海洋平台导管架建造焊材消耗定额统计
焊接材料消耗定额标准
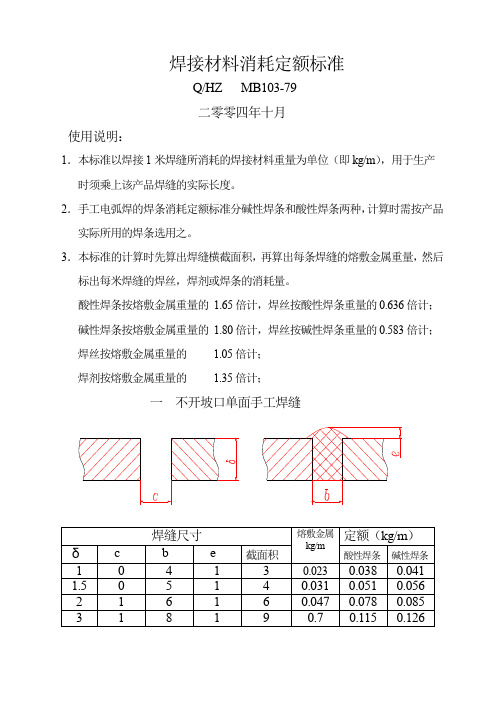
焊接材料消耗定额标准Q/HZ MB103-79二零零四年十月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三V型坡口单面手工焊缝四V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])(-350CC︒25.0——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量:[C]P=0.005S[C]X(S为板厚)————成分碳当量:[C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
焊接材料消耗定额标准
焊接材料消耗定额标准 Q/HZ MB103-79二零零四年十月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的 1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的 1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三 V型坡口单面手工焊缝四 V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额CG1-30型气割机切割规范钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热. Ito-Bessyo计算预热温度公式:T0=[])C︒-350C25(.0——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量: [C]P=0.005S[C]X(S为板厚)————成分碳当量: [C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
海洋平台导管架建造焊材消耗定额统计

关 键 词 :相 贯 线 :焊 接 坡 ; 焊 材 计 算
中 图分 类 号 :T 4 :T 3 G 2 P 文 献 标 志 码 :B
及 时 间消耗就 越低 E 曲线 ,而且 焊接 坡 1为变 : 3 截 面坡 1 ,因而对 于需要 进行 大量 的焊 接作业 的导 管 : 3 架 建 造 工 程 而 言 ,该 类 焊缝 的焊 材 统 计 计 算 相 当复 杂 。 目前 工艺设 计 人员计 算焊 材用 量主要 采用 2种 方 式 :一种 是根据 经验 公式 ,粗 略计算 焊层 面积来 计 算
参考文献:
[ ]汤 宇 松 ,黄 亚 楼 ,卢 桂 章 .双 机 器人 协 调 完 成 复 杂 边 缘 跟 踪 的 运 1
法 建立 机器 人各关 节模 型 ,列 出正运 动学方 程 ,通过
动 规 划 [] 机 器 人 ,1 9 ,2 ( ) 5 — 5 . J. 9 8 0 4 :2 3 2 7
( . 洋石 油工 程 青 岛有 限 公 司 ,山东 青 岛 2 6 5 ; 2天 津 大 学 机 械 工 程 学 院 ,天 津 3 0 7 ) 1海 655 . 0 0 2
摘 要 :焊 材 消耗 定 额 统 计 计 算 是 海 洋 石 油 钻 井 平 台建 造 中焊 接 工 艺设 计 的 重要 内容 。 本 文 对 一 种 常 见 的 管 管 相 贯 形 式 的 焊 接 坡 口建 立 几 何 模 型 ,依 据 所得 几 何 参 数 ,建 立 焊 缝 体 积 积 分 模 型 , 以 实现 对 这一 复 杂 的 焊 缝坡 口的 焊 材 计 算 。 为 满 足 多种 形 式 的 焊 缝 计 算 焊 材 消耗 统 计 ,利 用 该 几 何 建模 方 式 以及 焊 材 计 算 形 式 ,并 运 用 D AO技 术 实现 对 A cs ces的操 作 ,设 计 焊 材 计 算 软 件 , 以 满足 实际 . 程 应 用 7 -
涠洲海域固定式平台费用分析
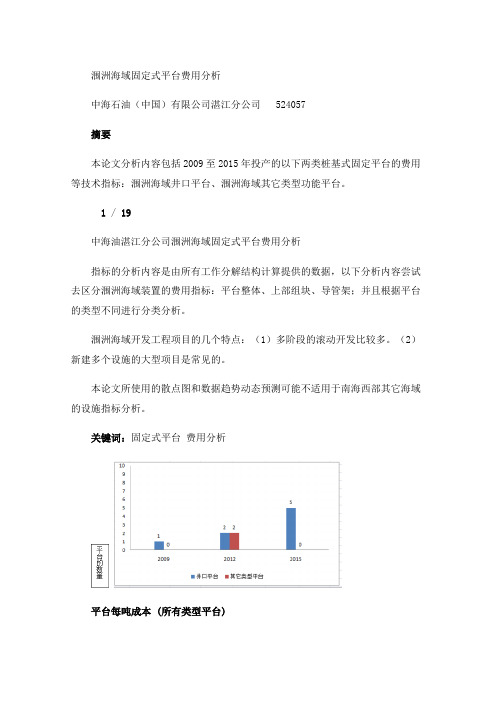
