模具毕业设计44开关外壳的注塑模设计
开关外壳的注塑模设计答辩
4
二、注塑机的选择
产品的体积为4408.91mm3,浇注系统的凝料大约为 塑件体积的0.2~1倍,由于产品的体积过小,考虑到经 济性能采用一模四腔。根据公式选择注射机的最大注 射量: KV注≥4V件+V废 式中:K=0.8 可以得到:V注≥33.0668cm3
所以初选注射量为60cm3的注射机XZ-60/40。
8
五、模具的整体设计
根据塑料注射模中小型模架GB/T 12556.11990来选择模架,模具的整体结构如下图:
9
六、模具的工作过程
模具合模后,注射机将 塑料通过喷嘴进入到模具 的型腔中,然后通过保压 和冷却后开模,滑块在斜 导柱的作用下在导滑槽上 运动,带动侧型芯抽离, 然后顶杆顶出塑件与凝料, 取出后合模,模具工作过 程结束。
5
三、成型零件设计
根据产品尺寸的规格,初选标准模架为 250×250mm
由于该产品侧面上有孔,所以必须采用侧抽 芯机构。
6
成型零件
采用这样的型芯设计有利于节约材料和方便热 处理。
7
四、侧抽芯机构
侧抽芯采用斜导柱 与滑块的机构,侧型 芯与滑块用销连接, 开模时在斜导柱的作用 下,侧型芯随滑块抽出。
开关外壳的注塑模设计
1
摘要
塑件工艺性分析 成型设备的选择 成型零件的设计 侧抽芯机构 模具、开关外壳 塑件所使用的材料为ABS,该材料有较好的冲 击强度、尺寸稳定性、电性能、耐磨性。成型 加工和机械加工较好。
3
2、产品的要求
1、要有较好的耐磨性,表面要光滑,不能出现 熔接痕。
10
谢谢各位老师
11
模具毕业设计41盒盖注塑模的毕业设计
模具毕业设计41盒盖注塑模的毕业设计毕业设计题目:41盒盖注塑模的设计与制作一、设计背景和意义:盒盖注塑模是注塑成型过程中必不可少的关键设备之一、本毕业设计旨在设计和制作一套能够生产41盒盖的注塑模具,以满足市场需求。
通过该设计,可以提高生产效率、降低生产成本,同时也有助于提升学生对注塑模具设计与制作的理论与实践能力。
二、设计要求:1.产品要求:盒盖尺寸为(XX * YY * ZZ)mm,材料为(材料名称),表面要求光滑。
2.模具寿命要求:最低使用寿命为(N)次。
3.模具结构要求:采用(模具结构形式)结构。
4.模具材料选择:根据产品要求和使用寿命要求,选择合适的模具材料。
5.模具加工工艺要求:模具设计要符合工艺要求,充分考虑加工可行性。
6.成本控制要求:根据市场调研结果,合理控制模具成本,确保最终产品的竞争力。
三、主要设计步骤:1.产品尺寸和结构设计:通过对盒盖产品进行详细的分析和研究,确定盒盖的尺寸和结构,以满足产品的使用需求。
2.模具结构设计:根据盒盖产品的特点,选择合适的模具结构形式,并进行结构设计,包括上模、下模、侧滑块、顶针等。
3.模具材料选择和配套工艺:根据模具设计的要求,选择合适的模具材料,并进行材料的热处理,以提高模具的硬度和使用寿命。
选择合适的材料加工工艺,确保模具的精度和质量。
4.模具加工工艺设计:根据模具结构和材料的选定,进行模具加工工艺设计,包括加工顺序、加工工艺参数等,以提高模具的加工效率和质量。
5.模具组装和调试:根据模具的设计和加工要求,进行模具组装和调试,确保模具正常运行和满足产品要求。
6.模具试制和改进:进行模具试制,分析和改进模具设计和制造过程中出现的问题,不断优化模具的设计和制造工艺,最终得到满足要求的模具产品。
四、设计成果:1.模具设计图纸:包括盒盖产品的尺寸和结构设计图、模具的结构设计图等。
2.模具加工工艺文件:包括模具加工工艺的详细过程和参数。
3.模具试制报告:包括模具试制过程中的问题分析和改进措施。
开关类电器元件注塑模设计

塑件分析:z该塑件为开关类电器元件,所以要求所选材料有非常好的化学稳定性,机械强度、电绝缘性能和热稳定性。
z塑件面扁平,较薄,有两方孔及较多分布均匀的杆件和细孔,在设计模具时需要用到镶块和镶杆。
所选材料:PETP(聚对苯二甲酸乙二醇酯)z典型应用范围汽车工业(结构器件如反光镜盒,电气部件如车头灯反光镜等),电器元件(马达壳体、电气联结器、继电器、开关、微波炉内部器件等)。
工业应用(泵壳体、手工器械等)。
z注塑工艺及模具条件干燥处理:由于PET的吸湿性较强,注塑成型前必须进行干燥处理。
建议干燥条件为120—165℃,4h的干燥处理。
要求湿度应小于0.02%。
熔化温度:对于无玻璃纤维填充的品种为265—280℃;对于玻璃填充的品种为275—290℃。
模具温度:80—120℃。
注射压力:30—130Mpa。
注射速度:在不导致脆化的前提下可采用较高的注射速度。
流道和浇口:可以使用所有常规类型的浇口。
浇口尺寸应当为塑件厚度的50%到100%。
z化学和物理性能 PET的玻璃转化温度在165℃左右,结晶温度范围是120—220℃。
PET在高温下有很强的吸湿性。
玻璃纤维增强型的PET材料,在高温下还很容易发生弯曲变形。
可以通过添加结晶增强剂来提高材料的结晶程度。
用PET加工的透明制品具有光泽度并且热变形温度高。
可以向PET中添加云母等特殊添加剂,使弯曲变形减到最小。
采用较低的模具温度成型非填充的PET材料,可获得透明的制品。
比较:PBTP(聚对苯二甲酸丁二醇酯)z典型应用范围家用器具(食品加工刀片、真空吸尘器元件、电风扇、头发干燥即壳体、咖啡器皿等),电器元件(开关、电机壳、保险丝盒、计算机键盘按键等),汽车工业(散热器格窗、车身嵌板、车轮盖、门窗不件等)。
z注塑工艺及模具条件干燥处理:这种材料在高温下很容易水解,因此注塑成型前的干燥处理很重要,建议在120℃的空气中干燥6—8h,或者在150℃的空气中干燥2—4h。
模具毕业设计44电筒筒头注塑模设计

届毕业设计说明书电筒筒头注塑模设计系、部:机械工程系学生姓名:指导教师:专业:材料成型及控制工程班级:完成时间:年6月1日摘要模具制造技术迅速发展,已成为现代制造技术的重要组成部分。
本设计介绍了塑料注射模具的设计与制造方法。
该注射模采用了1模2腔的结构。
根据塑件的结构,选用了两侧带有侧抽芯机构的两板模,运用斜导柱完成塑件的侧抽芯,采用侧浇口完成进料。
在整个设计过程中,查阅了大量的参考数据,深入分析设计内容,包括塑件成型工艺性分析;拟定模具结构形式;注射机型号的确定;浇注系统形式和浇口的设计;成型零件的结构设计和计算;模架的确定和标准件的选用;合模导向机构的设计;脱模推出机构的设计;侧向分型与抽芯机构的设计;冷却系统的设计。
由于抽芯距离较短,为了使模具结构简单,采用斜导柱侧抽芯方式,并对模具的材料进行了选择。
如此设计出的结构可确保模具工作运用可靠。
最后对模具结构与注射机的匹配进行了校核。
通过该塑料模具的设计使自己对塑料模具的设计流程有了更深一层次的认识。
关键词:塑料;注射模具;设计;侧抽芯;斜导柱ABSTRACTThe die making technology rapidly expand, has become the modern technique of manufacture the important component.This design introduced the plastic injects mold's design and the manufacture method. This injection mold has used 1 mold 2 cavity structures. According to the structure of the plastical piece chose to use the mold with two sidecores. make use of inclined lead pillar completion side core-pulling of the plasticalpiece and adopt side gate completion injection .Checked a great deal of reference in the whole design process, thorough analysis the design contents, include usage Proe software to carry on wallthinckness and draft analysis for the product;Draft the mold structure form;The assurance of injection machine model ;design of injection system and gate;Model structure design and calculation of mold parts; The assurance of mold base with standard piece of choose to use;ejector organization‘s design;The design of side core ejector ‘s organization;The design of cooling system. As the core pulling shorter distances, in order to enable Die simple structure, using bevel-side core-pulling, also mold the material of choice. The design of such a structure can be used to ensure reliable