基于目标行程的S型速度曲线规划
带有初速度的S形路径轨迹规划方法
带有初速度的S形路径轨迹规划方法
史伟民;沈波;杨亮亮
【期刊名称】《组合机床与自动化加工技术》
【年(卷),期】2018(000)007
【摘要】介绍了一种在带有初速度的情况下进行轨迹规划的方法.在点到点运动过程中,取匀速运动阶段中的任意一点为起始点,开始进行先运动到指定速度,再减速到0的轨迹规划.规划过程分为三个运动阶段,第一运动阶段为从初始速度运动到指定速度的阶段,第二运动阶段为匀速运动阶段,第三运动阶段为从指定速度阶段减速到0的阶段,给出了各运动阶段的公式推导和规划方法.最后通过软件实例验证了方法的可行性.该算法能实现在运动过程中进行重新规划,指定速度可大于初始速度,也可小于初始速度,且规划简单,具有极高的实时性,适合运动过程中的实时规划.
【总页数】4页(P118-121)
【作者】史伟民;沈波;杨亮亮
【作者单位】浙江理工大学机械与自动控制学院 ,杭州 310018;浙江理工大学机械与自动控制学院 ,杭州 310018;浙江理工大学机械与自动控制学院 ,杭州310018
【正文语种】中文
【中图分类】TH166;TG506
【相关文献】
1.S形进气道纤维铺放轨迹规划和优化方法 [J], 邵忠喜;富宏亚;韩振宇;刘源
2.一种计算带有圆弧曲边多边形最小封装矩形的方法 [J], 王楚奇
3.基于四边形的移动机器人全局路径规划方法 [J], 章小兵;宋爱国;唐鸿儒
4.T形管内高压成形过程加载路径的优化方法 [J], 冯莹莹;骆宗安;张宏阁;毛蓝宇
5.光学元件面形的环路径向剪切干涉检测方法研究 [J], 赵云影;赵刚;李大海;鲍丙芳
因版权原因,仅展示原文概要,查看原文内容请购买。
基于目标位置的s曲线控制
基于目标位置的s曲线控制
基于目标位置的S曲线控制是一种控制方法,用于将系统从当前位置控制到给定的目标位置。
S曲线是一种光滑的曲线,其特点是在控制过程中具有平滑的加速和减速过渡。
基于目标位置的S曲线控制的优势是可以实现平滑的加速和减速过渡,从而减少系统的震动和冲击,提高系统的稳定性和精度。
S曲线控制可以根据实际需求灵活调整加速度和减速度的大小,以适应不同的应用场景。
实现基于目标位置的S曲线控制的步骤如下:
1. 确定当前位置和目标位置之间的距离差,并计算出控制过程的总时间。
2. 设定加速度和减速度的大小,以控制加速和减速的平滑过渡。
3. 根据总时间和加速度、减速度的大小,计算出加速阶段和减速阶段的时间。
4. 根据加速阶段的时间和加速度大小,计算出加速阶段的距离。
5. 根据减速阶段的时间和减速度大小,计算出减速阶段的距离。
6. 根据加速阶段、匀速阶段和减速阶段的时间和距离,计算出每个时间点的位置和速度。
7. 在控制过程中,根据当前时间,根据位置和速度,调整系统输出或执行相应的动作来实现系统的控制。
基于S曲线的电机速度规划研究与仿真
基于S曲线的电机速度规划研究与仿真作者:孙友增邹海荣徐蓉王建设来源:《科技与创新》2016年第16期摘要:针对目标检测系统的特点,介绍了基于S曲线的速度规划算法,提出了该算法的数学公式,并介绍了仿真时的算法框图,最后利用MATLAB对该算法进行了仿真分析。
仿真结果表明,该算法能够很好地应用在目标检测系统中。
关键词:目标检测系统;S曲线;速度规划;MATLAB中图分类号:TP273;TM383 文献标识码:A DOI:10.15913/ki.kjycx.2016.16.026目标检测系统是利用3D激光扫描技术提取目标位置信息的,然后识别目标物体。
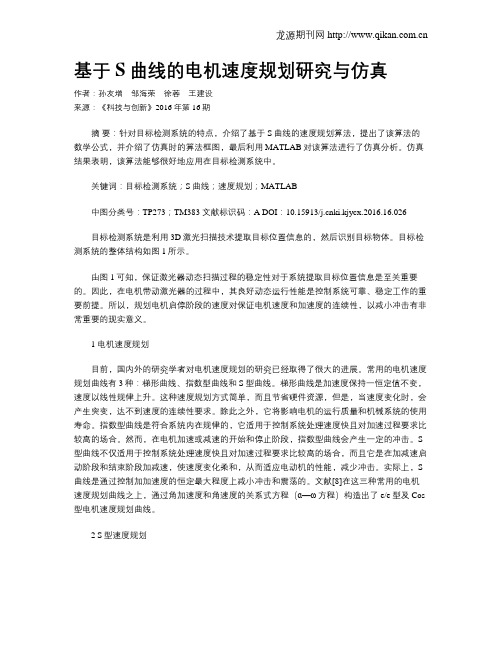
目标检测系统的整体结构如图1所示。
由图1可知,保证激光器动态扫描过程的稳定性对于系统提取目标位置信息是至关重要的。
因此,在电机带动激光器的过程中,其良好动态运行性能是控制系统可靠、稳定工作的重要前提。
所以,规划电机启停阶段的速度对保证电机速度和加速度的连续性,以减小冲击有非常重要的现实意义。
1 电机速度规划目前,国内外的研究学者对电机速度规划的研究已经取得了很大的进展。
常用的电机速度规划曲线有3种:梯形曲线、指数型曲线和S型曲线。
梯形曲线是加速度保持一恒定值不变,速度以线性规律上升。
这种速度规划方式简单,而且节省硬件资源,但是,当速度变化时,会产生突变,达不到速度的连续性要求。
除此之外,它将影响电机的运行质量和机械系统的使用寿命。
指数型曲线是符合系统内在规律的,它适用于控制系统处理速度快且对加速过程要求比较高的场合。
然而,在电机加速或减速的开始和停止阶段,指数型曲线会产生一定的冲击。
S 型曲线不仅适用于控制系统处理速度快且对加速过程要求比较高的场合,而且它是在加减速启动阶段和结束阶段加减速,使速度变化柔和,从而适应电动机的性能,减少冲击。
实际上,S 曲线是通过控制加加速度的恒定最大程度上减小冲击和震荡的。
文献[8]在这三种常用的电机速度规划曲线之上,通过角加速度和角速度的关系式方程(ɑ—ω方程)构造出了e/e型及Cos 型电机速度规划曲线。
项目管理s曲线

项目管理s曲线
