UG后处理技术
ug极坐标后处理制作

ug极坐标后处理制作
UG是一种计算机辅助设计(CAD)软件,它提供了一套强大的工具和功能,用于创建、编辑和处理三维模型。
极坐标后处理是指对UG软件中创建的三维模型进行进一步处理和修改的过程。
制作UG极坐标后处理通常包括以下步骤:
1. 导入模型:使用UG软件导入需要进行极坐标后处理的模型文件。
可以从其他CAD软件或者通过绘图工具创建的模型文件进行导入。
2. 构建极坐标系统:在UG中,可以通过创建轴线、轴线法向量和轴线旋转等方式来构建极坐标系统。
根据具体需要,可以选择不同的坐标系来进行后处理操作。
3. 进行后处理操作:在极坐标系统下,可以使用UG软件提供的各种工具和功能对模型进行后处理操作。
例如,可以对模型进行旋转、缩放、镜像等操作,以达到预期的效果。
4. 保存和输出:完成后处理操作后,可以将修改后的模型保存为UG支持的文件格式,如UGS文件或者STL文件。
也可以将模型导出为其他常见的三维模型格式,以便在其他CAD软件或者打印机中使用。
UG极坐标后处理制作要根据具体的设计需求进行操作,可以根据不同的项目和模型的要求进行调整和修改。
使用UG软件
的极坐标后处理功能,可以更好地完成三维模型的设计和处理工作。
UG后处理制作全过程及重要参数
UG后处理制作全过程及重要参数2. 网格优化(Mesh Optimization)网格质量是影响分析结果准确性的重要因素,在进行后处理之前需要对生成的网格进行优化处理。
UG软件提供了各种网格优化算法和工具,可以对网格进行加密、细化和光滑操作,以提高网格质量和准确性。
3. 结果分析(Result Analysis)在进行后处理之前,需要对分析结果进行分析和检查。
UG软件提供了丰富的结果分析工具,可以对仿真结果进行可视化显示、剖面分析、变形分析、应力和应变分析等,以评估模型的性能和可靠性。
4. 报告生成(Report Generation)在进行后处理之后,需要生成分析报告以记录和分享分析结果。
UG 软件提供了报告生成工具,可以将分析结果整合成报告,并导出为PDF、Word等格式,以方便与他人共享和交流。
重要参数:1. 网格尺寸(Mesh Size)网格尺寸是指在进行网格划分时的网格大小。
网格尺寸的选择应根据分析的要求和模型的复杂程度来确定,过细的网格会增加计算量,而过粗的网格则可能引起计算误差。
2. 网格质量(Mesh Quality)网格质量是指网格形状和大小的均匀性和稳定性。
优质的网格应具有均匀的网格大小和形状,以及较小的网格畸变和扭曲度。
网格质量的选择应尽可能满足分析要求,以提高模型分析的准确性和可靠性。
3. 后处理工具(Post-Processing Tools)后处理工具是指用于分析和处理仿真结果的各种工具和功能,如可视化工具、剖面分析工具、变形分析工具、应力和应变分析工具等。
合理使用后处理工具可以提高对模型性能和可靠性的评估能力。
4. 分析报告(Analysis Report)分析报告是记录和分享分析结果的重要方式,应包括模型的设计背景、分析方法、结果总结和结论等内容。
分析报告的撰写和生成需要使用报告生成工具,以确保报告的准确性和规范性。
ug后处理
ug后处理介绍ug后处理是指在ug软件中进行模型后处理的过程。
ug是一款三维计算机辅助设计(CAD)软件,它被广泛用于制造业、机械工程、航空航天等领域。
在ug中,用户可以进行模型的建模、分析和后处理等操作。
后处理的作用ug后处理是对模型分析结果的可视化和改进的过程。
通过后处理,用户可以对模型进行可视化,了解其特性和性能,从而进行优化和改进。
除了可视化外,ug后处理还可以进行其他操作,如提取数据、对模型进行修复、生成报告等。
常见的后处理操作以下是ug中常见的后处理操作:1. 结果可视化在ug中,用户可以将模型的分析结果以图形的形式进行可视化显示。
用户可以通过设置颜色、透明度、线条粗细等参数来定义图形的显示效果,从而更直观地观察模型的特性和性能。
结果可视化可以帮助用户更好地理解模型,发现问题和优化设计。
2. 数据提取ug提供了强大的数据提取功能,用户可以从模型的分析结果中提取出需要的数据。
例如,用户可以提取节点位移、应力分布、应变分布等结果数据,用于进一步分析和处理。
数据提取可以帮助用户对模型进行深入研究,找到潜在问题并制定相应解决方案。
3. 模型修复在模型建模和分析过程中,往往会遇到一些模型的几何结构不完整或者有错误的情况。
ug提供了模型修复的功能,用户可以通过修复工具对模型进行几何结构的修复和错误的修正。
模型修复可以保证模型的准确性和可靠性,提高分析结果的精度。
4. 报告生成ug具有强大的报告生成功能,用户可以根据模型的分析结果生成详细的报告。
报告中可以包含模型的几何结构、分析结果、图表和表格等信息,用户可以自定义报告的格式和内容。
报告生成可以方便用户与团队成员、客户、上级领导进行交流和分享,促进项目的进展和决策。
小结ug后处理是ug软件中不可或缺的一个环节,它对模型的分析结果进行可视化、数据提取、模型修复和报告生成等操作,具有重要的作用。
通过后处理,用户可以更直观、深入地了解模型的特性和性能,发现潜在问题并进行优化。
UG 后处理技巧说明.
