成都院生料辊压机终粉磨系统成功投运
辊压机双闭路水泥联合粉磨系统提质降耗技术措施

辊压机双闭路水泥联合粉磨系统提质降耗技术措施
邹伟斌;李彩霞
【期刊名称】《新世纪水泥导报》
【年(卷),期】2022(28)2
【摘要】5 000 t/d水泥熟料生产线配置双闭路联合粉磨系统,因熟料与矿渣易磨性特别差,生产P·O42.5级水泥系统产量只有105 t/h左右,粉磨电耗高达37.6 kWh/t,3 d抗压强度偏低。
对该辊压机预粉磨段、管磨机段和成品选粉机段存在的技术细节问题进行诊断,提出整改措施:首先应对辊压机预粉磨段挤压做功效率以及管磨机段存在的不足实施改进,大幅度提高出磨物料中的成品比例,能够显著降低成品选粉机循环负荷率,同时,改进成品选粉机系统存在的问题,提高选粉效率,实现粉磨系统高产低能耗。
整改后,系统产量提高至148 t/h,电耗降至32.3 kWh/t水泥;对水泥细度与比表面积控制指标进行调整,在熟料配比不变的前提下,水泥的3 d抗压强度显著提高。
【总页数】9页(P30-38)
【作者】邹伟斌;李彩霞
【作者单位】中国建材工业经济研究会水泥专业委员会;清水河蒙西水泥有限公司【正文语种】中文
【中图分类】TQ172.632.1
【相关文献】
1.带辊压机的水泥预粉磨系统提产降耗系列整改
2.辊压机双闭路联合粉磨系统水泥标准稠度需水量偏高的调整措施
3.改善辊压机双闭路联合粉磨系统“选择性磨细”现象的方法
4.辊压机双闭路联合粉磨系统增产技术案例分析
5.辊压机联合粉磨系
统提质降耗技改实践与体全
因版权原因,仅展示原文概要,查看原文内容请购买。
对辊压机生料终粉磨系统的相关研究
对辊压机生料终粉磨系统的相关研究作者:鲍文华来源:《中国房地产业》 2017年第14期【摘要】本文简述了辊压机生料终粉磨的耗电优势,分析了目前辊压机生料终粉磨系统中存在的问题及原因,同时提出了解决辊压机生料终粉磨系统问题的对策,以供参考。
【关键词】辊压机;生料终粉磨;问题;措施辊压机属于新型水泥节能粉磨设备,除了能够有效节能外,还能降低噪声污染,在现代水泥生产工艺中发挥着举足轻重的作用。
以往辊压机主要用于水泥粉磨系统,包括水泥挤压混合粉磨、水泥联合粉磨、水泥半终粉磨等多种形式。
辊压机生料终粉磨系统近几年才发展起来,已经体现出其优势,对水泥生产企业节能和降低成本的效果显著。
与立磨相比,电耗低是最大优势。
但受原料水分、含泥量、烘干能力和辊套使用寿命影响,仍未达到全国推广的阶段。
1、辊压机生料终粉磨的耗电优势辊压机终粉磨系统比立磨系统节电的主要原因在于:辊压机系统中的“选粉-烘干-风扫”用风风量和阻力比立磨低,表现为系统通风电耗降低。
辊压机系统阻力约为立磨系统阻力的60%,风量约为立磨系统风量的95%,这样系统通风电耗约为立磨的57%,一般立磨系统风机电耗为7.0kWh/t 左右,则辊压机系统风机电耗仅为4.0kWh/t 左右。
假设原料易磨性中等,在生料细度相同的情况下,辊压机系统可比立磨系统节电3.0kWh/t 左右,即节电20%。
2、辊压机生料终粉磨系统存在的问题本文以某5500t/d 辊压机生料终粉磨系统为例,该辊压机生料终粉磨系统的生料产量控制在1700t/h - 1950t/h 之间,但是在实际运行的过程中出现许多问题,具体包括:2.1 产量低该辊压机生料终粉磨系统的喂料量在175t/h左右,当产量提高后悔出现提升机电流不稳、辊压机电流被动以及料仓料位上下浮动等问题。