在项目管理中,S曲线是一个非常有用的工具,用于监控和评估项目的进度和成本。
它是一种图形表示,以时间轴为横轴,以累计成本、工时或其他度量标准为纵轴。
S曲线的形状类似于英文字母“S”,因为它反映了项目在不同阶段的进展速度。
在项目的起始阶段,进展通常比较缓慢,因为需要先进行规划和设计工作。
随着项目的推进,进展速度逐渐加快,因为更多的工作和任务被分配和完成。
在项目的收尾阶段,进展速度又有所减缓,因为此时主要的工作已经完成,剩下的任务量较少。
S曲线在项目管理中具有多种用途。
首先,它可以用于监控项目的进度。
通过比较实际完成的工作量和计划中的工作量,可以确定项目是否按计划进行。
如果实际进度落后于计划,可以采取措施来赶工或调整计划。
其次,S曲线还可以用于评估项目的成本。
通过比较实际发生的成本和计划中的成本,可以确定项目是否在预算范围内进行。
如果实际成本超出了预算,可以采取措施来控制成本或重新评估项目的经济效益。
此外,S曲线还可以用于预测未来的项目进度和成本。
通过分析过去的数据和趋势,可以预测未来一段时间内的项目状态,从而提前采取相应的措施。
总之,项目管理中的S曲线是一个重要的工具,可以帮助项目经理更好地监控、评估和预测项目的进度和成本。
通过合理利用S曲线,可以确保项目顺利进行,并最大程度地提高项目的成功率和经济效益。
最新 6自由度机器人S型曲线速度规划-精品
0 引言随着工业机器人尤其是小负载机器人在搬运、喷釉、弧焊等方面的广泛应用,市场对机器人速度、加速度以及运动平稳性、定位精度等提出越来越高的要求。
机器人系统在运动过程中要遵循一个原则,就是运动过程中避免位置、速度和加速度的突变,如果运动不平稳会产生对机械关节的冲击磨损[1],事实上,突变的运动需要无穷大的动力实现,这样电机必须输出很大扭矩。
因此,有机械冲击的运动对电机甚至整个控制系统都会造成损伤。
S型速度曲线是一种能限制震动冲击的速度控制方法,它能很好地解决梯形速度曲线中存在的一些缺点。
S型速度曲线能够对加速度的变化率进行控制,此外S型速度曲线的加速度曲线是连续的,并且在速度衔接处光滑过渡[2-4]。
国内对速度曲线也有很多研究,其中王允航[5]提出过梯形速度曲线和正弦型速度曲线,但梯形速度曲线的加速度在加速段是直线型,匀速阶段为零,这样的突变会给机械加工造成冲击,影响加工精度。
正弦型加减速和直线型加减速相比,平滑性好,运动精度高,但是算法复杂。
本文提出一种加速度连续的速度规划方法,以保证机器人在运动过程中实现平稳无冲击运行,从而提高机器人定位精度,满足市场需求。
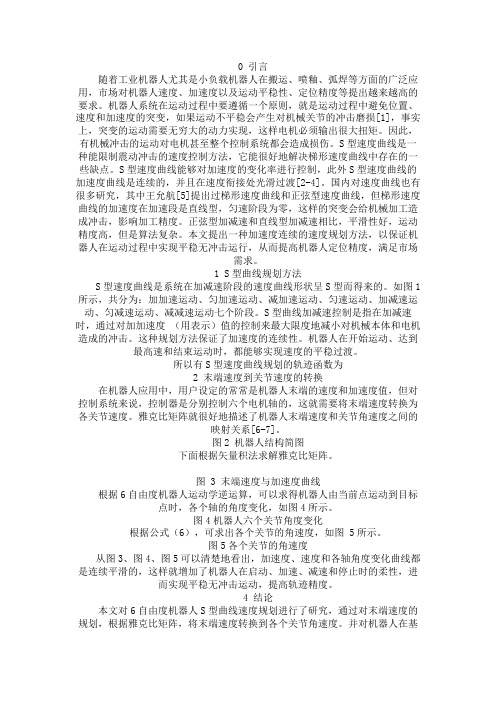
1 S型曲线规划方法S型速度曲线是系统在加减速阶段的速度曲线形状呈S型而得来的。
如图1所示,共分为:加加速运动、匀加速运动、减加速运动、匀速运动、加减速运动、匀减速运动、减减速运动七个阶段。
S型曲线加减速控制是指在加减速时,通过对加加速度(用表示)值的控制来最大限度地减小对机械本体和电机造成的冲击。
这种规划方法保证了加速度的连续性。
机器人在开始运动、达到最高速和结束运动时,都能够实现速度的平稳过渡。
所以有S型速度曲线规划的轨迹函数为2 末端速度到关节速度的转换在机器人应用中,用户设定的常常是机器人末端的速度和加速度值,但对控制系统来说,控制器是分别控制六个电机轴的,这就需要将末端速度转换为各关节速度。
雅克比矩阵就很好地描述了机器人末端速度和关节角速度之间的映射关系[6-7]。
带有初速度的S形路径轨迹规划方法
第7期2018年7月组合机床与自动化加工技术Modular Machine Tool & Automatic Manufacturing TechnitjueNo. 7Jul. 2018文章编号:1001 -2265 (2018)07 -0118 -04D 01:10. 13462/j . c nki . m m tam t . 2018.07. 031带有初速度的S 形路径轨迹规划方法%史伟民,沈波,杨亮亮(浙江理工大学机械与自动控制学院,杭州310018)摘要: 了 速度的 进行轨迹规划的方法。
在点点运动 ,取勾速运动段中的任意一点 点,开进行先运动 定速度,再减速到0的轨迹规划。
规划 分为三个运动阶段, 运动阶段 速度运动 定速度的阶段, 运动阶段为勾速运动阶段,三运动阶段 定速度阶段减速到0的段,给出了各运动阶段的公式推导和规划方法。
最后件 验证了方法的可行性。
该算法能 运动 进行重新规划,指定速度可大速度,也 速度,且规划 ,具极高的 ,适合运动 的 规划。