涠洲海域固定式平台费用分析中海石油(中国)有限公司湛江分公司 524057摘要本论文分析内容包括2009至2015年投产的以下两类桩基式固定平台的费用等技术指标:涠洲海域井口平台、涠洲海域其它类型功能平台。
1 / 19中海油湛江分公司涠洲海域固定式平台费用分析指标的分析内容是由所有工作分解结构计算提供的数据,以下分析内容尝试去区分涠洲海域装置的费用指标:平台整体、上部组块、导管架;并且根据平台的类型不同进行分类分析。
涠洲海域开发工程项目的几个特点:(1)多阶段的滚动开发比较多。
(2)新建多个设施的大型项目是常见的。
本论文所使用的散点图和数据趋势动态预测可能不适用于南海西部其它海域的设施指标分析。
关键词:固定式平台费用分析平台每吨成本 (所有类型平台)1 / 19中海油湛江分公司涠洲海域固定式平台费用分析以下涠洲海域平台的材料采办、建造及安装每吨成本的散点图显示,随着平台重量的增加,指标值的趋势略有下降(数据从2019年开始,不含间接费)注:平台整体重量包括上部组块、导管架、桩。
实线:指标趋势预测1 / 19中海油湛江分公司涠洲海域固定式平台费用分析平台总成本费用与重量 (所有类型平台)平台的总成本费用显示,数据的趋势形态在很大程度上由重量轻的平台决定。
根据重量可产生不同的点群,总体趋势是随着重量的增加,平台总成本费用逐渐递增。
注:费用数据从2009年开始,包括导管架和上部组块材料采办、建造及海上安装费,钢桩材料及建造费,不含间接费。
平台重量是指导管架、钢桩、上部组块的吊装重(一些数据点会被其他相近的值所覆盖)。
1 / 19中海油湛江分公司涠洲海域固定式平台费用分析平台每吨成本 (井口平台)井口平台是涠洲海域数据集内最大的一组,所以,曲线的形状与所有类型平台的单位值是非常相似的。
这时注意横轴的重量度量的范围是没有变化的。
注:费用数据从2009年开始,包括导管架和上部组块材料采办、建造及海上安装费,钢桩材料及建造费,不含间接费。
船体分段钢结构焊接材料消耗定额计算方法
船体分段钢结构焊接材料消耗定额计算方法
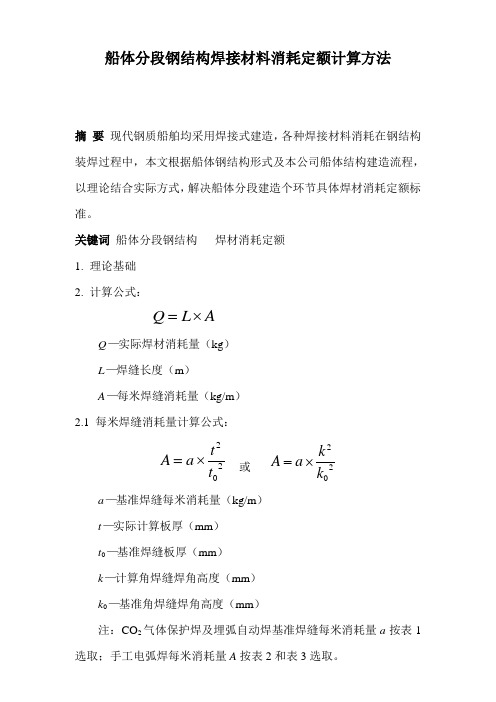
摘 要 现代钢质船舶均采用焊接式建造,各种焊接材料消耗在钢结构装焊过程中,本文根据船体钢结构形式及本公司船体结构建造流程,以理论结合实际方式,解决船体分段建造个环节具体焊材消耗定额标准。
关键词 船体分段钢结构 焊材消耗定额 1. 理论基础 2. 计算公式:
A L Q ⨯=
Q —实际焊材消耗量(kg ) L —焊缝长度(m )
A —每米焊缝消耗量(kg/m ) 2.1 每米焊缝消耗量计算公式:
202t t a A ⨯= 或 2
2
k k a A ⨯=
a —基准焊缝每米消耗量(kg/m ) t —实际计算板厚(mm )
t 0—基准焊缝板厚(mm ) k —计算角焊缝焊角高度(mm ) k 0—基准角焊缝焊角高度(mm )
注:CO 2气体保护焊及埋弧自动焊基准焊缝每米消耗量a 按表1选取;手工电弧焊每米消耗量A 按表2和表3选取。
3. 焊材使用说明
装焊使用焊接材料按图纸中对焊接要求执行,装配阶段使用手工焊条。
装配焊缝长度计算说明:部件区域每米装配长度按160mm焊缝计算,分段区域每米装配长度按300mm焊缝计算,装配角焊缝和对接焊缝均按角焊缝6mm焊角高度计算。
表1 CO2气体保护焊及埋弧自动焊基准焊缝焊材消耗标准
表2 手工电弧焊对接焊焊条消耗标准
表3 手工电弧焊角焊缝焊条消耗标准
关于印发《船体钢结构焊接材料消耗定额计算方法(暂行)》的通知公司各单位:
为了对公司船舶产品船体钢结构焊接材料消耗进行定额管理,特制定《船体钢结构焊接材料消耗定额计算方法(暂行)》,现予印发,请各单位遵照执行。
2010.7.30。
焊材使用统计-定额
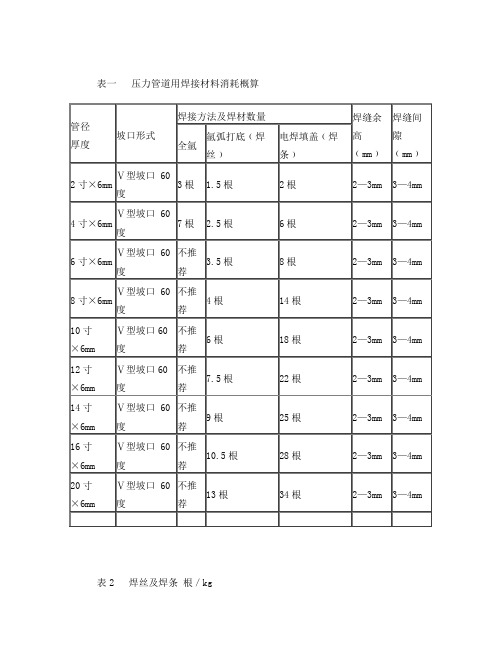
表一压力管道用焊接材料消耗概算
表2 焊丝及焊条根/kg
注:
1、表1 和表2都是根据20﹟钢制作的,其他合金类、不锈钢类的焊接,由于焊条受热快,所留焊条头适当延长。
每一道焊口相应增加1--2根,焊条直径都以3.2计算的,焊条头长度为25mm。
2、表2根据焊材库现场称重计算的,准确性较高。
3、管材的厚度都是以6mm计算的,依表1寸径不变,厚度每增加2mm时,每1寸内焊条数量相应增加1根。
4、所计算的焊缝余高统一为3mm,焊缝间隙为3—4mm.
5、所计算焊材不包括返修用料。