die. Finally, the injection mold structure and the matching machine was calibrated.Through the design process of plastics mold makes me have more deep one layer understanding of the design process to the plastics mold.Key word: plastic;injection mold;design;sidecore;inclined lead目录引言 (1)1塑件的分析及塑料的成型工艺性能 (2)1.1分析塑件使用材料的种类及工艺特征 (2)1.1.1性能特点 (2)1.1.2成型工艺分析 (2)2初步确定型腔数目 (4)2.1型腔数目常用方法 (4)2.1.1 根据经济性确定型腔数目 (4)2.1.2 根据注射机的额定锁模力确定型腔数目 (4)2.1.3 根据制品精度确定型腔数目 (4)4.1.4 根据注射机的额定最大注射量确定型腔数目 (4)3注塑机的选取及校核 (6)3.1塑件体积及品质的计算: (6)3.2塑件和流道凝料在分型面上的投影面积及锁模力的计算 (7)3.3选取注塑机 (7)3.4注塑机及工艺参数的校核 (7)3.4.1锁模力的校核 (7)3.4.2注射量的校核 (7)3.4.3 最大注射压力校核 (8)4分型面的确定 (9)4.1分型面的设计原则 (9)4.2分型面类型的选择及确定 (9)5浇注系统的设计 (11)5.1浇注系统设计的原则 (11)5.2.主流道的设计 (12)5.2.2 主流道浇口套的形式 (13)5.2.3 主流道尺寸的确定 (13)5.3冷料穴的设计 (14)5.4分流道的设计 (14)5.4.1 分流道剪切速率的校核 (15)5.5浇口的设计 (16)6 成型零部件的结构设计 (18)6.1凹模的的结构设计 (18)6.2凸模的结构设计 (18)6.3成型零件工作尺寸计算 (19)6.3.1 影响工作尺寸的因素: (19)6.3.2 零件工作尺寸的计算 (20)7 侧向抽芯机构设计 (22)7.1抽芯距的计算: (22)7.2侧向抽芯机构的设计 (22)7.2.1斜导柱的设计 (23)7.2.2斜滑块的设计 (24)8 模架的选择 (25)8.1主要参数如下: (25)8.2模具尺寸校核 (26)9 导向机构的设计 (27)9.1导柱导向机构的作用 (27)9.2导柱导套的设计原则 (27)9.3导柱导套材料选择 (27)10 推出机构的设计 (28)10.1推件力的计算 (29)11 冷却系统的设计 (30)11.2确定冷却水道直径 (31)12模具排气槽的设计 (32)13零件的加工工艺 (33)13.1动模型芯制造工艺过程: (33)13.2凸模(定模部分)加工工艺过程: (34)14 模具加工工艺流程: (35)参考文献: (36)设计体会: (37)致谢 (38)引言我国的塑料工业正在飞速发展,塑料制品的应用已经深入到国民经济的各个部门。
开关旋转盖注塑模设计

目录前言--------------------------------------------------------------------------------------------1 一塑料制品的工艺性分析------------------------------------------------------------ -3 二注射机型号的初步拟定---------------------------------------------------------------4 三成型零件的工作尺寸-----------------------------------------------------------------6 四模具结构方案确定---------------------------------------------------------------------7 五浇注系统设计---------------------------------------------------------------------------8 六温度调节系统--------------------------------------------------------------------------11 七顶出机构的确定-----------------------------------------------------------------------12 八其它系统与结构-----------------------------------------------------------------------12 九模具中相关的校核--------------------------------------------------------------------14 十模具的工作过程-----------------------------------------------------------------------15 十一模具的装配--------------------------------------------------------------------------15 十一结束语----------------------------------------------------------------------------------18 十二附录----------------------------------------------------------------------------------19 附录一成型零件加工工艺卡片附录二成型零件零件图附录三模具总装图前言时间过的很快,三年的学习生活即将结束,经过三年的学习,本人对模具的操作和设计有了一定得基础认识,为了检验自己,此次我的设计课题是开关上的旋转盖。
开关盒上盖注塑模设计

目录1绪论 (2)2模具设计 (3)2.1零件材料选择及性能 (3)2.2注射机型号的确定 (3)2.3分型面及型腔布置 (4)2.4 浇注系统设计 (5)2.4.1 浇注位置模拟 (5)2.4.2 浇注系统的尺寸计算 (7)2.5锁模力校核 (10)2.6成型零件设计 (11)2.6.1成型零件的材料选择 (12)2.6.2成型零件的结构设计 (12)2.6.3 成型零件钢材的选用 (12)2.6.4成形零件工作尺寸的计算 (12)2.7 凹模及垫板的强度和刚度计算 (14)2.8模架的选择 (15)2.9标准件的选取 (16)2.9.1定位圈的选取 (16)2.9.2浇口套的选取 (17)2.9.3 导向机构的设计 (17)2.9.3.1导柱的选取 (18)图2-12 导柱 (18)2.9.3.2导套的选取 (18)2.10 推出系统的设计 (18)2.10.1 推出形式 (19)2.10.2 脱模力和推出距离 (19)2.10.3 推板的设计 (19)3 模流分析(CAE) (20)参考文献: (24)1绪论模具是利用其特定形状去成型具有一定形状和尺寸的工具。
对塑料模具的全面要求是:能生产出在尺寸精度,外观,物理性能等方面均达到要求的优质制品。
以模具的使用角度,要求高效率、自动化、操作简便;从模具制造的角度,要求结构合理,制造容易,成本低廉。
塑料模具影响着塑料制品的质量。
首先,模具型腔的形状、尺寸、面光洁度、分型面、进浇口和排气槽位置以及脱模方式等对制件的尺寸精度和形状精度以及制件的物理性能、机械性能、电性能、内应力大小、各向同向性、外观质表面光洁度、气泡、凹痕、烧焦、银纹等都有十分重要的影响。
其次,在塑料加工过程中,模具结构对操作难易程度影响很大。
在大批量生产塑料制品时,应尽量减少开模,合模和取制件过程中的手工劳动,为此常采用自动开合模和自动顶出机构。
在全自动生产时还要保证制件能自动从模具上脱落。
本科毕业设计论文--φ40×12电器盖注塑模具设计

摘要随着经济的发展和人们生活水平的提高,对一些小的物品就像一个小小的按钮都有独到的要求,不仅要方便使用而且对外观的要求也很高.所以对塑料模具的要求也很高也越来与越高。
随着现代工业发展的需要,模具是重要的工艺装备之一,它在工农业生产以及日常生活中得到了广泛的应用。
由于采用模具进行生产能提高生产效率、节约原材料、降低成本,并可保证一定的加工质量要求,所以在电子,汽车、电机、电器、飞机、仪表,家电和通讯等产品中大部分零部件都采用模具进行加工。
塑料模具设计则是模具的主要部分,塑料模具的设计与制造水平的普及提高,是塑料成型加工工业,发展必不可少的重要条件.模具生产技术水平的高低,已成为衡量一个国家产品制造水平高低的重要标志.此次,通过对端盖注塑模具的设计,可以使我对注塑模有更深刻的理解而且可以熟练掌握相关软件,同时也锻炼了我综合运用所学知识解决实际问题的能力。
.对于塑料模具来说,目前市场上的百分之九九的外壳类产品都采用塑料,因为它不用承受很大的负载,塑料又起到了绝缘的效果.塑料的颜色多变,能满足人们不同的喜好。
本次设计的是的电器盖注塑模具设计,分析可知该零件的外形比较小,因此采用浇注系统为侧浇口模式,一个模具两个型腔,单分型面注射成为本次设计的结构模式。
本次设计的具体操作如下:首先是对于本次所要设计的塑件进行一系列的分析。
其中包括了对塑件结构的尺寸分析和材料分析。
然后是是对本次设计的塑件设计一个合理的方案。
其中包括了分型面的确定,型腔数量的确定以及浇注系统和顶出系统的设计。