关键词:S 形轨迹规划; 速度;加减速;快速规划中图分类号:TH 166;TG 506 文献标识码:AS-shape Path Trajectory Planning Method with Initial VelocitySHI Wei-min ,SHENBo ,YANGLiang-liang(School of Mechanical Engineering ,Zhejiang Sci-Tech University ,Hangzhou 310018%China )Abstract : This paper introduces a method of trajectory planning with initial velocity . In the proceto-point movement ,take any point in the uniform motion stage as tlie starting point ,start to accelerate to the specified speed greater tlian the initial speed ,and then slow down to 0 of the trade planning . The planning process is divided into three stages of motion ,the first stage of motion is the stage from the initial speed to the specified speed ,the second movement phase i s the constant motion stage ,the third movement phase is the stage from the s pecified speed stage to 0. I gives the derivation of formulas and methods of the planning phase of the movement . Finally ,the feasibility of the method is verified by software . The algorithm can be re-planned in the process of moving ,the specified speed can be greater than the initial speed ,but also less than the initial speed , and the planning is simple , witli high real-time , suitable for real-time planning process .Key words : S-shape trajectory planning ; w ith initial velocity ; acceleration and deceleration ; rapid planning 〇引言在 机床、机械臂等工业 中,轨迹的控制方法常常采用s 形加减 制[1_3]。
S型曲线控制法
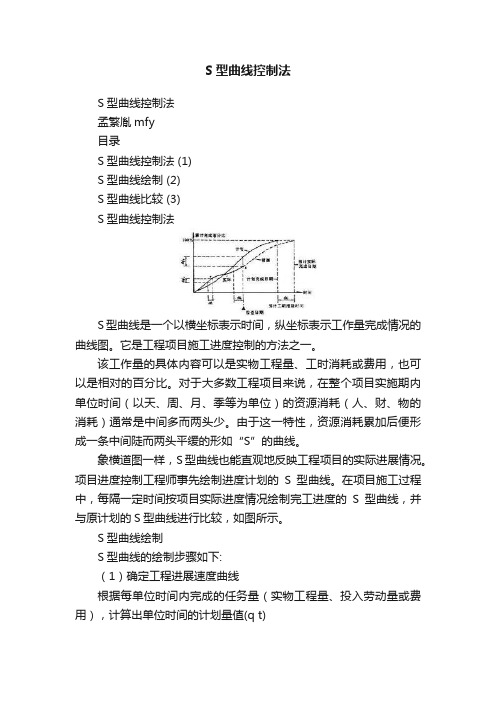
S型曲线控制法S型曲线控制法孟繁胤mfy目录S型曲线控制法 (1)S型曲线绘制 (2)S型曲线比较 (3)S型曲线控制法S型曲线是一个以横坐标表示时间,纵坐标表示工作量完成情况的曲线图。
它是工程项目施工进度控制的方法之一。
该工作量的具体内容可以是实物工程量、工时消耗或费用,也可以是相对的百分比。
对于大多数工程项目来说,在整个项目实施期内单位时间(以天、周、月、季等为单位)的资源消耗(人、财、物的消耗)通常是中间多而两头少。
由于这一特性,资源消耗累加后便形成一条中间陡而两头平缓的形如“S”的曲线。
象横道图一样,S型曲线也能直观地反映工程项目的实际进展情况。
项目进度控制工程师事先绘制进度计划的S型曲线。
在项目施工过程中,每隔一定时间按项目实际进度情况绘制完工进度的S型曲线,并与原计划的S型曲线进行比较,如图所示。
S型曲线绘制S型曲线的绘制步骤如下:(1)确定工程进展速度曲线根据每单位时间内完成的任务量(实物工程量、投入劳动量或费用),计算出单位时间的计划量值(q t)(2)计算规定时间累计完成的任务量,其计算方法是将各单位时间完成的任务量累加求和,可以按下式计算:式中:Q j ——时刻的计划累计完成任务量;Q t ——单位时间计划完成任务量。
(3)绘制S型曲线按各规定的时间及其对应的累计完成任务量Q j绘制S型曲线。
S型曲线比较S型曲线比较法,同横道图一样,是在图上直观地进行施工项目实际进度与计划进度相比较,如图所示。
一般情况,计划进度控制人员在计划时间前绘制出S型曲线。
在项目施工过程中,按规定时间将检查的实际完成情况,绘制在与计划S型曲线同一张图上,可得出实际进度S型曲线,比较两条S型曲线可以得到如下信息:(1) 项目实际进度与计划进度比较,当实际工程进展点落在计划S 型曲线左侧则表示此时实际进度比计划进度超前;若落在其右侧,则表示拖欠;若刚好落在其上,则表示二者一致。
(2) 项目实际进度比计划进度超前或拖后的时间。
运动控制s曲线

运动控制s曲线
运动控制S曲线是一种常用的运动规划方法,可用于机器人、自动化设备和工业生产中。
S曲线是指速度-时间曲线,用于控制运动的平滑性和精准度。
在运动控制中,通过设计合理的S曲线,可以实现准确的位置控制和平滑的加减速过程。
