刨花板、人造板、中纤板生产线流程图(中英文)
刨花板生产工艺流程图名称
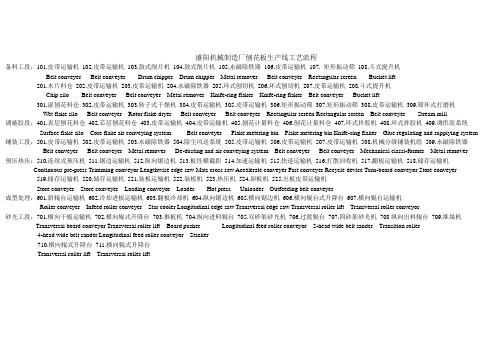
盛阳机械制造厂刨花板生产线工艺流程备料工段:101.皮带运输机102.皮带运输机103.鼓式削片机104.鼓式削片机105.永磁除铁器106.皮带运输机107. 矩形振动筛108.斗式提升机Belt conveyer Belt conveyer Drum chipper Drum chipper Metal remover Belt conveyer Rectangular screen Bucket lift 201.木片料仓202.皮带运输机203.皮带运输机204.永磁除铁器205.环式刨切机206.环式刨切机207.皮带运输机208.斗式提升机Chip silo Belt conveyer Belt conveyer Metal remover Knife-ring flaker Knife-ring flaker Belt conveyer Bucket lift301.湿刨花料仓302.皮带运输机303.转子式干燥机304.皮带运输机305.皮带运输机306.矩形振动筛307.矩形振动筛308.皮带运输机309.筛环式打磨机Wet flake silo Belt conveyer Rotor flake dryer Belt conveyer Belt conveyer Rectangular screen Rectangular screen Belt conveyer Stream mill调施胶段:401.表层刨花料仓402.芯层刨花料仓403.皮带运输机404.皮带运输机405.刨花计量料仓406.刨花计量料仓407.环式拌胶机408.环式拌胶机409.调供胶系统Surface flake silo Core flake air conveying system Belt conveyer Flake metering bin Flake metering bin Knife-ring flaker Glue regulating and supplying system 铺装工段:501.皮带运输机502.皮带运输机503.永磁除铁器504.除尘风送系统505.皮带运输机506.皮带运输机507.皮带运输机508.机械分级铺装机组509.永磁除铁器Belt conveyer Belt conveyer Metal remover De-dusting and air conveying system Belt conveyer Belt conveyer Mechanical classi-former Metal remover预压热压:510.连续式预压机511.锯边运输机512.纵向锯边机513.板坯横截距514.加速运输机515.快速运输机516.打散回收机517.翻板运输机518.储存运输机Continuous pre-press Trimming conveyor Lengthwise edge saw Mats cross saw Accelerate conveyer Fast conveyer Recycle device Turn-board conveyor Store conveyer519.储存运输机520.储存运输机521.装板运输机522.装板机523.热压机524.卸板机525.出板皮带运输机Store conveyer Store conveyer Loading conveyor Loader Hot press Unloader Outfeeding belt conveyer成型处理:601.斜辊台运输机602.冷却进板运输机603.翻板冷却机604.纵向锯边机605.横向锯边机606.横向辊台式升降台607.横向辊台运输机Roller conveyer Infeed roller conveyer Star cooler Longitudinal edge saw Transversal edge saw Transversal roller lift Transversal roller conveyor砂光工段:701.横向干板运输机702.横向辊式升降台703.推板机704.纵向进料辊台705.双砂架砂光机706.过渡辊台707.四砂架砂光机708纵向出料辊台709.堆垛机Transversal board conveyor Transversal roller lift Board pusher Longitudinal feed roller conveyor 2-head wide belt sander Transition roller4-head wide belt sander Longitudinal feed roller conveyor Stacker710.横向辊式升降台711.横向辊式升降台Transversal roller lift Transversal roller lift。
