵向剪切弯曲度≤1.0mm/10m2.4宽度公差0~2mm2.5两刀切口错位≤0.4mm2.6 剪切次数14~28次/min2.7 剪切步长max 1300mm2.8碎边宽度(单边)max 150mm min 20mm2.9 钢板剪切温度≤200℃以下2.10主刀片长度2200mm2.11主刀片开口度≈150 mm2.12主刀剪切角α1≈4.5°α2≈6°2.13碎边刀剪切角α≈3°2.14主刀后退量 2 mm2.15主刀重叠量 5 mm2.16碎边刀重叠量max 60 mm2.17主刀片左右侧同步方式机械同步2.18剪切力2X6500KN2.19换刀时间≤30 min2.20刀片侧隙调整范围0.4~4 mm2.21移动剪横移距离max 2000 mm2.22移动剪横移速度0~100 mm/s 2.23夹送辊送板速度max 2 m/s2.24夹送辊加速度max 2.5 m/s2 2.25夹送辊直径φ650mm2.26夹送辊开口度150mm2.27夹送辊左右侧同步方式机械同步2.28压料装置开口度150mm2.29主传动电机Z355-6 4台2.30换刀小车移动速度~0.25m/s 电动2.31换刀旋转台转角180°手动2.32压板压力2×16t2.33剪刃材料H132.34夹送辊液压缸压力 4.5~12mm时 4.5Mpa13~40mm时7Mpa41~50mm时9Mpa2.35对板形的要求为了确保剪机运转时不出故障,板材的不平度不得大于下值:板厚8mm时最大45mm板厚40mm时最大30mm板厚50mm时最大20mm板材头部和尾部舌形或燕尾形结构不得大于250mm3.工作原理与结构特点3. 1 工作原理3. 1 .1工作原理见图1(1)切边已经开始,碎边则刚刚开始;(2)碎边结束, 切边在继续;(3)剪切结束后, 切边剪与碎边剪松开板材,板材向前进给。
试析双边剪的结构及影响切口质量的因素

试析双边剪的结构及影响切口质量的因素1 问题提出首秦公司4300mm生产线上的滚切式双边剪是由德国西马克(SMSD)公司设计(三轴三偏心结构),与沈阳重型机械有限责任公司合作制造的,2006年10月份投产,至今投入使用已7年。
剪切质量在同类剪子中可以排在前列,实现完美切口需要在设计、安装、维护、使用各个环节进行控制。
双边剪切完后理论上是两条平行线,但受到的影响因素很多。
根据技术人员对国内同类剪子的考察、了解、研究、分析,影响滚切式双边剪剪切钢板质量的因素归纳起来有两大类:一是两主切边剪刃不平行;二是钢板运输过程中前进轨迹偏离理论轨迹,即“跑偏”,这是众多中厚板厂遇到的最头疼的问题。
针对以上两大类问题,详细分析了具体原因,并且提出了相应的控制措施,希望对今后滚切式双边剪的设计制造、安装调试、使用都具有借鉴和参考价值。
2 滚切式双边剪设计特点简介德国西马克公司设计的滚切式双边剪具有剪切能力大、作业率高等优点。
机械设计中采用了滚切式原理,剪切重叠量很小,剪切角和重叠量沿剪刃长度方向几乎相等,所以被剪切钢板变形小、切口质量好。
设计中采用了多个偏心连杆机构:(1)主驱动三轴三偏心,两个偏心轴驱动主切边剪、一个偏心轴驱动碎边剪;(2)剪刃间隙调整结构,主切边剪和碎断剪剪刃间隙调整全部为偏心结构;(3)退刀结构,设计成三根带有偏心的轴连在一起组成;(4)压脚机构驱动,设计成凸轮结构。
这么多的机械偏心结构组装在一起,并且动作协调,所以对制造、安装的精度要求都非常高。
机械和自动化的完美结合实现了自动调整剪刃间隙、自动送板、自动压紧、自动退刀、自动检测钢板厚度、自动故障检测等。
3 影响切口质量因素及控制措施3.1 主剪刃平行度控制主剪刃平行度的保证是实现切口质量完好的第一要素。
双边剪切边剪剪刃长2080mm,单片剪刃两头距离中心线尺寸公差控制在0.10mm以内(见图1)。
加工制造过程中严格控制零部件尺寸公差,安装过程中每部分都要精确测量,尤其前后机架定位尺寸。
滚切式双边剪剪切问题分析及改进措施
n ' l l n ×( 1 2 0 0- 4 2 0 0 ) m m ×( 5 0 0 0~2 6 0 0 0 ) m m; 最
1 滚切式双边 剪工艺布 置和主要工作参数
