简易数控机床控制系统设计_单片机课程作业
数控机床控制系统设计

数控机床控制系统设计数控机床控制系统是现代机械加工中的重要设备,不仅减轻了人工操作的负担,还能够实现高效精确加工。
本文将从数控机床控制系统的设计原理、控制器的分类以及系统设计中需要考虑的因素等各方面进行详细阐述。
一、数控机床控制系统设计原理数控机床是一种以计算机控制的工具设备。
数控机床的工作原理是通过加工程序与自动化机床相连接,由计算机系统对机床运动进行控制。
数控机床的加工程序是一种由G代码和M 代码组成的程序,G代码主要用于控制机床的直线运动和圆弧运动、刀具半径、零点位置等,M代码则是用于控制机床的主轴转速、冷却液开关等控制信号。
基本上数控机床可以实现加工各种形状的物件,而且加工精度高,生产效率高。
二、控制器的分类数控机床控制器根据其构成和结构可以大致分为以下几个类型:1、点位控制器(P控制器):点位控制器可以控制每一个轴单独移动到预定的位置后,马上停止这一轴的运动,使其它轴继续运动。
2、直线插补控制器(L控制器):直线插补控制器是比点位控制器更为先进的控制器,它不仅在每个轴位置上进行控制,还可以控制各轴在不同的位置上同时启动或同时停止。
3、圆弧插补控制器(C控制器):圆弧插补控制器是对圆弧运动进行控制的控制器。
它可以自动地计算和控制机床在坐标平面或变位平面上的转折点、曲线半径以及运动方向等,圆心和半径的计算完全由控制器来完成。
4、模态控制器(M控制器):模态控制器是负责管理机床程序重复执行的控制器。
它只需输入一次程序,就可以重复地使用该程序。
换言之,它可以使用多个程序段,从而实现切换各种不同加工方式,同时还可以根据不同的工件要求随时更改程序的具体内容。
三、系统设计中需要考虑的因素在设计数控机床控制系统时,需要考虑如下因素:1、系统稳定性:稳定性是数控机床控制系统设计的重要指标,必须保证系统在加工过程中不会出现任何一个运动轴的失控。
系统设计时需要合理选用现代控制技术,同时要对硬件和软件进行完整测试,保证系统的稳定性。
简易数控系统设计毕业设计.doc

简易数控系统设计毕业设计2.设计任务和要求2.1设计指标1.数控指令:快速进给、直线插补、圆弧插补、回零、暂停、延时、收发信、选刀、结束、空操作。
2.主要指标:两坐标、脉冲当量10微米、指令最大位移650毫米、进给速度16级、加工程序容量1000条指令。
3.手控功能:暂停、急停、点动、回零、继续、总清。
4.编辑功能:输入、修改、插入、删除。
5.通信功能:数控加工程序双向传输。
2.2设计任务1.定义简易数控语言格式2.定义简易数控装置面板功能(显示、键盘、按钮、开关等)3.设计数控装置电路(硬件设计)4.编制简易数控语言解释程序5.编制加工程序编辑程序6.编制手控处理程序7.编制通讯程3.电路设计构思分析I/O引脚的分配:根据设计要求,需要驱动2台步进电动机、6个数码管的显示、键盘的输入以及收发信功能。
因此安排12个I/O引脚来驱动两台四相十六拍的步进电机、8个I/O引脚作为数码管的字模输出口、6个I/O引脚用来作数码管的位选择口、键盘采用6行*4列24键的矩阵分布形式,共需要10个引脚。
由于键盘输入的行口可以与数码管显示的位选择口分时复用共同的I/O引脚,因此键盘的输入只需4个I/O引脚作为列口、收发信要2个引脚作为片选。
单片机的选型:单片机芯片选型时,总的原则是:“芯片含有(功能或数量)略大于设计需求”,“设计需求尽可能(用)芯片完成(少用外围器件)”,“选大(大厂)不选小,选多(供应数量)不选少,选廉(廉价)但要好”。
根据设计的系统的设计要求,从单片机的技术性、使用性和可开发性三方面来考虑选择单片机型号为STC12C5A16S2。
该芯片具有工作电压5.5~3.5,16K的闪存,双指针,EEPROM,40个引脚,有看门狗及内部复位电路。
根据所选的单片机,可知单片机共有4个8位的并行双向I/O口,分别为P0、P1、P2、P3。
考虑到P0口既可以作为通用I/O口进行数据输入/输出,又可以作为单片机系统的地址/数据线使用,故而将P0口作为数码管的字模输出口;P2口即可作为系统高位地址线使用、也可以作为通用I/O使用,所以可以用P2.0~P2.5作为数码管显示的位选择口;由于P1口只能作为通用I/O口使用,故用P1.2~P1.7来驱动X电机,另外Y电机可以用P3.2~P3.7来驱动;收发信采用软件片选的话,不用引出地址、数据总线,会使设计更加简单,需2个引脚作为片选。
数控车床XY轴工作台和控制系统设计说明书 毕业设计

数控车床XY轴工作台和控制系统设计说明书毕业设计数控车床XY轴工作台和控制系统设计摘要我设计的是车床XY轴工作台和控制系统,采用单片机控制步进电动机驱动工作台。
首先确定设计的总体方案,然后对车床的机械部分进行设计,其中包括工作台、滚动导轨、滚珠丝杠、步进电动机的设计和选用,最后对数控系统硬件和软件设计。
新一代的CNC系统这类典型机电一体化产品正朝着高性能、智能化、系统化以及轻量、微型化方向发展。
关键词:数控车床 XY工作台控制系统前言一、当今世界数控技术及装备发展的趋势及我国数控装备技术发展和产业化的现状在我国对外开放进一步深化的新环境下 ,发展我国数控技术及装备、提高我国制造业信息化水平和国际竞争能力的重要性 ,并从战略和策略两个层面提出了发展我国数控技术及装备的几点看法。
装备工业的技术水平和现代化程度决定着整个国民经济的水平和现代化程度 ,数控技术及装备是发展新兴高新技术产业和尖端工业的使能技术和最基本的装备 ,又是当今先进制造技术和装备最核心的技术。
数控技术是用数字信息对机械运动和工作过程进行控制的技术 ,而数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造业的渗透形成的机电一体化产品 ,其技术范围覆盖很多领域。
(一)、数控技术的发展趋势。
数控技术的应用不但给传统制造业带来了革命性的变化 ,使制造业成为工业化的象征 ,而且随着数控技术的不断发展和应用领域的扩大 ,他对国计民生的一些重要行业 IT、汽车、轻工、医疗等的发展起着越来越重要的作用。
从目前世界上数控技术及其装备发展的趋势来看 ,其主要研究热点有以下几个方面:(1) 高速、高精加工技术及装备的新趋势(2) 5 轴联动加工和复合加工机床快速发展(3) 智能化、开放式、网络化成为当代数控系统发展的主要趋势(二)、对我国数控技术及其产业发展的基本估计我国数控技术起步于 1958 年 ,近 50 年的发展历程大致可分为三个阶段:第一阶段从 1958 年到 1979 年 ,即封闭式发展阶段。
基于单片机的数控车床XY工作台与控制系统设计报告
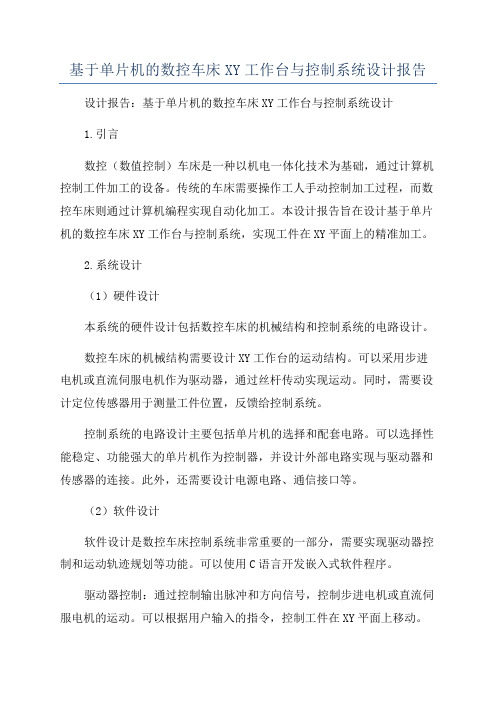
基于单片机的数控车床XY工作台与控制系统设计报告设计报告:基于单片机的数控车床XY工作台与控制系统设计1.引言数控(数值控制)车床是一种以机电一体化技术为基础,通过计算机控制工件加工的设备。
传统的车床需要操作工人手动控制加工过程,而数控车床则通过计算机编程实现自动化加工。