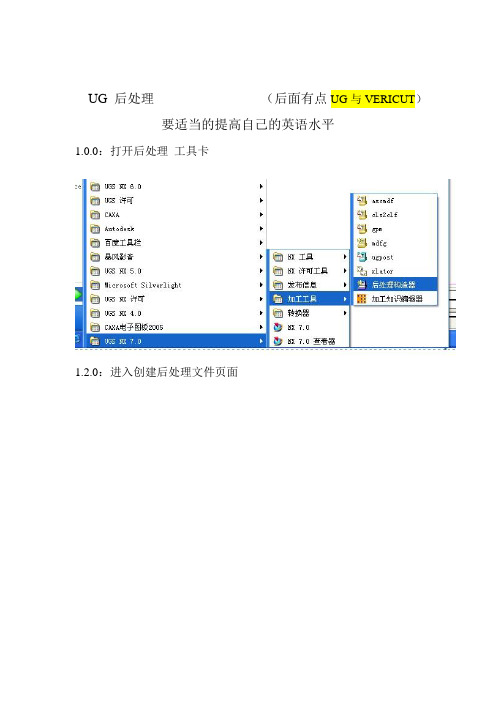
UG 后处理(后面有点UG与VERICUT)要适当的提高自己的英语水平1.0.0:打开后处理工具卡1.2.0:进入创建后处理文件页面1.2.1 创建一个新的后处理文件这里输入文件名(英文)此区域Inches 英制单位Millimeters 公制设定此区域轴选项3-轴4-轴或5轴这里只讲解3轴通用设定此区域为机床类型设定Generic 通用的Library 浏览自带机床User’s 用户自定义此区域描述你的后处理单只能输入英文选择完自己需要的格式后处理单击OK 进入下一步这一选项进行修改你的程序头程序尾中间换刀程序衔接道具号道具属性显示的添加进行讲解此选项为程序头选项此选项为增加程序条命令点击它可以拖入程序条就像这样这里的垃圾桶通样你不想要的此条可以删除下面讲解通用的编程设置下面图片是默认的设置此选项为N码关闭此选项为N码开启一般都是把这条此选项需要更改改成你需要的G40 G49 G80 G90既可单击这条词条就可修改进入下一画面把不需要的拖入垃圾桶通过此选项里的代码你可以找到你想要的改好后点击OK既可安全起见最好加入个Z轴回零命令拉入一个词条框添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放置位置变白既可松掉鼠标下面进入新词条选项里点击这里可以加入你要的词条而我们需要的是 G00 G91 G28 Z0 命令可以用文本形式输入就是这里选择第二个选项“TEXT”文本点击 Add word 拉入这个区域同样变白放置输入你要的文本G00 G91 G28 ZO 点击OK 既可程序头设定完成就是这个效果看下图如果需要加入O号下面编辑你的换刀过程点击中文意思就是操作开始步骤在这里你可以加入你需要的道具信息 N号的开关 M8 M9的开关设置 G43H00等设置下面先讲解 N号的加入加入N号我们只需要拉两个 N号开关词条就可以选择这一选项拉到上面是N号开然后拉入在下面既可下面加入刀具信息找到这个选项操作员消息拉入 N号关后面输入命令MOM_output_literal “( 刀具名称:$mom_tool_name )”MOM_output_literal “( 刀具直径:$mom_tool_diameter )”MOM_output_literal “( 刀具R角半径:$mom_tool_corner_radius )”想要哪个信息就输入哪行如果要两个以上就飞边拉入词条输入这项编辑完毕单击蓝色的区域机床控制 Machine Control 进入一下界面我们只要在G43后加上M8既可完成此项设定然后点击进程动作设定我们只需要修改中间的那个 G02 G03的进入下一页面该为Vector-Arc Start to Center 修改后OK 推出不改出程序带R的带圆的程序就是乱做一团。
教你如何制作属于自己的UG后处理

教你如何制作属于自己的UG后处理制作属于自己的UG后处理是一个相对繁琐的过程,需要一定的UG软件的使用经验和编程知识,下面将详细介绍一步步的制作过程。
首先,打开UG软件并载入您的模型。
选择"应用"选项卡中的"后处理"功能,并点击"启动"按钮。
要创建新的自定义操作,点击"新建"按钮。
在弹出的对话框中,输入您的后处理操作的名称,并选择您想要的操作类型,例如显示/隐藏实体、修改实体颜色、修改实体线宽等。
完成上述设置后,UG会自动切换到"操作定义"选项卡。
在这里,您可以选择要应用该操作的实体类型,例如点、线、面等。
您还可以选择要应用操作的实体范围,例如全部实体、选定实体等。
然后,您需要设置操作的具体参数。
UG提供了多种参数设置选项,包括颜色、线型、线宽、透明度等。
根据您的需求,选择适当的参数值,并将其添加到操作列表中。
完成参数设置后,单击"保存"按钮以保存操作。
接下来,您可以使用已创建的操作。
首先,选择要应用操作的实体,并在"操作定义"选项卡中选择您创建的操作。
最后,您可以将保存的操作导出为后处理模板文件,以便在其他模型中使用。
在"操作定义"选项卡中,单击"模板"按钮,并选择导出选项。
根据您的需求,选择要导出的操作,并为模板文件指定名称和保存路径。
通过以上步骤,您就可以制作属于自己的UG后处理。
这样,您可以根据自己的需求和喜好来定制模型的显示效果,提高工作效率和模型的可视化效果。
需要注意的是,制作后处理涉及到UG软件的使用技巧和编程知识,需要一定的实践和经验。
建议初学者可以先参考UG相关教程和文档,多进行实践和探索,逐渐掌握制作后处理的技巧和方法。