2.2 回料输送斜槽堵塞选粉后粗料在输送回稳料仓时发生堵塞斜槽的问题,经常出现被迫停机的问题。
2.3 提升机跳停进、出辊压机提升机电流不稳定,当电流升高至350A 时会出现跳停的现象,导致整个辊压机生料终粉磨系统停产。
CDG辊压机生料终粉磨系统的设计特点及应用

CDG相压机生料终粉磨系统的设计特点及应用文章正文摘要:节能和降低成本是生料制备技术发展的原动力。
采用“辐压机+静态选粉机”组合方式的生料较压机终粉磨系统,由辐压机来完成对原料的粉碎、挤压和研磨过程,以提高系统产量并降低粉磨能耗;同时在完全没有动力消耗的静态选粉机中引入窑尾废气作为烘干热源,综合完成对原料的烘干、打散、分级和选粉过程,优化了工艺流程,降低了系统能耗。
关键词:生料辐压机终粉磨O引言生料制备技术的发展是新型干法水泥生产技术进步的一个重要部分。
节能和降低成本是生料制备技术发展的原动力。
在同样的物料特性和运行管理水平下,短压机终粉磨工艺的系统电耗相对于立磨粉磨工艺的系统电耗降低3~4kWh∕t o2010年4月,由成都建材工业设计研究院有限公司提供设计和装备的生料辐压机终粉磨系统在青海新型建材工贸有限公司成功投入运行。
该系统采用“辐压机+静态选粉机”的组合方式,由轮压机来完成对原料的粉碎、挤压和研磨过程,以提高系统产量并降低粉磨能耗;同时在完全没有动力消耗的静态选粉机中引入窑尾废气作为烘干热源,综合完成对原料的烘干、打散、分级和选粉过程,极大地优化了工艺流程,降低了系统能耗,系统各项技术指标达到先进技术水平。
本文就CDG转压机生料终粉磨系统的设计特点及应用进行介绍。
1系统主要工艺流程由原料配料带式输送机送来的配合原料,经气动正三通分料阀、单层双门重锤锁风阀锁风后,与轻压机出料混合后进静态选粉机。
静态选粉机分选后的粗颗粒经斗式提升机喂入称重稳流仓,出仓物料经单层棒闸、气动截断阀和电动插板阀喂入轻压机,物料经辐压机挤压破碎后喂入循环斗提机,与原料配料来的物料混合后喂入静态选粉机分选。
见图1。
图ICDG辐压机生料终粉磨系统1-皮带输送机;2-金属探测仪;3-气动正三通分料阀;4T型选粉机;5-斗式提升机;6-稳流仓;7~耨压机;8-循环斗式提升机;9-动态选粉机;10-旋风分离器;11-循环风机;12-空气输送斜槽.静态选粉机内与物料逆向的气流携带较小的料粒经过导叶系统从选粉机顶部排出进人动态选粉机。
Φ1.8m×1.4m生料辊压机终粉磨系统的应用
Φ1.8m×1.4m生料辊压机终粉磨系统的应用张志强;唐丽娜【期刊名称】《水泥工程》【年(卷),期】2016(000)006【总页数】2页(P43-44)【作者】张志强;唐丽娜【作者单位】河北金隅鼎鑫水泥有限公司二分公司,河北石家庄050200;河北金隅鼎鑫水泥有限公司二分公司,河北石家庄050200【正文语种】中文【中图分类】TQ172.6+3河北金隅鼎鑫水泥有限公司二分公司一线日产4000t熟料生产线,2003年建成投产。
生料粉磨系统采用了两台Φ4.6m×(10+3.5)m中卸烘干磨配套TLS3100组合式选粉机组成的闭路粉磨系统。
随着窑系统产能的不断提高及相关政策发展,生料粉磨系统已不能适应目前生产形势,分析如下:(1)不能满足国家相关政策要求。