对于该模具的设计,先要选定一台符合本次设计要求的注塑机。
然后是设计该塑件的浇注系统。
接着是对成型零部件的结构设计和工作尺寸的计算。
以及对排气系统和冷却系统的优化。
最后是对于整个模具的装配的要求和过程,并且使用CAD软件绘制了本次设计的模具的装配图和各个零件图。
总结了设计说明书。
关键字:注塑模具;侧浇口;CAD。
AbstractWith the economic development and people's living standards improve, on a number of small items like a small button has unique requirements, should not only has the advantages of convenient use and appearance requirements are very high. So the requirement of plastic mold is also very high and and higher.With the development of modern industry, the mold is one of the important technological equipment, it has been widely used in industrial and agricultural production and daily life.Home appliances and communication products such as most of the parts of the mold processing. Plastic mold design is the mold of the main part, improve the popularity of the plastic mold design and manufacturing level, plastics processing industry, essential for the development of an important condition. Level of mold production technical level has become the measure of a national product manufacture level of an important symbol of. This time, by the end cover injection mold design can enable me to cast the mold to have more profound understanding and mastery of the relevant software, but also exercise the integrated use of my knowledge to solve practical problems.For plastic mould, at present market of 99 percent of shell products are made of plastic, because it doesn't have to bear great load, plastic and insulation. Plastic color changeable, meet people's different preferences.This design is the electrical cover injection mold design and analysis shows that the parts of the shape is relatively small, so the use of gating system for side gate pattern and a mold two cavity, a single type of injection into the design modes of the structure. The design of the specific operation are as follows: first, the design of the plastic parts to carry out aseries of analysis. The dimension analysis and material analysis of the structure of the plastic parts are included. Then is the design of the plastic parts of the design of a reasonable solution. It includes the determination of the parting surface, the determination of the number of cavities and the design of the gating system and the ejection system.For the design of the mold, we must first select a machine that meets the requirements of the design of the injection molding machine. Then the casting system of the plastic part is designed. Then the structure design of the forming parts and the calculation of the working dimensions are followed. Optimization of exhaust system and cooling system. Finally, the requirements and process for the entire mold assembly, and the use of CAD software to draw the design of the mold assembly drawing and parts drawing. The design specification is summarized.Keywords:injection mold side gate; CAD.目录第1章.绪论 (1)第2章塑料制件的分析 (2)2.1 成型塑料件的工艺性分析 (2)2.2 成型塑件的材料分析 (3)第3章注塑设备的选择 (4)3.1估算塑件体积质量 (4)3.2 注塑机的选择 (4)第4章成型零件设计和计算 (6)4.1凸模的结构设计 (6)4.2凹模的结构设计 (7)4.3 型芯型腔尺寸计算 (8)4.3.1型腔凹模尺寸的计算 (10)4.3.2型芯凸模尺寸的计算 (12)第5章浇注系统的设计 (14)5.1 分型面的选取 (14)5.2模具型腔排列方式 (16)5.3浇口套的选用 (17)5.4冷料井的设计 (19)5.5分流道的设计 (20)5.7浇口设计 (22)第6章合模导向机构的设计 (23)6.1导柱的设计 (23)6.2 导套的设计 (25)第7章脱模结构的设计 (26)7.1 脱模力的计算 (26)7.2推出结构的设计 (27)第8章侧向分型和抽芯机构的设计 (29)8.1抽拔距的计算 (29)8.2斜导柱的尺寸与安装形式 (29)8.3 锁紧楔形式 (31)8.4 斜导柱的受力分析及强度计算 (31)第9章排气系统和冷却系统的设计 (32)9.1排气系统 (32)9.2冷却系统的设计 (32)第10章绘制装配图 (34)第11章注射机的校核 (36)11.1 注射量的校核 (36)11.2 锁模力的校核 (36)11.3 模具高度校核 (37)11.4 模具开模行程校核 (37)结论 (38)参考文献 (39)致谢 (40)第1章.绪论在五十年前,中国的模具行业取得了长足的进步,大大提高了模具制造的水平。
机械设计制造及其自动化开关座注塑模设计

本科生毕业设计开关座注塑模设计学院:机械与电气工程学院专业:机械设计制造及其自动化学号:学生姓名:指导教师:摘要随着塑料材料技术和注塑成型加工技术的不断进步,塑料注塑加工行业得以持续发展。
注射成型是热塑性塑料成型的主要方法之一,本设计是一款开关座注塑模的设计,对零件结构进行了工艺分析、确定了分型面、浇注系统、选择了注射机、计算了成型零部件的尺寸。
利用直导柱导向,推杆完成脱模并对模具的材料进行了选择。
如此设计出的结构可确保模具工作运用可靠。
最后对模具结构与注射机的匹配进行了校核。
并用AutoCAD绘制了一套模具装配图和零件图。
这是一次对所学知识的全面总结和运用,巩固和加深各种理论知识灵活运用的实践过程。
希望能够灵活运用所学的专业知识和技能,圆满完成此次的毕业设计。