UG后处理的原理及应用

UG后处理的原理及应用1. 什么是UG后处理(Post Processing)?UG后处理是指对UG(Unigraphics)软件产生的加工程序进行编辑和优化的过程。
UG是一种CAD/CAM/CAE软件,具有强大的建模、加工以及分析功能,广泛应用于制造业中的设计、制造和工程领域。
在UG中,用户可以通过绘制几何图形、定义加工操作和运用分析工具来完成设计和制造任务。
UG后处理主要包括对加工程序的刀具路径、速度、进给等参数进行调整和优化,以适应不同的加工要求和机床特性。
通过后处理,用户可以提高加工效率、优化加工质量、减少加工时间和成本。
2. UG后处理的原理UG后处理的原理是基于UG软件生成的加工程序进行编辑和调整。
UG软件可以生成多种常见的加工程序格式,如G代码、ISO代码、APT代码等。
UG后处理的原理主要包括以下几个方面:2.1 加工程序解析UG后处理首先需要对UG生成的加工程序进行解析,将程序中的各个部分进行分离和识别。
这样可以方便后续的编辑和调整,并为后续的优化和分析提供基础。
2.2 刀具路径优化根据加工程序中的刀具路径信息,UG后处理可以对其进行优化。
优化的目标是提高切削效率、降低切削力和刀具磨损,减少振动和噪音,以及改善表面质量。
UG后处理可以通过调整切削方向、路径曲线和刀具轨迹等方式来实现刀具路径的优化。
2.3 加工参数调整UG后处理还可以对加工程序中的加工参数进行调整。
加工参数包括切削速度、进给速度、切削深度、切削宽度等。
通过合理地调整这些参数,可以实现最佳的加工效果和加工质量。
2.4 机床特性考虑UG后处理还需要考虑机床的特性和限制条件,以保证生成的加工程序可以在特定的机床上正常运行。
对于不同的机床类型和品牌,UG后处理需要进行适当的调整和编程。
3. UG后处理的应用UG后处理在制造业中有着广泛的应用。
以下是几个UG后处理的常见应用场景:3.1 数控加工UG后处理在数控加工中起到关键的作用。
ug后处理tcl命令讲解

ug后处理tcl命令讲解UG后处理是指在完成CAD设计后,将设计数据转化为机床能识别的G代码,从而实现数字化加工的过程。
在UG软件中,我们可以利用tcl命令来完成后处理工作,本文将介绍如何使用tcl命令进行UG后处理。
1. UG后处理简介UG后处理是将CAD设计图形转化为机床能接受的G代码的过程。
UG软件提供了内置的后处理器,也可以通过自定义后处理器来满足不同的加工需求。
UG后处理的主要功能包括:将CAD设计数据转化为机床能识别的G代码、设定加工参数、生成NC代码等。
2. tcl命令介绍tcl命令是UG中的脚本语言,可以用于自动化任务、批处理、后处理等。
tcl命令可以在UG中直接运行,也可以通过UG后处理器进行批量处理。
UG中的tcl命令主要包括以下几种类型:(1)变量tcl命令可以定义和使用变量,例如:set varname valueputs $varname(2)流程控制tcl命令可以使用if、for、while等语句进行流程控制,例如:if {$a > $b} {puts "a is greater than b"}(3)字符串处理tcl命令可以对字符串进行处理,例如:set str "hello, world"puts [string length $str](4)文件操作tcl命令可以进行文件操作,例如:set fp [open "filename" "r"]set data [read $fp]close $fp(5)UG API调用tcl命令可以调用UG的API函数,例如:set sel [ug_ask_object "Select an object:"]set pos [ug_ask_point "Enter the position:"]3. tcl命令实例下面通过一个简单的实例来介绍如何使用tcl命令进行UG后处理。
UG后处理技巧说明
UG后处理技巧说明
一、土压力后处理技巧
土压力后处理技巧主要是在建筑物和基础上,以增加土压力以及延长建筑物使用寿命的一种技术。
本文将介绍其实施过程及技巧。
1、根据工程需要,设置合适的土压力深度。
土压力后处理时,首先要求根据建筑物或基础的实际情况,结合工程的需要,合理计算出所需土压力的最小深度。
这一步对土压力后处理的效果是非常关键的。
深度太浅则会影响土压力的作用,深度太深则对设备和施工造成额外的损失。
2、土处理过程的选择
土压力后处理时,会根据建筑物的要求,结合土质的特性,选择合适的土处理方法,实施土压力后处理。