2013年10月1日,《水泥单位产品能源消耗限额》标准实施,要求可比熟料综合电耗限定值为≤64 kWh/t;同时河北省自2014年开始组织清洁生产对标,要求可比熟料综合电耗≤60 kWh/t。
按以上两项政策,需把可比熟料综合电耗控制在60kWh/t以下。
我公司生料粉磨系统采用了管磨机,电耗高。
如采用辊压机系统可将可比熟料综合电耗降至57kWh/t左右,满足政策要求。
按2014年水泥准入执行限额值要求,二分公司生料制备工段电耗超出限额5.06kWh/t。
而采用辊压机系统可将生料工序电耗降至21kWh/t以下,满足要求(22 kWh/t)。
同时可以合理利用峰谷电价,进一步降低生产成本,提高企业竞争力。
(2)经过十多年的使用,现有球磨设备老化,存在一定隐患,为了维持运转每年需要增加大量投资。
(3)“十二五”期间要求完成节标煤11.08万t。
没有节能技改项目支撑,难以完成。
通过借鉴改造经验,结合对山东几家水泥公司生料辊压机终粉磨系统应用的实地考察,决定对我公司生料粉磨系统进行改造。
通过对比选择,我公司最终采用天津院设计、中材装备制造的RP180-140型辊压机配套立式动态选粉机组成的生料辊压机终粉磨系统,具体设备型号及参数见表1,工艺流程见图1。
带独立烘干热源的辊压机生料终粉磨系统的工艺设计
Ab s t r a c t : T h i s p a p e r c o n t a i n s s e l e c t i o n c a l c u l a t i o n o f ma i n e q u i p me n t s o f t h e r o l l p r e s s f i n i s h g r i n d i n g s y s t e m
作原 理 不 同 , 所 以各有 优缺 点 。近几 年 随着辊 压机
终粉磨 系 统工 艺流 程见 图 1
1 . 2 卧式 选粉 机 的选 型
ቤተ መጻሕፍቲ ባይዱ
卧式 选粉 机作 为选粉 设 备 , 则选 粉 风 量 L 。 , ( m3 /
h ) 为:
t , = 1 O 0 0 x m/ b
技术 的 日益成 熟 . 作为 一种 新 的生料 制备 方式 备受
该 系统 要求 设 计 产量 2 5 0 t / h . 细 度 要求 R 9 0 <
1 4 %。 R 2 0 0 < 1 . 5 %。 辊压 机 已选定 规格 为 1 8 0 0 m m ̄
L x = k 1 x k 2 x L x ( 2 7 3 + t ) / 2 7 3
Ke y wo r d s :r a w ma t e r i a l g r i n d i n g ; r o l l e r p r e s s ; d yi r n g
0 引 言
腾炉 的能 力进 行选 型参 数 该改造 项 目辊压 机 生料
目前 新 型干 法 水 泥熟 料 线 生料 粉 磨 普 遍采 用 中卸 磨 、 立磨 、 辊 压机终 粉磨 三种 方 式 。 因各 自的工
辊压机生料终粉磨应用实例浅析
含 水 物 料 , 库 底 计 量 、 铁 后 经 除
先送入 V型选粉机进行 预烘干 .
6
提升机
2
型号:S I0 , N E O0提升能力 1 0t , : 9k 0/ 功率 2 0W 0 h x
再 由提 升 机 输 送 进 入 稳 流 仓 : 石 灰 石 经 过 破 碎 入 库 、库 底 计 量 、