某 厚 板厂 滚切 式双 边剪 布置 形式 如 图 1 所示 。
剪切 的钢板厚度/ am r
8< h ≤ l 6
1 6< h ≤4 0 4 0< h ≤ 5 0
2 影 响 双 边 剪 剪 切 效 率 的 问题 及 改 进 措 施
2 . 1 存 在 的 问题
剪切频率/ ( 刀次 ・ m i n )
1 8~2 4
1 6~l 8 1 6
设 备 主要 由激 光 划 线 装 置 1 , 双边 剪输入 、 输 出 辊 道8 , 钢 板磁 力 对 中装 置 7, 机前机后夹送 辊 2 , 固
大剪切 速度 2 4 c u t / m i n ; 剪 切温度 1 2 0  ̄ C; 最 大废料尺
寸5 0 m m× 1 0 0 m m×1 3 0 0 mm; 被 剪切 钢板 的强度 分 别为 1 2 0 0 MP a ( 钢板厚 度 < 4 0 mm) 和8 0 0 MP a ( 钢板
2 0 1 3年 7月
机械设计与制造工程
M a c h i n e D e s i g n a n d M nu a f a c t u i r n g E n  ̄ n . 2 0 1 3
Vo 1 . 42 No. 7
第4 2卷 第 7期
摘要 : 针对 某厚 板厂 剪切 线投 用前 期双 边 剪 使 用状 况 , 分 别 从 剪切 效 率和 剪 切 质 量 两 方 面着 手 , 进 行 问题排 查 与原 因分 析 , 从 而对现 有设 备进行 了布 置调 整和 结构 改造 , 并 对 双边 剪 自动 剪切 程 序 做 了改进 。此外 , 不仅 对设 备 的操 作与 维护提 出了改进 意 见 , 而且 对 易发 剪切 异 常 现 象提 出了
中厚板滚切式双边剪资料

是钢板的切口不光滑, 不够平整, 剪切厚度 1m 8m
以下的钢板往往有“ 错边”即切边的直线度不好) (
的情况发生。
2 夹送辊装置的调整
夹送辊装置在双边剪中的作用是夹紧被剪切 的钢板和输送待剪或剪过的钢板。钢板边部的剪 切要求: 直线度好, 没有任何剪切缺陷, 刀口平整,
上辊
水平状 态
辊缝趋于十 。
每一夹送辊的辊子中心线应与主刀刃线垂 直, 即钢板在辊道上移动方向与主刀刃线平行, 以 保证被剪切钢板移动的直线性 , 3 如图 ,
内偏心套
越 八. 戮
图 2 上下辊相对位置调整示意图
图 3 夹送辊与下主刀相对位置示意图
万方数据
·2 8·
20 年第 4 01 期 22 夹送辊的动作原理 . 钢板在夹送过程中受力情况如图 6 。图 6 中
图 5 夹送辊调整后安装精度示意图
万方数据
宽厚板
2 · 9
改善钢板与夹送辊之间的接触环境可削弱 af ,的
影响 ;
甲 曰白
Hale Waihona Puke 蜘净1 i Q 产生M . )m n Q > 2 . Q 产生MR ) < a Q
十 如
声M ,
、 城M.
M, 为电机的回转力矩, 设计上可调; R为夹送辊半径, 磨损后会减小, 设计上要求
边” 问题。切边不平整、 不光滑及“ 错边” 板显著减
由两侧阀台控制, 液压管路是相对独立的。 实际运行中, 两侧液压缸压力有差别, 相差 1 -2 a MP 。为解决两侧压力差别, 现将两侧液压缸
少, 中板产品的切边质量得到了极大的改善。
4 结束语 韶钢中板厂以滚切式双边剪为主的新剪切
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在 以 往 多 数 双边 剪 剪 切 机 构 中均 缺 少 平 衡 机 构 ,当 双边 剪 剪 切 钢 板 时 ,球 铰 与上 剪 切 机 构 以 及 曲柄 与连 杆 之 间 的间 隙 位 于 上侧 ,不 剪 切 时 又 转 移 到下 侧 ,而 由问 隙 的 突 然 变化 产 生 的 冲击 和 振 动将 会 影 响 剪 切 质量 。 经过 长 期 磨 损 间 隙变 得
渐 抬 升至 起 始 位 置 ,完 成 一 次剪 切 。该 双 边 剪 弧 形 剪 刃 的 半 径 为 95 0m 0 m,剪 刃 重 叠 量 为 5 7 ~
1一 重 集 团 大连 设 计 院有 限公 司 程 师 ,辽 宁 .