年产30000m3刨花板生产线工艺设计

年产30000m3刨花板生产线工艺设计1,设计要求1.1 ,年产30000m3渐变结构刨花板车间工艺布置图1.2,原料:小径原木马尾松,胶合板木芯1.3,生产方法:连续式平压机1.4,产品规格:2440×1220×16mm 密度:0.75g/cm3 含水率:10%1.5,生产质量:符合GB/T4897-032,设计方案2.1工艺流程图2.2,工艺参数2.2.1,原材料2.2.1.1,主要原料来源:马尾松绝干密度:0.44g/cm3 含水率:60% 2.2.1.2,辅助材料胶黏剂:固含量为60%的脲醛树脂胶用量为绝干刨花的10%固化剂:氯化铵溶液用量为固态胶黏剂的1%防水剂:石蜡乳液用量为绝干刨花的1%捕捉剂:氨水溶液用量为固态胶黏剂的5%2.2.2施胶量:表层刨花12% 芯层刨花8%2.2.3板坯表芯层刨花量:表层刨花40% 芯层刨花60%2.2.4单层连续式热压机压力P=3.0MPa 温度T=200℃加压时间t=0.4min/mm 2.2.5转子式干燥机压力P=1.3MPa干燥前刨花含水率=60%干燥后刨花含水率=5%3设计验算3.1制定和验算生产能力热压机幅面宽2540mm ,毛板厚度17mm完成产品设计产量,热压机输送带理论运行速度0745.298.0016.044.2605.2228030000'=⨯⨯⨯⨯⨯==YTBHK Q μm/min式中:μ——热压机理论运输平均速度;Q ——年产量,设计任务书给定量30000 m 3; T ——日工作时,22.5小时; B ——刨花板净宽,取 2.44m ; H —- 刨花板净厚,取0.016 m ;K ——压机工作时间利用系数,为0.96~0.98 这里取0.98; Y ——车间年工作日,取280 d ;热压机输送带理论平均运行速度min /205.210174.0150003"m h t L =⨯⨯=⨯=-μ取热压机真正运行速度'μ<μ<"μ 取μ=2.2m/minam BHK YT Q /32.3519098.0017.054.22.2605.222803=⨯⨯⨯⨯⨯⨯==μ考虑砂光量和裁边量,规格锯割量10%,产品合格率为98%,则实际年产量 Q =35190.32×(1-10%)×0.98=31037.86m 3 >30000m ³满足条件3.2 原、辅材料的需求量以年产3万m 3单层连续式压机生产线为设计依据,计算厚度为17mm ,计算密度为750kg /m 3,工作制度:年工作日为280天,每天3班,每天有效工作小时为22.5小时,毛板含水率10%,胶耗量为绝干刨花重的10%,防水剂石蜡耗量为绝干刨花重的1%,固化剂耗量为胶耗量的1%,捕捉剂耗量为胶耗量的5%。
家具生产流程

28
• • • • • • • • • •
伍号喷漆台 wash coat(底色) 砂光 机砂/条纹砂 砂纸密度400(由于底色太薄,所 以选用高密度砂纸,破坏程度小) 根据面板型号打filler 六号喷漆台 先上清油 再上Glaze 喷Glaze的主要作用是使产品颜色加深 擦净Glaze 打毛刷 清洗 抓highlight 可以体现深浅带,有明暗效果 品质检验-临时喷台
21
砂光的流程与砂纸规格
砂纸的规格:150/180/240AA/240CC/320/400/600 砂光的流程:砂光是每个工艺流程中不可缺少的部分,包 括在各个环节上,只是需要的砂光程度不同,所以砂光的方 式也不同,在进料和机加工中,几乎都是属于粗砂。对形状 和磨损度的要求都比较高,所以一般选用密度为150和180的 机砂。在装配线则较多的使用密度为240AA/240CC,320的 规格砂纸,因为这两个型号的砂纸不仅对木材磨损度不大, 而且能达到桌面平滑的基本要求。在油漆线上使用400和600 密度的砂纸,这既能不破坏油漆,又能达到光滑平整的效果 。
9
人造板种类与规格
规格(厚度):cm 夹板(plywood) 中纤板(MDF) 刨花板(Particleboard ) 2.5/3.0/5.0/16/18/23.5/ 25 2.5/6/9/12/18/25 15/18
平衡纸(Balance paper ) 0.4/0.6
10
薄片材种的认识
漩涡黄金花薄片(swirl cerejeira veneer) 黄金花薄片(cerejeira veneer) 直纹闪斑莫桑比克(mozambique veneer-quarter cut) 月桂树瘤(LBC) 樱桃木(cherry veneer) 普通桃花心木薄片(mahogany figure veneer) 楸木排骨(waknut crotch) 莫桑比克(Mozam Bique) 柞木(OAK veneer) 欧克玛(okoume veneer) Mappa burl veneer 漩涡桃花芯木(swirl mahogany veneer) (注:由于薄片种类繁多,不一一列举,以上为主要薄片材种。)
人造板生产线操作规程
目录
01.
02.
03.
04.
05.
06.