6、根据个人经验及咨询其他基层焊接人员编制,由于不同焊工所焊接焊缝的余高、宽度不同,无法精确到位,仅供参考。
7、只限技术部内部统计焊材用,不推荐为其它用途使用参考。
8、错误和不妥之处在所难免,每名焊工应根据自己所用焊材做好数据统计,上报焊接责任师,进一步修订本焊材概算表,达到更加完善和准确。
海洋平台焊接技术及发展趋势

海洋平台焊接技术及发展趋势0 前言随着全球经济的发展,人类对能源的需求越来越高。
预期到2040年,全球能源需求将增长26%,达到177亿吨油当量。
石油仍将是第一大能源,在一次能源中占比32%[1]。
全球陆地及近海经过长期的开采,重大油气资源探明量逐年减少,深海将成为未来油气资源的主要产区。
进入21世纪,中国提出“建设海洋强国”的战略目标,大力推进海洋油气资源开发关键技术的研究。
海洋平台是勘探开发海洋油气资源的主要工程装备。
焊接技术是海洋平台建造的关键工艺,在平台建造中占有重要地位,焊接工时约占平台建造总工时的30%~40%,焊接成本约占平台建造总成本的30%~50%。
随着海洋油气资源勘探开发从浅海向深海区域的扩展,海洋平台用钢向着高强度、大厚度、良好的低温韧性和焊接性等方向发展,海洋平台用钢的焊接也面临新的挑战。
然而,国内海洋工程装备制造业现有焊接工艺仍以传统的焊条电弧焊、埋弧焊、CO2气体保护焊为主,存在机械化程度低、焊接效率低、焊接质量波动大等问题,难以满足海洋平台用钢的焊接需求,制约着国内海洋工程装备制造业的发展。
如何实现海洋平台用钢的高效高质量焊接成为近年来研究的热点问题。
文中介绍了海洋平台的发展、海洋平台用钢及其发展趋势、海洋平台焊接技术现状及其存在的问题,论述了现代高效焊接技术在海洋平台建造中应用的可行性。
综上所述,对腹部创伤患者采用CT检查可以有效增加检查的准确性,能缩短医师确诊时间,从而缩短伤者接受治疗的时间,对治疗腹部创伤患者具有重大意义。
值得临床推广应用。
1 海洋平台的发展从1897年美国加州Summer Land 建起世界上第一个木质海洋平台开始,海洋平台不断升级进化,发展至今已形成十多种适用于不同作业水深、不同工况的平台[2]。
根据运动方式,海洋平台可分为固定式、半固定式和移动式平台。
把好食堂承包经营合同审核关。
要前置风控,将隐患排查前移,对合同进行细致审核,最大限度降低风险排除隐患。
焊管单位产品能源消耗限额及计算方法
焊管单位产品能源消耗限额及计算方法1范围本方法规定了焊管单位产品能源消耗(以下简称能耗)限额的技术要求、统计范围和计算方法、节能管理与措施。
本方法适用于河北省辖区范围内的焊管生产企业产品能耗的计算和考核2规范性引用文件下列文件中的条款通过本方法的引用而成为本方法的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本方法,然而,鼓励根据本方法达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本不适用于本方法。
GB 17167 -2006 《用能单位能源计量器具配备和管理通则》3术语和定义下列术语和定义适用于本方法。
3.1 焊管综合能耗在报告期内从带钢进入工序到生产出合格焊管所耗的各种能源,扣除回收能量后实际消耗的各种能源折标准煤总量。
4焊管单位产品综合能耗限额基础值焊管生产企业焊管单位产品综合能耗限额等于能耗限额基础值与调整系数的乘积。
4.1焊管单位产品综合能耗限额基础值当电力折标准煤系数采用当量值0.1229 kgce/kWh时,焊管单位产品综合能耗限额基础值见表1。
表1 焊管单位产品综合能耗限额基础值4.2 限额调整系数4.2.1 高频直缝焊管限额调整系数高频直缝焊管限额调整系数见表2表2 高频直缝焊管限额调整系数4.2.2 螺旋埋弧焊管限额调整系数螺旋埋弧焊管限额调整系数见表3。
表3 螺旋埋弧焊管限额调整系数4.2.3 直缝埋弧焊管限额调整系数直缝埋弧焊管限额调整系数见表4。
表4 直缝埋弧焊管限额调整系数5统计范围和计算方法5.1能耗统计范围及能源折标准煤系数取值原则5.1.1统计范围能源消耗量是指从带钢进入工序到生产出合格的焊管入库为止所消耗的各种能源折标准煤量;其产量与其相对应。
5.1.2 能源折标准煤系数取值原则各种能源折标准煤的系数以该种能源在报告期内实测的收到基低位热值的加权平均值除以每千克标准煤的低位热值所得的商(小数点后保留四位小数)为准。