S曲线的特点是在加速阶段、匀速阶段和减速阶段都存在平滑的转换过程。
相对于较为突兀的矩形或梯形曲线,S曲线能够更好地控制加速度和速度的变化,避免了机器和设备在运动过程中的冲击和震动。
在机器人的应用中,S曲线广泛应用于轴运动控制。
例如,当机器人需要从一个位置快速移动到另一个位置时,使用S曲线可以更好地控制速度的变化,避免了机械装置的损坏或工件的损坏。
此外,S 曲线还可以用于控制机器人的末端执行器的运动轨迹,使得机器人的操作更加精确和高效。
在自动化设备和工业生产中,S曲线也被广泛应用于传送带、机械臂、升降机等设备的运动控制。
通过合理设计S曲线的参数,可以实现设备的平滑加减速运动,提高设备的生产效率和运动精度。
当然,S曲线在运动控制中并不是唯一的方法。
还有其他曲线如三次多项式曲线、梯形曲线等。
选择合适的曲线方法取决于具体的应用场景和要求。
但在大多数情况下,S曲线都被认为是一种较为理想的运动规划方法,因为它能够实现平滑的加减速过程,提高设备和机器人的运动控制精度。
总之,S曲线是一种常用的运动控制方法,具有平滑、精准的特点。
在机器人、自动化设备和工业生产中,通过合理设计S曲线,可以实现准确的位置控制、平滑的加减速过程,提高设备和机器人的运动精度和效率。
堆垛机s曲线算法程序
堆垛机s曲线算法程序堆垛机s曲线算法程序是一种广泛应用于仓储物流领域的算法,主要用于控制堆垛机的运动,实现货物的堆垛和取货。
该算法可以根据货物的位置、堆垛机的当前位置、目标位置以及运动速度等因素,计算出最优的运动轨迹,以确保堆垛机能够快速、准确地完成货物的堆垛和取货任务。
一、算法原理s曲线算法是一种基于曲线的运动规划算法,其基本思想是将堆垛机的运动轨迹规划成一系列的平滑曲线,使得堆垛机能够在最短的时间内到达目标位置。
具体来说,s曲线算法将堆垛机的运动轨迹划分为多个小段,每一段都由一个平滑的曲线组成,曲线的形状可以根据实际需求进行调整。
在每一段曲线上,堆垛机的运动速度和方向都是连续变化的,以保证堆垛机的运动是平滑的。
二、程序实现以下是一个简单的堆垛机s曲线算法程序的示例:```pythonimport math# 定义堆垛机参数stack_height = 10 # 堆垛机高度stack_width = 2 # 货物宽度target_pos = (1, 0) # 目标位置current_pos = (0, 0) # 当前位置vel = 0.5 # 运动速度# 定义曲线参数num_segments = 10 # 曲线段数curve_radius = 1 # 曲线半径angle_step = math.pi / num_segments # 角度步长vel_step = vel / num_segments # 速度步长# 初始化位置和速度向量pos = current_posvel_vec = [0, 0]# 计算每个曲线的起点和终点for i in range(num_segments):start_pos = posend_pos = [pos[0] + vel * math.cos(i * angle_step), pos[1] + vel * math.sin(i * angle_step)]vel_vec[1] += vel_step * velpos += [end_pos[0] - start_pos[0], end_pos[1] -start_pos[1]] / stack_height[0] * stack_height[1] / 2 + current_pos[1] / 2vel = math.sqrt(vel_vec[0] ** 2 + vel_vec[1] ** 2) # 计算当前速度大小if vel < vel * math.abs(vel / stack_height[0]): # 检查速度是否超限break# 根据起点和终点计算曲线方程curve = [start_pos, end_pos]for i in range(len(curve) - 1):curve.append((curve[i][0] + curve[i + 1][0]) / 2, (curve[i][1] + curve[i + 1][1]) / 2)if i % num_segments == num_segments - 2: # 每n个点绘制一条曲线线段,n为段数print("({:.2f}, {:.2f}), ({:.2f}, {:.2f}) -> ({:.2f}, {:.2f})".format(curve[i][0], curve[i][1], curve[i + 1][0], curve[i + 1][1], curve[i + num_segments //num_segments][0], curve[i + num_segments // num_segments][1])) ```这个程序首先定义了堆垛机的参数和曲线参数,然后根据这些参数计算出每个曲线的起点和终点,并根据起点和终点计算出曲线方程。
s型速度曲线控制算法

