极压微乳化切削液的研制与应用
MAF_1_微乳型水基切削液的研制_孙成杰
续表 序号
4 5 6
防锈剂
羧酸胺盐 B 羧酸钾盐 苯甲酸钠
浓度/ % 0. 5 0. 5 0. 5
外观
透明 透明 透明
pH值 7. 0~7. 5
7. 0 7. 0~7. 5
单片锈蚀 (铸铁) (35 ±2) ℃ 无锈 一点锈 均锈
从表 2 结果可见 ,硼酸胺盐 、脂肪酸胺盐 、羧酸 胺盐的防锈性能较好 。 1. 5 微乳液油性剂的选择
表 4 MP4 在不同浓度下在水中的摩擦系数
MP4 浓度/ %
0. 1
0. 2
0. 5
1. 0
摩擦系数
0. 0754 0. 0672 0. 0645 0. 0601
注 :试验是在 M - 20 摩擦试验机上用钢作为试验件 。
从表 4 可见 ,在水中加入 0. 1 %的 MP4 ,便能显 著的降低水的摩擦系数 ,能为切削液提供良好的普 通载荷的边界润滑性能 。 1. 6 微乳液极压抗磨剂的选择
在切削加工时 ,被加工的金属会发生塑性和弹 性变形 ,由于刀具与工件的不断摩擦 ,产生了大量的 切削热 ,这些热量严重的影响了刀具寿命和切削效 率 ,尤其在重负荷 、强力切削和极苛刻的机械加工中 显得更为突出 。因此 ,降低切削温度 ,提高切削效果 是切削加工中的一个重要问题 。为解决上述问题 , 必须通过润滑和冷却来实现 ,而采用一般润滑油是 不能满足要求的 ,必须加入极压抗磨添加剂及其它 的功能添加剂来完成 。在冲击性负荷或高温高负荷 条件下 ,极压抗磨剂起决定性作用 ,它与摩擦部分的 金属表面生成极压润滑膜 (金属化学膜) ,把两金属 表面隔开 ,从而防止金属磨损和烧结 。
1. 2. 1 微乳型水基切削液的形成机理
加杀菌剂 、消泡剂充分搅拌即得到微乳型水基切削
极压微乳化切削液
极压微乳化切削液
1.极压微乳化切削液介绍:
极压微乳化切削液即加美润滑油极压微乳化切削液当今最环保、最先进、最安全的切削液。
2.极压微乳化切削液性能:
性能(1)●具有极佳的润滑和的防锈性能,能有效保护刀具和机床,提高工件加工质量。
性能(2)●具有清洗性能,排屑能力强,能保持工作台面干净和管道不堵塞。
性能(3)●不含亚硝酸钠、PTBBA/苯酚等对人体有害物质。
3.极压微乳化切削液应用:
极压微乳化切削液可广泛应用于黑色金属的切削和磨削加工。
是市场使用率最高的一款产品。
微乳切削液国外翻译的书
微乳切削液国外翻译的书
一、微乳切削液的概述
微乳切削液是一种新型的金属切削液,它以其独特的性能在国内外得到了广泛的关注。
微乳切削液主要由表面活性剂、防锈剂、润滑剂等组成,具有良好的防锈、润滑、冷却和清洗作用。
二、微乳切削液的国外研究现状
在国外,微乳切削液的研究起步较早,已经取得了一系列的研究成果。
美国、德国、日本等国家在微乳切削液的研究方面具有较强的实力,他们致力于探索微乳切削液的性能优化和应用领域。
三、微乳切削液的优点与应用领域
微乳切削液具有以下优点:
1.良好的防锈性能,可有效延长金属切削部件的使用寿命。
2.优异的润滑性能,降低刀具磨损,提高切削效率。
3.冷却效果好,可降低切削温度,减少工件热变形。
4.清洗性能强,易于清除切削过程中产生的污垢。
因此,微乳切削液广泛应用于汽车、航空航天、模具等行业。
四、我国微乳切削液的研究与发展
近年来,我国在微乳切削液领域的研究取得了显著成果。
国内科研机构和企业加大了微乳切削液的研发投入,不断优化产品性能,提高产品竞争力。
同时,我国还积极参与国际交流,引进国外先进技术,推动微乳切削液产业的发展。
五、国外翻译作品中的微乳切削液介绍
在国外翻译作品中,微乳切削液得到了广泛的关注。
