辊压机堆焊修复
浅谈辊压机辊子的堆焊修复方法
辊J 机赴 应川 于 各 种粉 磨作 业 巾 的主 机设 备 ,
具 有能 耗 低 、 J 最 高 、 噪音 小 、 结 构 简 单便 于 检修 等
优 - :其 主要 缺点 是 辊子 辊 面容 易磨损 , 影 响辊
机 效 率 的 发挥 因 此 , 对 磨 损 的辊 子 及时 进 行修
期 在线 修 复 , 采用 明弧 自动焊 接 修复] 。 首先 利用 碳弧 气 刨进 行环 周 气刨 , 埘辊 面进 行
彻底清 理 , 去 除辊 面 残 留 硬 层 、 裂纹 、 粉尘 、 铁 锈
等 。然后 检 查辊 面有 无 分层 和裂 纹 , 确 定 尤 分层 乖 I l 裂纹 后 , 对辊 面进 行 打磨 清理 , 露 辊 而 金属 光泽 ,
澄技术 2 0 1 7 ‘ l 1
l 前 言
同深 处形 成 循环 应 力和拉 应 力 , J 、 , 循 环 应 力趟土 辊子 材 料 的疲 劳 强 度时 , 表 层 将 引发 裂纹 、 循环载荷作j F, 表 层 下组 织 的 性 变 形 继 续 展, 表 而一 定深 度 的 位 u 土 将萌, _ 卜 裂纹 , 许逐
焊丝 打 底 , 这 是 一种 高强 度 、 巾 等硬 度的堆 焊 材料 , 具有 良好 的抗 疲 劳性 和结 合性 , 同时 又具 有 一定 的 抗磨 性 能 , 辊 体母 材 和耐磨 层之 问能起 到 很好 的 桥 梁 作川 用 S N M2 2 V 一 0 焊 丝 作 为过 渡层 硬 层 , 月 j HC 一 0 或H C —O m o V作 为堆焊 硬 层 , 朋C N 一 0 作 为表
复. 延 K辊 而 的 使刚 寿命 , 是 辊 压机 使 J f j 维护 【 f I 的 关键 所 。辊 子 按 辊 面结 构 主要 分 为 : 堆焊辊子 、
连铸辊堆焊修复技术研究及应用
万方数据万方数据连铸辊堆焊修复技术研究及应用专业:材料工程硕士生:徐斌导师:杜忠泽教授刘俊良高工摘要针对新钢连铸辊的使用情况,分析了不同连铸辊的失效形式,根据新钢连铸辊的材质情况,选用焊丝1Cr13Ni4Mo2,焊丝直径Ф3.2mm,匹配烧结焊剂SJ301, 对不同直径大小的连铸辊进行堆焊试验,通过化学成分的分析、金相组织的观察及宏观硬度的测定等手段对连铸辊表面堆焊层部位前后变化进行了系统分析。
结果表明不同直径的连铸辊热影响区组织不一样,直径小的晶粒较粗大,并有铁素体存在,较大直径连铸辊组织基本由索氏体组织组成;不同直径大小的连铸辊,焊缝组织基本相同,都是由马氏体+少量的铁素体组织组成。
同时随着辊径的增大,相对应的每层硬度略有增加。
相同辊径大小的连铸辊从第一层到第三层硬度逐渐减少。
对不同辊径大小的连铸辊采用不用的焊接工艺参数,进行堆焊试验后再采用不同的热处理工艺,研究了不同的热处理工艺对堆焊层的影响,结果表明随着退火温度的增大,连铸辊表面硬度逐渐降低;随辊径的增大连铸辊表面硬度增加。
随着退火温度由580℃到降低到500℃,焊缝组织也由贝氏体组织转变成马氏体组织。
通过对不同的连铸辊采用不同的焊接工艺及热处理工艺进行堆焊,投入到连铸机生产过程中,经证明采用堆焊的连铸辊寿命明显高于新辊水平,为此堆焊后的连铸辊体现出良好的经济效益。
关键词:连铸辊;堆焊工艺;组织性能;热处理;应用Research and Application on the Surfacing Welding Technology of the Continuous Casting RollSpecialty:Materials EngineeringName:XU BinInstructors:Professor DU Zhong-zeSenior Engineer LIU Jun-liangAbstractIt was Analyzed the different failure mode of the continuous casting roll By The use of continuous casting roll. The material of the continuous casting roll, selection of welding wire 1Cr13Ni4Mo2, wire 3.2mm diameter, matching agglomerated flux SJ301,to the surfacing welding testing, By means of analysis the chemic component, optical structure and measuring the hardness, the samples with the hardface layer of continuous casting roll were studied. The results show that the microstructure in heat affected zone are not the same in the continuous casting roll diameter, the grain is coarse in the smaller diameter roll, mainly containing ferrite, larger diameter of roll casting microstructure is mainly composed of sorbite organization; continuous casting roller of different sizes, the weld microstructure are the same, is composed of martensite and a small amount of ferrite. At the same time as the roll diameter increases, the