一般可根据建筑物的要求,选择压实土处理、灌浆处理、处理加固、土处理加密、定向钻探加固等处理方法。
3、注意土处理的质量控制
土压力后处理的实施过程中,重要的一环是要求良好的土处理质量。
要求从深度、宽度等方面做到准确无误,土处理实施到底,并根据土质特性,合理调整机械参数,达到要求的土处理强度。
4、使用专用设备
土压力后处理时,要求使用专用设备,并根据实际需要,选择最佳的设备。
UG后处理技巧说明

UG后处理技巧说明1.增强对比度:对比度是指图像中最亮和最暗区域之间的差异程度。
通过增加对比度可以使图像中的细节更加清晰,色彩更加鲜明。
常用的增强对比度的方法包括直方图均衡化、拉伸和分段线性增强等。
2.调整曝光:曝光是指图像中每个像素所接受到的光线的亮度。
调整曝光可以使图像的亮度更加均匀,细节更加清晰。
通常可以通过调整图像的亮度、对比度和曲线等参数来实现曝光的调整。
3.去噪:图像中的噪声是指由于光线、传感器等原因引起的图像中的随机干扰。
去噪的目的是减少噪声对图像质量的影响,使图像更加清晰。
常见的去噪方法包括中值滤波、均值滤波和小波去噪等。
4.锐化:锐化是指增强图像的边缘,使图像更加清晰。
常用的锐化方法包括高提升滤波和拉普拉斯锐化等。
高提升滤波通过增加高频成分来增强图像的边缘,而拉普拉斯锐化则是通过对图像进行二阶导数运算来增强边缘。
5.色彩校正:色彩校正是指调整图像的色彩平衡,使图像中的颜色更加真实、鲜明。
常见的色彩校正方法包括亮度-对比度调整、颜色平衡和通道分离调整等。
6.图像重采样:图像重采样是指改变图像的分辨率,通常用于图像的放大或缩小。
常见的图像重采样方法包括双线性插值和双立方插值等。
7.图像修复:图像修复是指修复图像中的缺失、破损等部分,使图像更加完整。
常用的图像修复方法包括基于纹理合成的方法、基于边缘的方法和基于插值的方法等。
8.图像拼接:图像拼接是指将多幅图像拼接在一起,形成一幅大尺寸的图像。
常见的图像拼接方法包括基于特征匹配和基于投影变换的方法等。
9.图像分割:图像分割是将图像划分为若干个具有相似特征的区域。
常用的图像分割方法包括阈值分割、边缘检测和区域生长等。
ug后处理制作教程

UG后处理制作教程简介UG(Unigraphics)是一款强大的计算机辅助设计(CAD)软件,被广泛应用于工程制图、产品设计和制造等领域。
在使用UG进行设计后,还需要对设计结果进行后处理,以生成可供生产和制造使用的输出文件。
本文档将向您介绍UG后处理的基本步骤和常用功能,帮助您进行高效准确的后处理工作。
步骤一:选择后处理器UG提供了多种后处理器,可以根据不同需求选择适合的后处理器。
在UG界面的“后处理”选项中,选择合适的后处理器,如输出NASTRAN文件后处理,切换到相应的后处理界面。
步骤二:设置后处理参数在进行后处理之前,需要根据实际需求设置后处理参数。
常见的后处理参数包括:结果输出路径、结果文件格式、后处理图形显示等。
通过设置这些参数,可以满足不同的后处理需求。
步骤三:后处理图形显示UG提供了丰富的图形显示功能,可以直观地展示设计结果。
在后处理界面中,可以选择要显示的结果类型,如应力、位移、温度等。
同时,还可以根据需要对显示的结果进行颜色映射、边界设置等操作,以便更好地观察和分析设计结果。
步骤四:后处理结果导出在后处理过程中,可以将结果导出为各种格式的文件,以便于与其他软件进行数据交换和共享。
UG支持多种文件格式的导出,包括NASTRAN、STL、IGES、STEP等。
根据实际需要,选择合适的文件格式并导出结果文件。
常用功能介绍1. 结果过滤和转换在后处理过程中,可以通过结果过滤和转换功能,对设计结果进行筛选和转换。
例如,可以通过过滤功能只显示某些关键区域的结果,或者通过转换功能将结果数据转换为其他单位或坐标系。
2. 结果剪裁和裁剪UG提供了结果剪裁和裁剪功能,可以根据需要选择感兴趣的区域进行处理。
通过剪裁和裁剪操作,可以更详细地观察和分析设计结果,提高后处理的效率和准确性。
3. 动画演示和动态模拟除了静态结果的显示和分析,UG还提供了动画演示和动态模拟的功能。
可以通过设置时间步长和动画参数,对设计结果进行动态展示,以便更好地理解和评估设计的运行情况。
UG后处理操作