粒 则 返 回 与 辊 压 机 新 人 料 混 合 再 次 挤 压 . 成 挤 压 回路 . 至 构 直
达 到 合 格 粒 径 系 统 烘 干 热 源 全 部 取 自烧
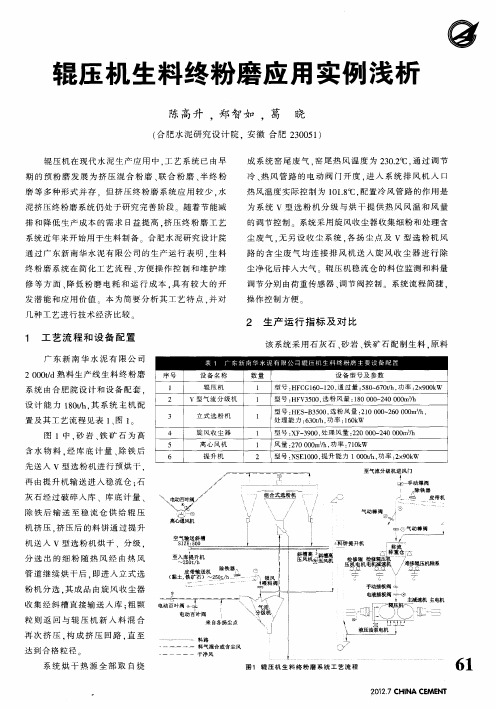
图 1 辊 压 机 生料 终 粉 磨 系统 工 艺 流 程
6 1
序 号 l 2
3
设 备 名 称 辊 压 机 v 型气 流 分 级 机
立 式 选 粉 机
数 量 l l
1
设 备 型 号及 参 数 型 号 : F G10 10 通 过 量 :8 ~ 7 t , 率 :x 0 k H C 6—2 , 5 0 6 0/ 功 h 2 9 O W 型 号 : V30 选 粉 风 量 :8 0 4 0 m3 HF 50, 100 0 2 00 0 / h
2O 0/ 料 生 产 线 生 料 终 粉 磨 0 t d熟 系 统 由 合 肥 院设 计 和 设 备 配 套 . 设 计 能 力 1 0/ 其 系 统 主 机 配 8t h. 置及其工艺流程见表 1图 l 、 图 l中 . 岩 、 矿 石 为 高 砂 铁
4 5 旋 风 收 尘 器 离 心 风 机 1 1
辊压机 生料 终粉磨应 用实例 浅析
陈 高升 , 智如 ,葛 晓 郑
( 肥水 泥研 究设 计 院 ,安徽 合 肥 2 0 5 ) 合 3 0 1
辊压机生料终粉磨操作手册课件

目录
• 辊压机生料终粉磨系统简介 • 操作前准备 • 操作步骤 • 常见故障及排除方法 • 维护与保养
01 辊压机生料终粉磨系统简介
系统组成
给料系统
负责将物料均匀送入辊压机,保证连续、稳 定地供料。
卸料装置
辊压机主机
由两个相向转动的辊子组成,通过高压作用 将物料压缩成密实的料饼。
谢谢聆听
主机振动过大
总结词
主机振动过大可能是由于安装基础不牢固、轴承损坏、齿轮磨损等原因引起的。
详细描述
主机振动过大不仅会影响设备寿命,还会导致粉磨效率和质量下降。为了解决这 个问题,需要检查设备安装基础是否牢固,轴承和齿轮的磨损情况,并及时更换 损坏的部件。
粉磨效率低
总结词
粉磨效率低可能是由于物料硬度过高、研磨体配置不当、通 风不畅等原因引起的。
启动前的准备工作
确保物料准备充足,满足生产需求。
检查设备周围环境是否清洁,确保设备运行环境 良好。
确保设备操作人员熟悉操作规程,具备操作资格 。
安全注意事项
操作人员必须穿戴好劳动保护用品,确保人身 安全。
严禁在设备运行过程中进行维修、检查等作业 ,确保作业安全。
设备运行过程中,应定期检查设备运行状况, 确保设备安全运行。
05 维护与保养
日常维护保养
每日检查
检查辊压机各部件是否正常,润滑系统是否良好,是 否有异常声音或振动。
清洁
保持辊压机表面清洁,无灰尘、杂物,防止对生产造 成影响。
紧固
检查并紧固各连接螺栓、螺母等紧固件,确保设备安 全稳定运行。
定期检查与维修
01
定期对辊压机进行全面检查,包括轴承、齿轮、润 滑系统等关键部位。
单传动辊压机矿渣联合粉磨系统的提产

规格 :q b 3 . 5 m×1 3 m 转 速 :1 7 . 6 r / mi n
电机 型 号 : Y R2 2 4 0— 8 / 1 7 3 0
物料粒度分布基本相 同,主电机装机功率 比液压系
管磨 机
矿渣 产量 : 4 0 t / h
统 ,投产初期 ,系统产量仅3 6 t 厂 h 左右 ,矿渣 粉磨 电耗达7 2 . 2 k Wh / t 。在对系统设计上存在 的不足和管磨机结