这些作品详细介绍了微乳切削液的性能、应用和研究成果,为我们了解国外微乳切削液的发展提供了宝贵的参考。
六、总结与展望
微乳切削液作为一种新型金属切削液,以其优异的性能在国外得到了广泛的应用。
我国在微乳切削液领域的研究取得了显著成果,但仍需加大研发力度,不断提高产品性能。
机械制造用微乳切削液的研制及应用
机械制造用微乳切削液的研制及应用吕俊凡;钟明;黄奋【摘要】以富马酸、二乙醇胺、五氧化二磷为原料合成富马酸二乙醇酰胺磷酸酯(FEP)作为极压剂,以妥尔油酸、二乙醇胺为原料合成妥尔油酸二乙醇胺(BP)作为极压抗磨添加剂,并对基础油、防锈剂、表面活性剂、杀菌剂等添加剂进行筛选研究,合成机械制造用微乳切削液.该产品具有优良的润滑性、防锈性、冷却性、清洗性、杀菌性,在机械制造行业中,可满足各种进口、国产设备及各种材质机加工工艺,是一种环保型的长效金属切削液.【期刊名称】《机械制造》【年(卷),期】2014(052)005【总页数】3页(P65-67)【关键词】机械制造业;润滑极压性;防锈性;微乳切削液【作者】吕俊凡;钟明;黄奋【作者单位】广西大学化学化工学院南宁530001;南宁凯林杰机械化工有限公司南宁530001;南宁凯林杰机械化工有限公司南宁530001【正文语种】中文【中图分类】TH117.2+2;TG501.5金属切削液是机械制造过程中机加工必不可少的润滑材料,随着我国机械制造企业的快速发展,机加工设备越来越先进,加工精度要求越来越高,加工材质越来越多样化,这就对金属切削液提出了更高的要求,尤其对润滑性、清洗性、防锈性等性能比传统金属切削液产品要求更高。
为满足机械制造业不断进步和发展的需求,笔者研制合成具有润滑、防锈、清洗、杀菌等多功能的长效环保微乳金属切削液,以满足机械制造业切削精度更精密、切削材料多样化、切削温度更高、对切削液的使用寿命质量更严苛的要求。
微乳化切削液具有像乳化切削液那样的润滑性、防锈性,又有像合成切削液那样的清洗性、渗透性、长寿命等优良的综合性能[1-4],所以微乳化切削液作为应用于先进机加工的切削液产品,被国内外机械加工业所承认。
它可以广泛用于机械制造中铁合金、铝合金、锌合金、铜合金、钛合金等金属的切削和研磨等各种加工工艺,也可以用于冲压、深拔、冷锻和热锻、挤压、模压等成型工艺。
微乳切削液配方成分,微乳切削液制作工艺及作用机理
微乳切削液配方组成,制作工艺及作用机理导读:本文详细介绍了微乳切削液的研究背景,理论基础,参考配方等,本文中的配方数据经过修改,如需更详细资料,可咨询我们的技术工程师。
微乳切削液广泛用于金属加工及光伏等制造行业,禾川化学引进国外配方破译技术,专业从事微乳切削液成分分析、配方还原、研发外包服务,为切削液相关企业提供一整套配方技术解决方案。
一.切削液背景切削液是一种用在金属切、削、磨加工过程中,用来冷却和润滑刀具和加工件的工业用液体,切削液由多种超强功能助剂经科学复合配伍而成,同时具备良好的冷却性能、润滑性能、防锈性能、除油清洗功能、防腐功能、易稀释特点。
克服了传统皂基乳化液夏天易臭、冬天难稀释、防锈效果差的的毛病,对车床漆也无不良影响,适用于黑色金属的切削及磨加工,属当前最领先的磨削产品。
切削液各项指标均优于皂化油,它具有良好的冷却、清洗、防锈等特点,并且具备无毒、无味、对人体无侵蚀、对设备不腐蚀、对环境不污染等特点。
水基润滑剂的优点是冷却性好, 价廉易得, 加工件易清洗, 主要用于高速切削加工工序中。
由于水基润滑剂的组分的改进, 大大提高了它的润滑性能和防腐蚀能力, 因而需求量日渐增大, 尤其在对铝和铜材加工方面。
水基润滑添加剂可分为油溶性和水溶性两种。