UG后处理操作UG后处理操作1、运行UG后处理构造器:开始—程序—UG NX4.0—后处理工具—UG构造器2、UG构造器打开后,首先点选OPEN(打开)—UG安装目录下的MACH —resource—postprocessor—mill3ax_turbo.pu i—打开3、回到后处理介面,点选取file下的Save As…crtl+A(另存)—选取一文件夹进行储存—回支UG构造器介面的file下的Close(关闭)如出现提示选否即可4、点选新建图标(New)—点选millimeters和user,s—点选Browse—打开刚才保存的mill3ax_turbo.pu i—OK5、一个新的New post打开后,将X 、Y 、Z和Maximum的转速改成100006、将光标移到program Tool path(程序、刀具路)下的program start seqence(程序开始次序)—将-Set-seq-on去掉—点选PE-CND-init-helix(将set-mom-kin-helical-arc-output-mode FULL_CIRCLE 下的FULL_CIRCLE替换为“LINEAR”)—OK7、继续点选G40 G17 G90 70—将G70去掉,点选Text分别增加G49、G80、G54—OK8、点选operation stare sequence(操作开始次序)—将G91 G28 Z0 TM06 T(都有图标的)去掉9、再点选program End sequnce(程序末端次序)—将m02打开,打开后将m02去掉—点选Text,新建一个M05—OK拖动Add block 到M05下——选取Text 新建一个M30—OK10、保存到刚先打开的保存文件夹下即可——退出UG构造器11、好!我们打开UG试一下刚编辑的程序吧,首先用UG打开已经编好刀路的程序(如T1-D10的刀路程序)—后处理—点选第一个浏览—打开以上刚保存的New_post.pui处理文件—选取第二个浏览,指定NC输出的位置并命名NC程序—OK—确定12、处理出的信息和我们刚编的程序一样吧。
UG后处理技术的原理和应用
C A M软件生成的加工刀位文件 转换成特定机 床可以
合使用 的后处理器。
刀位数据文件 由A P T 语言生成 , ( A P T 是 一种 自
称 。使用 A P T 语言, C A M软件可以处理复杂零件的各
【 A b s t r a c t 】 U G s o f t w a r e p r o c e s s i n g m o d u l e w i t h 3 a x i s C N C m i l l i n g m a c h i n e a f t e r p r o c e s s o r
般 的数 控 铣 床 , U G / P o s t b u i l d e r ( 后处理构造器) 可 以编 写 出特 定 的后 处理 器 , U G软 件 的 刀
路轨 迹 通过 特 定 的后 处理 器 生成 的 G代 码 , 适 合 一般 的数 控 铣床 使 用 。
关键 词 : 后 处 理构 造 器 ; 数 控 铣床 ; 数 控 加 工
广泛 , 常用 的型号有 H N C 一 2 1 M、 9 8 3 M等 。利 用 U G软 助生成 , 不需要编程人员进行繁琐 数值计算 。 大大 件 的加工模块默认 的3 轴后处理器生成的 G 代码 , 并不 降低了数控编程 的难度 , 提高了生产效率。
直接适合上述的数控铣床 型号使用 , 通常需要手工修
( p o s t - p r o c e s s i n g c o n s t r u c t o r ) c a n w r i t e a p a r t i c u l a r p r o c e s s o r , UG s o f t w a r e a f t e r t h e k n i f e r o a d
UG 后处理技巧说明
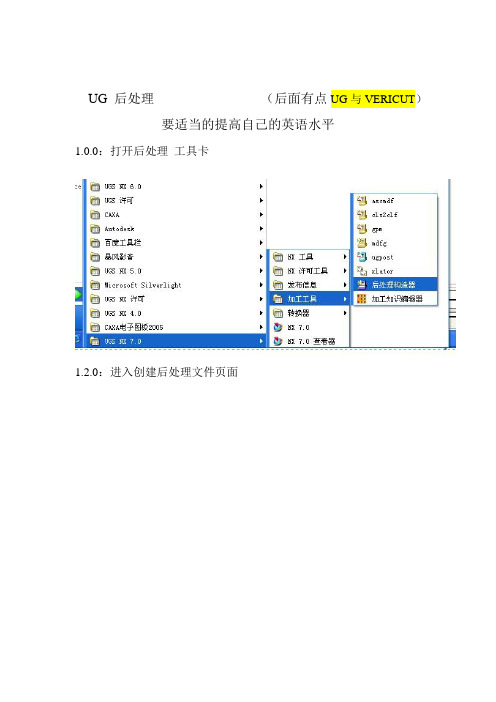
UG 后处理(后面有点UG与VERICUT)要适当的提高自己的英语水平1.0.0:打开后处理工具卡1.2.0:进入创建后处理文件页面1.2.1 创建一个新的后处理文件这里输入文件名(英文)此区域Inches 英制单位Millimeters 公制设定此区域轴选项3-轴4-轴或5轴这里只讲解3轴通用设定此区域为机床类型设定Generic 通用的Library 浏览自带机床User’s 用户自定义此区域描述你的后处理单只能输入英文选择完自己需要的格式后处理单击OK 进入下一步这一选项可以显示你选择机床类型4轴3轴或你自定义的机床这一区域是你的输出是否记录选项此区域左边为机床行程数据右边为机床原点数据此区域左边为机床精度小数右边为机床快速进给G00速度其他选项默认就可以了这一选项进行修改你的程序头程序尾中间换刀程序衔接道具号道具属性显示的添加进行讲解此选项为程序头选项此选项为增加程序条命令点击它可以拖入程序条就像这样这里的垃圾桶通样你不想要的此条可以删除下面讲解通用的编程设置下面图片是默认的设置此选项为N码关闭此选项为N码开启一般都是把这条此选项需要更改改成你需要的G40 