焊接材料消耗定额标准
焊接材料消耗定额标准Q/HZ MB103-79二零零四年十月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计; 碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计; 焊丝按熔敷金属重量的1.05 倍计;焊剂按熔敷金属重量的 1.35 倍计;不开坡口单面手工焊缝不开坡口双面手工焊缝三V 型坡口单面手工焊缝四V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝方f注:双面焊定额加倍.8i>8 . 八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额CG1-30型气割机切割规范钢板常用材料:A3 AF、BF、20、35、45、16Mn 16MnC、15MnV 常用厚度:5、6、8 10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(C 叶M o+V)/5+(Ni+Cu)/15 (%)当Gq>0.4%寸,焊接接头淬硬倾向大,易出现冷裂纹,需预热. Ito-Bessyo计算预热温度公式:T D=350... C 0.25( C)――TL预热温度「C)――[C]=[C] X+[C]P------ 尺寸碳当量:[C] P=0.005S[C]X(S为板厚)------ 成分碳当量:[C] X=C+(Mn+C) /9+Ni/18+7Mo/90钢板最小弯曲半径____ ,__\板材 弯曲 半径经退火 不经退火钢 Q235 15、300.5tt钢 A5 35 0.8t 1.5t4 --- ——钢45 t1.7t铜0.8t铝0.2t0.8t圆钢最小弯曲半径厂—圆钢直径d 6 8 10 12 14 16 18 20 25 30最小弯曲半径R4 6 8 10 12 14注 :圆钢在冷弯曲时弯曲半径一般应使R>d , 在特殊情况下允许采用表中的数值钢管最小弯曲半径钣金展开公式L=(0.5 nX R+Y 系数 X T)X ( 0 /90)L:钣金展开长度;R:折弯处的内侧半径;T:材料厚度;0 :折弯角度; Y 系数:由折弯中线的位置决定的一个常数,与K 系数的关系:Y=(n /2) X K 。
导管架型海洋平台的疲劳可靠度及疲劳寿命研究

海洋工程及船舶用管

海洋工程及船舶用管1、我国船舶及海洋工程用钢现状根据对近几年数据的分析,我国船舶钢材的价格在造船生产成本费用中所占的比重约为15%~ 20%,在船舶原材料供应价格中70%以上。
船用钢材主要是钢板、型材(包括角钢、H型钢、T型钢、工字钢、球扁钢,以及船用钢管等。
造船行业用钢主要分为四大类,即造船、修船、海洋工程和船舶分段制造。
其中造船耗钢量最大。
下表列出了近几年我国造船行业钢材消耗量。
2012年上半年民用钢质船舶产量28,125,126载重吨,同比增长1.03%,见表1。
表1民用钢质船舶产量及增速时间民用钢质船舶(载重吨本月产量本月止累计本月比同增(%累计同比增(% 2012年02月4,788,7668,347,12428.23 6.422012年03月5,538,87314,086,6778.35 2.052012年04月5,848,85620,230,638 1.31 1.812012年05月5,311,49825,889,727-10.27-3.88 2012年06月5,588,24228,554,621 4.38-4.12012年07月4,844,22933,398,183-2.86-3.74 2012年08月4,927,43338,323,327-0.78-3.17 2012年09月5,397,74743,653,033 6.93-2.58 2012年10月4,923,06548,571,474 4.09-0.67 2012年11月4,578,55553,150,821-2.12-1.11 2012年12月5,102,60459,125,1267.88 1.03按2010年造船完工量5800万载重吨测算,2010年造船行业用钢量约为1700万吨~1800万吨,其中造船用钢量约为1400万吨,船舶修理及改装业约150万吨,海洋工程制造业约100万吨,船舶分段制造业约150万吨,见表2。