S型速度曲线控制算法是一种常用的运动控制算法,用于实现平滑的加速和减速过程,以达到精确控制运动的目的。
该算法的主要思想是通过控制加速度的变化来实现平滑的速度曲线。
具体的算法步骤如下:
1. 设定起始速度、目标速度和加速度的大小。
2. 根据起始速度、目标速度和加速度的大小,计算出加速度的变化率。
变化率可以根据需要进行调整,以控制速度曲线的平滑程度。
3. 根据加速度的变化率,计算出每个时间步长的加速度值。
加速度值可以通过累加变化率得到。
4. 根据当前时间步长的加速度值,计算出当前时间步长的速度值。
速度值可以通过累加加速度值得到。
5. 判断当前时间步长的速度值是否超过目标速度。
如果超过,则将速度值设为目标速度。
6. 根据当前时间步长的速度值,计算出当前时间步长的位移值。
位移值可以通过累加速度值得到。
7. 根据当前时间步长的位移值,更新物体的位置。
8. 重复步骤4至7,直到物体达到目标位置或目标速度。
通过以上步骤,可以实现平滑的加速和减速过程,以达到精确控制运动的目的。
同时,可以根据需要调整加速度的变化率,以控制速度曲线的平滑程度。
基于位置s型速度曲线
基于位置s型速度曲线
位置-速度曲线(也称为s-型速度曲线)是指在控制系统中常用的一种速度规划方法,用于控制运动物体在一段时间内从初始位置到目标位置的平滑运动。
s-型速度曲线通常分为三个阶段,加速阶段、匀速阶段和减速阶段。
下面我将从多个角度来解释这个问题。
1. 加速阶段,在加速阶段,物体的速度逐渐增加,从初始速度加速到最大速度。
这个阶段的目的是使物体尽快达到最大速度,以便尽快接近目标位置。
加速阶段的时间取决于加速度的大小。
2. 匀速阶段,在匀速阶段,物体以恒定的速度运动。
这个阶段的目的是使物体保持一定的速度,以便在接近目标位置时能够精确停止。
匀速阶段的时间取决于目标位置与初始位置之间的距离以及最大速度的大小。
3. 减速阶段,在减速阶段,物体的速度逐渐减小,直到最终停止在目标位置。
这个阶段的目的是使物体平稳地停止在目标位置,避免过冲或者震荡。
减速阶段的时间也取决于减速度的大小。
需要注意的是,s-型速度曲线的加速度和减速度通常是相等的,以确保运动平滑。
此外,加速度和减速度的大小也可以根据实际需
求进行调整,以达到更好的控制效果。
在实际应用中,s-型速度曲线常用于机械控制系统、机器人运
动规划、自动化设备等领域。
它能够有效地控制物体的运动轨迹,
减少冲击和振动,提高运动的精确性和稳定性。
总结起来,位置-速度曲线是一种用于控制运动物体平滑移动的
方法,通过加速、匀速和减速三个阶段来实现。
这种曲线在实际应
用中具有广泛的应用,能够提高运动的精确性和稳定性。
加加速度连续的S型加减速规划算法

加加速度连续的S型加减速规划算法S型加减速规划算法是一种在机器人运动控制领域中常用的轨迹规划算法,可以实现平滑、连续的加减速运动。
本文将介绍S型加减速规划算法的原理及其应用。
一、S型加减速规划算法原理S型加减速规划算法的原理是根据加速度连续的要求,通过控制运动曲线的加速度变化,使得机器人在整个运动过程中加速度连续,从而实现平滑的加减速运动。
在S型加减速规划算法中,运动曲线被分为三个阶段:加速阶段、匀速阶段和减速阶段。
每个阶段的加速度和速度都是连续变化的。
为了简化计算,我们通常将起始速度和目标速度设置为0,这样可以将问题转化为在一定时间内达到目标位置的运动规划问题。
1.加速阶段在加速阶段,加速度逐渐增加,这样就可以使机器人的速度逐渐增加,直到达到匀速阶段的速度。
加速阶段的加速度可以通过以下公式计算:a(t) = a_max * (t / t_acc)其中,a(t)为在加速阶段的加速度,a_max为最大加速度,t为时间,t_acc为加速时间。
2.匀速阶段在匀速阶段,机器人以匀速运动,速度保持不变。
匀速阶段的时间可以通过以下公式计算:t_cruise = (s - s_max * t_acc) / v_max其中,t_cruise为匀速阶段的时间,s为总位移,s_max为加速阶段的位移,v_max为匀速阶段的速度。
3.减速阶段在减速阶段,加速度逐渐减小,速度逐渐减小,直到速度为0。
减速阶段的加速度可以通过以下公式计算:a(t) = a_max * ((t_total - t) / t_acc)其中,a(t)为在减速阶段的加速度,t_total为总时间。
二、S型加减速规划算法的应用S型加减速规划算法广泛应用于各种需要实现平滑运动的场景,如机器人的轨迹规划、自动驾驶车辆的加减速控制等。
下面将重点介绍机器人轨迹规划中的应用。
1.机器人轨迹规划在机器人轨迹规划中,常常需要将机器人从起始位置平滑地移动到目标位置。
自适应S型曲线对电气布线机的速度规划
现代电子技术Modern Electronics Technique2022年1月1日第45卷第1期Jan.2022Vol.45No.10引言在“中国制造2025”步入中期攻坚阶段的背景下,处于高端制造业的智能制造在工业领域的研究与应用越来越广泛,推动工业生产向更高层次的自动化、数字化和智能化目标前进[1]。
在这个过程中,电气控制扮演着很重要的角色,电控柜则是该控制系统的核心设备。