G49 G80 G90既可单击这条词条就可修改进入下一画面把不需要的拖入垃圾桶通过此选项里的代码你可以找到你想要的改好后点击OK既可安全起见最好加入个Z轴回零命令拉入一个词条框添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放置位置变白既可松掉鼠标下面进入新词条选项里点击这里可以加入你要的词条而我们需要的是 G00 G91 G28 Z0 命令可以用文本形式输入就是这里选择第二个选项“TEXT”文本点击 Add word 拉入这个区域同样变白放置输入你要的文本G00 G91 G28 ZO 点击OK 既可程序头设定完成就是这个效果看下图如果需要加入O号下面编辑你的换刀过程点击中文意思就是操作开始步骤在这里你可以加入你需要的道具信息 N号的开关 M8 M9的开关设置 G43H00等设置下面先讲解 N号的加入加入N号我们只需要拉两个 N号开关词条就可以选择这一选项拉到上面是N号开然后拉入在下面既可下面加入刀具信息找到这个选项操作员消息拉入 N号关后面输入命令MOM_output_literal “( 刀具名称:$mom_tool_name )”MOM_output_literal “( 刀具直径:$mom_tool_diameter )”MOM_output_literal “( 刀具R角半径:$mom_tool_corner_radius )”想要哪个信息就输入哪行如果要两个以上就飞边拉入词条输入这项编辑完毕单击蓝色的区域机床控制 Machine Control 进入一下界面我们只要在G43后加上M8既可完成此项设定然后点击进程动作设定我们只需要修改中间的那个 G02 G03的进入下一页面该为Vector-Arc Start to Center 修改后OK 推出不改出程序带R的带圆的程序就是乱做一团。
(完整版)五轴UG(NX)后处理

0 引言UG作为一种优秀的CAD/CAM软件,他几乎可以覆盖从设计到加工的方方面面。
利用UG NX CAM加工模块产生刀轨。
但是不能直接将这种未修改过的刀轨文件传送给机床进行切削工件,因为机床的类型很多,每种类型的机床都有其独特的硬件性能和要求,比如他可以有垂直或是水平的主轴,可以几轴联动等。
此外,每种机床又受其控制器(controller)的控制。
控制器接受刀轨文件并指挥刀具的运动或其他的行为(比如冷却液的开关)。
但控制器也无法接受这种未经格式化过的刀轨文件,因此,刀轨文件必须被修改成适合于不同机床/控制器的特定参数,这种修改就是所谓的后处理。
近年来,五轴加工已开始应用到精密机械加工领域,工件一次装夹就可完成五面体的加工。
如配置上五轴联动的高档数控系统,还可以对复杂的空间曲面进行高精度加工。
但五轴机床后置处理因机床具体结构、刀位文件不同。
后置处理所得出的数控程序也不尽相同。
因为五轴加工的后处理非常关键,本人结合自己的实际工作经验,着重谈谈五轴加工中心后处理的制作过程。
1 UG后处理开发方法UG/Post Execute和UG/Post Builder共同组成了UG加工模块的后置处理。
UG的加工后置处理模块使用户可方便地建立自己的加工后置处理程序。
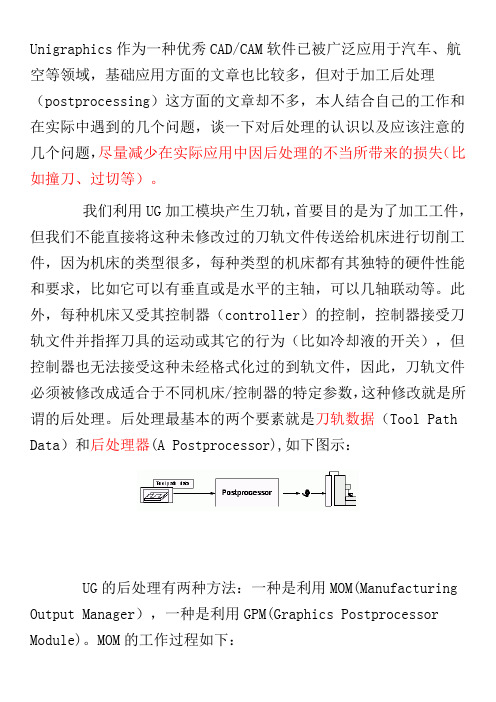
后处理最基本的2个要素就是刀轨数据(Tool Path Data)和后处理器(A Postprocessor)。
利用UG/Post Execute后置处理器进行后处理,有2种方法:①利用MOM(Manufacturing Output Manager),②利用GPM(Graphics Postprocessor Module)。
MOM的工作过程如下:刀轨源文件→Postprocessor→NC机床MOM后处理是将UG的刀轨作为输入,他需要2个文件,一个是Event Handler,扩展名为.tcl,包含一系列指令用来处理不同的事件类型;另一个是Definition File,扩展名为.def,包含一系列机床、刀具的静态信息。
ug后处理global用法

ug后处理global用法UG(Unigraphics NX)是一款功能强大的CAD/CAM/CAE软件,其后处理功能可以用于将CNC机床的G代码输出。