hardness of each layer corresponding to slightly increase. Continuous casting roll the same roll diameter decreased from the first layer to the third layer hardness.For different roll diameter of roll casting size without the use of welding parameters, the welding test after different heat treatment processes, studied the effect of different heat treatment process on the surfacing layer, the result showed that with the increase of annealing temperature, the surface hardness of roll casting gradually reduced. The surface hardness of continuous casting roller and roller diameter small A continuous casting roll hardness is larger than the diameter of the small roller. As the annealing temperature from 580℃ to 500℃, the weld microstructure consists of bainitetransformation into martensite.Through the different surfacing and heat treatment processes of continuous caster roll, proved by surfacing welding roll was significantly higher than that in the new roll, the casting roll has good economic benefit.Key Words: continuous casting roll; surfacing welding technology; structure property;heat treatment; Application目录Abstract (I)1 绪论 (1)1.1 连铸工艺 (1)1.2 连铸机功能 (2)1.2.1 结晶器结构与用途 (2)1.2.2 扇形段和拉矫机 (4)1.2.3 支撑导向段-零段 (5)1.2.4 扇形段 (5)1.3 连铸辊工作特点 (5)1.4 连铸辊堆焊技术 (7)1.5 本课题的研究目的与内容 (9)2 连铸辊堆焊工艺 (10)2.1 新钢连铸辊使用概况 (10)2.2 焊接工艺设计 (13)2.2.1 焊接材料的选用 (13)2.2.2 堆焊焊剂的选用 (15)2.2.3 埋弧焊工艺参数的优化 (16)2.3 堆焊工艺流程 (17)2.4 本章小结 (19)3 连铸辊堆焊工艺试验 (20)3.1 埋弧堆焊设备系统 (20)3.2 埋弧堆焊工艺参数确定 (21)3.3 堆焊工艺试验方法 (23)3.4 试验结果检测 (24)3.5 试验结果分析 (24)3.5.1 化学成分分析 (24)3.5.2 金相检测结果分析 (25)3.5.3 硬度检测结果 (28)3.6 本章小结 (28)4 连铸辊堆焊工艺优化 (30)I4.1 试验方法 (30)4.2 试验结果分析 (31)4.3 本章小结 (33)5 连铸辊堆焊的生产应用 (34)5.1 新钢连铸辊堆焊工艺 (34)5.2 连铸辊堆焊操作要求 (34)5.3 堆焊连铸辊上线使用情况 (37)5.4 本章小结 (37)6 结论 (38)致谢 (39)参考文献 (40)攻读硕士学位期间发表的学术论文 (43)II1 绪论1.1 连铸工艺连铸是将液态金属经过一组特殊的冷却和支撑装置连续地浇铸成一定断面形状的铸坯的过程[1]。
辊压机及磨辊堆焊要点

第一部分堆焊材料的磨损1.磨损的基本概念磨损是由摩擦引起的,在建材、冶金、矿山、电力、机械、国防以及航空、航天等等行业处处存在摩擦,处处都有磨损。
材料磨损是两个以上的物体摩擦表面在法向力的作用下,相对运动及有关介质、环境温度的作用使其发生形状、尺寸、组织和性能变化的过程。
从磨损的特征与结果分析,任何一种磨损都发生在物体的工作表面上,但不仅物体表面宏观发生变化,而且物体微观组织结构及其性能也会发生变化。
从物理与化学观点分析,磨损是发生在两物体相对运动的表面,而且是在很薄的一层工作表面上,在磨损过程中一个重要的特征是机械能转变为热能,加热与冷却都以非常快的速度进行,物体表面具有相当大的活性和相当高的自由能,材料表面与亚表面的组织与性能同内部是不一样的。
对固体金属来说,当温度低时,原子活动较弱,低温变形后,表面的原子数将不会有多大变化,而在高的温度下,表面原子的活动能力增强,因此,材料的结构可能会出现某种程度的调整与改变,结果使金属性质和能量发生变化。
材料表面原子会与环境(介质)发生相互作用,产生物理吸附、化学吸附或化学反应,使材料表面可能产生加工硬化层或者形成表面织构,将会影响材料的磨损过程。
可以说磨损是一个动态过程。
从原子与作用力分析,由于相互接触的两物体表面,其中一物体表面的原子能与另一物体表面的原子极靠近,甚至进入斥力场,在相对运动时,两表面分子就会产生能量损耗。
在相对运动中将有些原子进入斥力场,而有另一些原子将离开斥力场,其变化大小,决定于接触程度,而其定量数决定于统计学的相率。