设备:确认设备是否正常运转 安全:确保生产安全,检查安全防护设施是否完好 工具:准备好所需工具和辅助设备 物料:核对物料是否齐备,并确认质量符合要求
确定原材料种类和数量 检查原材料质量是否符合要求 准备生产工具和设备 确保工具和设备处于良好状态
定义:脱模是将人造板从模具中取出并分离的过程 重要性:脱模是生产线上的重要环节,直接影响产品质量和生产效率 操作流程:按照规定的操作规程进行脱模,确保产品完整、无破损 注意事项:注意安全,避免发生意外事故
目的:确保人造板表面平整、光滑 操作步骤:对人造板进行磨光、抛光等处理 设备:磨光机、抛光机等 注意事项:避免过度修整导致人造板变形或损坏
பைடு நூலகம்
根据订单和库存情况制定计划 确保原材料和零部件供应充足 调整生产线参数和工艺参数 完成成品检验和包装工作
操作前检查设备是 否正常,确认无误 后方可操作。
操作过程中集中精 力,不得分心或做 与操作无关的事情。
严格按照操作规程 进行操作,不得随 意更改操作步骤。
操作完成后及时清 理现场,确保工作 区域整洁有序。
定义:将原料经过压 制、加热等工艺过程, 制成具有一定形状和 尺寸的板材
目的:提高原料的 密度和强度,增加 板材的稳定性和耐 久性
压制方法:根据不同的 原料和工艺要求,采用 不同的压制方法,如热 压、冷压、高频压制等
注意事项:压制过程 中需要注意温度、压 力、时间等参数的控 制,以确保板材的质 量和性能
外观检查:检查产品表面是否光滑、平整、无瑕疵 尺寸检查:使用测量工具对产品尺寸进行测量,确保符合标准尺寸要求 抽样检测:按照规定比例对产品进行抽样检测,确保产品质量稳定 记录与报告:对检查结果进行记录,并及时报告异常情况
装饰板材工厂操作流程

装饰板材工厂操作流程1.首先,原材料需要经过检验和选择。
First, raw materials need to be inspected and selected.2.然后,将原材料送入生产线进行加工。
Next, the raw materials are sent to the production line for processing.3.经过刨切、砂光等工序,原材料逐渐被加工成板材。
Through planing, sanding, and other processes, the raw materials are gradually processed into decorative panels.4.在生产过程中,需要注意控制温度和湿度,确保产品质量。
During the production process, it is important to control temperature and humidity to ensure product quality.5.同时,对产品的密度、厚度等进行严格检测。
Simultaneously, strict testing is conducted on the density, thickness, and other aspects of the products.6.生产出的板材需要经过修整和打磨,保证表面光滑。
The produced panels need to be trimmed and polished to ensure a smooth surface.7.接着,板材需要进行颜色和质量审查,以确保符合客户要求。
Next, the panels need to undergo color and quality inspection to ensure they meet customer requirements.8.测量和切割是接下来的环节,确保每块板材尺寸合适。
刨花板生产工艺22资料

刨花板生产工艺22资料刨花板是一种由刨花经过粘合处理制成的建筑材料,常用于家具制造、地板等领域。
刨花板的生产工艺包括以下几个步骤:1.原材料准备:刨花板的主要原材料是木薯干皮、松木和胶合剂。
木薯干皮是一种常见的农作物副产品,具有良好的纤维特性,能够增加刨花板的强度和稳定性。
松木是刨花板的基材,具有良好的耐久性和耐腐蚀性。
胶合剂是将刨花粘合在一起的关键组成部分,常用的胶合剂有尿素醛树脂和酚醛树脂。
准备好原材料后,需要对其进行处理,如去皮、切割、煮沸和磨粉等。
2.刨花生产:刨花是刨花板的主要组成部分,生产刨花的关键步骤是切割和磨粉。
首先,将木材经过切割机切成适当大小的块,然后送入磨粉机进行磨粉,最细的粉末即为刨花。
3.调配胶液:胶液是将刨花粘合在一起的关键。
胶液一般由胶合剂、水和一些辅助剂组成。
将胶合剂和水按照一定比例混合,加入一些辅助剂如硬化剂、增粘剂等,然后进行搅拌和加热,使其成为粘度适宜的胶液。
4.热压成型:将刨花铺在成型机上,然后将预先调配好的胶液均匀地喷洒在刨花上。
接着,将另一层刨花铺在胶液上,并再次喷洒胶液。
重复以上步骤,形成多层刨花和胶液的堆叠。
经过堆叠后,将整个堆叠体送入热压机,施加适当的温度和压力,将刨花和胶液固化在一起。
经过一段时间的热压,刨花板形成并具备一定的硬度和稳定性。