目前针对电控柜布线,大多工厂仍旧采用人工布线,使得布线质量随装配人员经验技术高低而难以保证一致,制约着电控柜生产效率的提升。
因此研究一种针对电气柜的自动布线机对提高电控柜生产线具有重要的现实意义。
在研究设计过程中,布线机的运动速度和布线转折路径的平滑性是研究的关键。
目前常用的速度加减速控制方法主要有直线加减速、指数加减速和S 型曲线加减速三种。
S 型曲线可以对加速度的变化率进行控制,使得加速度曲线连续,速自适应S 型曲线对电气布线机的速度规划王凯,郑晟(太原理工大学电气与动力工程学院,山西太原030024)摘要:针对电控柜的电气布线而设计的自动布线机,可有效提高电控柜生产行业的工作效率。
而在布线机的工作过程中,布线时速度的平滑加减速和两折线段转接的处理,是该设备设计时需考虑的关键问题之一。
针对传统S 型加减速曲线存在的七段变速区改进后的自适应S 曲线,可通过前瞻处理提前获取各布线路径长度信息,得到最大允许速度后选择4种不同的变速曲线,进行更好的速度规划从而实现平滑变速;针对布线转角处速度过渡处理,提出二次对称转接法,能有效提高加速度约束条件下转接角的最大允许速度和系统平稳性,提升布线效率。
通过Matlab 仿真结果证明该方法的可行性和有效性,可为后续自动布线机控制系统设计提供经验。
关键词:电气布线;自动布线机;自适应S 曲线;前瞻处理;速度规划;平滑变速;二次对称转接法;加速度约束中图分类号:TN876⁃34;TP23文献标识码:A文章编号:1004⁃373X (2022)01⁃0114⁃05Electric wiring machine speed planning based on adaptive S⁃curveWANG Kai ,ZHENG Sheng(College of Electrical and Power Engineering ,Taiyuan University of Technology ,Taiyuan 030024,China )Abstract :The automatic wiring machine designed for the electrical wiring of the electric control cabinet can effectively improve the working efficiency of the production industry of electric control cabinet.In the working process of the wiring machine ,the smooth acceleration and deceleration of the speed during wiring and the processing for the transfer of the two⁃fold line segment are the key issues that require consideration in the design of the equipment.In view of the improved adaptive S⁃curve in the 7⁃segment shifting zone of the traditional S⁃shaped acceleration and deceleration curve ,the information about the length of each wiring path is obtained in advance by forward⁃looking processing.After the maximum allowable speed is realized ,4different shifting curves are selected for better speed planning ,so as to achieve smooth speed change.In terms of the speedtransition processing at the wiring corner ,the second symmetric transfer method is proposed ,which can effectively improve themaximum allowable speed of the transfer corner and the system stability under the condition of acceleration constraint ,and improve the wiring efficiency.The Matlab simulation shows the feasibility and effectiveness of the method.Therefore ,thismethod can provide experience for the subsequent design of the control system for the automatic wiring machine.Keywords :electrical wiring ;automatic wiring machine ;self⁃adaptive S⁃curve ;forward⁃looking processing ;speed planning ;smooth speed change ;quadratic symmetric transfer method ;acceleration constraintDOI :10.16652/j.issn.1004⁃373x.2022.01.022引用格式:王凯,郑晟.