当两物体充分接近时,原子将被排斥而其自然的趋向是回到它原来的位置上去,然而这是个似乎不可能的假说,即原子可能被撞击出,并运动得足够远,以至进入相对表面上另一个原子场内,在这里得到新的平衡位置。
也就是说原子可以从一个物体表面上被对面的另一个物体表面俘获去。
按汤姆林逊的著作,这就是磨损的实质。
不管如何定义磨损,材料的磨损必然包括三大要素:1、材料的表面特征;2、另一物质(液体、气体和固体)的接触特性,即接触方式、力的传递和表面变形等;3、相对运动。
辊压机辊面 堆焊、维护与保养

辊压机辊面堆焊、维护与保养作者:王欣黄智泉张永生单位:郑州机械研究所辊压机自20世纪80年代中期问世以来,已广泛应用于各种粉磨作业。
辊压机在水泥粉磨系统中有以下优点:降低粉磨电耗,提高磨机产量;提高水泥产品质量;噪音小。
但也有其缺点,其最大的缺点是辊面磨损问题。
有些厂家的辊压机运行一段时间以后,就处于经常维修状态,令厂家十分头痛。
1辊压机的运行特点辊压机是由2个运动速度相同的辊子组成,物料由辊子上部喂料口卸下,进入辊间的逢隙中,在高压研磨力(辊间压力在5 0~300MPa之间)的作用下,物料受到挤压,受压物料变成了密实但充满裂纹的扁平料饼,使物料的易磨性得到明显改善。
辊压原理如图1所示。
2辊压机辊面堆焊保养技术目前在国内外辊压机制造中,常用的辊体材料多为Cr、w、Mo、V合金、45号钢等锻件,国外也有采用铸件的。
但铸件不如锻件使用效果好。
长期以来,对辊压机辊面保养技术的研究,国内外均进行了大量的工作。
其中,整体铸造式、堆焊式、硬质合金柱钉式等方法就是不同时期的研究成果。
整体铸造式属于早期技术,目前已不多用;硬质合金柱钉式则因其对物料中的异物过于敏感或造价过于昂贵而难于推广使用。
从对耐磨性、对工况的适应性以及使用、维护的方便性等诸多因素考虑,目前认为堆焊方法效果最好。
堆焊成功的关键在于合理设计辊面的耐磨材质和花纹形式以及制定辊面局部和整体的现场修复工艺。
目前国内外常用的辊面耐磨花纹形式如图2--0所示。
辊压机辊面的磨损为高应力磨损,其耐磨效果决定于辊面耐磨材料的表面硬度及韧性。
辊压机辊面修复包括局部修复和全面修复。
局部修复需根据损伤深度确定修复层。
修复耐磨层前应对表面水泥灰和辊面疲劳层进行清理,补焊材料应与原辊体有良好的相容性和良好的冷焊效果,同时应焊过渡层,以避免焊接应力太大,破坏原辊体。
局部修复一般采用焊条或CO:气保护焊丝等进行堆焊。
整体修复是指对辊体局部反复修复5~8次后,由于母体反复承受高压挤压应力作用,焊接微裂纹不断扩展,辊体会产生一定厚度的疲劳层,用碳弧气刨在磨损比较严重的辊面上刨出几道槽检查裂纹情况,会发现辊子深处有很多层状裂纹,较浅的距辊面约10 mm,较深的距辊面约20~30 mlTl,局部深达50~60 mlil,并且多数裂纹都沿辊子周向延伸。
磨辊 磨盘、轧辊、轴齿等硬面堆焊修复技术及施工方案
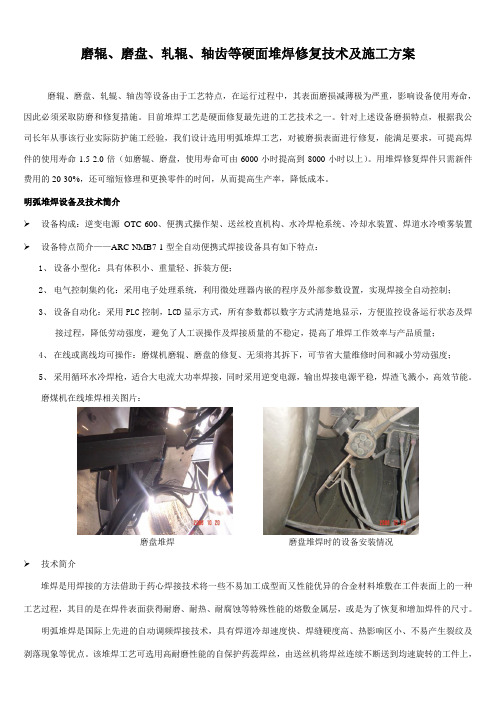
磨辊、磨盘、轧辊、轴齿等硬面堆焊修复技术及施工方案磨辊、磨盘、轧辊、轴齿等设备由于工艺特点,在运行过程中,其表面磨损减薄极为严重,影响设备使用寿命,因此必须采取防磨和修复措施。
目前堆焊工艺是硬面修复最先进的工艺技术之一。
针对上述设备磨损特点,根据我公司长年从事该行业实际防护施工经验,我们设计选用明弧堆焊工艺,对被磨损表面进行修复,能满足要求,可提高焊件的使用寿命1.5-2.0倍(如磨辊、磨盘,使用寿命可由6000小时提高到8000小时以上)。
用堆焊修复焊件只需新件费用的20-30%,还可缩短修理和更换零件的时间,从而提高生产率,降低成本。
明弧堆焊设备及技术简介➢设备构成:逆变电源OTC-600、便携式操作架、送丝校直机构、水冷焊枪系统、冷却水装置、焊道水冷喷雾装置➢设备特点简介——ARC-NMB7-1型全自动便携式焊接设备具有如下特点:1、设备小型化:具有体积小、重量轻、拆装方便;2、电气控制集约化:采用电子处理系统,利用微处理器内嵌的程序及外部参数设置,实现焊接全自动控制;3、设备自动化:采用PLC控制,LCD显示方式,所有参数都以数字方式清楚地显示,方便监控设备运行状态及焊接过程,降低劳动强度,避免了人工误操作及焊接质量的不稳定,提高了堆焊工作效率与产品质量;4、在线或离线均可操作:磨煤机磨辊、磨盘的修复、无须将其拆下,可节省大量维修时间和减小劳动强度;5、采用循环水冷焊枪,适合大电流大功率焊接,同时采用逆变电源,输出焊接电源平稳,焊渣飞溅小,高效节能。
磨煤机在线堆焊相关图片:磨盘堆焊磨盘堆焊时的设备安装情况➢技术简介堆焊是用焊接的方法借助于药心焊接技术将一些不易加工成型而又性能优异的合金材料堆敷在工件表面上的一种工艺过程,其目的是在焊件表面获得耐磨、耐热、耐腐蚀等特殊性能的熔敷金属层,或是为了恢复和增加焊件的尺寸。
明弧堆焊是国际上先进的自动调频焊接技术,具有焊道冷却速度快、焊缝硬度高、热影响区小、不易产生裂纹及剥落现象等优点。
辊压机辊子的堆焊修复方法
辊压机辊子的堆焊修复方法作者:杜金龙来源:《中国房地产业·上旬》2017年第09期【摘要】本文概述了辊压机的组成及工作原理,对辊压机辊面的磨损机理进行了介绍,同时探讨了辊子堆焊修复的材料及工艺选择,以供参考。
【关键词】辊压机;辊子;堆焊修复辊压机是应用于各种粉磨作业中的主机设备,具有能耗低、产量高、噪音小、结构简单便于检修等优点。
其主要缺点是辊子辊面容易磨损,影响辊压机效率的发挥。
因此,对磨损的辊子及时进行修复,延长辊面的使用寿命,是辊压机使用维护中的关键所在。
1、辊压机的概述辊压机主要通过两只相向转动的磨辊实现粉碎,在其对物料进行粉碎时,对设备中的内应力进行了较好应用,不仅高效节能,而且能取得较好的粉碎效果。
在辊压机中,两只磨辊的安装方式有所不同,一其能够活动,另一只被固定,在实际情况中,活动辊轴承座一般与液压系统进行连接,而固定辊则被固定在主机内。
受液压系统的影响,活动辊接受到极大压力,并将这些压力转移到压力区中的物料上,从而对物料进行有效粉碎。