表2 我国造船行业钢材总消费量(单位:万吨海洋工程制造100504030据2012年初工信部按照对国内拥有5万吨以上造船设施的船舶企业进行了全面调查,掌握了我国造船产能的最新情况。
焊材消耗定额计算(设计)

7 V形(单边T形接头) 8 V形(双边T形接头) 9 10 11 求和 角焊缝(无坡口)
159
159
159
159
636
b
h
I型坡口
焊条型号 (牌号)
焊条损失系数Ks
E5014 E4303 E4320 (J502Fe (J422) (J424) ) 0.465 0.47 0.41 E5015 (J507) 0.44
焊
序 号 1 2 3 4 5 6 坡口型式 I形对接(单面) I形对接(双面) V形对接 V形对接(单边) V形对接(垫板) X形对接(对称) 坡口 间隙 b(㎜ ) 2 2 2 2 2 2 2 2
条
消
耗
定
额
焊条消 耗量 m(kg) 0.43 0.64 0.50 0.98 1.01 2.12 1.52 1.09 0.24 焊丝消 环缝焊 环缝焊丝 焊条 耗量 条消耗 消耗量 根数 Ms(kg) 量m(kg) Ms(kg) 0.25 0.38 0.29 0.58 0.60 1.25 0.89 0.64 0.14 1.36 2.01 1.56 3.09 3.18 6.67 4.78 3.44 0.75 0.80 1.18 0.92 1.82 1.87 3.92 2.81 2.02 0.44 10根 14根 11根 22根 22根 46根 33根 24根 6根
δ
Ks
c
Φ 4焊条焊接时的焊缝截面为25mm² Kn--金属由焊条到焊缝的转熔系数,常取Kn=0.92~0.99
α
双V型坡口
h δ
δ
h
单V型坡口 T型接头
h
α
δ p
h
双V型坡口 T型接头
C
α
焊接材料消耗定额标准
焊接材料消耗定额标准Q/HZ MB103-79二零零四年十月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三V型坡口单面手工焊缝四V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])(-350CC︒25.0——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量:[C]P=0.005S[C]X(S为板厚)————成分碳当量:[C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
焊接材料消耗定额标准_New
焊接材料消耗定额标准_New焊接材料消耗定额标准焊接材料消耗定额标准Q/HZ MB103-79二零零四年十月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三V型坡口单面手工焊缝四V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额CG1-30型气割机切割规范钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])(-350CC︒25.0——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量:[C]P=0.005S[C]X(S为板厚)————成分碳当量:[C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
焊接材料消耗定额计算方法
焊接材料消耗定额计算方法1、本标准适用于锅炉、压力容器焊材定额的制定和选用2、引用标准GB324《焊缝符号表示法》GB985《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》GB986《埋弧焊焊缝坡口的基本形式和尺寸》3、焊接材料的选择3.1.焊条的选择原则3.1.1考虑母材的机械性能和化学成分(常见化学成分和焊缝金属机械参见表)1、普通结构钢的焊接,通常要求焊缝金属与母材等强度,应选用抗拉强度等于或稍高于母材的焊条2、对于合金结构钢,通常要求焊缝金属的主要成分与母材金属相同或者相近。