5.切割、修整和后处理:在刨花板成型后,需要进行切割、修整和后处理。
首先,刨花板经过切割机进行尺寸的切割,根据需要切割成不同尺寸的板材。
然后进行表面的修整,除去表面的不平整和毛刺。
最后,需要对刨花板进行后处理,如烘干、砂光和涂漆等,以提高其表面质量和美观度。
以上就是刨花板的生产工艺的主要步骤。
刨花板具有价格低廉、易加工和环保等优点,广泛应用于建筑和家具制造等行业。
刨花板的质量和性能受到原材料、生产工艺和后处理等因素的影响,因此,在生产中应严格控制各个环节,确保其质量。
刨花板生产工艺及设备简介

第 4 章 生产工艺与设备选型
序号 412 413 414 415 416 417 418 419 421 422 423 424 425 426 427 五 501 502.1 502.2 503 504 505 506 507 508 509 510 511 512 513 515 六
引进
51
第 4 章 生产工艺与设备选型
序号 222 223 224 225 226 227 228 229 230 231 三 301 302 303 304 305 306 307 309 310 四 401 402 403 404 405 406 407 408 409 410 411 分料阀 除尘系统
第 4 章 生产工艺与设备选型
第 4章
4.1 生产纲领 产品类型:普通刨花板
生产工艺与设备选型
生产规模:普通刨花板 1500m3/d(按砂光后成品板计) 产品幅面:915mm×1830mm,1220mm×1830mm 1220mm×2440mm,1220mm×3050mm 厚度范围:6mm~40mm(计算厚度 16mm) 密度范围:760kg/m3~610kg/m3(计算密度 670kg/m3) 产 品 质 量 : 内 销 符 合 中 华 人 民 共 和 国 国 家 标 准 — 刨 花 板 ( GB/T4897.1 ~ 4897.7—2003)第 2 部分,外销符合欧洲标准 EN312:2003 产品用途:家具制造与室内装修等 4.2 工作制度 年工作日:300 天 日工作班数:3 班 日有效工时:22.5 小时 4.3 原料组成 树种组成:阔叶材 50~60%,针叶材 40~50% 材种组成:枝桠材与小径木 70~80%,长度 1.5~3.0 米,平均直径 120 毫米; 外购木片 10~15%;外购锯末 10~15% 4.4 原胶种类 E1 级脲醛树脂 UF65,主要性能: 外观 固体含量 粘度(20℃) 乳白色液体 66.5 %±1 % 300~600mPas
板材生产工艺流程(带动画演示)ppt课件
铁矿石:(烧结矿、球团矿)提供铁元素。 冶炼一吨铁大约需要1.5—2吨矿石。
焦碳: 冶炼一吨铁大约需要500Kg焦炭。 提供热量;提供还原剂;作料柱的骨架。
熔剂:(石灰石、白云石、萤石) 使炉渣熔化为液体; 去除有害元素硫(S)。
空气:为焦碳燃烧提供氧。
9
;
32
;
六、后处理
连续退火:退火线包括清洗、退火、调质及精整等制程。
钢带经由焊接机焊接后,进入退火炉退火,而退火炉依不同 钢种赋予不同退火温度,使其达到应有的机械性质,最后再 依客户订单赋予钢带表面粗糙度、涂油量、分切及包装。
33
;
六、后处理
罩式退火:罩式退火炉之功能系将冷轧钢卷在H2或HN气
27
;
五、轧制
板材冷轧:接收热轧钢卷,经过解卷、焊接、整平、盐酸
酸洗、裁边之后,再经由串列式冷轧机轧延成厚度源自薄之冷 轧钢卷。28;
五、轧制
冷轧工艺流程:坯料准备---酸洗---冷轧---退火--精整---交付
缺点:1.成型过程中没有经过热态塑性压缩,截 面内存在较大残余应力,对钢材整体和局部屈曲 的特性有很大影响。 2.冷轧型钢样式一般为开口 截面,使得截面的自由扭转刚度较低。在受弯时 容易出现扭转,受压时容易出现弯扭屈曲,抗扭 性能较差。 3.冷轧型钢壁厚较小,在板件衔接的 转角处又没有加厚,承受局部性集中荷载的能力 弱。
理完成的钢液,以盛钢桶运送到转台,经由钢液分配器分成 数股,分别注入特定形状之铸模内,开始冷却凝固成形,生 成外为凝固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸 道中,经二次冷却继续凝固到完全凝固。经矫直后再依订单 长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。
刨花板制造操作规程与作业指导书刨花板生产工艺
刨花板制造操作规程与作业指导书刨花板生产工艺
一、简介
刨花板是一种常用的木制板材,是由特殊的木材或木制品层压而成,
它的表面多是一次抛光,木屑经过精密制作而成,是家具,室内装修用材
的不可缺少之物。
制造刨花板是重要的一步,影响着它的质量和性能,所
以选择合适的木材和生产技术是优先考虑的事项。
二、制造操作规程
1、选材:选择优质的木材,控制材料的质量安全。
保证材料为经过
处理,表面质地光洁,不潮不变形,不含异物和有害物质,同时应避免选
用含水量过高的材料或内部含有真菌的材料。
2、定尺:按照规定的尺寸定尺,确保尺寸的精度。
同时要考虑到尺
寸各项精度指标以及有关的机械性能指标。