关键词:注塑模;CAD;塑料;模具设计Switch Block Injection Mold DesignLAI Wei-haiAbstractWith the development of plastic materials and injection molding technology, plastic injection molding had processed industry to sustainable development. This design is a switch housing injection mold design, part structure of process and analysis to determine the parting surface, gating system, chose injection machine to calculate the size of molded parts. Using the straight guide column-oriented, putter, 忽略plete mold and the mold material of choice. The structure so designed as to ensure that the die is to use and reliable. Finally, the mold structure and injection molding machine was checked match. AutoCAD drawn with a mold assembly drawing and parts diagram. This is the time for a 忽略prehensive summary of the knowledge and application of theoretical knowledge to consolidate and deepen the flexible use of a variety of practice. I want the flexibility to apply the learned professional knowledge and skills. And able to successfully 忽略plete this graduation design.Key words: Plastic Injection Mould;CAD;Plastic;Mold design目录1. 选题背景 (1)2. 塑件成型工艺性分析 (1)2.1 塑件分析 (1)2.2 成型工艺分析 (2)2.3 ABS工程塑料的性能 (2)2.4 注塑工艺条件 (3)3. 分型面的选择 (3)3.1 分型面的选择原则 (3)3.2 分型面的确定 (4)3.3 型腔数目的确定 (4)4. 注塑机型号的确定 (5)4.1 所需注射量的计算 (5)4.2 塑件和流道凝料在分型面上的投影面积及所需锁模力的计算 (5)4.3 选择注射机 (5)4.3.1 型腔数量的校核 (6)4.3.2 注射机工艺参数的校核 (6)5.浇注系统的设计 (7)5.1 主流道设计要点 (7)5.2 浇口的设计 (7)5.3 浇口类型及位置的确定 (8)6.成型零件的结构设计和计算 (9)6.1 成型零件的结构设计 (9)6.2 成型零件工作尺寸的计算 (10)6.3 凹模结构设计 (11)6.4 型腔零件强度、刚度的校核 (12)6.4.1 根据侧壁厚度校核强度、刚度 (13)6.4.2 根据底板厚度校核强度、刚度 (14)7. 模架的确定和标准件的选用 (15)8. 合模导向机构的设计 (16)8.1 导向结构的总体设计 (16)8.2 导柱设计 (16)8.3 导套设计 (17)9.脱模推出机构的设计 (18)9.1 脱模推出机构的设计原则 (18)9.2 脱模机构的结构设计 (18)10. 冷却系统的设计 (19)11. 模具零件加工工艺 (20)11.1 坯料坯料 (21)11.2 模板的平面加工 (21)11.3 孔及孔系的加工 (21)11.4 成型零件的加工 (21)结论及尚存在的问题 (22)参考文献 (23)致谢 (24)附录 (25)开关座注塑模设计姓名:学号:班级:09机械(3)班1.选题背景注塑成型是生产塑料制件最常用的制造方法之一,采用这种方法既可以生产小巧的电子器件和医疗用品,也可以生产大型的汽车配件和建筑构件,生产的制件具有精度高、复杂度高、一致性高、生产效率高和消耗低的特点,有很大的市场需求和良好的发展前景。
注塑模毕业设计
注塑模毕业设计注塑模毕业设计一、选题背景注塑模是制造塑料制品的重要工具,其制作过程需要经过多个环节,包括设计、加工、调试等。
因此,对于注塑模的研究和开发具有重要的意义。
本文将针对注塑模的设计和制造进行研究,以期为相关领域的发展提供一定的参考。
二、研究内容1.注塑模的结构设计注塑模的结构设计是整个制造过程中最为关键的一步。
本文将从以下几个方面进行探讨:(1)模具材料选择:不同材料有着不同的特性,如强度、韧性等。
因此,在选择材料时需要根据具体情况进行综合考虑。
(2)模腔数量:在实际生产中,需要根据产品要求确定模腔数量。
本文将介绍如何通过计算得出最佳数量。
(3)射出系统:射出系统是影响产品质量和生产效率的关键因素之一。
本文将介绍如何设计合理的射出系统。
2.注塑模加工技术注塑模加工技术是保证产品质量和生产效率稳定性的重要环节。
本文将从以下几个方面进行探讨:(1)CNC加工技术:CNC加工技术是现代注塑模加工的主流方式之一。
本文将介绍如何进行CNC加工,并探讨其优缺点。
(2)电火花加工技术:电火花加工技术是注塑模制造中常用的一种非常规加工方式。
本文将介绍其原理和应用。
3.注塑模调试及优化注塑模调试及优化是保证产品质量和生产效率的关键环节。
本文将从以下几个方面进行探讨:(1)模具调试:模具调试是整个制造过程中最为关键的一步,直接影响产品质量和生产效率。
本文将介绍如何进行有效的模具调试。
(2)优化设计:通过对已有注塑模的分析和改进,可以不断提高产品质量和生产效率。
本文将介绍如何进行优化设计。
三、研究方法本研究采用实验研究法和理论分析法相结合的方法,通过对实际注塑模制造过程中所遇到问题的分析,以及对相关理论知识的学习和总结,来得出相应的结论和建议。
四、研究意义本研究对于注塑模的设计、加工、调试及优化具有重要的意义。
一方面可以提高产品质量和生产效率,另一方面也可以为相关领域的发展提供一定的参考。
五、研究进展目前,本研究已经完成了注塑模的结构设计和加工技术部分,并取得了一定的成果。
模具毕业设计43开关底壳塑料模具设计

毕业设计说明书(论文)作者:学号:学院:专业:题目:开关底壳塑料模具设计指导者:评阅者:目录前言 (1)第一章绪论 (3)1.1 塑料模具设计的发展现状和趋势 (3)1.2 塑料制件的设计原则 (6)第二章开关底壳外壳成型的工艺设计 (7)2.1 塑件的原材料分析 (7)2.2 工艺参数 (8)2.3塑件结构分析 (9)2.4 塑件的尺寸精度分析 (9)2.5 塑件的壁厚分析 (9)2.6 塑件的表面质量分析 (10)第三章开关底壳外壳的模具设计 (11)3.1模具总体结构设计 (11)3.1.1模具结构形式的确定 (11)3.1.2模板尺寸的确定 (11)3.2注射机的型号选取 (12)3.3 模具参数的校核 (12)3.3.1注射量的校核 (12)3.3.2注射压力的校核 (13)3.3.3.锁模力的校核 (13)3.3.4模具厚度的校核 (14)3.3.5模具开模行程的校核 (14)3.4 拟定模具结构形式 (15)3.5 分型面位置的确定......................... 错误!未定义书签。
3.6 浇注系统形式和浇口的设计................. 错误!未定义书签。
3.6.1 主流道的设计........................... 错误!未定义书签。
3.6.2.浇口套的设计........................... 错误!未定义书签。
3.6.3浇口套的固定........................... 错误!未定义书签。
3.6.4 分流道的设计........................... 错误!未定义书签。
3.6.5 浇口的设计 (20)3.6.6 浇注系统的平衡 (22)3.6.7冷料穴的设计 (23)3.7 排气系统的设计........................... 错误!未定义书签。
3.8 冷却系统的设计........................... 错误!未定义书签。
注塑模具毕业设计例
注塑模具毕业设计例注塑模具是一种用于制造塑料制品的重要设备,广泛应用于各个行业。
注塑模具的设计质量直接关系到产品的成型质量和生产效率。
本文将介绍一个注塑模具的毕业设计例,具体内容如下。
1.设计目标:设计一个适用于电子产品外壳注塑模具,能够满足产品的形状要求、加工精度要求和生产效率要求。
2.工艺分析:首先,对电子产品外壳的形状进行分析,了解其尺寸大小、结构特点、注塑模具的开合方式等。
然后,确定注塑模具的材质,选择适当的钢材,根据产品要求进行硬度处理。
接下来,进行模具加工方案设计,包括开模方式、冷却系统设计、脱模方式等。
最后,确定产品的成型工艺参数,如注射压力、注射速度、注射时间等。
3.注塑模具设计:根据工艺分析的结果,进行注塑模具的设计。
首先,进行整体结构设计,确定注塑模具的外形尺寸和零件布局。
然后,设计模具的进模、出模系统,包括定位销、导柱、导套等。
接着,进行产品的分型设计,确定产品材料的流动路径和冷却系统的设置。
最后,进行模具的零部件设计,包括模板、底板、导向架等。
4.模具制造:根据注塑模具设计完成的图纸,进行模具的制造。
首先,进行模具零件的制造,包括数控加工、车削、磨削等工序。
然后,进行模具的组装,包括模板的安装、导柱导套的组装等。