3、当母材中C及S、P等元素含量偏高时,焊缝金属容易产生裂纹,应选用抗裂性能好的低氢型焊材。
⑴低碳钢或低合金高强钢的焊接应根据钢材的抗拉强度来选择等强或稍高强度的焊材。
⑵耐热钢或不锈钢的焊接,应选用熔敷金属化学成分与母材相同或相近的焊条⑶异种钢焊接材料的选择比较复杂,选择时应遵循以下一般原则:①组织基本类似,强度等级不同的钢之间的焊接,最好选用抗拉强度介于被焊材料之间的折中焊条。
②碳钢、低碳钢、耐热钢与奥氏体钢焊接,如果产品工作温度较低,选用Cr25Ni13型不锈钢填充金属。
③碳钢与耐热钢焊接4应选用E5015型焊条。
3.1.2考虑焊件的结构复杂程度和刚性⑴形状复杂、结构刚性大以及厚度大的焊件必须采用抗裂性能较好的低氢焊条⑵考虑焊件的工作条件,包括载荷、介质和温度等,选用相应的能满足使用要求的焊条,如高温条件下工作的焊件应选择耐热钢焊条,接触腐蚀介质的焊条应选择不锈钢焊条,承受动载或冲击载荷的焊件应选择强度较高、塑性和韧性较高的低氢型焊条。
在没有规定的情况下,一般受压件选择碱性焊条,结构件选择酸性焊条,对于同一强度级别或同一化学成分的焊条,碱性焊条可代替酸性焊条,强度略低的焊条,但不得反代。
3.1.4考虑改善焊工劳动条件,提高劳动生产率,经济合理性等方面在酸性焊条和碱性焊条都可满足性能的要求时,应尽量采用酸性焊条,在使用性能相同的基础上选择价格较低的焊条。
船舶建造的焊接成本控制
船舶建造的焊接成本控制
1.严格按照定额领用焊接材料,超出定额的焊接材料应经过审批;
2.舾装件的焊接材料按照实际消耗并用焊条头或焊丝盘换取;
3.减小焊接坡口设计角度,降低焊接材料消耗;
4.改进自动焊焊接工艺,增加不开坡口进行自动焊的板厚范围(常规12不开
坡口,国内先进厂家可达到18,日本22),减少焊接工时和焊接材料消耗;
5.严格控制焊缝的焊脚大小(控制在设计值得0.9-1.1倍),降低焊接材料消耗;
6.控制焊接质量,降低返工成本;
7.控制定位焊数量和尺寸,降低定位焊的焊材消耗;
8.采用衬垫焊,降低焊接难度和减少焊接工时消耗;
9.合理选用焊材品种,减少高等级焊材的使用;
10.尽量扩大自动焊的范围,减少焊接工时消耗;
11.改进装配工艺、扩大使用角焊机的范围,提高角焊缝的焊接效率,降低焊接
工时消耗;
12.降低自动焊(包括CO2焊)的工时定额标准,减少焊接工时消耗;
13.提高下料精度,控制装配间隙,避免过大的装配间隙导致过多的焊材消耗;
14.自动焊坡口尽量采用机械加工,控制坡口和板边的直线度,控制自动焊缝的
装配间隙,避免过大的装配间隙导致过多的焊材消耗;
15.严格控制焊接变形,减少矫正变形导致的附加成本增加;
16.严格控制背后清根的范围,既要合适的清根保证焊接质量,又要避免过多清
根导致的焊材消耗;
17.做好焊材的保管,避免焊材因受潮或其他原因导致的焊材浪费;
18.做好单船焊材的消耗统计,为做好焊材定额提供统计数据。
关于钢结构工程项目施工中焊丝的消耗量问题的探讨近年来,越来越多

关于钢结构工程项目施工中焊丝的消耗量问题的探讨近年来,越来越多的工程项目多采用钢结构形式,例如在工业项目中的设备框架车间厂房,更衣室,试验室甚至于某些办公楼的框架也更多的采用钢结构形式。
在此类工程中,最主要的材料就是钢板,型钢,而且某些型钢也多采用钢板组焊的方法。
在制作安装时要涉及到焊材的使用,因此焊条焊丝问题也是相当重要的,从费用管理的角度来讲一个企业在追求利润最大化的市场竞争中不但要注意主材的费用,还要更加注意辅助材料所占的修企业成本。
简单讲一项工程要控制两个方面的要素,一是量;二是价。
本篇文章不讨论人工和机械的量价问题,仅对材料中的辅助材料做一些说明,而材料的价格因素多由市场决定,量就要在满足工程需要的前提下最大限度的节约,在排除人为浪费的情况下,根据工程施工图计算工程材料用量及考虑相应损耗成为最主要的焦点,在钢结构工程中钢板,型钢及焊条等的用量在各个专业的定额子目及相关说明中都有比较详细的规定。
在钢结构工程施工中多采用的焊材为各种材质的焊条,在进行焊接施工时,正确地估算焊条的需用量是相当重要的,估算过多,将造成仓库积压提高成本造成浪费:估算过少,将造成工程预算经费的不足,有时甚至影响工程的正常进行。