在辊压机作用下的物料,会出现各种裂纹,而且整体硬度被降低,所以能够较好增加产量,提高经济效益。
2、辊压机辊面的磨损机理辊压机挤压工作部分主要由两个速度相同、相对运动的辊子组成。
物料由辊子上部喂料口卸下,进入辊子间的缝隙中,在辊子高压力的作用下,物料在两个辊子辊面之间相互挤压和摩擦,变成密实但充满裂纹的扁平料饼,使物料的易磨性得到明显改善。
辊面的磨损类型属于典型的高应力磨料磨损。
在循环载荷作用下,表层下组织的塑性变形继续发展,在表面一定深度的位置也将萌生裂纹,并逐步扩展。
当裂纹扩展后,裂纹以上的材料断裂剥落,造成疲劳损坏。
因此,辊子的磨损机理是辊面的高应力磨料磨损和辊面亚表层的疲劳磨损共同作用的结果。
较浅的裂纹破坏层距辊面约10mm,较深的裂纹距辊面约20~30mm,局部甚至深达50.60mm,并且随着使用时间加长,裂纹沿辊子周向延绵不断向外发散扩展,造成辊子局部或成片剥落。
辊压机辊面维护

辊面维护、修复培训资料一、辊面堆焊技术:1.我公司的辊面堆焊技术是同英国焊接合金(W.A)有限公司合作亚洲独家合作(技术、焊材)。
英国W.A公司是世界一流的焊接设备、焊材研发、生产厂家,并制定与之相适应的焊接工艺。
许多国际知名企业如生产力磨的德国的莱歇、非凡,生产滚压机的德国洪堡、伯力鸠斯、魁伯恩都使用英国W.A公司的焊材及焊接工艺,并推荐其用户在辊面维护时使用。
其优点为:一是辊面硬度高,可达HRC55以上,耐磨性好,在纯硅酸盐水泥生产中辊面使用寿命可达8000小时以上,(辊面不受金属、大块异物损伤),有其它辅材含有高游离二氧化硅、铁粉的生产情况下,若及时清仓、除铁任可确保辊面使用寿命较长。
二是修复性好,可仅仅只修复一字条纹(局部受损可经行局部修复),也可以修复硬化层加一字纹。
2.焊接工艺、技术紧跟世界先进行业,同时在实际操作过程中遇到任何技术难题,都可以得到世界一流焊接专家的技术支持,确保客户得到世界一流焊接服务。
3.辊面焊接步骤:升温→过渡层施焊(2层)→硬化层(3层)→一字纹→保温、降温。
二、物料的易磨性1.熟料:熟料中C3S(硅酸三钙)、C3A(铝酸三钙)易磨性好,C2S(硅酸二钙)易磨性较差。
快冷料易磨性较好。
熟料储存一段时间后比刚出窑的熟料易磨性好。
2.金属及粉末:本身硬度高,易磨性差.有资料统计,在矿渣粉磨中金属含量每增加0.1%,辊子金属消耗量增加10%。
3.游离二氧化硅(fSiO2):硬度大,易磨性差.三、造成辊面受损、快速磨损的原因及其解决办法:(一)大块异物1.大块金属:孰料运输、检修过程中进入的钢球、铁块、螺栓等,磨尾漏钢球(排渣口的钢球)会直接让辊面受到高压冲击,轻则辊面出现凹坑、一字纹局部脱,重则辊面掉块、分层。
2.大块物料:超过辊径5%的大块物料太多时,由于物料在高压下达到压缩极限时,其硬度变得很大而对辊面产生高压冲击,使辊面受损.(大块物料其他危害:引起偏料、瞬间高压对轴承和阀件的冲击。
辊压机优化操作与常见故障处理

辊压机优化操作与常见故障处理发布时间:2023-02-23T02:31:02.607Z 来源:《新型城镇化》2023年1期作者:刘万增[导读] 其工作原理是依靠两个水平安装且同步相向旋转的挤压辊对物料进行高压粉碎,达到预粉磨作用。
新疆圣雄能源股份有限公司水泥厂新疆维吾尔自治区吐鲁番市 838001摘要:对辊压机工艺生产优化操作,以提高产质量。
同时对设备运行中常见故障逐一分析,并采取相应措施,提高了设备运转率。
关键词:辊压机优化操作故障处理我单位水泥生产采用辊压机+球磨机闭路系统,其中辊压机规格型号:HFCG180-120,生产能力:700-900t/h。
其工作原理是依靠两个水平安装且同步相向旋转的挤压辊对物料进行高压粉碎,达到预粉磨作用。
在联合粉磨生产中,我们采取严格的工艺管控措施,不断优化操作参数,提高了产质量,降低单位能耗。
并对设备运行中常见的一些故障分析处理,取得一定效果,现总结如下,供同行参考。
一、优化操作管控措施(1)从称重仓至辊压机入口必须通畅。
辊压机的能力的发挥与进料是否顺畅有直接关系。
在称重仓至辊压机的溜子上安装有棒阀、电液阀或气动阀,这些阀门在辊压机工作时应全部打开。
从称重仓至辊压机的溜子里应该充满着物料并整体垂直向下流动,不允许断断续续流动。
溜子内侧应是光滑平面,不允许有任何阻碍物料流动的东西,比如为防止溜子磨漏焊接了角钢或内部增加的衬板等,都会阻碍物料流动。
在称重仓内粗细物料混合在一起,形成最大堆积容重,通过溜子整体向下流动进入辊压机,对辊压机实行过饱和喂料,辊压机的能力就能充分发挥。
(2)压力的合理调节。
调节辊压机液压系统的压力,从而调节辊子对物料的挤压力。
挤压力大,物料被挤压的效果就好,但有两个前提必须注意,辊压机活动辊的左右两侧必须形成辊缝,所加的压力才能完全作用在物料上,否则加压是无效的;另一点须注意的是压力增加后辊压机主电机的电流是否增加,如果没有增加,说明此次加压无效,应该退回到原来的设置,液压系统工作压力一般为8.5-9.5Mpa。
辊压机辊面堆焊修复ppt课件
图一
母材
过度层
耐磨层
辊压机辊子构造图
三、堆焊修复过程
3.1、去除辊面残留硬层及裂纹。 用碳弧气刨对辊面进展彻底清理,辊
面待焊部位的残留硬层、裂纹、粉尘、铁 锈等都要用毛刷或钢刷清理干净,使之显 露金属光泽。气刨时,要先用铁板盖住下 料口,以免气刨产生的铁渣损坏其他设备。
3.2、焊前打磨
• 对辊压机辊面进展适当的角磨机打磨,保 证辊面平整及同心度。
二、辊压机辊面磨损缘由
• 辊压机辊面磨损的主要缘由是辊面的高应 力磨料磨损和辊面过度层的疲劳磨损共同 磨损的结果。由于辊压机本身属于高应力 粉碎,所以不可防止遭到高应力磨料磨损。 同时,物料颗粒在压力的作用下会使辊面 产生弹性和塑性变形,从而使过渡层〔图 一〕产生循环压应力和拉应力,当循环应 力超越辊子资料的疲劳强度时,在过度层 会产生裂纹,久而久之,产生疲劳零落。
3.5.5 堆焊时留意丈量堆焊的高度,要保证辊子的圆 度,以免辊子不圆而导致辊压机振动.