构的不合理进行一系列技术改造优化与调整后 ,系统产量提升至 5 6 t / h ,电耗 降至5 7 . 6 k Wh / t 。本次改造实践 证明 :系统工艺设 计是否合 理是决定系统运行指标是否先进 的关键 ;辊压机投入功耗越多 ,后续管磨机 系统 越省电 ;管磨机 的结构合理 ,系统 的粉磨效率才高 。 关键 词 单传动辊压机 矿渣微 粉 选型配置 增产 降耗
单传动辊压机矿渣联合粉磨系统的提产
邹伟斌 刘治宇
1 . 中国建材工业经济研 究会 水泥专业委 员会 ,北京 1 0 0 0 2 4 ; 2 . 内蒙古建材科研设 计院有限公 司 ,内蒙古 呼和浩特 0 1 0 0 1 0
摘 要 由D G 1 4 0 — 6 5 单传动辊压机+ v型选粉机 + 中3 . 5 m x 1 3 mi仓管磨机组成 的开路 矿渣微粉粉磨 系
及布袋收尘器收集后直接喂入管磨机进行粉磨 ,磨
尾成品随气流进入空气输送斜槽 、成品提升机输送 级后 的人磨物料尺 。 筛余在4 5 %以下 ;与双 电机传 至矿渣微粉库储存 。该矿渣联合粉磨系统流程见 图 动液压系统 的辊压机+ 静态分级设备分级后 的入磨
辊压机终粉磨系统在生料制备中的应用
辊压机终粉磨系统在生料制备中的应用摘要:随着阶梯电价普查的日趋严格,对于能耗较高的水泥生产企业面临着严峻的生存压力,节能改造成为近年来水泥企业的热门话题。
由于中卸烘干磨对烘干热源有较高要求,正常生产时与余热发电系统发生抢风现象,影响余热发电能力,导致产品成本偏高。
为了有效节能降耗、降低成本,对生料制备系统进行技术改造,选择辊压机终粉磨技术。
辊压机进行生料终粉磨是先进的生产工艺,其利用粒间高压料床粉碎原理,高效节能,从而提高粉磨系统的粉磨效率,达到节能降耗的目的。
关键词:生料制备;辊压机终粉磨系统;中卸烘干磨系统辊压机属于新型水泥节能粉磨设备,除了能够有效节能外,还能降低噪声污染,在现代水泥生产工艺中发挥着举足轻重的作用。
以往辊压机主要用于水泥粉磨系统,包括水泥挤压混合粉磨、水泥联合粉磨、水泥半终粉磨等多种形式。
辊压机生料终粉磨系统近几年才发展起来,已经体现出其优势,对水泥生产企业节能和降低成本的效果显著。
与立磨相比,电耗低是最大优势。
某公司现有一条4000t/d熟料生产线,原料粉磨系统采用两套传统的中卸烘干磨粉磨工艺。
由于原料粉磨系统设备陈旧,工艺相对落后,生料粉磨电耗高(两套生料粉磨系统平均电耗~24 kwh/t)、生产维护费用高等问题,公司考虑新增两套辊压机终粉磨系统对现有生料粉磨系统进行技改。
一、生料粉磨的基本特点生料粉磨是水泥生产过程的一个重要环节,与水泥粉磨相比,具有自身的特点和要求,主要体现在处理的原料特性和产品要求方面,因此采用的系统技术要求也存在较大差别。
生料配料主要包括钙质原料、硅质原料、铁质原料等,这些原料的易磨性、磨蚀性、含水量等差别很大,即使同一类原料波动范围也很宽,必须经过测试生料的邦德功指数试验才能确定合理的系统配置和技术指标,否则只能基于假设的“中等性能”确定初步方案。
二、辊压机作终粉磨工艺改造方案1、改造前的两套生料粉磨系统的主要配置如下:表2-1 原料粉磨系统主机设备一览表2、采用的技改方案目前先进的生料粉磨系统主要有两种,一种是采用立式磨系统,另一种是辊压机终粉磨系统。