本设计报告旨在设计基于单片机的数控车床XY工作台与控制系统,实现工件在XY平面上的精准加工。
2.系统设计(1)硬件设计本系统的硬件设计包括数控车床的机械结构和控制系统的电路设计。
数控车床的机械结构需要设计XY工作台的运动结构。
可以采用步进电机或直流伺服电机作为驱动器,通过丝杆传动实现运动。
同时,需要设计定位传感器用于测量工件位置,反馈给控制系统。
控制系统的电路设计主要包括单片机的选择和配套电路。
可以选择性能稳定、功能强大的单片机作为控制器,并设计外部电路实现与驱动器和传感器的连接。
此外,还需要设计电源电路、通信接口等。
(2)软件设计软件设计是数控车床控制系统非常重要的一部分,需要实现驱动器控制和运动轨迹规划等功能。
可以使用C语言开发嵌入式软件程序。
驱动器控制:通过控制输出脉冲和方向信号,控制步进电机或直流伺服电机的运动。
可以根据用户输入的指令,控制工件在XY平面上移动。
运动轨迹规划:根据用户输入的参数,计算出工件在XY平面上移动的运动轨迹。
可以采用插补算法,实现平滑移动和加工轨迹自由控制。
3.系统实现(1)实现步骤首先,进行硬件设计。
根据车床的尺寸和加工需求设计XY工作台的运动结构,选择合适的驱动器和传感器。
然后,根据单片机选型,设计电路连接驱动器和传感器。
最后,设计电源电路和通信接口。
其次,进行软件设计。
根据硬件设计的结果,编写嵌入式软件程序,实现驱动器控制和运动轨迹规划等功能。
最后,进行系统调试。
根据设计的功能要求,对系统进行全面测试和调试,验证系统的稳定性和性能。
(2)实验结果通过实验验证,本设计的数控车床XY工作台与控制系统实现了工件在XY平面上的精确加工。
车床控制系统课程设计
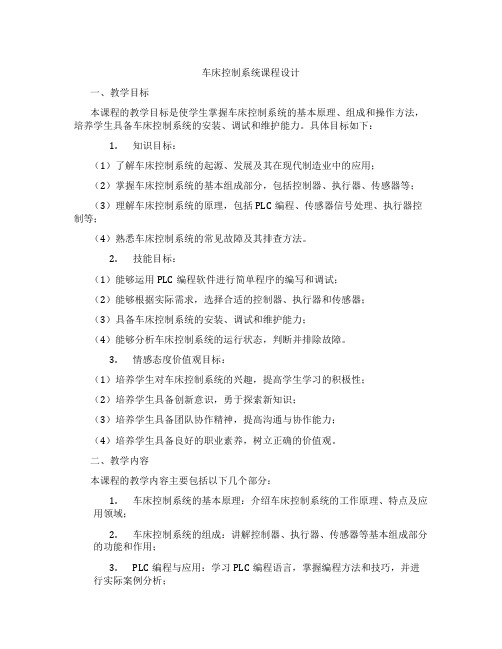
车床控制系统课程设计一、教学目标本课程的教学目标是使学生掌握车床控制系统的基本原理、组成和操作方法,培养学生具备车床控制系统的安装、调试和维护能力。
具体目标如下:1.知识目标:(1)了解车床控制系统的起源、发展及其在现代制造业中的应用;(2)掌握车床控制系统的基本组成部分,包括控制器、执行器、传感器等;(3)理解车床控制系统的原理,包括PLC编程、传感器信号处理、执行器控制等;(4)熟悉车床控制系统的常见故障及其排查方法。
2.技能目标:(1)能够运用PLC编程软件进行简单程序的编写和调试;(2)能够根据实际需求,选择合适的控制器、执行器和传感器;(3)具备车床控制系统的安装、调试和维护能力;(4)能够分析车床控制系统的运行状态,判断并排除故障。
3.情感态度价值观目标:(1)培养学生对车床控制系统的兴趣,提高学生学习的积极性;(2)培养学生具备创新意识,勇于探索新知识;(3)培养学生具备团队协作精神,提高沟通与协作能力;(4)培养学生具备良好的职业素养,树立正确的价值观。
二、教学内容本课程的教学内容主要包括以下几个部分:1.车床控制系统的基本原理:介绍车床控制系统的工作原理、特点及应用领域;2.车床控制系统的组成:讲解控制器、执行器、传感器等基本组成部分的功能和作用;3.PLC编程与应用:学习PLC编程语言,掌握编程方法和技巧,并进行实际案例分析;4.车床控制系统的安装与调试:讲解车床控制系统的安装步骤,调试方法及注意事项;5.车床控制系统的维护与故障排查:学习车床控制系统的维护方法,掌握故障排查技巧。
三、教学方法为了提高教学效果,本课程将采用多种教学方法相结合的方式进行教学,具体包括:1.讲授法:通过讲解原理、概念和案例,使学生掌握车床控制系统的基本知识;2.讨论法:学生针对实际问题进行讨论,培养学生的创新能力和团队协作精神;3.案例分析法:通过分析典型病例,使学生熟悉车床控制系统的安装、调试和维护过程;4.实验法:安排实验室实践环节,让学生动手操作,提高实际操作能力。
专科作业《数控机床》作业答案

读书破万卷下笔如有神《数控机床》作业答案数控机床作业1第1章一、1. 控制介质、数控系统、伺服系统、机床本体、反馈装置2.数字控制3.并联4.自适应控制二、1.A 2.D 3.A 4.D 5.B三、1. ×2. √3.×4.√5.√四、1. 数控机床的发展趋势(1)高速度与高精度化(2)多功能化(3)智能化(4)高的可靠性2. 数控机床一般由控制介质、数控系统、伺服系统、机床本体、反馈装置和各类辅助装置组成。
1、控制介质:信息载体2、数控系统:控制核心3、伺服系统:电传动联系环节4、反馈装置:反馈环节5、辅助装置:包括ATC、APC、工件夹紧放松机构、液压控制机构等6、机床本体:结构实体3. 数控机床的主要工作过程:(1)根据工件加工图样进行工艺分析,确定加工方案、工艺参数和位移数据。
(2)用规定的程序代码和格式编写零件加工程序单;或用自动编程软件进行CAD/CAM工作,直接生成零件的加工程序文件。
(3)程序的输入或输出。
(4)将输入到数控单元的加工程序进行试运行、刀具路径模拟等。
(5)通过对机床的正确操作,运行程序,完成零件的加工。
数控机床作业2第2章一、1. 进给传动系统 2. 电主轴 3.制动 4.消除间隙 5.卸载 6.焊接7.直接驱动的回转工作台8.位置检测9.顺序选刀10.柔性制造单元FMC二、1.C 2.C 3.C4.A 5.C 6.A 7. B三、1. ×2. √3. √4.√5.×6.√7.×四、1. 数控机床机械结构的主要特点(1) 高的静、动刚度及良好的抗振性能(2)良好的热稳定性(3)高的灵敏度(4)高效化装置、高人性化操作2. 数控机床主传动系统的变速方式、特点及应用场合1. 带有变速齿轮的主传动特点:通过少数几对齿轮降速,扩大输出扭矩,以满足主轴低速时对输出扭矩特性的要求。
应用:大、中型数控机床采用这种变速方式。
2. 通过带传动的主传动特点:电动机本身的调速就能够满足要求,不用齿轮变速,可以避免齿轮传动引起的振动与噪声。
基于单片机的数控机床控制系统设计

毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日注意事项1.设计(论文)的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)论文主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对论文支持必要时)2.论文字数要求:理工类设计(论文)正文字数不少于1万字(不包括图纸、程序清单等),文科类论文正文字数不少于1.2万字。
基于单片机的数控机床控制系统设计
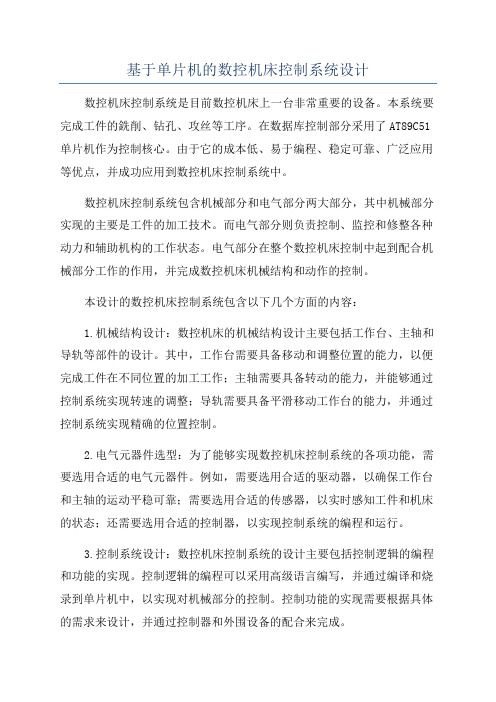
基于单片机的数控机床控制系统设计数控机床控制系统是目前数控机床上一台非常重要的设备。
本系统要完成工件的銑削、钻孔、攻丝等工序。
在数据库控制部分采用了AT89C51单片机作为控制核心。
由于它的成本低、易于编程、稳定可靠、广泛应用等优点,并成功应用到数控机床控制系统中。
数控机床控制系统包含机械部分和电气部分两大部分,其中机械部分实现的主要是工件的加工技术。