焊条的消耗量主要由焊接结构的接头形式、坡口形式和焊缝长度等因素决定,通过察阅资料而有相关焊条消耗量计算的规定,最简单最直接的方法就是先计算焊缝金属的重量,然后再考虑焊材的利用率就可以了,通常来讲焊材的利用率会有很多不同,原因是多方面的,母材材质、焊材材质、焊接环境温度、湿度、电流及电压大小、坡口尺寸、接头形式、焊接位置和飞溅损失量等等。
一般碳钢类焊材焊条的药皮重量占焊条重量的32%左右,焊条剩余部分在3cm-----5cm之间,约占焊条重量的14%,飞溅损失量为3%。
也就是说真正利用的焊条重量的利用率为:1―32%―14%―3%=51%同样,不锈钢焊条与碳钢焊条的不同只是在理论重量上,所以利用率也在48%-50%之间,与碳钢焊条基本一致。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
海洋平台导管架建造焊材消耗定额统计
导管架建造是海洋工作的重要部分,其焊材消耗一直备受关注。
基于此,本研究在概述海洋导管架建造焊材相关理论的基础上,着重介绍了焊材消耗定额的相关理论,并从这一角度并其影响因素进行了分析,在此基础上,提出了提高导管架建造焊材质量的建议,以进一步推进海洋资源的开发力度和强度。
【Abstract】Jacket construction is an important part of marine work,the welding material consumption of which has been paid close attention to all the time. Based on this,on the basis of summarizing the related theory of welding material for offshore platform jacket construction,the paper mainly introduces the related theory of the consumption figures of welding material,and analyzes the influence factors from this angle. On this basis,the paper puts forward some suggestions on improving the quality of welding material for the construction of the jacket,so as to further promote the development intensity of the ocean resources.
【關键词】海洋平台;导管架建造;焊材;消耗定额
1 引言
随着海洋资源开发力度的加大,海洋平台建造工程呈现出规模化发展趋势。
导管架是海洋平台的关键结构,同时也是海洋平台传递载荷的重要部件[1]。
在导管架建造过程中,需要大量的焊接工作,进而对焊材的消耗也相对比较大。
消耗定额统计是企业经济效益得以保证的重要参考依据。
2 海洋导管架建造焊材相关理论介绍
导管架是海洋平台中的主要部件,其是一种由若干横向和竖向以及斜向连接的钢管焊接形的空间结构[2]。
因而,海洋平台导管架在建造过程中,需要进行大量的焊接工作。
在焊接过程中,对于焊材就会产生消耗。
目前,大部分企业均将焊材消耗视为海洋平台建造工程的重要内容之一。
海洋平台导管架建造过程中,焊材质量是十分关键的,尤其是焊材接头质量。
焊接质量与板材厚度有密切的关系。
其中,板材厚度越大,焊接过程中就越容易出现裂纹、夹渣以及未熔合等情况,进而对海洋平台造成不利的影响[3]。
也就是说,在海洋平台建造过程中,焊材的质量在某种程度上就代表工程的质量。
因此,在海洋平台导管架建造过程中,焊材的质量是十分关键的。
在焊材使用过程中,应遵循一定的原则,其中经济性原则就是重要的原则之一。
如何在保障焊材质量的基础上,降低成本是重点的研究内容。
3 焊材消耗定额相关理论介绍
导管架建造过程中,焊材消耗定额的计算方法主要有经验法,以及直接查找经验表方法。
其中,经验法是指通过采用粗略计算焊层面积的方式对焊材的用量
进行估计。
然而,无论是哪种方法,其缺陷均在于工作效率低以及统计误差大等,进而导致焊材的浪费,从而增加导管架建造的成本[4]。
4 某工程焊材消耗定额统计实际情况分析
海洋平台导管架建造过程中,其焊材消耗定额的型号有很多。