在UG后处理中,`GLOBAL`语句用于定义全局变量,这些变量可以在整个后处理文件中使用。
下面是一些常用的`GLOBAL`用法:1. 定义全局变量:```ugGLOBAL 100 = 10;```这将定义一个名为`100`的全局变量,并将其值设置为10。
2. 设置初始值:可以使用`IF`语句为全局变量设置初始值:```ugIF 100 = 0 THEN 100 = 10;如果全局变量`100`的值为0,则将其设置为10。
3. 引用全局变量:在G代码中,可以使用全局变量来控制程序的某些行为。
例如:```ugIF 100 > 5 THEN G0 X100;```如果全局变量`100`的值大于5,则快速定位到X轴坐标为`100`的位置。
4. 更新全局变量:在G代码中,可以使用``符号来更新全局变量的值。
例如:```ug100 = 20;```这将更新全局变量`100`的值为20。
5. 条件语句:可以使用条件语句来根据全局变量的值执行不同的操作。
例如:```ugIF 100 > 15 THEN G0 X100; ELSE G1 X100; ENDIF;```如果全局变量`100`的值大于15,则快速定位到X轴坐标为`100`的位置;否则,线性定位到X轴坐标为`100`的位置。
这只是`GLOBAL`语句的一些基本用法,具体用法还取决于您的加工需求和后处理配置。
如果您需要更深入的了解或具体的用法示例,建议参考UG的官方文档或相关教程。
ug后处理技术简介
Unigraphics作为一种优秀CAD/CAM软件已被广泛应用于汽车、航空等领域,基础应用方面的文章也比较多,但对于加工后处理(postprocessing)这方面的文章却不多,本人结合自己的工作和在实际中遇到的几个问题,谈一下对后处理的认识以及应该注意的几个问题,尽量减少在实际应用中因后处理的不当所带来的损失(比如撞刀、过切等)。
我们利用UG加工模块产生刀轨,首要目的是为了加工工件,但我们不能直接将这种未修改过的刀轨文件传送给机床进行切削工件,因为机床的类型很多,每种类型的机床都有其独特的硬件性能和要求,比如它可以有垂直或是水平的主轴,可以几轴联动等。
此外,每种机床又受其控制器(controller)的控制,控制器接受刀轨文件并指挥刀具的运动或其它的行为(比如冷却液的开关),但控制器也无法接受这种未经格式化过的到轨文件,因此,刀轨文件必须被修改成适合于不同机床/控制器的特定参数,这种修改就是所谓的后处理。
后处理最基本的两个要素就是刀轨数据(Tool Path Data)和后处理器(A Postprocessor),如下图示:UG的后处理有两种方法:一种是利用MOM(Manufacturing Output Manager),一种是利用GPM(Graphics Postprocessor Module)。
MOM的工作过程如下:由上图我们知道,MOM后处理是将UG的刀轨作为输入,它需要两个文件,一个是Event Handler,扩展名为.tcl,包含一系列指令用来处理不同的事件类型;另一个是Definition File,扩展名为.def,包含一系列机床、刀具的静态信息。
这两个文件可以利用UG自带的工具POSTBUILD来生成。
当这两个文件生成后,我们要将它加入template_post.dat(..\\UGS180\MACH\resource\postprocessor)文件里才能使用,其格式如下:fanuc,${UGII_CAM_POST_DIR}fanuc.tcl,${UGII_CAM_POST _DIR}fanuc.defGPM的工作过程如下:由上图我们知道,GPM后处理是将刀轨源文件(the cutter location source file)作为输入,它需要一个MDF(machine datafile)即机床数据文件。
UG后处理制作说明

UG后处理制作说明一、背景介绍在UG后处理制作中,需要掌握UG软件的使用技巧,同时需要深入了解产品的工艺要求和制造过程的具体步骤。
本文将详细介绍UG后处理的制作过程以及注意事项,以帮助读者更好地理解和掌握这一技术。
二、UG后处理制作步骤1.导入CAD模型:通过UG软件,将产品的CAD模型导入到系统中。
可以选择直接导入已有的模型,也可以根据产品的要求自行绘制模型。
2.选择加工工艺:根据产品的几何形状、材料属性和工艺要求,选择合适的加工工艺。
可以在软件中选择现有的加工工艺,也可以根据具体需求自定义加工工艺。
3.修改模型:根据加工工艺的要求,对模型进行相应的修改。
可以对几何形状进行调整、尺寸进行修改,也可以调整材料属性和工艺参数。