而电气部分则负责控制、监控和修整各种动力和辅助机构的工作状态。
电气部分在整个数控机床控制中起到配合机械部分工作的作用,并完成数控机床机械结构和动作的控制。
本设计的数控机床控制系统包含以下几个方面的内容:1.机械结构设计:数控机床的机械结构设计主要包括工作台、主轴和导轨等部件的设计。
其中,工作台需要具备移动和调整位置的能力,以便完成工件在不同位置的加工工作;主轴需要具备转动的能力,并能够通过控制系统实现转速的调整;导轨需要具备平滑移动工作台的能力,并通过控制系统实现精确的位置控制。
2.电气元器件选型:为了能够实现数控机床控制系统的各项功能,需要选用合适的电气元器件。
例如,需要选用合适的驱动器,以确保工作台和主轴的运动平稳可靠;需要选用合适的传感器,以实时感知工件和机床的状态;还需要选用合适的控制器,以实现控制系统的编程和运行。
3.控制系统设计:数控机床控制系统的设计主要包括控制逻辑的编程和功能的实现。
控制逻辑的编程可以采用高级语言编写,并通过编译和烧录到单片机中,以实现对机械部分的控制。
控制功能的实现需要根据具体的需求来设计,并通过控制器和外围设备的配合来完成。
4.系统调试与优化:完成控制系统的设计后,需要对整个系统进行调试和优化。
首先,可以通过对系统进行逻辑验证和功能测试来检查系统是否满足设计要求。
其次,可以通过对系统进行性能测试和负载测试来评估系统的性能和稳定性。
最后,可以通过对系统进行优化和改进来提升系统的性能和可靠性。
总之,基于单片机的数控机床控制系统设计是一个复杂而重要的任务。
plc机床控制系统设计课程设计

plc机床控制系统设计课程设计一、课程目标知识目标:1. 理解PLC(可编程逻辑控制器)的基本原理和在机床控制系统中的应用;2. 掌握机床控制系统的基本组成部分,及其在PLC控制下的工作原理;3. 学会使用PLC编程软件进行机床控制程序的编写和调试;4. 了解机床控制系统中安全、效率、精度等方面的知识。
技能目标:1. 能够运用PLC技术设计简单的机床控制程序,实现机床的基本运动控制;2. 学会使用相关工具和仪器进行机床控制系统调试,分析并解决简单故障;3. 具备团队协作能力,能够与他人合作完成机床控制系统的设计与实施。
情感态度价值观目标:1. 培养学生对PLC技术在机床控制系统中的应用产生兴趣,激发学习热情;2. 培养学生的工程意识,使其认识到技术在实际生产中的重要性;3. 培养学生严谨、负责的工作态度,注重安全、环保和可持续发展。
课程性质:本课程为实践性较强的专业课,要求学生具备一定的电工电子基础和PLC基础知识。
学生特点:高二年级学生,已具备一定的物理、数学基础,对PLC技术有一定了解,具备初步的编程能力。
教学要求:结合课程性质、学生特点,注重理论与实践相结合,强化实践操作能力培养,提高学生的综合运用能力。
通过课程学习,使学生能够将所学知识应用于实际机床控制系统的设计与实施中,为未来从事相关工作打下坚实基础。
二、教学内容1. PLC基本原理回顾:重点复习PLC的组成、工作原理和常用编程语言。
教材章节:第一章“可编程逻辑控制器概述”2. 机床控制系统基础:讲解机床控制系统的基本构成、功能及应用。
教材章节:第二章“机床控制系统基础”3. PLC在机床控制中的应用:分析PLC在机床控制中的实际应用案例。
教材章节:第三章“PLC在机床控制中的应用”4. PLC编程软件的使用:学习使用PLC编程软件进行程序编写、调试和下载。
教材章节:第四章“PLC编程软件的使用”5. 机床控制程序设计与实施:结合实际案例,指导学生进行机床控制程序的设计与实施。
车床的控制课程设计
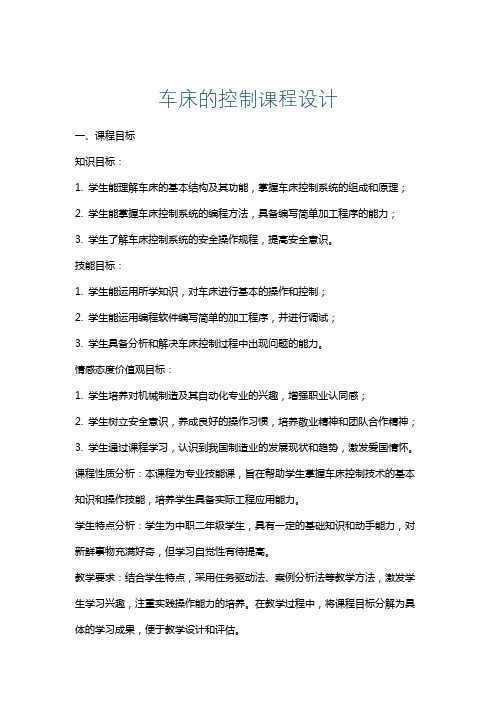
车床的控制课程设计一、课程目标知识目标:1. 学生能理解车床的基本结构及其功能,掌握车床控制系统的组成和原理;2. 学生能掌握车床控制系统的编程方法,具备编写简单加工程序的能力;3. 学生了解车床控制系统的安全操作规程,提高安全意识。
技能目标:1. 学生能运用所学知识,对车床进行基本的操作和控制;2. 学生能运用编程软件编写简单的加工程序,并进行调试;3. 学生具备分析和解决车床控制过程中出现问题的能力。
情感态度价值观目标:1. 学生培养对机械制造及其自动化专业的兴趣,增强职业认同感;2. 学生树立安全意识,养成良好的操作习惯,培养敬业精神和团队合作精神;3. 学生通过课程学习,认识到我国制造业的发展现状和趋势,激发爱国情怀。
课程性质分析:本课程为专业技能课,旨在帮助学生掌握车床控制技术的基本知识和操作技能,培养学生具备实际工程应用能力。
学生特点分析:学生为中职二年级学生,具有一定的基础知识和动手能力,对新鲜事物充满好奇,但学习自觉性有待提高。
教学要求:结合学生特点,采用任务驱动法、案例分析法等教学方法,激发学生学习兴趣,注重实践操作能力的培养。
在教学过程中,将课程目标分解为具体的学习成果,便于教学设计和评估。
二、教学内容1. 车床的基本结构与功能:车床的组成部分、各部分功能、车床的分类及特点;2. 车床控制系统组成与原理:控制系统的结构、工作原理、主要功能模块;3. 车床编程方法:编程语言、编程步骤、编程技巧;4. 车床操作与控制:基本操作方法、安全操作规程、控制参数的调整;5. 车床编程软件应用:软件操作界面、编程指令、调试与优化;6. 车床控制系统故障分析与排除:常见故障现象、原因分析、排除方法;7. 实践操作:实际操作车床,完成简单零件的加工。
教学大纲安排:第一周:车床的基本结构与功能;第二周:车床控制系统组成与原理;第三周:车床编程方法;第四周:车床操作与控制;第五周:车床编程软件应用;第六周:车床控制系统故障分析与排除;第七周:实践操作。
中南大学《数控技术》课程作业(在线作业)三及参考答案

(一) 单选题1.一台步进电动机,可控制以不同的拍数运行,()。
(A) 拍数不影响步距角(B) 拍数越多,步距角越大(C) 拍数越多,步距角越小参考答案:(C)2.步进电动机运行速度提高时,驱动转矩会()。
(A) 相应提高(B) 有所下降,(C) 不确定参考答案:(C)3.长光栅作为测量装置,在信号处理时可以采取倍频措施,倍频()。
(A) 可以提高测量精度(B) 可以提高测量速度-参考答案:(A)4.开环伺服系统,一般采用()。
(A) 交流伺服电动机(B) 直流伺服电动机(C) 步进电动机参考答案:(C)5.数控机床的进给运动,一般是()机械特性。
(A) 恒转矩(B) 恒功率参考答案:(A)6.直流伺服电机用到数控机床的进给轴上时,一般采用,()。
(A) 他励直流伺服电机。
(B) 大惯量宽调速永磁直流伺服电机和中小惯量直流伺服电机;参考答案:(B)7.现代数控机床中,若只考虑使用性能,选用导轨优先考虑()。
(A) 普通滑动导轨(B) 滚动导轨(C) 塑料粘接滑动导轨(D) 静压导轨参考答案:(D)8.数控机床的主运动,主要是()机械特性。
(A) 恒转矩(B) 恒功率参考答案:(B)9.交流伺服电机用到数控机床的主轴上时,一般采用,()。