辊压机在生料粉磨系统中的应用

空气斜槽
XZ 4 0 0X 2 3 m 能力 :3 0 0 t / h 斜槽风机XQ I N0 5 . 4 1 风量 :8 0 0 m3 / h 全压:5 4 1 6 P a 2  ̄
,
证 来 料 不 存 在 金 属 ,减 少 对 辊 压 机 磨 辊 的 磨 损 ,二
是在 出料 提 升机 入 V 选 的溜 子 由捌 弯 变成 直 溜 子 ,保
1 1 O
辊压 机 ห้องสมุดไป่ตู้
C L F 1 8 0 — 1 0 0 一 S D / R 1 轧辊直径: 1 . 8 I l 1 ,车 l 辊宽度:1 m
l 0 o o ( 电机2 个)
图2 入料溜子改造 图 ( mm )
板 链 斗 式 提 升 机 N S E 8 0 0 H = 2 0 . 6 m ( 出料提升机 ) 能力 :8 0 0 f h 0 型 选 粉 机 旋 风 收 尘 器 X R 3 2 0 0风 量 :3 0 ~ 4 0 万m / h
辊压机在 生料粉磨 系统 中的应 用
于进 月 ,姜 宜 汹
( 天津水泥工业设计研究 院有 限公 司体系运行部 ,天津 3 0 0 4 0 0)
中图分类号:T O 1 7 2 . 6 3 2 文献标识码 :B 文章编 号:1 6 7 1 — 8 3 2 1( 2 0 1 4 )0 1 — 0 0 6 7 — 0 2
好 的节 能 、降耗 ,采用最 优的工艺 系统 ,最简洁 的工艺 配置 ,最新 的技术和装备 ;于2 0 1 1 年对该生料粉磨 系统进 行改造 ,由管磨更换为辊压磨生料粉磨 系统 ,采用 的是成 都利君专利技术 , 辊压机型号C L F 1 8 0 - 1 (  ̄ - - S D / R, 设计 台时
生料辊压机终粉磨系统提产改造
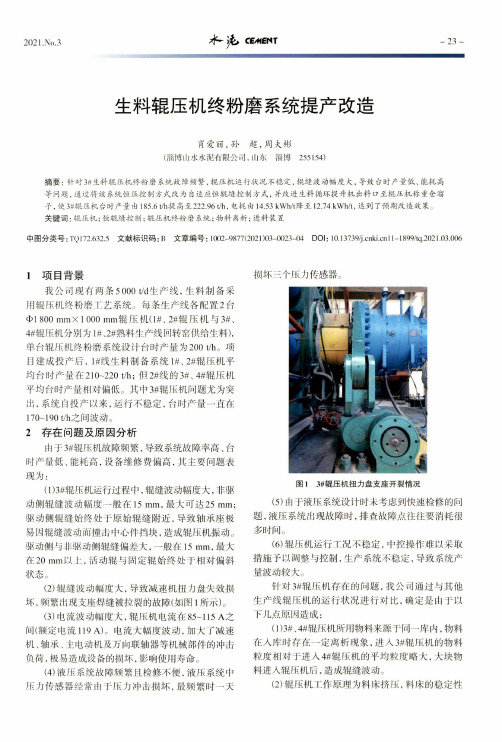
2021.N 〇.3♦务 CE/HENT-23-1敏翻生料辊压机终粉磨系统提产改造肖爱丽,孙超,周夫彬(淄博山水水泥有限公司,山东淄博255154)摘要:针对3#生料辊压机终粉磨系统故障频繁,辊压机运行状况不稳定,辊缝波动幅度大,导致台时产量低、能耗高 等问题,通过将该系统恒压控制方式改为自适应恒辊缝控制方式,并改进生料循环提升机出料口至辊压机称重仓溜 子,使3#辊压机台时产量由185.6 t/h 提高至222.96 t /h ,电耗由14.53 kWh/t 降至12.74 kWh /t ,达到了预期改造效果。
关键词:辊压机;恒辊缝控制;辊压机终粉磨系统;物料离析;进料装置中图分类号:T Q ) 172.632.5 文献标识码:B 文章编号:1002-9877(2021)03-0023-04 DOI : 10.13739/j l l -1899/tq .2021.03.0061项目背景我公司现有两条5000 t /d 生产线,生料制备采 用辊压机终粉磨工艺系统。
每条生产线各配置2台 01 800 mm X 1 000 mm 辊压机(1#、2#辊压机与 3#、 4#辊压机分别为1#、2#熟料生产线回转窑供给生料), 单台辊压机终粉磨系统设计台时产量为200 t /h 。
项 目建成投产后,1#线生料制备系统1#、2#辊压机平 均台时产量在210~220 t /h ;但2#线的3#、4#辊压机 平均台时产量相对偏低。