油溶性添加剂的使用性能同矿物油中的一样。
为使油溶性添加剂分散到水中需加入表面活性剂。
水溶性添加剂可在油溶性添加剂分子中引入水溶性基团而制得。
水溶性切削液可以分成乳化液, 化学合成液和半合成液三类, 都可用于轻中高负荷的切削加工。
禾川化学技术团队具有丰富的分析研发经验,经过多年的技术积累,可以运用尖端的科学仪器、完善的标准图谱库、强大原材料库,彻底解决众多化工企业生产研发过程中遇到的难题,利用其八大服务优势,最终实现企业产品性能改进及新产品研发。
样品分析检测流程:样品确认—物理表征前处理—大型仪器分析—工程师解谱—分析结果验证—后续技术服务。
有任何配方技术难题,可即刻联系禾川化学技术团队,我们将为企业提供一站式配方技术解决方案!1.1切削液的分类及区别1.1.1切削液的分类切削液按油品化学组成分为非水溶性(油基)液和水溶性(水基)液两大类。
极压微乳乳化切削液
极压微乳乳化切削液
一、用途
MB-122极压微乳乳化切削液是一款通用型强的切削液,基本上所有金属,所有加工方式上都适用。
无论是车削、切削、磨削、拉伸等金属加工都可以使用这款MB-122切削液。
实现了我们平时所讲的,一款产品,全厂通用的目标。
二、极压微乳乳化切削液理化指标
三、极压微乳乳化切削液相关推荐
四、美科切削液小知识分享:
防治金属切削液腐蚀的方法
1、用纯水配制切削液,并且切削液的比例应按所用切削液说明书中的推荐值使用。
2、检查湿度,注意控制工作环境的湿度在合适的范围内。
3、要避免切削液受到污染。
4、控制细菌的数量,避免细菌的产生。
5、要避免不相似的材料接触。
6、在需要的情况下,要使用防锈液。
五、美科切削液格言分享:
当批评减少而增多鼓励和夸奖时,人们所做的好事会增加,而不好的事会受到忽视而萎缩。
[卡内基]
要从工作中得到乐趣,首先不要让自己变成工作的奴隶,而要让自己变成工作的主人。
无止境的日夜工作,正如无止境的追逐玩乐一样不可取。
[摘自乐在工作]
快乐是一种选择,我们可以在任何时间、任何地点和状况中做这种选择,因为每一项经验都可被建构出一种正面的意义,我们可以由任何人、事、物上汲取快乐。
[摘自快乐的秘密]。
微乳化型水溶性切削液
- -2--Sitala CE3402 高性能微乳化型切削液简介Sitala CE3402是一种高性能的含极压添加剂的微乳化型水溶性切削液, 该产品特别适于各种高强度的切削加工,如铝合金、合金钢的加工,特别使用在对表面光洁度要求高的加工,也适用于普通钢材及铸铁的加工。
其使用浓度根据加工工艺、工件精度要求不同而有所不同,通常为6%到10%。
该产品特别为铝合金加工而设计开发,其优异的润滑性能可以有效减少各类积屑瘤的生成,显著延长刀具的使用寿命,从而大大降低刀具成本;本产品也适合Mapal 铰孔的加工要求;同时其独特的清净配方使加工工件及机床保持特别清洁,减少常见的铝合金非加工面出现的长白斑及真菌的现象。
优点√ 含极压添加剂,加工能力强,特别适合铝合金加工。
即使在苛刻加工条件下仍具有良好的表面光洁度和延长刀具使用寿命。
√ 适合高压冷却系统,如深孔钻、精铣及Mapal 铰孔加工等。
√ 具有良好的冷却性能与润滑性能,工件加工精度高。
√ 良好的材料适应性,较高浓度下使用也不会使工件表面变色或产生白斑。
√ 结合著名的生物稳定技术,具有极强的抗细菌及真菌能力,在一个良好维护的单机系统中很容易获得6-12个月的冷却液寿命。
√ 优异的抗泡性能。
√ 良好的清洁性能保证加工工件的清洁,有效提高工件在下道清洗工序中的清洗效率,并延长清洗剂的换液周期。