(A) 交流感应异步伺服电机(B) 永磁同步伺服电机参考答案:(A)10.对于(半)闭环系统,,跟随误差△D越大,伺服电动机的速度()。
(A) 越低(B) 越高(C) 不受影响参考答案:(B)11.对于(半)闭环系统,,实际位置与指令位置的关系是()。
(A) 实际位置总是超前于指令位置(B) 指令位置总是超前于实际位置(C) 不确定参考答案:(A)12.数控系统软件中,直接控制加工过程的是()。
(A) 管理软件(B) 控制软件参考答案:(B)13.交流伺服电机用到数控机床的进给轴上时,一般采用,()。
(A) 交流感应异步伺服电机(B) 永磁同步伺服电机参考答案:(B)14.对于经济数控系统改造,采用()比较合适。
车床数控系统课程设计

车床数控系统课程设计一、课程目标知识目标:1. 让学生理解并掌握车床数控系统的基本组成和原理,包括数控装置、伺服系统、反馈系统等关键部分。
2. 使学生掌握车床数控编程的基础知识,包括编程语言、坐标系、常用指令等。
3. 帮助学生了解车床数控系统的应用领域和发展趋势。
技能目标:1. 培养学生能够运用所学知识进行简单的车床数控编程,并能进行实际操作。
2. 提高学生分析和解决车床数控系统在实际应用中遇到问题的能力。
3. 培养学生具备初步的故障排查和维修能力,提高设备维护水平。
情感态度价值观目标:1. 培养学生热爱机械制造事业,增强对我国制造业的自豪感和责任感。
2. 培养学生具备团队合作精神,学会在团队中发挥个人优势,共同解决问题。
3. 引导学生树立安全意识,养成严谨、细致、规范的操作习惯。
本课程针对高年级学生,结合车床数控系统的学科特点,注重理论知识与实际操作的紧密结合。
通过本课程的学习,旨在提高学生的专业知识水平,培养实际操作能力,同时激发学生的创新意识和实践精神,为我国制造业培养高素质的技术人才。
二、教学内容1. 车床数控系统基本原理:包括数控系统的组成、工作原理、功能特点等,对应教材第一章内容。
- 数控装置的构成与作用- 伺服系统的类型与原理- 反馈系统的组成与功能2. 车床数控编程知识:涵盖编程语言、坐标系、常用指令等,对应教材第二章内容。
- 编程语言的基本规则- 坐标系及其转换方法- 常用编程指令及其应用3. 车床数控系统应用与维护:介绍车床数控系统的实际应用领域、发展趋势以及常见故障的排查与维修,对应教材第三章内容。
- 车床数控系统的应用案例- 常见故障现象与原因分析- 设备维护保养方法及操作规范4. 实践操作环节:安排学生进行车床数控编程与操作实践,巩固所学知识,培养实际操作能力。
- 简单零件的数控编程与加工- 数控设备操作流程及注意事项- 故障排查与维修实践教学内容根据课程目标进行科学性和系统性的组织,注重理论与实践相结合。
机床控制系统课程设计
机床控制系统课程设计一、课程目标知识目标:1. 让学生掌握机床控制系统的基本原理和结构组成,理解各部分功能及其相互关系。
2. 使学生了解机床控制系统的常用控制策略,如PID控制、模糊控制等,并掌握其数学模型。
3. 帮助学生掌握机床控制系统设计的基本流程和关键步骤,如系统建模、控制器设计、仿真与优化。
技能目标:1. 培养学生运用所学知识分析和解决机床控制系统中实际问题的能力。
2. 提高学生运用相关软件(如MATLAB、PLC编程软件等)进行机床控制系统建模、仿真和优化的技能。
3. 培养学生团队协作和沟通表达能力,能够撰写规范的课程设计报告。
情感态度价值观目标:1. 激发学生对机床控制系统及其设计过程的兴趣,培养其探索精神和创新意识。
2. 培养学生严谨、务实的科学态度,注重理论与实践相结合。
3. 引导学生关注机床控制系统在制造业中的应用,认识到其在国家经济发展中的重要性,增强学生的社会责任感和使命感。
课程性质:本课程为专业选修课,以理论教学和实践操作相结合的方式进行。
学生特点:学生具备一定的电气工程及其自动化专业基础知识,对机床控制系统有一定了解,但缺乏实际设计和操作经验。
教学要求:结合学生特点和课程性质,注重理论与实践相结合,强化实践操作环节,提高学生的实际应用能力。
同时,注重培养学生的团队协作、沟通表达和创新能力。
通过本课程的学习,使学生能够达到上述课程目标,并为后续相关课程和实际工作打下坚实基础。
二、教学内容1. 机床控制系统的基本原理与结构:包括机床控制系统的功能、分类及其在制造业中的应用;机床硬件系统、软件系统的组成及其相互关系。
参考教材章节:第1章机床控制系统概述。
2. 机床控制策略:介绍PID控制、模糊控制等常用控制策略的原理及其数学模型;分析不同控制策略在机床控制系统中的应用。
参考教材章节:第2章机床控制策略。
3. 机床控制系统设计流程:讲解系统建模、控制器设计、仿真与优化等关键步骤;介绍相关设计方法及注意事项。
简易数控XY工作台机电系统的设计课程设

简易数控XY工作台机电系统的设计课程设课程设计义务书丁宇宁江西冶金职业技术学院机电工程系二0逐一年十月目录1课程设置目的、课程设计要求及本卷须知……………………1.1课程设置目的……………………………………………………1.2课程设计要求……………………………………………………1.3课程设计本卷须知………………………………………………2课程设计标题……………………………………………………2.1课程设计标题……………………………………………………2.2 设计参数内容及要求……………………………………………2.3 提交资料…………………………………………………………3课程设计说明书要求……………………………………………4设计计算说明书封面……………………………………………5考核方式…………………………………………………………6参考资料…………………………………………………………1 课程设置目的、课程设计要求及本卷须知1.1 课程设置目的«机电一体化系统设计»课程设计是大先生在完成«机电一体化系统设计»等专业课学习后,停止综合性实际性教学环节,总的目的是在教员的指点下,使先生经过课程设计,对所学课程实际知识停止一次系统的回忆反省温习和提高,并运用所学实际,经过调研,设计一个机电控制方面的课题,遭到从实际到实际运用的综合训练,培育先生独立运用所学实际处置详细效果的才干,详细有以下几点:1〕经过检索查阅运用有关手册、规范及参考资料,培育起先生检索查阅资料、运用资料的方法和才干。
2〕经过回忆查阅课程实际知识、运用所学的基础课,专业技术课和专业课知识,培育先生依据实践效果正确设计总体方案, 剖析详细效果、停止工程设计的才干。
课程设计将机电专业课程的相关内容无机结合起来,先生遭到完整的设计训练进程,使先生掌握机电工程设计的基本方法,提高其剖析和处置实践工程效果的才干,培育先生的全体观念,并将整个课程内容无机而系统地结合起来。
简易数控工作台及其控制系统设计

简易数控工作台及其系统设计摘要目前在多种机械设备中均需要精密定位,而其中的三维精密定位工作台作为关键部件将直接影响其整机的性能和精度。
为保证机器性能,工作台要在X方向和Y方向实现快速准确的定位,并且要求在Z方向能够实现精确调整和定位,要实现快速和准确定位,必须对工作台进行改装,使用步进电机和控制卡。