图六
用模具进展引 导堆焊,可以 提高堆焊质量
图七
辊面预热
3.5.6 用TB2106焊条焊接菱形花纹及中间硬 质点,菱形花纹尺寸为50×50.
3.6、退火
• 辊压机辊子加温至150℃-200 ℃,再在外表 用石棉布包住,待辊子自然冷却到常温外形. 主要是为了减少焊接后的剩余应力.
3.5.2 在焊接时,焊条必需在250℃的温度下烘干2 个小时。
3.5.3 焊接时电焊机的地线必需直接搭在磨辊上, 否那么可以烧坏主轴承,另外焊机电流不宜过大。
3.5.4 焊接时,需求用液化气将辊压机辊面预热至 150-200℃之间〔图七〕,彻底消除因机械加工产 生的油份及剩余应力,防止裂纹的产生。
辊压机辊子的堆焊修复方法

辊压机辊子的堆焊修复方法本文概述了辊压机的组成及工作原理,对辊压机辊面的磨损机理进行了介绍,同时探讨了辊子堆焊修复的材料及工艺选择,以供参考。
标签:辊压机;辊子;堆焊修复辊压机是应用于各种粉磨作业中的主机设备,具有能耗低、产量高、噪音小、结构简单便于检修等优点。
其主要缺点是辊子辊面容易磨损,影响辊压机效率的发挥。
因此,对磨损的辊子及时进行修复,延长辊面的使用寿命,是辊压机使用维护中的关键所在。
1、辊压机的概述辊压机主要通过两只相向转动的磨辊实现粉碎,在其对物料进行粉碎时,对设备中的内应力进行了较好应用,不仅高效节能,而且能取得较好的粉碎效果。
在辊压机中,两只磨辊的安装方式有所不同,一其能够活动,另一只被固定,在实际情况中,活动辊轴承座一般与液压系统进行连接,而固定辊则被固定在主机内。
受液压系统的影响,活动辊接受到极大压力,并将这些压力转移到压力区中的物料上,从而对物料进行有效粉碎。
在辊压机作用下的物料,会出现各种裂纹,而且整体硬度被降低,所以能够较好增加产量,提高经济效益。
2、辊压机辊面的磨损机理辊压机挤压工作部分主要由两个速度相同、相对运动的辊子组成。
物料由辊子上部喂料口卸下,进入辊子间的缝隙中,在辊子高压力的作用下,物料在两个辊子辊面之间相互挤压和摩擦,变成密实但充满裂纹的扁平料饼,使物料的易磨性得到明显改善。
辊面的磨损类型属于典型的高应力磨料磨损。
在循环载荷作用下,表层下组织的塑性变形继续发展,在表面一定深度的位置也将萌生裂纹,并逐步扩展。
当裂纹扩展后,裂纹以上的材料断裂剥落,造成疲劳损坏。
因此,辊子的磨损机理是辊面的高应力磨料磨损和辊面亚表层的疲劳磨损共同作用的结果。
较浅的裂纹破坏层距辊面约10mm,较深的裂纹距辊面约20~30mm,局部甚至深达50.60mm,并且随着使用时间加长,裂纹沿辊子周向延绵不断向外发散扩展,造成辊子局部或成片剥落。
除了正常磨损外,如果螺栓、铁块等金属异物进入料层也会造成辊面损坏。
辊压机堆焊修复
辊压机堆焊修复辊压机堆焊修复一、辊压机介绍辊压机,又名挤压磨、辊压磨、滚压机,是国际80年代中期发展起来的新型水泥节能粉磨设备,具有替代能耗高、效率低球磨机预粉磨系统,并且降低钢材消耗及噪声的功能,适用于新厂建设,也可用于老厂技术改造。
图一:水泥厂辊压机辊压机由两个相向同步转动的挤压辊组成,一个为固定辊,一个为活动辊。
物料从两辊上方给入,被挤压辊连续带入辊间,受到50-100MPa的高压作用后,变成密实的料饼从机下排出。
辊压机是根据料床粉磨原理设计而成,其主要特征是:高压、满速、满料、料床粉碎。
辊压机的辊面一般采用热堆焊,耐磨层维修更为方便。
由于辊面需要承受高压等原因,辊面磨损是该设备使用过程中的常见现象,辊面损坏包括:辊面产生裂纹,辊面凹坑或辊面硬质耐磨层剥落。
辊压机辊面磨损后,表面凹凸不平,对物料形不成有效的挤压,出料中颗粒料多,料饼少,磨机产量下降,辊压机系统内的循环量大大增加,粉料越来越多,造成称重仓频繁“冲料”,回料皮带及入称重仓斗提压死,系统跳停。
要求在生产使用时,千万不要把硬质铁器掉进辊压机,在打散机回料粗粉处加装除铁器,防止铁器在辊压机中循环挤压,辊面损坏后,应及时请专业人士现场堆焊修复。
二、辊压机常见磨损情况辊压机正常工作半年时间后应检查辊体形成的料垫是否连续,高度是否于花纹层基本一致(距辊体端面 50~80mm 范围内外) 。
发现料垫形成不理想,需要及时对辊缝做调整,避免辊体异常磨损。
注意观察辊体是否有局部掉块,沟槽等缺陷,辊体端面是否磨损。
如果辊体已出现局部掉块,沿辊面环向出现沟槽等缺陷(辊面花纹局部有掉块但料垫形成良好且不影响辊压机产量时不需修复);辊体端面出现磨损且调整下侧挡板无效,侧面有大块原料漏料现象。
需要对辊面进行局部日常堆焊检修,否则辊面花纹哦磨损会加剧,不仅浪费资源,严重的可以造成更大的损失。