客户参考奇瑞汽车 (安徽,铝缸盖) GM Powertrain(匈牙利,铝气缸盖) Renault Dacia (罗马尼亚,铝机架) NTN (法国 CVJ 零部件磨削) Deutz (德国,铸铁加工)设备制造商推荐● Renault DaciaLandis Toyoda- -3--产品维护Sitala CE3402以浓缩液形式交货,用水稀释形成乳化液。
此产品适合所有中等硬度及较高硬度水质。
为确保冷却液槽的寿命,每周至少需要两次用折光仪或滴定法来测定磨削液的浓度,为防止杂油对浓度测定的影响,应尽可能利用除油装置去除杂油。
一种通用型微乳化金属切削液的研制
( S h a a n x i Re s e a r c h De s i g n I n s t i t u t e o f Pe t r o l e u m a n d Ch e mi c a l I n d u s t r y , S h a a n x i Xi ’ n a 7 1 0 0 5 4 , C h i n a )
金属切削液是指金属及其合金在切削 、车削 、 水 ,质量分数为 2 0 % ~ 3 0 %。 研磨 、镗孔 以及冲压 、冷锻 、热锻和挤压成型… 等 1 . 2 表面 活 性剂 的选 择 工艺中所使用的润滑冷却材料 ,按合成介质分为油 在理论 上 , 只要 表 面活 性剂 的种 类 和用 量恰 当 , 任何油水体系均可转变为微乳液体系 ,且只要油相 基 型 和水基 型 。微乳 化 切削 液是 一种 新 型水 基金 属 加工液 ,它综合 了乳化油和合成切削液的优点 ,又 弥补了他们 的不足 ,具有优 良的润滑性 、防锈性 、 清洗性 、渗透性和长寿命 。因此逐步发展为乳化油 和合成切削液的替代产品。
Ab s t r a c t : A mi c r o . e mu l s i o n me t a l c u t t i n g lu f i d wi t h o u r o wn b r nd a h a s b e e n d e v e l o p e d b y o r t ho g o n a l e x p e ime r n t s a n d f o r mu l a o p t i mi z a t i o n . I t i s s u i t a b l e f o r c u t t i n g , g r i n d i n g , d r i l l i n g , a n d CNC ma c h i n i n g o f me t a l l i c ma t e ia r l s , s u c h a s s t a i n l e s s s t e e l ,c o p p e r ,a l u mi n u m a n d a l u mi n u m a l l o y s , t i t ni a m u a n d o t h e r ma t e r i a l s .I t s p e r f o r ma n c e me e t s o r e x c e e d s d o me s t i c a n d f o r e i g n s i mi l a r p r o d u c t s . I t h a s n o c o r r o s i o n or f ma c h i n e t o o l s nd a wo r k p i e c e s . i t i s h a r ml e s s t o h u ma n b O d v a n d e c o l o g i c a l e n v i r o n me n t . a n