本文设计的工作台就是基于单片机控制的三维数控工作台。
建立一台在技术性、经济性、实用性等方面都比较良好的数控三维工作台,作者在完成课题期间研究了数控系统、交流伺服系统、单片机运动控制卡、55BF009交流伺服步进电机,做了很多设计、安装和调试工作。
工作台机械结构的设计与安装。
计算并选择了步进电机,丝杠螺母副、直线滑动导轨副,轴承,设计、联系制作了与工作台连接的连接板及实验台导轨、架体等。
为下一步进行全闭环控制作好了准备工作;伺服系统的选择、安装和调试工作。
计算并选择了伺服电机,进行了伺服电机及单片机运动控制卡的连接与调试;运动程序的编写。
实现了数控工作台的直线等动作。
三维数控工作台伺服系统控制分两部分,一是:x-y部分控制,二是:z方向控制,首先通过STC12C5412型单片机控制X轴和Y轴的步进电机,然后通过89C51控制Z轴的单片机。
STC12C5412型单片机有两个PWM波发出口,可同时发出两个脉冲来控制两个步进电机,发出的两个脉冲通过控制器放大信号来控制步进电机。
89C51型单片机控制一个步进电机,通过控制器来放大信号达到驱动步进电机的目的。
PC机接入单片机,它发出的脉冲不足以驱动步进电机转动,必须接入一块控制器来放大信号达到步进电机驱动电压可以使步进电机转动。
为了使步进电机带动丝杠能记住行驶任意路程,本程序还加入了光耦,它可以使步进电机记忆它的起始位置。
关键词数控系统;三维工作台;步进电机;丝杠螺母副;直线导轨;单片机The design of 3D shape and the system fordetecting and measuring of the test-bedAbstractTo study the influence of the parameters of open NC servo feed systems and spatial geometry error on the precision and find methods to realize the high precision control of numerical control (NC) system, the development of the control system of a two-axis NC worktable ,consisting of ball screws and linear roller guides, was presented in this thesis. The system is based on an open architecture PMAC (Programmable multi-Axis controller) motion control card to realize real-time control. Some experiments concerning control test and error measurement and analysis can be carried out on the designed worktable. At first, the configuration of control system of the 3D NC worktable Was proposed ,and its software was developed. Modular software development concept featured the system design, which includes the following modules: machining position and speed sampled display module; file management module; parameters setting module; error diagnosis module; precision analysis module; manual debugging module; machine simulation module; help module.As one of focuses, the error measurement and precision analysis of the worktable were emphasized in the development of the system software. Series of experiments about system control and precision were made on the worktable. The precision characteristics of the half-loop and closed-loop position feedbacks were analyzed. Through comparing the theoretical analysis with the data collected from experiments ,a conclusion has been drawn that the smallestcontour error will be got if the two axes have the same servo characteristics. The ball-bar ,which is considered to be more reliable than linearscales in measuring contour error, was used to measure the circular motion of the system. The experiment result showed that the contour error of the system was big .By analysis of the error source based on a mathematical model of the measuring system proposed in this thesis, it was found that it was the installation inclination of linear scales that caused so big error. By compensating the error with the measured result by the ball-bar ,the precision of the control system had been improvedKeywords Numerical Control System; Closed- loop Position Feed back; High Precision; Linear Scale目录摘要 (I)Abstract ................................................................................................................ I I第1章绪论 (1)1.1 课题研究意义 (1)1.2 课题现状 (1)1.3 课题研究主要内容 (2)1.4 本章小结 (2)第2章三维数控工作台整体设计方案 (3)2.1 三维数控工作台的工作原理 (4)2.2 工作台设计总体方案的确定 (4)2.3 本章小结 (4)第3章三维数控工作台分体方案设计 (5)3.1 电动机的选择 (5)3.1.1步距角的选择 (6)3.1.2步进电机输出转矩的选择 (6)3.1.3启动矩频特性校核 (8)3.1.4工进运行矩频特性校核 (8)3.2初选丝杠 (9)3.2.1最大工作载荷的计算 (10)3.2.2传动效率计算 (11)3.2.3刚度验算 (11)3.2.4压杆稳定性验算 (12)3.3导轨的选型和计算 (12)3.4轴承校核 (13)3.5 确定工作台尺寸 (14)3.6传动系统等效转动惯量计算 (14)3.6.1步进电机转动惯量 (15)3.6.2丝杠的转动惯量 (15)3.6.3工作台转动惯量 (15)3.6.4总转动惯量计算 (15)3.7 本章小结 (15)第4章三维数控工作台的Pro/E三维建模 (16)4.1 Pro/E简介 (16)4.2 Pro/E的界面介绍 (16)4.3导轨三维模型的建立实例介绍 (17)4.3.1建立新文件 (17)4.3.2建立拉伸特征 (18)4.3.3建立孔特征 (19)4.3.4建立阵列特征 (21)4.3.5颜色和外观 (21)4.4 本章小结 (22)第5章三维数控工作台伺服系统系统设计 (23)5.1步进电机的控制 (23)5.1.1步进电机开环伺服原理 (23)5.1.2 步进电机控制原理 (24)5.2单片机设计(硬件详细接线图见图纸) (25)5.2.1逐点比较法直线插补 (25)5.2.2程序设计 (26)5.3本章小结 (29)结论 (30)致谢 (31)参考文献 (32)附录 (33)第1章绪论1.1 课题研究意义为了研究开放式数控系统,深入了解其软件与硬件的机理、调试手段,以及研究高速、高精度数控系统的特性,进行动力学误差分析,掌握误差补偿的方法,本课题将建立数控三维三轴工作台。
课程设计(论文)数控机床主轴系统的plc控制设计

目录一. 目的与要求 (2)二.步进电机的工作原理 (2)三.可编程逻辑控制器概述 (3)四. 输入输出信号分析与PLC I/O分配图 (5)五. PLC的选型 (6)5.1 PLC的类型 (6)5.2 输入输出模块的选择 (7)5.3 电源的选择 (7)5.4 存储器的选择 (7)六. 主要元器件的型号选择 (8)七. 控制程序 (8)八. 梯形图设计 (9)九. 指令表 (10)十.运行与调试程序 (13)十一.总结 (14)十二.参考文献 (14)一.目的与要求通过对某数控机床主轴系统的PLC控制设计,使学生熟练掌握PLC在数控机床主轴系统的控制作用、动作顺序与原理,并学会应用PLC。
主轴系统的PLC控制——主轴的控制包括控制转速、正反转及步数。
控制要求:①步进电机为连续可控动行操作;②有正反转功能,由一个控制开关控制,开关合上为正转,断开为反转;③有停止开关;④转速分四级,转速控制由两个输入开关通过编码后实现。
通过本课程设计,完成:①输入输出信号分析与PLC I/O分配图②PLC选型③主要元器件型号的选择④程序设计⑤完成梯形图设计并完成相应指令。
要求独立完成主轴系统的PLC控制设计,包括程序的编制和调试,并根据规定格式完成课程设计说明书的撰写。
二.步进电机的工作原理步进电动机是一种将电脉冲信号转换成角位移或线位移的机电元件。
步进电动机的输入量是脉冲序列,输出量则为相应的增量位移或步进运动。
正常运动情况下,它每转一周具有固定的步数;做连续步进运动时,其旋转转速与输入脉冲的频率保持严格的对应关系,不受电压波动和负载变化的影响。
由于步进电动机能直接接受数字量的控制,所以特别适宜采用微机进行控制。
图1 三相反应式步进电动机的结构示意图1——定子 2——转子 3——定子绕组图1是最常见的三相反应式步进电动机的剖面示意图。
电机的定子上有六个均布的磁极,其夹角是60º。
各磁极上套有线圈,按图1连成A、B、C三相绕组。
基于单片机的数控车床XY工作台与控制系统设计报告

基于单片机的数控车床XY工作台与控制系统设计摘要了解数控机床的概念,所谓数字控制是按照含有机床(刀具)运动信息程序所指定的顺序自动执行操作的过程。
而计算机数控机床就是数控机床在计算机监控下进行工作。
它的优点很多,可以在同一机床上一次装夹可完成多个操作,生产率显著提高等优点,但它的价格昂贵。
由于我国现在使用的机床大多数为普通车床,自动化程度低,要更新现有机床需要很多资金。
为了解决这个问题,也为了适应多品种中、小批量零件加工我们选择机床经济型数控改造。
纵向进给机构的改造:拆去原机床的溜板箱、光杠与丝杠以及安装座,配上滚珠丝杠及相应的安装装置,纵向驱动的步进电机及减速箱安装在车床的床尾,不占据丝杠空间。
横向进给机构的改造:拆除横向丝杠换上滚珠丝杠,由步进电机带动。
关键词:运动信息,滚珠丝杠,步进电机Single Chip Microcomputer-based XY table CNC lathe andControl System DesignABSTRACTNumerical Control (NC) is any machining process in which the operations are executed automatically in sequences as specified by the program that contains the information for the tool movement .When Numerical Control is performed under computer supervision, it is called Computer Numerical Control (CNC).CNC machines have many advantages over conventional machines. For example, there is a possibility lf performing operations on the same machine in one setup and production is significantly increased. One of its disadvantages is that they are quite expensive. In our country conventional machine is used widely. So if the machines are replaced, there is going to need