3、烘干:在刨花板加工之前,应对木材进行烘干处理,以保证花板
质量并防止材料变形。
4、加工:在制作刨花板时,采用批量加工,需要开槽、铣孔、攻丝
等工艺,确保工艺质量,配件安装稳定和牢固,不会影响室内装修的质量。
5、抛光:木材加工完成后,进行抛光处理,使它具有更好的表面光泽,质感更加舒适。
6、检测:最后,应对每一张刨花板进行质量检测,以保证质量合格,并将检测结果记录,为后续工作提供定性和定量的依据。
三、作业指导书
1、安全操作规则:在制作刨花板时,应遵守有。
中密度纤维板制造工艺曲线图(精)

中密度纤维板制造工艺曲线图如下:↗污水处理削片→热磨→干燥→铺装→热压→锯边→砂光→板胚分选→打包出库↑施胶为了使员工能够更好的对中纤板的生产要有足够的了解,在此对上面所讲的工艺制造作详细的介绍:一、1、削片:它是整个板生产中原料的制造车间,主要将松杂木材削成符合生产规格的木片,以备热为纤维分离提供更好的条件。
2、关键词:原料种类、木片规格、松杂木配比。
①原料种类:中纤板生产所用原料的植物纤维,其纤维素含量一般在30%以上,本公司所受用的是木质纤维,它主要包括采伐剩余物(如:小径材、板桠材、火烧材),造材剩余物(截头),加上剩余物(边皮、木芯、碎单板及其他下脚料),以及回收的废旧木材等,也可直接用林区或木材加工企业生产的木片。
②木片规格:木片大小合格、均匀、平整、木片规格一般为:长16-30mm,宽15-25mm,厚3-5mm,我们所采用的削片机类型是鼓式削片机,为了使木片适合生产,以便防止进料螺旋堵,电耗高等,一方面要适时调整飞刀与底刀的间隙,一般调整的间隙为0.8-1.0mm。
另一方面要加强对原料含水率率的适时控制,尽量保证不低于40%,从而使木片整齐均匀,合格率高,碎悄少,也提高刀具使用寿命。
③松杂木配比:因为中纤板的强度取决于纤维的交织性能和结合时的工艺条件,关于纤维形态,在这简要介绍如下:a纤维:它一般分为纤维细胞(俗称纤维)和杂细胞,其中杂细胞的含量多与少决定了纤维质量的好与差,一般而言,针叶材杂细胞含量最低,而阔叶材次之,除了含量影响质量以外,纤维形态、化学组成以及原料的机械加工性能等,相对而言要考虑板材的强度要注意以下几点①长度大,长宽比大的纤维具有较好的结合性能,②细胞壁较薄,壁腔比较小的纤维在纤维分离和热压过程中易压扁,成为带状,柔软性较好,具有较大的接触面积,③长短、粗细纤维的合格搭配可以填补纤维之间的空隙,增大接触面,提高产品密度和结合强度,关于化学组成以及原料的机械加工性能这里不加多述,以下表针材材与阔叶材。
《板式家具工艺介绍》PPT课件
• 加厚板工艺流程:涂胶→组胚→冷压 • 空芯板工艺流程:拼架→调胶→备蜂窝纸→涂胶
→组胚→冷压 • 异形件工艺流程:开骨料→涂胶→组胚→冷压 • 使用设备:两辊涂胶机、冷压机、蜂窝纸拉伸机 • 加工标准:拼合后的零部件要牢固、平整,无明
胶合板
• 采用优质单板,严格按照对称垂直的 工艺要求,组拼后覆以桦木、桃花心 木等面、背板热压而成。该产品表面 细腻光洁、不开胶、结构匀称、强度 高,是室内装饰、家具制作、二次加 工理想的基础材料。
1.2、装 饰 板
• 1.2.1、华丽板 • 1.2.2、聚酯板 • 1.2.3、三聚氰胺板
华丽板
1.1、素 板
• 1.1.1、中密度纤维板 • 1.1.2、刨花板 • 1.1.3、胶合板
中密度纤维板
• 简称中纤板(MDF),是以木纤维为主要材料,通过纤维 分离、成型、干燥、高压等工序制成的板材。根据密度可
分为:80型、70型和60型,即密度分别为:800kg/m3,
700kg/m3,600kg/m3, 我 们 通 常 采 用 的 是 7 0 型 , 密 度 在
• 优点:减少后续加工工序,缩短产品加工周期
三聚氰胺板
• 以中纤板或刨花板等为基材,在300T/m2的高压及200℃高 温下,表面贴覆三聚氰胺浸渍纸而成的一种饰面板材。
• 三聚氰胺纸表面印刷有木材纹理或其他图案,用于装饰板 材表面。使用水性油墨印刷,图案清晰、亮丽、不褪色, 而且环保。克重为70g/m2~100g/m2。
板式家具工艺介绍
内
ቤተ መጻሕፍቲ ባይዱ
容
• 1、家具用材知识
• 2、生产工艺流程
刨花板生产线

刨花板生产线一、工作制度1、刨花板生产线年工作日应为280d~320d。
2、除木片生产、砂光与裁板工段外,其他应为每天3班生产。
严寒及寒冷地区木片生产宜为每天2班生产,砂光与裁板工段应根据设备能力确定工作班次。
3、每班工作时间应为8h,有效工作时间应按7.5h计。
二、生产能力计算1、刨花板生产线生产能力应以日产或年产合格成品板的体积量计算、以立方米为计量单位,成品板合格品率可取95%~98%。
2、刨花板生产线生产能力计算应符合下列规定:(1)主要生产中厚板(成品板厚度13mm~28mm)时,计算厚度以16mm 或19mm厚成品板为计算依据。
(2)主要生产薄板(成品板厚度6mm~12mm)时,计算厚度以6mm或8 mm厚成品板为计算依据。
(3)主要生产超薄板(成品板厚度小于6mm)时,计算厚度以3mm厚成品板为计算依据。
3、刨花板生产线设备能力应以热压机为基准平衡其他工序设备的生产能力。