大连 16 0 60 1
21 0 1年 第 3期 ( 1 1期 总 4
—
蘑穗 赢 l 。
誊 警
i
鬈| …
i |
誓
鼍
|
1 . 6 / i n1 7 - 3 52 1 . . 3 03 9 . s .6 3 3 5 . 0 0 9 js 013 0
新 型滚 切式 双边 剪 结 构设 计
周 文战
摘要 :介绍宽厚板轧机精整线上新型滚切式双边 剪结构特点≯ 关键词 :双边剪 ;滚切式 ;宽厚板轧机 ;精 整线 。
相反。
^… l H、 \ 一
b 5
、
。
≥
1 机 架 ;2 压 板 ;3 剪 刃 I 蒯 整 电 机 ;4 上 刃 ;5 静 胜 一 一 一 司隙 - 一
板 ;6 平 衡 液 压 缸 ;7 夹送 辊 。 — 一
装 有 弧 形 剪 刃 的上 剪 切 机 构 在 两 根 曲轴 带 动
中 图分 类 号 :T 3 . 1 文 献 标 识 码 :B 文 章编 号 : 17 - 3 5 (0 0 - 0 3 0 G3 3 2 6 3 3 5 2 1) 3 00 — 3 1
Src r eg N wR l gct ye obe ie r e Zo nhn t t e s noa e ol -u p u lSd i r hu za u u D i f i n T D T mm We
4 平 衡 连 杆 ;5 连 杆 铰 接 点 ; 6 半 衡 拉 杆 ;7 减 速 箱 上盖 ; 一 一 一 一
8 曲轴 ;9 一 一连杆 ;l一球铰 ;1- 上剪切机构 ;l一下剪 刃。 O ] 2
\
I
ll + 如 _ r — 一 i 屈 t f 叮
6
l7 - l
2、Βιβλιοθήκη 3 \\ \一\ 。
{
:E I \I l :
\
,
嫠
’
厚板 轧 机 精 整 线 上 一 种新 型滚 切 式 双 边 剪 的 结 构 特点进行 介绍 ( 图 1 。 见 )
上 进行 滚动 剪切 ,上 剪刃相 对钢 板 的滑动量 小 ,钢 板 滑伤 小 。而且上 下 剪刃 的重叠 量能根 据被 剪切 钢 板 的厚 度和性 能调 整 ,可 以保 证 钢板平 直度 ,切 下 的碎边 弯 曲也 较小 。
到 下剪 刃 右端 ,即剪 切 结 束 位 置 ,最 后 上 剪 刃 逐
-I ~ , T m ~
} t ~ ~
1 工作 原 理
该 双边 剪 由 同定 剪 和 移 动 剪 对 应 布 置 在 运 送
} ■ ~ 一 _
钢 板辊 道 的两 侧 ,其 传 动 形 式 为三 轴 三偏 心 结 构
( 图 2 。双 边 剪 主 传 动 为 两 主 电机 经 总 速 比为 见 ) 3 .7三 级齿 轮减 速 ,带 动三 个 曲轴工 作 。双边 剪 57 曲轴 转 向相 同 ,而 位 于 出 口侧 的碎 边 剪 曲轴 转 向
在 宽厚 板精 整 线 上 ,双 边 剪 用 于对 钢 板 边 部
进 行 剪 切 。 与 双边 剪 具 有 相 同用途 的设 备 还 有 圆 盘剪 。 目前 圆盘剪 只 能剪切 3 m 厚 以下 的钢 板 , 0m
而双边 剪 可 以剪 切 的最 大厚 度 为 5 0mm。此 外 ,双 边 剪在 圆盘 剪 的钢 板送 进 方式 上 也 不 相 同 , 圆盘 剪 为连 续 式 ,而 双 边 剪 为 步进 式 。本 文 主 要 对 宽
图 1 双 边 剪 结 构 图
下 进 行 剪 切 。 由 于两 根 曲轴 转 向相 同 ,但 相 位 不 同 ,使 弧 形 剪 刃 的左 端 首 先 下 降 ,直 到 与下 剪 刃
左 端 相切 ,然后 上 剪 刃 沿 下 剪 刃滚 动 ,一 直 滚 动
1m,滚切 角 为2 。 T i 。 由于在 整个 剪切 过程 中上剪 刃在平 直 的下剪 刃
a ei t d c d i i at l . r nr u e t s r ce o nh i 。
Ke r s d u l s e r e ol g c ty g w d l e o ig i; nsig ae ywo d : o be i i 《rl n — u t ; iep t rln 1 f i n n d t mm i p a l m 1i h l
y . @ch.o z s fi m j c
鬻 | l设i s计算 | 薯 | t - i
图2 双 边 剪 单侧 传 动 简 图
2 机构特 点
2 1 平衡 机构 .
l 液 压 缸 ;2 液 压 缸 随 动 缩 l 置 ;3 液 压 缸 随 动 伸 f 位 置 ; 一 一 目 一 H