a large money. In order to agree with the development of our economy, we can reform the conventional machines. The reformation of the tool movement: we demolish the current smooth leading, leading screw and installing stand. Then replace the ball leaking to the relevant position. The reformation of the horizontal mechanism: we make the horizontal ball lead screw instead of the conventional screw. And Stepper motor drives the screw.KEY WORDS: tool movement,conventional machines,Stepper motor第一章绪论1.1数控机床的生产与发展装备工业的技术水平和现代化程度决定着整个国民经济的水平和现代化程度,数控技术及装备是发展新兴高新技术产业和尖端工业的使能技术和最基本的装备,又是当今先进制造技术和装备最核心的技术。
单片机机床课程设计
单片机机床课程设计一、课程目标知识目标:1. 学生能够理解单片机的组成、工作原理及其在机床控制中的应用。
2. 学生能够掌握机床的基本操作流程,如启动、停止、回零、手动和自动运行。
3. 学生能够了解并描述机床编程的基本指令,如直线插补、圆弧插补等。
技能目标:1. 学生能够运用单片机进行机床的基本控制,完成简单的加工程序编写和运行。
2. 学生能够独立进行机床操作,解决加工过程中遇到的问题。
3. 学生能够通过实际操作,掌握机床的安全操作规程和日常维护方法。
情感态度价值观目标:1. 学生培养对机床控制技术的兴趣,激发创新意识和探索精神。
2. 学生认识到单片机在机床控制中的重要性,理解其在现代制造业中的应用价值。
3. 学生通过实践活动,增强团队合作意识,培养严谨、负责的工作态度。
课程性质:本课程为实践性较强的课程,结合理论知识和实际操作,培养学生动手能力。
学生特点:初三学生,具备一定的电子技术和机床基础知识,好奇心强,喜欢动手实践。
教学要求:结合学生特点,注重理论与实践相结合,突出实际操作,提高学生的动手能力和解决问题的能力。
将课程目标分解为具体的学习成果,以便在教学过程中进行有效评估。
二、教学内容1. 单片机基础知识:介绍单片机的组成、工作原理、功能及应用场景,重点讲解单片机在机床控制中的作用。
教材章节:第一章单片机概述2. 机床基本操作:讲解机床的基本操作流程,包括启动、停止、回零、手动和自动运行等。
教材章节:第二章机床操作与维护3. 机床编程:介绍机床编程的基本指令,如直线插补、圆弧插补等,并通过实例进行讲解。
教材章节:第三章机床编程与加工4. 单片机控制机床:讲解如何运用单片机进行机床的基本控制,包括程序编写、调试及运行。
教材章节:第四章单片机在机床控制中的应用5. 实践操作:安排学生进行机床操作,编写简单的加工程序,并实际运行。
教材章节:第五章实践操作6. 安全操作与维护:强调机床安全操作规程,介绍日常维护方法及注意事项。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
简易数控机床控制系统设计学号:0601302009 专业:机械电子工程姓名:浦汉军 2007,9,10 南宁任务:设计以单片机为控制核心的简易数控机床的数字程序控制器。
要求1、能用键盘控制工作台沿+X、-X、+Y、-Y向运动,以校正工作台位置。
2、可用于加工直线和圆弧。
3、在运行过程中可人工干预而紧急停车。
4、能实现越界报警。
5、可与PC机通讯。
总体方案设计一、数控系统硬件电路设计选用MCS-51系列的8031CPU作为数控系统的中央处理机。
外接一片EPROM用于存放控制程序、固定批量生产的工件加工程序和数据,再选用一片8kb的6264RAM作为存放试制工件或小批量生产的工件加工程序和数据。
由于系统扩展,为使编程地址统一,采用74LS138译码器完成译码法对扩展芯片进行寻址的功能。
还要考虑机床与单片机之间的光电隔离、功率放大电路。
其设计框图如下图所示:工作原理:单片机系统是机床数控系统的核心,通过键盘输入命令,数控装置送来的一系列连续脉冲通过环形分配器、光电耦合器和功率放大器,按一定的顺序分配给步进电动机各相绕组,使各相绕组按照预先规定的控制方式通电或断电,这样控制步进电动机带动工作台按照指令运动。
1.各单元电路设计1.1存储器的扩展选择晶体振荡器的工作频率f为12MHz。
主控器CPU选用8031,根据容量估算,选用一片2764作为程序存储器,一片6264作为数据存储器。
同时,还采用一片74LS373作为地址锁存器。
1.2程序存储器2764EPROM 是用紫外线可擦除的半导体只读存储器, 2764芯片引脚的介绍如下。
P0~P7:数据线,输出。
编程时代码输入。
A0~A7:地址线,输入。
CE :片选信号,低电平有效,输入:读信号,低电平有效,输入PGM :编程脉冲输入端,输入Vpp :编程电压(典型值为12.5V) Vcc :电源(+5V) GND :接地(0V)TD 011D 112D 213D 315D 416D 517D 618D 719A 010A 19A 28A 37A 46A 55A 64A 73A 825A 924A 1021A 1123A 122G N D 14C E 20PG M27V c c 28V p p1N C 26O E 222764图1.2 2764引脚图1.3数据存储器62641)6264为24脚双列直插式器件,其引脚图和逻辑符号图如图1.3所示。
A0~A12:地址输入线。
D0~D7:双向三态数据线。
:片选信号输入线,低电平有效。
CE2:片选信号输入线,高电平有效,可用于掉电保护。
:读选通信号输入线,低电平有效。
:写允许信号输入线,低电平有效。
输出允许编程 逻辑 译 码输出缓冲256 256存储矩阵A12 A11``` A0OEPGMCED0 ``` D7:工作电源电压(+5V)。
GND :电源地。
N C 1A 122A 73A 64A 55A 46A 37A 28A 19A 010D 011D 112D 213G N D14D 315D 416D 517D 618D 719C E120A 1021O E 22A 1123A 924A 825C E226W E 27V c c 286264图1.3 6264引脚图和逻辑符号图2)6264芯片操作方式选择如表1.1所示。
如表1.1CEWEOE 方式 功能0 0 1 写 D0~D7上内容写入A0~A10对应单元 0 1 0 读 A0~A10对应单元内容输出到D0~D7XX非选D0~D7呈高阻1.4键盘显示电路根据系统要求,通过键盘输入命令来实现对机床工作台的运行控制。