三、工艺流程与设备布置1、刨花板生产线可分为下列工段:(1)木片生产与分选净化工段,包括削片、木片分选与净化等工序。
(2)刨花生产工段,包括木片贮存与计量、刨片等工序。
(3)刨花干燥与分选工段,包括湿刨花贮存与计量、刨花干燥、刨花分选、粗大刨花打磨等工序。
(4)刨花施胶工段,包括原胶贮存、胶液计量输送、防水剂制备与计量输送、固化剂制备与计量输送、甲醛捕捉剂制备与计量输送、缓冲剂计量输送、颜料及其他添加剂计量输送、干刨花贮存与计量及刨花拌胶等工序。
(5)铺装与热压工段,包括板坯铺装、板坯输送、板坯检测、板坯预压、板坯横截、废板坯回收、热压等工序。
(6)毛板加工工段,包括毛板检测、齐边、分割、冷却、垛板、中间贮存等工序。
(7)砂光与裁板工段,包括砂光、裁板、检验、分等、垛板、打包等工序。
2、工艺流程应根据原料条件、场地条件和产品要求设计。
3、工艺流程应具有适当的凋节能力,并应保证在改变产品品种的情况下能连续稳定生产。
4、工艺流程应做到简捷顺畅,应满足优质、高产、低耗、安全生产、职业卫生和环境保护的要求。
板式家具的制作流程
板式家具的制作流程英文回答:Process of Manufacturing Panel Furniture.Panel furniture is a type of furniture that is made from flat panels of wood or other materials. It istypically constructed using a combination of particleboard, medium-density fiberboard (MDF), and high-pressure laminate (HPL). The process of manufacturing panel furniture involves several steps:1. Design and Engineering.The first step is to design the furniture piece. This includes creating a 3D model and determining the materials that will be used. The design must take into account the intended use of the furniture, as well as the aesthetic and structural requirements.2. Raw Material Preparation.The next step is to prepare the raw materials. This involves cutting the panels to the desired size and shape. The panels are then laminated with HPL or other surface materials.3. Assembly.The components of the furniture are then assembled using a variety of joinery techniques, such as dowels, screws, and glue. The assembly process must be precise to ensure that the furniture piece is strong and durable.4. Finishing.The final step is to finish the furniture piece. This may involve applying a sealant or paint to protect the surface. The furniture may also be stained or decorated to give it a unique look.中文回答:板式家具制作流程。
刨花板与中纤板的区别
中密度纤维板(MDF)简称中纤板,是以木材或非木材植物纤维(如:秸秆、稻草、蔗渣、棉杆、芦苇等)为原料,施加胶粘剂经热压制成的密度在0.50-0.88g/cm3的优质人造板。
与其它人造板相比,中纤板有不可比拟的优点:1、板材密度均匀,物理力学性能优良,在各种人造板中最接近天然木材又优于天然木材。
2、强度高.尺寸稳定性好,厚度为2.5—50mm的板材,用途极为广泛。
3、机械加工性能良好.可用加工天然木材的加工设备和方法进行加工。
4、表面平整光滑,便于作二次深加工。
5、如在生产中加入阻燃、防腐等添加剂.还可生产出有特殊用途的中纤板。
刨花板的优点是甲醛等有害物质释放量比中纤板小,而中纤板的优点是材质比较细,裁切面封边时会封得很好,不至于很容易开胶。
普通刨花板,其性能可分一般性质、物理性质、力学性质和加工性能等以下几方面:一、一般性质:颜色,主要与使用的胶粘剂和树种有关,如用脲醛树脂制成的刨花板,由于胶种本身色浅,因此,基本上保持天然木材的颜色。