三、辊压机堆焊修复准备工作辊面在堆焊修复前首先将辊压机上罩体检查门拆掉,将挤压辊辊面需要修复的地方清理干净,不得有灰尘及其它影响焊接质量的杂质存在。
辊压机现场堆焊
辊压机现场堆焊方案一、技术参数1.基体材料:中碳合金材质,类似42CrMo、37CrMoV或34CrNiMoA等。
2.修复厚度按单边有效厚度20~35 mm设计。
二、辊面堆焊修复方案1、检查轴面磨损后尺寸,并用样铳打点记录原始辊面及花纹;2、采用全自动气刨刨除动辊基体疲劳层(从花纹面开始单边约20~35 mm);3、对辊子辊体和轴进行着色探伤,确保基体无影响焊接和使用的缺陷进入下工序,并将检查结果告知甲方公司。
若探伤结果发现裂纹蔓延到母材当中,则继续采用气刨刨除裂纹。
个别裂纹特别深的,不必将裂纹刨到底(会有裂辊风险),将裂纹刨成U型弧坑,然后采用法奥迪V30/9焊丝焊接弧坑(需要跟甲方商量沟通后实施)。
4、焊接设备、材料4.1、焊接设备采用600A以上全自动堆焊机及原装送丝机。
4.2、材料方案采用与辊压机母材性能相近焊材作为打底层(厚度9mm)+ 法奥迪VC-60焊材作为过渡层(厚度8mm)+ 法奥迪高铬或者高钛焊材作为硬面层VC-100或者VC-100Mo(厚度8mm) + 法奥迪高铬VC-100Mo或者高铌焊材VC-143作为花纹层修复辊面;4.3、硬度要求辊面:打底层180—220HB,过度层工作硬化情况下硬度为HRC40-50,硬面层HRC55—58,花纹层HRC58—62,各焊层整个层厚硬度均匀。
5、工艺5.1、清理打磨待焊面,去除铁锈和油污,使之露出金属光泽。
5.2、采用多头氧乙炔火焰器预热辊面,达到温度100℃左右。
5.3、堆焊辊面:采用自动明弧焊工艺堆焊辊面凹坑及打底层,过渡层和硬面层,焊丝直径2.8mm,焊接电流350±10A,焊接弧压30±5V,线速度大约0.6~0.9m/min,堆焊打底层时控制层间温度不低于预热温度。
5.4、焊完采用石棉布缓冷到室温。
5.5、法奥迪VC-60材料堆焊两侧面。
5.6、外形辊面检查,堆焊后外形符合图纸尺寸。
5.7、整个堆焊过程中保护好非修复部位,并检测轴温,若轴温大于70℃立即采用风冷或者水冷方式冷却轴。
关于水泥厂辊压机辊面的耐磨堆焊修复研究

关于水泥厂辊压机辊面的耐磨堆焊修复研究水泥厂的辊压机辊面是承受高压力和摩擦力的关键部件,由于工作条件的恶劣以及长期使用的磨损,辊面容易出现磨损和损坏,影响辊压机的正常工作。
为了延长辊面的使用寿命和减少维修成本,研究耐磨堆焊修复技术显得尤为重要。
目前,耐磨堆焊修复技术已经成为了水泥厂辊压机辊面修复的主流方法。
堆焊修复技术通过在受损的辊面上进行堆焊修复,以增加辊面的耐磨性能和使用寿命。
堆焊修复材料常用的有硬质合金、高铬铸铁及特种焊条等。
在耐磨堆焊修复研究中,首先需要进行辊面的磨损状态评估。
常用的评估方法包括观察损伤形态、测量尺寸和重量、检测硬度等。
通过评估磨损程度,可以确定堆焊修复的方法和材料。
然后,进行合适的堆焊修复方法和材料的选择。
在选择合适的堆焊修复方法时,需要考虑到辊面的材料、厚度和尺寸等因素。
而在选择堆焊修复材料时,需要考虑到辊面的使用条件和要求、堆焊材料的硬度和耐磨性等因素。
根据实际情况,可以选择不同的堆焊方法,如电弧堆焊、气焊或者激光堆焊等。
在进行堆焊修复前,需要对辊面进行预处理,包括去除辊面上的杂质和氧化物,并进行适当的打磨和抛光。
然后,按照堆焊方法将修复材料均匀堆焊在受损的辊面上,并确保焊缝的质量和完整性。
堆焊后,需要对焊缝进行后处理,包括打磨和抛光以提高表面的光滑度和耐磨性。
在堆焊修复完成后,需要进行辊面的性能测试。
常用的性能测试方法包括硬度测试、磨损测试和综合性能测试等。
通过测试,可以评估堆焊修复的质量和效果,并进行必要的调整和优化。
总之,水泥厂辊压机辊面的耐磨堆焊修复技术是一项十分重要的研究课题。
通过对辊面的磨损状态评估,选择合适的堆焊修复方法和材料,进行适当的预处理和堆焊修复,最终可以延长辊面的使用寿命,减少维修成本,提高辊压机的工作效率和生产效益。
辊压机挤压辊堆焊维修质量的过程控制

辊压机挤压辊堆焊维修质量的过程控制
汪 自舟
句容 台泥水泥有限公司 ,2 2 1 143
摘 要 辊压机辊面堆焊修复的质量控制过程为 : ( )焊丝的选择要恰 ; ( )堆焊前应充分掌握辊 1 2 子母 材材质 的状 况 ; ( 焊 接工艺必须按设计方 案执行 。/容 台泥公 的R — 1o[o 3) 口 J P Z 7 /8  ̄乐机动辊辊 面的 堆 焊修 复效 果证 实了质量控制 的重要性 。
内部延展 ,降低 了辊套 寿命 ,南此 形成 恶性循 环 , 多 次修 复后 造成辊 套 开裂报废 ( 图2)。 如