接着,进行模具的调试,检查模具的运行情况,调整注塑机的工艺参数。
最后,进行模具的表面处理,提高模具的使用寿命。
5.模具试产:根据注塑模具制造完成的模具,进行试产。
首先,安装模具到注塑机上,进行试模,并根据试模结果进行调整。
然后,进行产品的试产,检查产品的成型质量、尺寸精度等。
接着,调整生产工艺,提高生产效率。
最后,进行模具的维护保养,提高模具的使用寿命。
通过以上的设计、制造和试产过程,可以完成一个电子产品外壳注塑模具的毕业设计。
在设计过程中,需要考虑产品的形状要求、加工精度要求和生产效率要求,并进行系统性的工艺分析和模具设计。
通过模具制造和试产,可以验证模具设计的正确性,并进行必要的调整和修正。
外壳注塑模具设计本科毕业论文
毕业论文声明本人郑重声明:1.此毕业论文是本人在指导教师指导下独立进行研究取得的成果。
除了特别加以标注地方外,本文不包含他人或其它机构已经发表或撰写过的研究成果。
对本文研究做出重要贡献的个人与集体均已在文中作了明确标明。
本人完全意识到本声明的法律结果由本人承担。
2.本人完全了解学校、学院有关保留、使用学位论文的规定,同意学校与学院保留并向国家有关部门或机构送交此论文的复印件和电子版,允许此文被查阅和借阅。
本人授权大学学院可以将此文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本文。
3.若在大学学院毕业论文审查小组复审中,发现本文有抄袭,一切后果均由本人承担,与毕业论文指导老师无关。
4.本人所呈交的毕业论文,是在指导老师的指导下独立进行研究所取得的成果。
论文中凡引用他人已经发布或未发表的成果、数据、观点等,均已明确注明出处。
论文中已经注明引用的内容外,不包含任何其他个人或集体已经发表或撰写过的研究成果。
对本文的研究成果做出重要贡献的个人和集体,均已在论文中已明确的方式标明。
学位论文作者(签名):年月关于毕业论文使用授权的声明本人在指导老师的指导下所完成的论文及相关的资料(包括图纸、实验记录、原始数据、实物照片、图片、录音带、设计手稿等),知识产权归属华北电力大学。
本人完全了解大学有关保存,使用毕业论文的规定。
同意学校保存或向国家有关部门或机构送交论文的纸质版或电子版,允许论文被查阅或借阅。
本人授权大学可以将本毕业论文的全部或部分内容编入有关数据库进行检索,可以采用任何复制手段保存或编汇本毕业论文。
如果发表相关成果,一定征得指导教师同意,且第一署名单位为大学。
本人毕业后使用毕业论文或与该论文直接相关的学术论文或成果时,第一署名单位仍然为大学。
本人完全了解大学关于收集、保存、使用学位论文的规定,同意如下各项内容:按照学校要求提交学位论文的印刷本和电子版本;学校有权保存学位论文的印刷本和电子版,并采用影印、缩印、扫描、数字化或其它手段保存或汇编本学位论文;学校有权提供目录检索以及提供本学位论文全文或者部分的阅览服务;学校有权按有关规定向国家有关部门或者机构送交论文的复印件和电子版,允许论文被查阅和借阅。
开关按键的注塑模具设计说明书
目录绪论 (3) (4) (5) (5) (5) (6) (6) (7) (7) (7) (9) (9) (10) (10) (10) (11) (12) (12) (13) (13) (13) (13) (13) (14)2.4.5 滑块和导滑槽设计 (14)2.4.6 导柱的设计 (14) (15) (15) (15) (17) (18) (19) (19)5.2校核注塑机的开,合模空间 (20) (20) (20) (20) (20) (20) (21) (21) (21)结论........................................ 错误!未定义书签。
致谢........................................ 错误!未定义书签。
参考文献 (22)绪论大学的学习即将结束,毕业设计是其中最后一个实践环节,是对以前所学的知识及所掌握的技能的综合运用和检验。
随着我国经济的迅速发展,采用模具的生产技术得到愈来愈广泛的应用。
随着工业的发展,工业产品的品种和数量不断增加。
换型不断加快。
使模具的需要补断增加。
而对模具的质量要求越来越高。
模具技术在国民经济中的作用越来越显得更为重要。
根据业内专家预测,今年中国塑料模具市场总体规模将增加13%左右,到2005年塑料模具产值将到达460亿元,模具及模具标准件出口将从现在的9000多万美元增长到2005年的2亿美元左右,产值在增长,也就意味着市场在日渐扩大。
相当多的发达国家塑料模具企业移师中国,是国内塑料模具工业迅速发展的重要原因之一。
中国技术人才水平的提高和平均劳动力成本低都是吸引外资的优势,所以中国塑模市场的前景一片辉煌,这是塑料模具市场迅速成长的重要因素所在。
按照我国国家标准,模具共分为10大类46个小类,塑料模具是10大类中的l个大类,共有7个小类:热塑性塑料注塑模、热固性塑料注塑模、热固性塑料压塑模、挤塑模、吹塑模、真空吸塑模和其他类塑料模。
盖-塑壳开关塑料模具及制造工艺设计

摘要模具现在是轻工业产业发展的基础,而其中塑料模具更是占到模具总产量的30%~40%,塑料成型模具在许多种类的模具中的应用处于领先地位。
随着我国经济的告诉发展,国家经济建设稳定的发展,塑料制品的生产应用也越来越广泛,塑料成型工业在基础工业中占有着越来越重要的位置。
本文主要介绍一个塑壳开关的设计过程,对成型零件,浇注系统,脱模机构,抽芯机构,合模导向机构,排气系统,温度调节系统,和一些零件的加工的计算设计过程。
注射成型是塑料成型的一种重要方法,它主要适用于热塑性塑料的成型,可以一次成型形状复杂的精密塑件。
本课题就是将塑料圆盖作为设计模型,将注射模具的相关知识作为依据,阐述塑料注射模具的设计过程。
通过对塑料圆盖成型工艺的正确分析,设计了一副一模一腔的塑料模具。
模具中决定塑件几何形状和尺寸的零部件称为成型零件,包括前模板、前模仁、后模板、后模仁、后模镶件、斜导柱、滑块等的设计与加工工艺过程。
成型零部件在工作时直接与塑料接触,在一定的温度下承受熔体的高温和高压,因此必须要有合理的结构、较高的强度和刚度、较好的耐磨性、正确的几何形状、较高的尺寸精度和较低的表面粗糙度。
重要零件的工艺参数的选择与计算,推出机构与浇注系统以及其它结构的设计过程。
设计成型零部件时,应根据塑料的特性、塑件的结构和使用要求,确定型腔的总体布局,选择分型面,确定脱模方式,设计浇注系统、排溢系统等,然后根据加工工艺和装配工艺的要求进行成型零部件的结构设计,计算成型零部件的工作尺寸,对关键的成型零部件进行强度和刚度校核。
关键词:塑料制品,发展,塑料模具ABSTRACTMould has become the foundation for industrial development ,and plastic moulds accoun t for the proportion of the total 35%~40%,plastic mould used in the application of various ty pes of mould occupies a leading position .As Chinas economic development ,sustainable and stable national economic construction of the development ,production of plastic parts more widely, plastic moulding industry in the basic industries in the increasingly important position . This text has introduced the design of the Cd-rom shell injection mould in detail. In this tex t the feedsysterm, shaping part, drawing of patterns organization , Organization of ejection for ce.,shut mould lead organization , temperature control system , exhaust system and the techno logy analyse of some workparts were designed and calculated totally.Injection molding is an important method of plastic molding, which is mainly applied to thermoplastic molding, can be a complex shape forming of precision plastic parts. The issue is the plastic dome as the design model, will injection mold-related knowledge as a basis to explain the process of plastic injection mold design.Plastic dome on the right molding process analysis, design of a cavity of a mold of a plas tic mold. Plastic