其中3#辊压机问题尤为突 出,系统自投产以来,运行不稳定,台时产量一直在 170〜190 t /h 之间波动。
2存在问题及原因分析由于3#辊压机故障频繁,导致系统故障率高、台 时产量低、能耗高,设备维修费偏高,其主要问题表 现为:(1)3#辊压机运行过程中,辊缝波动幅度大,非驱动侧辊缝波动幅度一般在15 mm ,最大可达25 mm ; 驱动侧辊缝始终处于原始辊缝附近,导致轴承座极 易因辊缝波动而撞击中心件挡块,造成辊压机振动。
辊压机生料终粉磨系统的生产调试及应用

设备阻力 ( V 选+ 动选):1 . 0 ~1 . 5 k P a 电机功率:7 5 k - W
一
1 . 2主 要设 备 参 数表 表 1主要设备参数表
设备名称 规格 型号 性能 数量
1台 v型选粉 机 型号 :V X O 6 2 0 F风 量:3 0 0 0 0 0  ̄4 5 0 0 0 0 m ’ / h 设备 阻力I 1 . 0 ~1 . 5 k P a
图2 XR选粉 机 改 造 图
工 业 技 术
2 0 1 3 年 第2 期I 科技 创新 与应 用
辊压机生料终粉磨系统的生产调试及应用
吴 君 山 民
( 牡 丹江北方水泥有限公 司, 黑龙江 牡丹 江 1 5 7 0 4 1 )
摘 妻: 牡 丹江北方水泥有限公司, 其 窑是 由原牡丹江水泥广 自行设计 的 日产 1 8 4 8 t / d熟料 的预分解 窑 生料 制 备 为 两 台带 烘 干机的 3 . O m x l l m闭路磨 系统 , 台时产量 1 3 0 t / h o由于原 生料制备 系统 产量低 、 出磨质 量差、 能耗 高等 问题 我单位引进一套
, ,
1 8 o o  ̄1 o o o 生料辊压机 终粉磨 系 统, 台时产量 2 0 0 t / h 。现将该 系统调试 中出现的问 题及解决方法与 同仁分享。
关 键诃: 辊 机; 生产 调试; 应用 、
3 3 m m、 6 4  ̄ 6 7 m m。经查找 、 分析发现两方面原 因造成物料离析: 一是 新喂人的混合料和循环料存在偏料现象 , 进入“ v选” 物料未均匀分 布, 导致辊压机左右侧辊缝偏差 。 二是稳流仓 内安装的布料器 , 由于 原材料 中杂物较多 , 将布料器下料 口部分堵住 , 加剧 了离析现象。 针对 以上两种情况 , 采取 的改进措施分别为 : 一 将“ v选 ” 的进 料 口处用厚度 2 0 m m耐磨钢板三等分 , 保证 进入 “ v选” 物料均匀分 布, 减小离析现象 。 二是将稳 流仓 内的布料器拆除 , 仓顶中心向仓内 焊接 q b 8 0 0 x l 5 0 0 m m的卷制圆筒进一步减小物料离析 ,并加强进厂 原材料杂物清理工作, 减小物料离析现象。 经上 述改 造后 实 现辊 压机 台时 2 0 0 t / h ,工 作辊 缝 左 、右侧 4 3 m m、 4 7 m m, 动辊 、 定辊电流 6 7 A、 7 1 A 。 2 . 2生料细度指标 中 O . 2 m m筛余合格率低 我单 位出磨生料细 度指标为 0 . 0 8 m m方孔筛余 1 4  ̄ 2 %、 0 . 2 a r m 方孔筛余> 1 . 5 % 。辊压机喂料 2 0 0 t / h时 , 选粉机频率 1 8 2 2 H z , 无论 是怎么调整都难满足以上两个指标的同时合格。 