一共需要五个键,四个分别控制工作台向+X 、-X 、+Y 、-Y 方向运行,另一个作启动键;通过LED 数码管显示工作台的运行位置,行程范围为10米,精确到0.01米,所以用了4个LED 数码管采用动态显示。
采用键盘显示器接口8279来实现键盘显示功能。
它主要由以下几部分组成。
1)I/0控制和数据缓冲器; 2)控制和定时寄存器及定时控制部分; 3)扫描计数器;4)回送缓冲器与键盘去抖控制电路;A12 Vcc` WE ` CE2 A0 OE D0 1CE ``` GND D75)FIFO(先进先出)寄存器和状态电路;6)显示器地址寄存器及显示RAM。
下面对引脚名称作简要说明。
DB0~DB7:双向数据总线,用来传送8279与CPU之间的数据和命令。
CLK:时钟输入线,用以产生内部定时的时钟脉冲。
RESET:复位输入线,8279复位后被置为字符显示左端输入,二键闭锁的触点回弹型式,程序时钟前置分频器被置为31,RESET信号为高电平有效。
CS:片选输入线,低电平有效,单片机在CS为低时可以对8279进行读/写操作。
A0:缓冲器低位地址,当A0为高电平时,表示数据总线上为命令或状态,当为低进先出寄存器FIFO中,同时产生中断请求信号IRQ,向CPU请求中断。
当CPU响应中断,执行中断服务程序,并从FIFO中读取编码数据之后,则IRQ信号自动撤消。
如果上一个键的编码数据尚未取走,下一个键盘又被按下,则新的键码进入FIFO 中。
由于FOIO中由8个存储单元组成,故最多可依次暂存8个键码。
只有在读完所有数据时,IRQ信号才会撤消。
在中断程序中,CPU是用片外取数指令(MOVX指令)从FIFO中读取数据。
1.5反应式步进电动机的选择根据所获得的信息和实际要求,选用步进电机为75BF001型三相六拍反应式步进电机,其工作电压为+24V,相电流为3A,步距角为1.5度。
3.2.5.1环行脉冲分配器由于本设计选择三相步进电动机75FB001,相对应选择可以控制三相步进电动机的5G8713集成电路芯片。
表1.2 8713引脚功能P1.0 3 13 A相驱动P1.1 45V 12 B相驱动8051系列87135 11 C相驱动单片机 671.7脉冲分配器与单片机接口1.6保护电路采用光电耦合器接口把控制计算机和外部驱动电路完全隔离开来。
具体的光电耦合器如图1.8。
驱动电路本设计采用的驱动电源是功率开关集成电路TWH8715/2。
这是一个集放大、比较、选通、整形和功率开关于一体的高速功率开关集成电路。
其真值表分别见图 1.9及表3.7。
1)TWH8715/2引脚功能[18]1——控制端(高电平有效,TTL电平,下同)2——输入端(选通端低电平有效)3——V-(单电源使用时,接地)4——输出端5——V+(工作电压:+12V—+24V)由TWH8715/2组成的步进电机驱动电路(只画出了A相,B、C相同)原理见图1.10。
其工作原理为:无信号时,光敏三极管截止,2角电位等于1角电位,为高电平;输出端4角也为高电平,即电枢绕组无电流通过;有信号时,光敏三极管受光照而导通,将2角电位拉低至零电平,输出端4角也将下降至输出管饱和电平(约1.6V),这时电枢绕组中有励磁电流流过。
其中V1起续流作用;随工作脉冲频率的升高,电路中呈现的感抗也随之增大,外接限流电阻R3就可以起到降低阻耗的作用。
表1.3 TWH8715/2输入输出状态真值Pint1(st) Pint2(in) Pin4(out)X(任意状态) H(高电平大于1.6V) OFF输出极截止L(低电平小于1.2V) L(低电平小于1.2V) OFF输出极截止H (高电平大于1.6V) L(低电平小于1.2V) ON输出极接通二、数控系统软件设计2.1加工指令1)加工指令每一条加工指令应包括那些内容与采用那种插补计算方法有关。
我们采用逐点比较法,则每一条加工指令应包括下列内容:(1)线型:直线或圆弧及它所在的象限、走向。
(2)X轴坐标:加工直线时,它为直线的X轴终点坐标(Xe),坐标原点取在直线起点。
加工圆弧时,它为圆弧的X轴起点坐标值(Xe),坐标原点取圆弧的圆心。
(3)Y轴坐标值:加工直线时,它为直线的Y轴终点坐标(Ye),坐标原点取在直线起点。
加工圆弧时,它为圆弧的Y轴起点,坐标原点取圆弧的圆心。
(4)总步数J: X、Y轴走步数之和。
本系统使用的加工指令由连续的4个字节组成(不包括加工速度等参数),各个字节的内容定义如下(规定FF为加工结束指令,只占一个字节):(a)第1个字节为线型;(b)第2字节为X坐标值;L1(c)第3字节为Y坐标值;(d)第4为字节为总步数。
2.2编程示例若加工如图所示的扇形工件,其加工程序由下列4条指令组成:(1)L1:Xe=5 Ye=2 j=7(2)NR1:Xe=5 Ye=2 j=6(3)L2: Xe=5 Ye=2 j=7加工结束指令0FFH机器编码程序如下:04H 05H 02H 07H0CH 05H 02H 06H06H 02H 05H 07H0FFH2.3控制程序根据总电路图的硬件结构和加工指令格式,以直线圆弧插补计算方法来设计控制程序。
整个控制程序由主程序、T0中断程序和外部/INTO中断程序组成。
4.3.1主程序主程序首先执行系统初始化工作,然后循环扫描键盘,如果键盘上有键入命令则做相应的命令处理,如果键入启动命令,则做好运行前准备工作以及有关指针和标志初始化。
对中断系统初始化,T0向CPU请求中断,使CPU执行部件加工程序,允许外部INTO中断,在人工干预按下急停键时停止加工部件。
接着循环查询加工结束标志,加工结束后又等待键命令或主机命令。
2.3.2 T0中断服务程序T0中断服务程序的功能是执行加工程序,一条指令执行完再取新的加工指令,直到遇到停机时关中断,置位结束标志。
在加工指令执行过程中,根据线型做直线圆弧的插补计算。
T0中断程序框图如下:INT中断程2.3.3 0序INT中断程序的功能是实现急停、行程开关的功能。
由于只有2个外部中断请求中断接口,而本设计需要多对个外部中断源,所以采用“OC门”经“线或”后,引入芯片本身的外部中断请求输入端,就可以很方便地扩展多个外部中断源。
几个扩展外部中断源中有一个或几个出现高电平,反相INT低电平触发中断,所以这些中断源都是电平触发方式。
本设计中器输出为0,引用0当工作台越界时,行程开关闭合即满足外部中断源请求条件,则CPU响应中断,转入0003H单元开始执行中断源服务程序。
在中断服务程序中,由软件设定的顺序查询外中断哪一位是高电平,然后进入该中断处理程序。
查询的顺序就是外部扩展中断源的中断INT中断源查询程序的流程图如下。
优先级顺序。
本设计的02.3.4 步进电动机的位置控制步进电动机的位置控制需要两个参数。
第一个参数是步进电动机控制的执行机构当前的位置参数,叫绝对位置。
它是有极限的,其极限是执行机构运行位置的距离,超越了这个极限就报警。
第二个参数是从当前位置移动到目标位置的距离,我么可以用折算的方式将这个距离折算成步进电动机的步数。