Mould decided to geometric shape and size of the parts as molded parts, incl uding the former template, before the mold, after the template, after the mold, after the mold i nserts, Bevel Pillar, slider, etc. Design and Manufacture of process . Molding parts with plasti c in direct contact with the work, at a certain temperature to withstand high temperature and h igh pressure melt, it must have a reasonable structure, high strength and rigidity, good wear re sistance, the correct geometry , high dimensional accuracy and low surface roughness. Import ant part of the process parameter selection and count the bodies and the gating system and oth er structural design process.Design molding parts should be under the plastic properties of the structure and use of pl astic parts required to determine the overall layout of the cavity, select sub-surface to determi ne the stripping method, designed gating system, overflow systems, scheduling, and then proc essing and assembly process requirements of forming components structural design, calculati on of the work of forming parts size, the shape of key parts for Strength and Rigidity.Keywords: plastics ; mould ; develop..目录1 绪论---------------------------------------------------------------------------------------------------11.1课题背景------------------------------------------------------------------------------------------------------11.2课题目的------------------------------------------------------------------------------------------------------41.3课题要求------------------------------------------------------------------------------------------------------4 2塑件工艺性---------------------------------------------------------------------------------------------------52.1塑件原材料分析--------------------------------------------------------------------------------------------52.2塑件结构工艺性分析--------------------------------------------------------------------------------------62.3塑件制造工艺性分析-----------------------------------------------------------------------73 确定成型设备-------------------------------------------------------------83.1计算塑件体积-------------------------------------------------------------------83.2计算塑件质量---------------------------------------------------------------83.3注塑机的选择-------------------------------------------------------------------84 注射模结构设计-----------------------------------------------------------------------------------------104.1分型面的选择-----------------------------------------------------------------------------------104.2模具型腔数的确定,排列及结构分析----------------------------------------------------------114.3浇注系统设计----------------------------------------------------------------------------------------------114.4模具工作零件结构设计---------------------------------------------------------------------------------164.5侧抽芯机构的设计---------------------------------------------------------------------------------------174.6顶出机构-----------------------------------------------------------------------------------------------------184.7排气设计-----------------------------------------------------------------------------------------------------22 5注射模结构设计-------------------------------------------------------------------------------------------235.1成型零件工作尺寸计算---------------------------------------------------------------------------------235.2塑件尺寸精度影响的因素-----------------------------------------------------------------------------255.3 型腔壁厚和底板厚度的确定------------------------------------------------------------------------275.4冷却系统设计----------------------------------------------------------------------------------------------275.5模具总体尺寸的确定,选购模架--------------------------------------------------------------------29 6有关工艺参数的校核----------------------------------------------------------------------------------326.1 最大注塑量校核------------------------------------------------------------------------------------------326.2 锁模力校核------------------------------------------------------------------------------------------------326.3 模具与注塑机安装部分相关联尺寸校核-------------------------------------------------------32 7塑料注射模具总装技术要求--------------------------------------------------------------------348总结------------------------------------------------------------------------------------------------------------------36 参考文献-----------------------------------------------------------------------------------------------------------37 致谢--------------------------------------------------------------------------------------------------------------------38盖-塑壳开关塑料模具设计及制造工艺11 绪论1.1课题背景目前,塑料制品的应用日渐广泛,为塑料模具提供了一个广阔的市场,同时对模具也提出了更高的要求。