和辊压机厂家技术 图 1 生料辊 压机 终粉 磨 系统 工 艺流程 人员探讨后 , 制定如下改造方案 : 从配料站来 的混合料 由胶带输送 机( 0 1 ) 送至生料粉磨车间 , 胶 2 . 2 . 1去掉进 风 口处弧形导风板 ,将进风 口均匀将风 口分为 9 带输送机上悬挂除铁器( 0 2 ) , 将物料中混入的铁件 除去 ; 同时该皮带 格 , 用 以对 风进 行 整 流 。 上装有金属探测器 ( 0 3 ) , 发现有金属后气动三通 阀( 0 4 ) 换向 , 将混有 2 . 2 . 2在涡壳进风侧的涡壳壁上, 加装两块迎风导风板 。 金属的物料由旁路卸出, 以保证辊压机的安全运行。不含金属的物 2 . 2 . 3在 出风侧壳体下部 , 转子端面加一 L型倒扣的导风板 , 减 料 由气动三通经 锁风阀( 0 5 ) 喂人 V型选粉机( 0 6 ) , 在 v型选粉机 中 少密封环受 冲刷的几率。 预烘干届 通过提升机( O 7 ) 提升进人稳流仓 ( O 8 ) , 该稳 流仓设有荷重 2 . 2 . 4将转子端面的工艺孔进行堵焊 , 评见下图
辊压机开路水泥联合粉磨系统的节能改造
辊压机开路水泥联合粉磨系统的节能改造
戴建盛;楼美善;邢愚;王广杰;王德锦
【期刊名称】《新世纪水泥导报》
【年(卷),期】2022(28)3
【摘要】将辊压机开路水泥联合粉磨系统之管磨机第三仓研磨体由钢段改为陶瓷球,从降低水泥磨主电机负荷方面着手,配合提高辊压机负荷,对打散机与磨机进行改善,水泥磨主电机负荷下降,水泥磨台产基本未变,水泥粉磨工序电耗下降3.44 kWh/t。
【总页数】4页(P65-68)
【作者】戴建盛;楼美善;邢愚;王广杰;王德锦
【作者单位】浙江虎鹰水泥有限公司
【正文语种】中文
【中图分类】TQ172.632
【相关文献】
1.辊压机开路联合粉磨系统的技术改造
2.辊压机水泥联合粉磨系统增产节能技术改造
3.小型辊压机开路联合粉磨系统增产改造
4.水泥辊压机联合粉磨系统的优化改造
5.水泥联合粉磨辊压机系统的升级改造
因版权原因,仅展示原文概要,查看原文内容请购买。
水泥辊压机联合粉磨系统运行问题及措施
水泥辊压机联合粉磨系统运行问题及措施
薛照常;万东光
【期刊名称】《水泥工程》
【年(卷),期】2017(000)005
【摘要】我公司于2015年等量置换筹建一条完整的年产60万t粉磨线,采用HFCG1200×500辊压机+Φ3.2m×13m球磨机的联合粉磨系统。
2017年4月安装调试完毕,运行20多天始终不达产达效达标,后经研究决定根据具体情况采取适合本厂的工艺措施进行改造,实现了增产保质的目标。
【总页数】2页(P47,60)
【作者】薛照常;万东光
【作者单位】农垦北方水泥有限公司虎林分公司,黑龙江虎林158400;农垦北方水泥有限公司虎林分公司,黑龙江虎林158400
【正文语种】中文
【中图分类】TQ172.6
【相关文献】
1.辊压机水泥联合粉磨系统运行经验 [J], 杨书慧;于加滨
2.M厂HFCG辊压机水泥挤压联合粉磨系统的运行剖析 [J], 丁浩;王青;熊焰来;王学敏;包玮
3.辊压机水泥联合粉磨系统的设计与运行分析 [J], 刘建;于波;李鹏斌
4.辊压机双闭路联合粉磨系统水泥标准稠度需水量偏高的调整措施 [J], 李俊
5.大辊压机配小球磨机建设水泥联合粉磨系统的实践 [J], 章嗣福;周长华
因版权原因,仅展示原文概要,查看原文内容请购买。