用酚醛树脂制成的板,刨花板呈深褐色。
二、物理性能:密度,刨花板的密度几乎影响刨花板的所有性质,它在厚度方向分布是不均匀的,表层密度高,由表层向芯层密度逐渐降低。
通常所指的密度,实际是刨花板的平均密度,国家标准规定,刨花板的密度一般在0.50-0.85g/cm3。
吸水性:刨花板的吸水性主要与密度、含胶量及防水剂有关,密度越大,吸水性越小,含胶量越高,吸水率越低,加入防水剂比不加防水剂吸水性小。
导热性:刨花板的导热性与板的密度、孔隙度及含水率有关,密度大,刨花的热传导系数大,在一定的温度条件下含水率高,刨花板的导热系数越大。
隔声性:刨花板具有较好的隔声性,因此,刨花板大量用作隔声壁板、门等吸声建筑部件。
三、力学性能:刨花板各种力学性能与板的类型、密度、含水率有关。
不同密度的刨花板,其静曲强度和抗拉强度不同,强度随密度的增加而提高。
厚度增加,平面抗拉强度就低,含水率增加,板的强度下降。
PCB印制电路板以及HDI生产流程详细介绍.英文版概要

(乾膜)
32
22. 護形層製作 (曝光)(Conformal Mask)
Artwork
(底片)
Before Exposure
Artwork (底片)
After Exposure
33
23.護形層製作 (顯像)(Conformal Mask)
34
24. 護形層製作 (蝕銅) (Conformal Mask)
14
5. 內層線路製作(蝕刻)(Etch) Photo Resist
15
6. 內層線路製作(去膜)(Strip Resist)
16
7.黑氧化 ( Oxide Coating)
17
8. 疊板 (Lay-up)
Layer 1 Layer 2 Layer 3 Layer 4
LAYER 1 LAYER 2 LAYER 3 LAYER 4 LAYER 5 LAYER 6
2
Process Flow
(PCB&HDI)
BACK
Pre-engineering
Process Flow Chart (1)
Mechanical drilling
Pattern imaging
Cu plating
Etching
Pattern imaging
Laminating
Solder Mask
35
25.護形層製作(去膜) (Conformal Mask)
36
26. 雷射鑽孔 (Laser Ablation)及機械鑽孔
37
27. 機械鑽孔 (Mechanical Drill)
Laser Microvia (Blind Via)
Mechanical Drill (P.T.H.)
中英文对照PCB生产流程常用术语
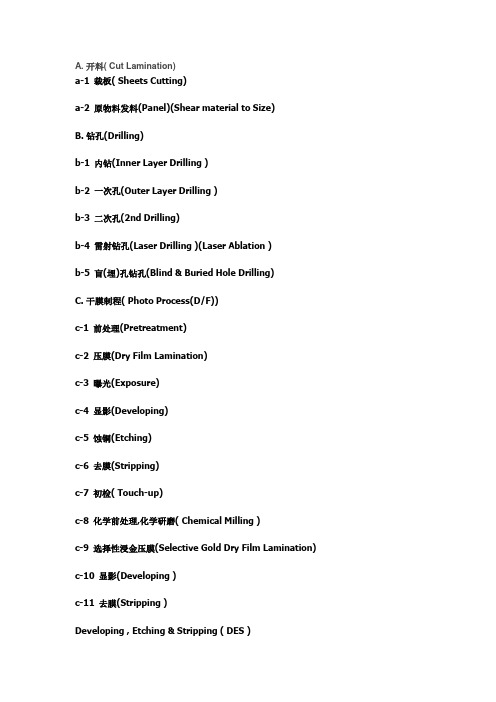
A. 开料( Cut Lamination)a-1 裁板( Sheets Cutting)a-2 原物料发料(Panel)(Shear material to Size)B. 钻孔(Drilling)b-1 内钻(Inner Layer Drilling )b-2 一次孔(Outer Layer Drilling )b-3 二次孔(2nd Drilling)b-4 雷射钻孔(Laser Drilling )(Laser Ablation )b-5 盲(埋)孔钻孔(Blind & Buried Hole Drilling)C. 干膜制程( Photo Process(D/F))c-1 前处理(Pretreatment)c-2 压膜(Dry Film Lamination)c-3 曝光(Exposure)c-4 显影(Developing)c-5 蚀铜(Etching)c-6 去膜(Stripping)c-7 初检( Touch-up)c-8 化学前处理,化学研磨( Chemical Milling )c-9 选择性浸金压膜(Selective Gold Dry Film Lamination) c-10 显影(Developing )c-11 去膜(Stripping )Developing , Etching & Stripping ( DES )D. 压合Laminationd-1 黑化(Black Oxide Treatment)d-2 微蚀(Microetching)d-3 铆钉组合(eyelet )d-4 叠板(Lay up)d-5 压合(Lamination)d-6 后处理(Post Treatment)d-7 黑氧化( Black Oxide Removal )d-8 铣靶(spot face)d-9 去溢胶(resin flush removal)E. 减铜(Copper Reduction)e-1 薄化铜(Copper Reduction)F. 电镀(Horizontal Electrolytic Plating)f-1 水平电镀(Horizontal Electro-Plating) (Panel Plating) f-2 锡铅电镀( Tin-Lead Plating ) (Pattern Plating)f-3 低于1 mil ( Less than 1 mil Thickness )f-4 高于1 mil ( More than 1 mil Thickness)f-5 砂带研磨(Belt Sanding)f-6 剥锡铅( Tin-Lead Stripping)f-7 微切片( Microsection)G. 