开关外壳的注塑模设计

JIANGXI AGRICULTURAL UNIVERSITY 本科毕业论文(设计)题目:开关外壳的注塑模设计学院:姓名:学号:专业:年级:指导教师二0一四年五月摘要本设计是开关外壳的注射成型设计,主要是通过对塑件的分析,设计合理的型芯、型腔以及模架,然后整个结构能够满足模具生产要求的一个设计。
本装置主要包括模具的浇注系统的设计、成型零部件的设计、结构零部件的设计以及推出机构的设计。
因为所要设计的开关外壳在侧面是有孔的,所以要增加一个侧抽芯的机构。
要保证塑件的质量和技术要求,要对温度调节系统进行设计。
因为开关外壳的表面要求光滑,不能出现痕迹,所以脚铐的形式选择为潜伏式浇口,由于塑件本身的体积比较小,所以设计成一模四腔的机构,可以提高产品的经济性能,侧抽芯采用斜导柱与滑块的方法,可以有效的进行操作。
通过各个机构的配合,来完成对整个塑件的加工。
关键词:塑件注射成型侧抽芯AbstractThis design is a switch housing injection molding design, mainly through the plastic parts of the analysis, design rational core, cavity and the mold, then the entire structure to meet the requirements of a well-designed mold.This device includes the design of the mold gating system design, design molded parts, structural components design and launch mechanism. Because of the design of the switch housing to the side there is a hole, so to add a side core pulling institution. To ensure the quality and technical requirements of plastic parts to be designed for temperature control system.Because the smooth surface of the switch housing requirements, can not appear trace, so the choice of the form of irons submarine gate, plastic parts due to the volume itself is relatively small, so designed as a four-cavity mold agencies can improve economic performance, side Pulling the slider with oblique pillar method can effectively operate. By incorporating the various agencies to complete the whole process of plastic parts.Keywords: plastic;injection molding;core-pulling目录摘要 (I)Abstract (II)1 塑件的工艺分析 (1)1.1 材料性能 (1)1.2 结构工艺性分析 (1)1.3 ABS成型条件 (1)2 成型设备的选择 (2)2.1 计算塑件的体积 (2)2.2 注塑机的初步选择 (2)3 分型面的选择和浇注系统 (4)3.1 型腔数量与排列方式 (4)3.1.1 按注射机的最大注射量确定型腔的数目 (4)3.1.2 塑件在模具中的位置 (4)3.2 分型面的选择与浇注系统 (4)3.2.1 分型面及其选择 (4)3.2.2 浇注系统的设计 (5)3.2.3 主流道的设计 (5)3.2.4 分流道的设计 (6)3.2.5 浇口的设计 (6)3.2.6 冷料穴和拉料杆的设计 (6)3.2.7 排气系统的设计 (7)4 成型零部件的设计 (8)4.1 凸凹模的结构设计 (8)4.2 成型零部件工作尺寸的计算 (8)4.3 成型零部件的强度和刚度计算 (10)5 结构零部件设计 (11)5.1 支撑零部件的设计 (12)5.2 合模导向机构设计 (12)6 推出机构设计 (13)6.1 推出机构的结构组成 (13)6.2 推出机构的设计要求 (13)6.3 确定推出机构的类型 (13)6.4 推出机构的导向与复位 (14)7 侧向分型与抽芯机构 (15)7.1 抽芯距的确定 (15)7.2 斜导柱侧向分型与抽芯机构 (15)7.2.1 斜导柱的设计 (15)7.2.2 侧滑块的设计 (16)7.2.3 导滑槽设计 (16)7.2.4 楔紧块的设计 (16)7.2.5 侧滑块定位装置的设计 (16)8 温度调节系统的设计 (17)8.1 温度对模具影响 (17)8.2 冷却系统的结构 (17)9 模具整体设计 (17)9.1 标准模架的设计 (18)9.2 模具厚度校核 (19)总结 (20)参考文献 ...................................................................................................... 错误!未定义书签。
塑料开关盒外壳模具设计
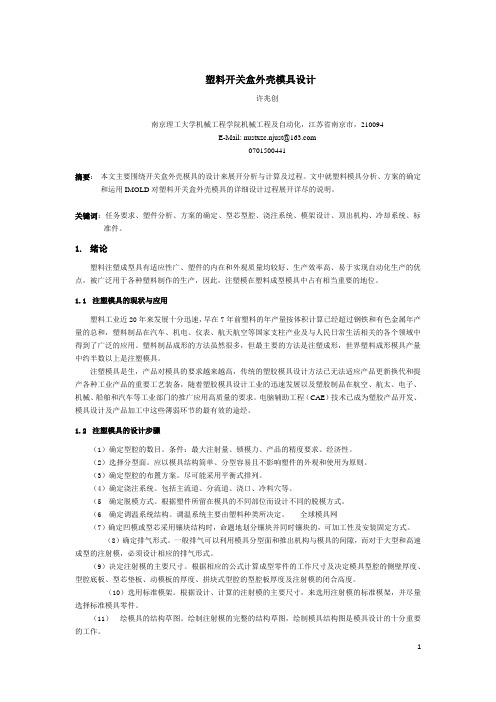
图 2.2-1 开关盒外壳塑料零件图
2.2.1 塑件材料的使用性能 3
ABS 外观为不透明呈象牙色粒料, 具有高光泽度,相对密度为 1.05 左右,吸水率低 ,同其他 材料的结合性好,易于表面印刷、涂层和镀层处理 ,氧指数为 18 ~ 20 ,属易燃聚合物,火焰呈黄 色,有黑烟,并发出特殊的肉桂味。优良的力学性能,其冲击强度极好,可以在极低的温度下使 用,耐磨性优良,尺寸稳定性好,又具有耐油性,力学性能受温度的影响较大 ,电绝缘性较好, 并且几乎不受温度、湿度和频率的影响,可在大多数环境下使用 学性能。主要用于 外壳和各种家 用电器产品。 2.2.2 塑件材料的加工特性 (1)结晶性塑料,吸湿性小,可能发生熔体破裂,长期余热金属接触已发生分解; (2)流动性极好,溢边值 0.03mm 左右; (3)冷却速度快,浇注系统及冷却系统的散热应适度; (4)成型收缩范围大,收缩率大,已发生缩孔、凹痕、变形,取向性强; (5)注意控制成型温度,料温低时取向性明显,尤其低温高压时更明显,模具温度低于 50℃以下塑 件无光泽,已产生熔接痕、流痕;90℃以上时易发生翘曲、变形; (6)塑件应壁厚均匀,避免缺口、尖角,以防止应力集中。 2.2.3 ABS 塑料的物理常数及成型温表
1.3 课题任务要求 本课题是塑料开关盒外壳, 主要利用 solidwork 三维设计软件及模具设计插件 IMOLD 实现模具的设计与 制造,结合 Pro/E 计算体积等。完成该注射模具装配图设计,全部零件图纸设计,模具成型零件三维造型 设计。 基于 IMOLD 设计塑料模具,则模具的整个制造过程可以采用并行的工艺路线,如图 1.3-1 所示: 塑件三维实体设计 用参照零件和工作建立模具装配模型 设置收缩率 对参照零件进行开模检测和厚度检测 修改参照零件
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本科毕业论文(设计)题目:开关外壳的注塑模设计学院:工学院姓名:学号:专业:机械设计制造及其自动化年级:机制班指导教师:职称:助理实验师二0一四年五月摘要本设计是开关外壳的注射成型设计,主要是通过对塑件的分析,设计合理的型芯、型腔以及模架,然后整个结构能够满足模具生产要求的一个设计。
本装置主要包括模具的浇注系统的设计、成型零部件的设计、结构零部件的设计以及推出机构的设计。
因为所要设计的开关外壳在侧面是有孔的,所以要增加一个侧抽芯的机构。
要保证塑件的质量和技术要求,要对温度调节系统进行设计。
因为开关外壳的表面要求光滑,不能出现痕迹,所以脚铐的形式选择为潜伏式浇口,由于塑件本身的体积比较小,所以设计成一模四腔的机构,可以提高产品的经济性能,侧抽芯采用斜导柱与滑块的方法,可以有效的进行操作。
通过各个机构的配合,来完成对整个塑件的加工。