4.优化模型:通过对模型的优化,使产品的制造和加工更加精确和高效。
可以通过优化几何形状、尺寸和工艺参数,减少材料和能源的消耗,提高产品的质量和性能。
5.生成工艺文件:根据模型的修改和优化结果,生成相应的工艺文件。
这些文件包括加工路径、加工顺序、工艺参数以及材料和设备的信息。
在生成工艺文件时,需要确保文件的准确性和完整性,以便后续的制造和加工工作。
6.验证工艺文件:通过对生成的工艺文件进行验证,确保文件的正确性和可行性。
可以使用模拟软件对工艺文件进行模拟和测试,以预测和解决可能存在的问题。
7.导出工艺文件:在验证工艺文件无误后,将其导出为可供机器使用的格式。
可以导出为G代码、STL文件等常见的机器语言格式,并将其保存到本地或上传到相应的设备。
三、UG后处理制作注意事项1.熟练掌握UG软件的使用技巧,了解其各个功能模块和操作方法。
在进行UG后处理制作时,可以更好地利用软件的功能,提高制作效率和质量。
2.了解产品的工艺要求和制造过程的具体步骤。
可以与工艺工程师、制造工程师和加工工人进行沟通和交流,深入了解产品的制造和加工需求。
3.对模型的修改和优化要有清晰的思路和目标。
通过对几何形状、尺寸和工艺参数的调整和优化,可以提高产品的制造精度和加工效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第8章 建立车铣复合机床后处理
8.1 8.2 8.3 8.4 车铣复合机床定义 建立车铣复合机床后处理 建立车铣复合机床动力头 测试车铣复合机床后处理
第9章 建立4轴铣床后处理
3.1 第4轴旋转轴定义 3.2 机床参数定义 建立车铣复合机床后处理 3.3 测试线切割后处理的方法
第10章 建立5轴铣床后处理
10.1 5轴铣床定义 10.2 机床后处理参数定义 10.3 建立5轴铣床后处理 10.4 测试5轴铣床后处理
3.1 建立3轴铣床参数 3.2 建立3轴铣床后处理 3.3 测试3轴铣床后处理的方法
第4章 建立3轴铣床西门子系统后处理
4.1 建立3轴铣床西门子参数 4.2 建立3轴铣床西门子后处理 4.3 测试3轴铣床西门子后处理的方法
第5章 建立线切割后处理
5.1 建立线切割机床参数 5.2 建立线切割后处理 5.3 测试线切割后处理的方法
第1章 UG NX7.0后处理基础
1.1 UG NX7.0后处理的一般流程 1.2 UG 后处理编辑器 1.3 Post Builder应用范围
第2章 Post Builder主要参数
2.1 2.2 2.3 2.4 2.5 2.6 2.7 2.8 2.9 Post Builder界面 Post Builder中Machine Tool选项 Post Builder中Program&Tool Path选项 Program&Tool Path中G Codes选项 Program&Tool Path中M Codes选项 Program&Tool Path中Word Summary选项 Program&Tool Path中Word Sequencing Program&Tool Path中Custom Command Program&Tool Path中Word Summary选项
UG NX7.0后处理技术
第1章 UG NX7.0后处理基础 第2章 Post Builder主要参数 第3章 建立3轴铣床FANUC系统后处理 第4章 建立3轴铣床西门子系统后处理 第5章 建立线切割后处理 第6章 建立2轴车床后处理 第7章 Post Builder定制后处理 第8章 建立车铣复合机床后处理 第9章 建立4轴铣床后处理 第10章 建立5轴铣床后处理
第2章 Post Builder主要参数
2.10 2.11 2.12 2.13 2.14 Post Builder中N/C Data Definitions 更改G代码实例 建立新的M代码实例 Output Setting选项卡 Virtual N/C Controller选项卡
第3章 3轴铣床FANUC系统后处理
第6章 建立2轴车床后处理
6.1 建立2轴车床参数 6.2 建立2轴车床后处理 6.3 测试2轴车床后处理的方法
第7章 Post Builder源自制后处理7.1 7.2 7.3 7.4 7.5 7.6 7.7 7.8 7.9 Tcl语言基础 Tcl语言和UG的关系 机床控制事件 用户自定义事件和自定义循环 建立新的用户自定义事件 建立新的用户自定义循环 输入用户程序 输出用户程序 实用的用户自定义命令