塞孔(Plug Hole)g-1 印刷( Ink Print )g-2 预烤(Precure)g-3 表面刷磨(Scrub)g-4 后烘烤(Postcure)H. 防焊(绿漆/绿油): (Solder Mask)h-1 C面印刷(Printing Top Side)h-2 S面印刷(Printing Bottom Side)h-3 静电喷涂(Spray Coating)h-4 前处理(Pretreatment)h-5 预烤(Precure)h-6 曝光(Exposure)h-7 显影(Develop)h-8 后烘烤(Postcure)h-9 UV烘烤(UV Cure)h-10 文字印刷( Printing of Legend )h-11 喷砂( Pumice)(Wet Blasting)h-12 印可剥离防焊(Peelable Solder Mask)I . 镀金Gold platingi-1 金手指镀镍金( Gold Finger )i-2 电镀软金(Soft Ni/Au Plating)i-3 浸镍金( Immersion Ni/Au) (Electroless Ni/Au)J. 喷锡(Hot Air Solder Leveling)j-1 水平喷锡(Horizontal Hot Air Solder Leveling)j-2 垂直喷锡( Vertical Hot Air Solder Leveling)j-3 超级焊锡(Super Solder )j-4. 印焊锡突点(Solder Bump)K. 成型(Profile)(Form)k-1 捞型(N/C Routing ) (Milling)k-2 模具冲(Punch)k-3 板面清洗烘烤(Cleaning & Backing)k-4 V型槽( V-Cut)(V-Scoring)k-5 金手指斜边( Beveling of G/F)L. 开短路测试(Electrical Testing) (Continuity & Insulation Testing) l-1 AOI 光学检查( AOI Inspection)l-2 VRS 目检(Verified & Repaired)l-3 泛用型治具测试(Universal Tester)l-4 专用治具测试(Dedicated Tester)l-5 飞针测试(Flying Probe)M. 终检( Final Visual Inspection)m-1 压板翘( Warpage Remove)m-2 X-OUT 印刷(X-Out Marking)m-3 包装及出货(Packing & shipping)m-4 目检( Visual Inspection)m-5 清洗及烘烤( Final Clean & Baking)m-6 护铜剂(ENTEK Cu-106A)(OSP)m-7 离子残余量测试(Ionic Contamination Test )(Cleanliness Test)m-8 冷热冲击试验(Thermal cycling Testing)m-9 焊锡性试验( Solderability Testing )N. 雷射钻孔(Laser Ablation)N-1 雷射钻Tooling孔(Laser ablation Tooling Hole)N-2 雷射曝光对位孔(Laser Ablation Registration Hole)N-3 雷射Mask制作(Laser Mask)N-4 雷射钻孔(Laser Ablation)N-5 AOI 检查及VRS ( AOI Inspection & Verified & Repaired)N-6 Blaser AOI (after Desmear and Microetching)N-7 除胶渣(Desmear)N-8 微蚀(Microetching )流程简介:开料Cut Lamination--钻孔Drilling--干膜制程Photo Process(D/F)--压合Lamination--减铜Copper Reduction--电镀Horizontal Electrolytic Plating--塞孔Plug Hole--防焊(绿漆/绿油)SolderMask--镀金Gold plating--喷锡Hot Air Solder Leveling--成型Profile--开短路测试ElectricalTesting--终检Final Visual Inspectionpcb电路板又称印制电路板、印刷线路板,简称印制板,英文简称PCB(printed circuit board )或PWB(printed wiring board),以绝缘板为基材,切成一定尺寸,其上至少附有一个导电图形,并布有孔(如元件孔、紧固孔、金属化孔等),用来代替以往装置电子元器件的底盘,并实现电子元器件之间的相互连接。