机 ,组 成联合 粉 磨 1艺 。2 0年 8 1 0 4 月 日正 式投产 , 运 行初 期产 能效 果显 著 ,但使用2 个月后 ,辊压机辊 面磨损剥落严重 ,产量急速下降 ,还 由此 引发一系列 重大设备故 障 。针 对 辊压 机辊 面磨 损 问题 ,我们 曾 尝试 多种 修复 方案 ,由南方 多家 公 司采用 德 、法 国等进 口焊 丝修 复 试验 ,均 告失 败 。直 至2 0 年8 06 月与郑州机械研究所合作 ,终于解决这一难题 。特
经过进 口焊丝多次堆焊修复失败后 ,句容台 为堆焊耐磨横条。该横条与耐磨层结合力 、 抗裂性 泥 水 泥有 限公 司开始进 行市 场考 察 ,发现 周边水 泥
40
2 1 年第6 01 期 N . 21 o6 01 汪 自 :辊压机挤压辊堆焊维修质量的过程控制 舟 耐磨丝朱
厂的辊压机辊子均采用郑州机械研究所研制 的Z 机械研究所对辊压机新辊套进行整体堆焊 。 D 系列 药 芯焊丝 补 焊辊 面 。 以前 郑州 机械 研究 所有 关 2 离线堆 焊维 修质 量 的过程 控制 业务人员也曾经到我公司介绍过他们的产品,但我 台泥 句 容 水 泥 有 限 公 司 辊 压机 原装 辊 套 材 质 公 司有关领导当时对国产焊丝信不过 ,一直没有与 郑州机械研究所合作。为了解决辊压机辊面剥落 、 磨损问题 ,我公司决定尝试Z 系列药芯焊丝 。 D 2 0 年8 0 6 月郑州机械研究所用 自行研 制生产的
进口辊压机辊面的堆焊修复与维护
术之后水泥工业经历的又一次技术革命 。自18年 95 德 国H iegr 司L i 水 泥厂 采 用第 一 台具 有 工 edre公 emn 业 规模 的 中18m×05m ( . . 辊径 X 宽 ) 压机 粉磨 辊 辊 水 泥并 取得 增产 、节 电2 %的工业 试 验效果 后 ,即 5 倍受国际工程界关注 ,其装备技术迅速发展 ,工程 应 用十 分广 泛 。 我 国 的辊 压 机装 备 和应 用 技 术 在 近 1 多 年 间 0 的发展 非 常快 ,特别 是在 近几年 我 国大力发 展新 型 干法水 泥 工艺 ,因辊 压机 在粉磨 系统 中有 能耗低 、 效率高、噪音小等优点 , 新建水泥粉磨系统大都采 用 了辊 压机 与球磨 机 配合 的各类 粉磨 工艺 。但是 , 辊压机极其恶劣的工作条件造成辊面经常磨损 ,因
年后 ,辊面磨损 ,便采用进 口焊丝进行堆焊修复。 由于当时进 口焊丝价格很高 ,我们开始考虑使用国 产焊 丝替代进 口焊丝 。经过考 察 ,最终 决定使 用郑 州机 械 研 究 所 的Z D系列 辊 压 机 堆 焊专 用 焊 丝 。使 用效 果与进 口焊 丝相 比犹有 过之 ,具有 很高 的性 价
5 8
所 以对辊 压机 辊面 进行堆 焊修 复是 必要 的 。笔 者就
2 离线修 复
图1 辊 面 剥 落 情 况
将 辊 子 送 到郑 州 机 械 研 究 所 后 ,先 进行 表 面
所在公司的辊压机辊面堆焊修复经验与大家分享 , 以供 参考 。
1辊压 机辊 面剥 落
清理工作 ,使用短 电弧刨床将表面残余耐磨层清理 完毕。其中,定辊在刨完表面耐磨层后发现一条轴 向贯 穿 、探伤 后 深 度达 10mm的裂纹 ,辊 套 基本 8 将要裂 透 ( 图2)。 经双方技术人员商定 ,对定辊采用更换辊套
磨辊 磨盘轧辊轴齿等硬面堆焊修复技术及施工方案

磨辊、磨盘、轧辊、轴齿等硬面堆焊修复技术及施工方案磨辊、磨盘、轧辊、轴齿等设备由于工艺特点,在运行过程中,其表面磨损减薄极为严重,影响设备使用寿命,因此必须采取防磨和修复措施。
目前堆焊工艺是硬面修复最先进的工艺技术之一。
针对上述设备磨损特点,根据我公司长年从事该行业实际防护施工经验,我们设计选用明弧堆焊工艺,对被磨损表面进行修复,能满足要求,可提高焊件的使用寿命1.5-2.0倍(如磨辊、磨盘,使用寿命可由6000小时提高到8000小时以上)。
用堆焊修复焊件只需新件费用的20-30%,还可缩短修理和更换零件的时间,从而提高生产率,降低成本。
明弧堆焊设备及技术简介➢设备构成:逆变电源OTC-600、便携式操作架、送丝校直机构、水冷焊枪系统、冷却水装置、焊道水冷喷雾装置➢设备特点简介——ARC-NMB7-1型全自动便携式焊接设备具有如下特点:1、设备小型化:具有体积小、重量轻、拆装方便;2、电气控制集约化:采用电子处理系统,利用微处理器内嵌的程序及外部参数设置,实现焊接全自动控制;3、设备自动化:采用PLC控制,LCD显示方式,所有参数都以数字方式清楚地显示,方便监控设备运行状态及焊接过程,降低劳动强度,避免了人工误操作及焊接质量的不稳定,提高了堆焊工作效率与产品质量;4、在线或离线均可操作:磨煤机磨辊、磨盘的修复、无须将其拆下,可节省大量维修时间和减小劳动强度;5、采用循环水冷焊枪,适合大电流大功率焊接,同时采用逆变电源,输出焊接电源平稳,焊渣飞溅小,高效节能。