然而,通过调查发现,其焊接接头坡口型、焊条型号在焊材消耗方面存在大量的浪费现象。
这两种型号的具体消耗定额估算表,如表1所示。
5 影响焊材消耗定额统计的因素
5.1 管理因素
海洋平台导管架建造过程中,为保证焊材的焊接质量,材料对于质量的影响是不容忽视的。
以锦州9-3综合调整项目为例,由于相关施工单位对焊材管理不善,导致在施工
过程中,没有可用的焊材。
这不仅导致焊材浪费,影响了工期,而且对企业的经济效益也产生了十分严重的影响。
在材料管理过程中,对材料规格以及数量的不明确也是导致焊材浪费的重要原因。
其中,缺少对焊材的动态跟踪就是最关键的影响因素。
另外,部分企业定额管理制度不完善也是重要原因。
5.2 设备因素
海洋平台导管架建造过程中,对于机械设备有很大的依赖性。
机械设备选择不当、维修格更新不及时以及保养不当等等均是重要的影响因素。
另外,在导管架建造过程中,设备完好率也是重要的影响因素。
除此之外,在进行焊材消耗定额管理过程中,信息化水平也是重要的影响因素,尤其是计算机软件等的使用。
5.3 人为因素
在海洋平台导管架建造过程中,人为因素对于焊材的消耗起到关键性的作用。
这主要是由于导管架的建造对焊工资质是有一定的要求的,即所有焊工必须具有焊工资质。
然而,目前在实际工作中,却并不是所有人均有焊工资质,这就会导致职业素养的欠缺以及技术能力的不足,从而导致焊材的浪费以及成本的增加。
另外,在导管架建造过程中,对于检验人员的资质也是有较高的要求的,需要具有一定的工作经验,并对各个环节以及程序有足够的了解。
6 提高导管架建造焊材质量的几点建议
6.1 加强对焊材的管理管理因素是焊材浪费的重要因素,为最大限度降低这一因素的影响,应主要从以下几方面着手:第一,建立并健全相应的焊材消耗定额制度,以确保在管理过程中有参考的依据和衡量的标准。
第二,注重提高企业管理者以及相关人员对导管架焊材的重视,以起到榜样的作用。
第三,在施工前
应对焊材的规格以及数量等进行核查,并做好详细的记录,对其进出均有足够的掌握和了解。
第四,在施工过程中,应做好焊材动态监控工作,以最大限度减少焊材的浪费。
6.2 注重设备的管理
由于海洋平台导管架建造过程中,对于设备的依赖性较大。
而焊接质量又是导管架建造的中心环节。
因此,为避免设备因素的影响应主要从以下几方面着手:第一,增加对设备的投入,资金投入以及物力投入。
第二,注重定期更新设备,同时还应加强对设备的维修和保养。
第三,增加计算机等设备的投入和使用,以提高工作效率和管理水平,进而实现对焊材的动态监督和管理。
总之,焊材消耗定额管理,应注重相关设备的维护和使用,尤其是计算机设备的使用。
这主要是由于计算机设备的使用,能够实现精准计算,最大限度避免误差,也能够提高工作的效率。
6.3 注重相关人员资质的管理
人为因素对于焊材消耗也具有重要的影响。
应从以下几方面出发:
第一,注重对相关人员资质的审核。
如为保证焊接质量,同时也避免焊材浪费,应对焊工的资质进行审核,以保证人才的质量。
同时,还应加强对检验人员资质的检查,以确保其符合岗位需求。
第二,依据合理的焊材消耗定额计划,对相关人员进行合理安排,以保证施工的工效。
第三,注重对相关人员进行培训,以提高其技能水平和职业素养,从而减低质量问题,并在此基礎上实现经济效益最大化。
总之,采用多种方式,提高操作人员的水平,以从根源上避免焊材的浪费。
7 结论
为进一步开发海洋资源,加强对海洋平台导管建造焊材的质量管理是十分必要且关键的。
为提高焊材的质量,通过对焊材消耗定额的分析,总结出了影响焊材质量的因素,即管理因素、设备因素以及技术因素等等。
因此,未来海洋工程在使用焊材时,应加强对焊材的监控,还应重视对设备的管理。
与此同时,还应注重先进技术的应用。
另外,还应提高相关人员资质的管理。
【参考文献】
【1】张磊,李祎尧,赵阳,等.深水导管架的焊接质量控制[J].中国石油和化工标准与质量,2017,37(22):16.
【2】张涛.海洋工程结构焊材选用及分析[J].金属加工(热加工),2016,21(8):123-125.
【3】宫经海.海洋工程焊接技术与现状分析[J].工程技术(文摘版),2016,25(8):260-261.
【4】孙志广,郭庆,檀海义,等.海洋平台建造中焊接材料的管理及使用[J].电焊机,2017,17(12):359-361.。