关键词:塑件注射成型侧抽芯AbstractThis design is a switch housing injection molding design, mainly through the plastic parts of the analysis, design rational core, cavity and the mold, then the entire structure to meet the requirements of a well-designed mold.This device includes the design of the mold gating system design, design molded parts, structural components design and launch mechanism. Because of the design of the switch housing to the side there is a hole, so to add a side core pulling institution. To ensure the quality and technical requirements of plastic parts to be designed for temperature control system.Because the smooth surface of the switch housing requirements, can not appear trace, so the choice of the form of irons submarine gate, plastic parts due to the volume itself is relatively small, so designed as a four-cavity mold agencies can improve economic performance, side Pulling the slider with oblique pillar method can effectively operate. By incorporating the various agencies to complete the whole process of plastic parts.Keywords: plastic;injection molding;core-pulling目录摘要 (I)Abstract (II)1 塑件的工艺分析 (1)1.1 材料性能 (1)1.2 结构工艺性分析 (1)1.3 ABS成型条件 (1)2 成型设备的选择 (2)2.1 计算塑件的体积 (2)2.2 注塑机的初步选择 (2)3 分型面的选择和浇注系统 (4)3.1 型腔数量与排列方式 (4)3.1.1 按注射机的最大注射量确定型腔的数目 (4)3.1.2 塑件在模具中的位置 (4)3.2 分型面的选择与浇注系统 (4)3.2.1 分型面及其选择 (4)3.2.2 浇注系统的设计 (5)3.2.3 主流道的设计 (5)3.2.4 分流道的设计 (6)3.2.5 浇口的设计 (6)3.2.6 冷料穴和拉料杆的设计 (6)3.2.7 排气系统的设计 (7)4 成型零部件的设计 (8)4.1 凸凹模的结构设计 (8)4.2 成型零部件工作尺寸的计算 (8)4.3 成型零部件的强度和刚度计算 (10)5 结构零部件设计 (11)5.1 支撑零部件的设计 (12)5.2 合模导向机构设计 (12)6 推出机构设计 (13)6.1 推出机构的结构组成 (13)6.2 推出机构的设计要求 (13)6.3 确定推出机构的类型 (13)6.4 推出机构的导向与复位 (14)7 侧向分型与抽芯机构 (15)7.1 抽芯距的确定 (15)7.2 斜导柱侧向分型与抽芯机构 (15)7.2.1 斜导柱的设计 (15)7.2.2 侧滑块的设计 (16)7.2.3 导滑槽设计 (16)7.2.4 楔紧块的设计 (16)7.2.5 侧滑块定位装置的设计 (16)8 温度调节系统的设计 (17)8.1 温度对模具影响 (17)8.2 冷却系统的结构 (17)9 模具整体设计 (17)9.1 标准模架的设计 (18)9.2 模具厚度校核 (19)总结 (20)参考文献 ......................................................................................................... 错误!未定义书签。
致谢 .. (24)1 塑件的工艺分析1.1 材料性能开关外壳的所用材料是ABS ,ABS 是丙烯腈、丁二烯和乙烯的三元共聚物,ABS 树脂是目前产量最大、应用最广泛的聚合物。
密度为31.07g/cm ~1.03,抗拉强度50Mpa ~30,抗弯强度76Mpa ~41,收缩率为%8.0~3.0。
它将PS 、SAN 、BS 的各种性能有效的统一起来,兼具韧、硬、刚相均衡的优良力学性能。
有较好的冲击强度、尺寸稳定性、电性能、耐磨性、抗化学药品性,成型加工和机械加工较好。
1.2 结构工艺性分析该塑件尺寸偏小,整体结构较简单.多数都为曲面特征。
1.3 ABS 成型条件注射机类型:柱塞式、螺杆式均可预热 :C 85~80︒料筒温度 :前段 C 170~150︒中端 C 180~165︒后端 C 200~180︒喷嘴温度 :C 180~170︒模具温度 :C 80~50︒注射压力 :100Mpa ~60成型时间 :注射:90s ~20高压:5s ~0冷却:120s ~20总周期:220s ~502 成型设备的选择2.1 计算塑件的体积经过Pro/E对塑件的分析,可以得到V件=4408.913mm。
浇注系统凝料的体积初步计算:V总=V件(1+0.5)=6613.3653mm。
浇注系统的凝料在设计之前是不确定值,但是可以根据经验按照塑件体积的1~2.0倍来计算。
2.2 注塑机的初步选择塑件成型所需的注射总量应小于所选注射剂的容量,一般V件< 0.8V注,由于塑件的体积偏小,考虑到产品加工的经济性,暂定塑件为一模四腔。
则V注>33066.83mm其中V注表示注射机的注射容量。
所以注射机的理论注射量要大于33.0663cm,查模具设计与制造简明手册选择理论注射量为603cm的注射机,型号为60/40XZ-。
60/40XZ-注射机的参数:注射机的理论注射量:603cm注射压力:180Mpa锁模力:400KN移模行程:250mm最小摸厚:80mm最大模厚:250mm喷嘴球半径:SR 10mm喷嘴口孔径: φ3mm顶出直径:50φ下面校核注射机的参数:注射量:V 注60g =,符合条件注射压力校核:p 注180Mpa =,塑件的注射压力在100Mpa ~70,符合条件锁模力校核:p F ≥ 腔s式中 -F 注射机的额定锁模力,KNp 腔-注射时所需要的型腔压力,Mpas -塑件与浇注系统在分型面上的投影面积,2cm通过Pro/E 分析可知投影面积为s =1735.6042mm ,=F 400KNp 腔s =52068.12N 101735.604103066=⨯⨯⨯->F p 腔s ,符合条件模具厚度:所设计的模具厚度为230mm ,小于模具的最大厚度250mm该注射机均满足与设计的要求。
3 分型面的选择和浇注系统3.1 型腔数量与排列方式3.1.1 按注射机的最大注射量确定型腔的数目 ≤n m m km j n -式中n - 型腔的数目;k - 注射机最大的注射量的利用系数,一般取0.8;n m - 注射机的最大注射量,3cmj m - 浇注系统凝料量,3cmm - 单个塑件的体积或质量,3cm得到 6.5n ≤按照塑件的精度要求,根据产品的生产效率和产品的技术经济要求,型腔不宜过多,通常不超过4个,因为多型腔难以使型腔的成型条件条件一致。
所以取4=n 。
3.1.2 塑件在模具中的位置图3-1 模具中的位置型腔在模具中的排布保证压力均等,使塑料熔体能同时均匀地充填每一个型腔。
考虑各方面因素,选择第二个塑件在模具中的位置。
3.2 分型面的选择与浇注系统 3.2.1 分型面及其选择分型面对模具的结构形式有着重要的影响,不仅直接关系到模具结构的复杂程度,也关系到塑件的成型质量。
根据对塑件的结构分析,分型面选在塑件最大尺寸处,这样就利于模具的加工以及塑件的顺利脱模,简图如下:图3-2 分型面3.2.2 浇注系统的设计浇注系统一般由主流道、分流道、浇口和冷料穴等四部分组成。
3.2.3 主流道的设计主流道大部分位于模具中心塑料熔体的的入口处,它的形状为圆锥形,以便于熔体的流动和主流道凝料的顺利拔出。
由于主流道与塑料以及注射机喷嘴的接触的次数比较多,所以部分常采用可拆卸更换的浇口套。
如下图:图3-3 浇口套为了使凝料顺利拔出,主流道的小端直径D应稍大于注射机喷嘴直径d,通常为D=d+(0.5~1)mm主流道入口的球面半径R2也应大于注射机球头半径R1,通常为R2=R1+(1~2)mm经计算:D=4mm R2=12mm主流道内壁的表面粗糙度应在Ra0.8以下,浇口套常用T8A或T10A钢材制作,经过淬火洛氏硬度为50~55HRC。
3.2.4 分流道的设计分流道的作用是改变熔体的流向,使其均匀地分配到各个型腔,设计时要注意减少流动过程中的热量损失与压力损失。
常用的分流道有以下几种形式:图3-4 截面形状截面的形状应尽量使其比表面积小,从而减少热量的损失,在上图的截面中圆形流道截面的比表面积最小,所以选用圆形截面的流道。