自适应S 型曲线对电气布线机的速度规划[J].现代电子技术,2022,45(1):114⁃118.收稿日期:2021⁃07⁃08修回日期:2021⁃07⁃27基金项目:国家自然科学基金项目(61703300);中国博士后科学基金项目(2019M651082);山西省研究生教育创新计划项目(2019SY157)资助114第1期度衔接光滑,从而避免布线过程的冲击和震动,提高布线精度,减少对执行机构的损耗[2⁃3]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于目标行程的S型速度曲线规划默认:加加速度为一个常数,当然是可正可负的;最大加速度受限;最大速度受限;说明:在参数确定的条件下,根据行程的远近可以将S型速度曲线划分为三类:七段式、六段式、四段式MATLAB仿真代码如下:%SÐÍËÙ¶ÈÇúÏßµÄÉú³É£¬7¶Îʽ£¬6¶ÎʽÒÔ¼°4¶Îʽ¡£%ÊäÈë²ÎÊý˵Ã÷£¬Ëĸö²ÎÊý·Ö±ðÊǼӼÓËٶȣ¬×î´ó¼ÓËٶȣ¬×î´óËٶȣ¬Â·³Ì%ÇÒÓÐĬÈϵÄÌõ¼þv_max>a_max^2/h;function s_curve( h ,a_max,v_max ,s)%UNTITLED Summary of this function goes here% Detailed explanation goes heres1=(v_max^2*h+v_max*a_max^2)/(2*a_max*h);s2=(a_max^3)/(h^2);double s1;double s2;double a_max_sub;double v_max_sub;double t1;double t2;double t3;double t4;double t5;double t6;double t7;s1=(v_max^2*h+v_max*a_max^2)/(2*a_max*h);s2=(a_max^3)/(h^2);fprintf('s1*2= %f \n',s1*2);fprintf('s2*2= %f \n',s2*2);if(s>=s1*2)t1=a_max/h;t2=(v_max-a_max^2/h)/a_max;t3=t1;t5=t3;t6=t2;t7=t1;t4=(s-s1*2)/v_max;disp('6_scurve:');fprintf('t1= %f \n',t1);fprintf('t2= %f \n',t2);fprintf('t3= %f \n',t3);fprintf('t4= %f \n',t4);fprintf('t5= %f \n',t5);fprintf('t6= %f \n',t6);fprintf('t7= %f \n',t7);%t0=0:0.001:(t1+t2+t3+t4+t5+t6+t7);plot(0,0);hold on;xlabel('t(s)');ylabel('v(m/s)');for t=0:0.001:(t1+t2+t3+t4+t5+t6+t7+1)if(t<=t1)v=h*t^2/2;plot(t,v)elseif(t>t1 && t<=(t1+t2) )v=h*t1^2/2+a_max*(t-t1);plot(t,v);elseif(t>(t1+t2) && t<=(t1+t2+t3) )v=v_max-h*(t1+t2+t3-t)^2/2;plot(t,v);elseif(t>(t1+t2+t3) && t<=(t1+t2+t3+t4) )v=v_max;plot(t,v);elseif(t>(t1+t2+t3+t4) && t<=(t1+t2+t3+t4+t5) )v=v_max-h*(t-(t1+t2+t3+t4) )^2/2;plot(t,v);elseif(t>(t1+t2+t3+t4+t5) && t<=(t1+t2+t3+t4+t5+t6) ) v=v_max-h*t5^2/2-a_max*(t-(t1+t2+t3+t4+t5));plot(t,v);elseif(t>(t1+t2+t3+t4+t5+t6) &&t<=(t1+t2+t3+t4+t5+t6+t7) )v=h*((t1+t2+t3+t4+t5+t6+t7)-t)^2/2;plot(t,v);elsev=0;plot(t,v);endendelseif(s>=s2*2 && s<s1*2)v_max_sub=(-a_max^2+sqrt(a_max^4+4*h^2*s*a_max))/(2*h);t1=a_max/h;t2=(v_max_sub-a_max^2/h)/a_max;t3=t1;t5=t3;t6=t2;t7=t1;t4=0;disp('6_scurve:');fprintf('a_max= %f\n',a_max);fprintf('v_max_sub= %f \n',v_max_sub);fprintf('t1= %f \n',t1);fprintf('t2= %f \n',t2);fprintf('t3= %f \n',t3);fprintf('t4= %f \n',t4);fprintf('t5= %f \n',t5);fprintf('t6= %f \n',t6);fprintf('t7= %f \n',t7);%t0=0:0.001:(t1+t2+t3+t4+t5+t6+t7);plot(0,0);hold on;xlabel('t(s)');ylabel('v(m/s)');for t=0:0.001:(t1+t2+t3+t4+t5+t6+t7+1)if(t<=t1)v=h*t^2/2;plot(t,v)elseif(t>t1 && t<=(t1+t2) )v=h*t1^2/2+a_max*(t-t1);plot(t,v);elseif(t>(t1+t2) && t<=(t1+t2+t3) )v=v_max_sub-h*(t1+t2+t3-t)^2/2;plot(t,v);%elseif(t>(t1+t2+t3) && t<=(t1+t2+t3+t4) )% v=v_max;% plot(t,v);elseif(t>(t1+t2+t3+t4) && t<=(t1+t2+t3+t4+t5) )v=v_max_sub-h*(t-(t1+t2+t3+t4) )^2/2;plot(t,v);elseif(t>(t1+t2+t3+t4+t5) && t<=(t1+t2+t3+t4+t5+t6) ) v=v_max_sub-h*t5^2/2-a_max*(t-(t1+t2+t3+t4+t5)); plot(t,v);elseif(t>(t1+t2+t3+t4+t5+t6) &&t<=(t1+t2+t3+t4+t5+t6+t7) )v=h*((t1+t2+t3+t4+t5+t6+t7)-t)^2/2;plot(t,v);elsev=0;plot(t,v);endendelse if(s<s2*2)a_max_sub=(s*h^2/2)^(1/3)t1=a_max_sub/h;t2= 0;t3=t1;t5=t3;t6=0;t7=t1;t4=0;v_max_sub=h*t1^2;disp('4_scurve:');fprintf('a_max_sub= %f \n',a_max_sub);fprintf('v_max_sub= %f \n',v_max_sub);fprintf('t1= %f \n',t1);fprintf('t2= %f \n',t2);fprintf('t3= %f \n',t3);fprintf('t4= %f \n',t4);fprintf('t5= %f \n',t5);fprintf('t6= %f \n',t6);fprintf('t7= %f \n',t7);%t0=0:0.001:(t1+t2+t3+t4+t5+t6+t7);plot(0,0);hold on;xlabel('t(s)');ylabel('v(m/s)');for t=0:0.001:(t1+t2+t3+t4+t5+t6+t7+1)if(t<=t1)v=h*t^2/2;plot(t,v)%elseif(t>t1 && t<=(t1+t2) )% v=h*t1^2/2+a_max*(t-t1);% plot(t,v);elseif(t>(t1+t2) && t<=(t1+t2+t3) )v=v_max_sub-h*(t1+t2+t3-t)^2/2;plot(t,v);%elseif(t>(t1+t2+t3) && t<=(t1+t2+t3+t4) )% v=v_max;% plot(t,v);elseif(t>(t1+t2+t3+t4) && t<=(t1+t2+t3+t4+t5) )v=v_max_sub-h*(t-(t1+t2+t3+t4) )^2/2;plot(t,v);%elseif(t>(t1+t2+t3+t4+t5) && t<=(t1+t2+t3+t4+t5+t6) )% v=v_max_sub-h*t5^2/2-a_max*(t-(t1+t2+t3+t4+t5));% plot(t,v);elseif(t>(t1+t2+t3+t4+t5+t6) &&t<=(t1+t2+t3+t4+t5+t6+t7) )v=h*((t1+t2+t3+t4+t5+t6+t7)-t)^2/2;plot(t,v);elsev=0;plot(t,v);endendendend七段式仿真结果:六段式:四段式:总:。