磨煤机在线堆焊相关图片:磨盘堆焊磨盘堆焊时的设备安装情况➢技术简介堆焊是用焊接的方法借助于药心焊接技术将一些不易加工成型而又性能优异的合金材料堆敷在工件表面上的一种工艺过程,其目的是在焊件表面获得耐磨、耐热、耐腐蚀等特殊性能的熔敷金属层,或是为了恢复和增加焊件的尺寸。
明弧堆焊是国际上先进的自动调频焊接技术,具有焊道冷却速度快、焊缝硬度高、热影响区小、不易产生裂纹及剥落现象等优点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
辊压机堆焊修复
一、辊压机介绍
辊压机,又名挤压磨、辊压磨、滚压机,是国际80年代中期发展起来的新型水泥节能粉磨设备,具有替代能耗高、效率低球磨机预粉磨系统,并且降低钢材消耗及噪声的功能,适用于新厂建设,也可用于老厂技术改造。
图一:水泥厂辊压机
辊压机由两个相向同步转动的挤压辊组成,一个为固定辊,一个为活动辊。
物料从两辊上方给入,被挤压辊连续带入辊间,受到50-100MPa的高压作用后,变成密实的料饼从机下排出。
辊压机是根据料床粉磨原理设计而成,其主要特征是:高压、满速、满料、料床粉碎。
辊压机的辊面一般采用热堆焊,耐磨层维修更为方便。
由于辊面需要承受高压等原因,辊面磨损是该设备使用过程中的常见现象,辊面损坏包括:辊面产生裂纹,辊面凹坑或辊面硬质耐磨层剥落。
辊压机辊面磨损后,表面凹凸不平,对物料形不成有效的挤压,出料中颗粒料多,料饼少,磨机产量下降,辊压机系统内的循环量大大增加,粉料越来越多,造成称重仓频繁“冲料”,回料皮带及入称重仓斗提压死,系统跳停。
要求在生产使用时,千万不要把硬质铁器掉进辊压机,在打散机回料粗粉处加装除铁器,防止铁器在辊压机中循环挤压,辊面损坏后,应及时请专业人士现场堆焊修复。
二、辊压机常见磨损情况
辊压机正常工作半年时间后应检查辊体形成的料垫是否连续,高度是否于花纹层基本一致(距辊体端面 50~80mm 范围内外) 。
发现料垫形成不理想,需要及时对辊缝做调整,避免辊体异常磨损。
注意观察辊体是否有局部掉块,沟槽等缺陷,辊体端面是否磨损。
如果辊体已出现局部掉块,沿辊面环向出现沟槽等缺陷(辊面花纹局部有掉块但料垫形成良好且不影响辊压机产量时不需修复);辊体端面出现磨损且调整下侧挡板无效,侧面有大块原料漏料现象。
需要对辊面进行局部日常堆焊检修,否则辊面花纹哦磨损会加剧,不仅浪费资源,严重的可以造成更大的损失。
三、辊压机堆焊修复准备工作
辊面在堆焊修复前首先将辊压机上罩体检查门拆掉,将挤压辊辊面需要修复的地方清理干净,不得有灰尘及其它影响焊接质量的杂质存在。
第二确定修复部位的材质,可通过与周围辊面对比高度确定修补部位的材质。
辊压机辊面通常有花纹层、硬化层、过渡层、底层几部分,其余为辊体。
确定修补部位的材质后分别选用挤压辊堆焊材料。
图二:辊压机辊子结构图
辊压机的辊面是由几层复合金属堆焊而成,包括花纹层、硬层高层、过渡层。
辊压机修复厂家统计,花纹层、硬层高层、过渡层的模式相对严重,在进行辊压机的日常检修时,在过渡层上堆焊洛氏硬度>50的合金硬化层,在硬化层上再堆焊更硬的耐磨花纹。
为了使辊面寿命>8000~10000h,最表面的耐磨花纹硬度可达60~65HRC,以提高耐磨性能。
我们维修部使用的是北京固本耐磨焊丝,高硬度不脱落的耐磨层花纹得到用户的肯定。
四、辊压机堆焊修复设备及工艺
1.将焊接材料在350℃保温2 小时后,放在焊条保温筒中,随用随取。
(指手工电弧焊)
2.用氧—乙炔火焰将修补区域预热到250℃以上,要求必须用温度仪检测,预热面积比需要修复面积大一倍以上,如果有裂纹用碳弧气刨将裂纹清理干净并用着色剂检查,保证无裂纹。
3. 温度合适后,根据上表选用对应的焊接材料进行修复。
a 焊机接法:焊接时要求采用直流反接,工件(挤压辊辊体)接电焊机输出线(地线)负极,焊钳(电焊把)接电焊机输出线正极;地线压在辊体堆焊表面上,避免轴承因导电产生损伤。
b 操作要求:焊条不得做横向摆动,每一层,每一道焊接时需仔细清理焊渣,每层的层间温度不低于预热温度,每层,每道焊后立即锤击焊缝表面降低焊接应力。
c 预热及焊补过程中应分别在辊体补焊位置表面和辊体轴颈处测量温度,一旦辊体轴颈(轴承区)温度达到80℃,应启动冷却水系统,否则应将辊体内的冷却水放出,一旦补焊位置表面低于180℃应重新预热。
4.焊接修补后立即用氧—乙炔焰采用焊后加热的办法消除焊接应力,局部温度达到400℃,保温时间20-30 分钟。