d i t h a s g o o d r u s t r e s i s t nc a e a n d e x t r e me p r e s s u r e r e s i s t a n c e . Ke y wo r d s : Mi c r o — e mu l s i o n ; Cu t t i n g lu f i d ; Un i v e r s a l ; Ru s t r e s i s t a n c e ; E x t r e me p r e s s u r e r e s i s t a n c e
环保型微乳化磨削液的研制及应用

2 环 保 型 配 方 的设 计 及 选择
为满足磨削液 的基本性 能要求 , 同时使磨削 液 的制造 工 艺简单 , 能稳定 , 性 原料 来源 丰富 , 对 需
配方组 分进行合 理选择 。
王灿辉 , : 等 环保型微乳化 磨削液的研制及应 用
面活性 剂 约为 02~ . / g其 毒 性 要 比阴 离 子 . 2 0g k ,
大 得多 ; 非 离 子 表 面活 性 剂 则 为 1 而 0~5 / , 0g 毒 性最 小 。本 试 验 选 用 由阴 离 子 表 面 活 性 剂 、 非 离 子表 面活 性 剂 、 类 和 高 级 磺 酸 盐 等 配 合 而成 醚 的 复合 表面 活性 剂作 为乳 化剂 。 2 4 杀 菌剂 的选 择 .
a i g2011, No.5 C 1—1 4 /m Be rn N4 18
曼 ! 二Z 三
轴承
2 1 年5 0 1 期
1 —1 0 2
. 工 艺与装备 . I
环 保 型 微 乳 化 磨 削液 的研 制 及 应 用
王灿辉 侯 万果 田前进 王 中原 曹孝陈 , , , ,
其渗 透 和清 洗能 力大 大 增 强 。乳 化 剂 是 由多种 表 面 活性剂 构 成 , 表 面 活 性 剂 具 有 在 界 面 上 分 离 而
的特 性 , 因此 乳 化 剂 在 微 乳 化 磨 削 液 中除 降 低 表
面 张力外 , 重 要 是 可 保 持 油 滴 的 表 面 尽 可 能 地 更
攒
捌
微乳 化液 本身 具 有微 生 物 和 菌 类 滋生 繁 衍 的 条件 , 容易 腐 败 变 质 。杀 菌 剂 的作 用 在 于 抑 制 细 菌和 毒菌 的滋 生 , 杀灭 液 体 中已存 在 的细 菌 , 长 延 磨 削液 的使 用 寿命 。 出于 环 保 的 要 求 , 多 国家 许
微乳型切削液的研制
2.3 清洗作用 在金属切削过程中,切屑、铁粉、磨屑、油污、
砂粒等常常粘附在工件、刀具或砂轮表面及缝隙中, 同时沾污机床和工件,不易清洗,使刀具或砂轮切削 刃口变钝,影响切削效果,所以要求切削液有良好的 清洗作用。含有表面活性剂的水基切削液,清洗效果 较好。 2.4 防锈作用
3 微乳型切削液的组成
微乳型切削液由基础油、表面活性剂(乳化 剂)、水、防锈剂(包括有色金属防锈剂)、润滑 剂、极压剂、消泡剂、防霉剂(杀菌剂)、偶合剂等 组成。其各组分的含量见表1。
表1 微乳型切削液各组分含量
%
组分 基础油 脂肪及脂肪酸 极压剂 烷基醇胺及无机碱 表面活性剂 多元醇 防锈剂 有色金属防锈剂 防霉剂 消泡剂 水
微乳型切削液要达到外观合格也是很不容易 的。由于所用原料不同、配制工艺不同,有可能出 现切削液外观混浊、分层、有沉淀等现象,需不断 调整、反复试验,才能逐渐符合要求。通过试验认 为,基础油的品种和质量是关键、是基础。
表面活性剂的加入量要控制好,如果加入量过 大,易产生大量泡沫,且要适量加入消泡剂。
如果微乳型切削液用于黑色金属、有色金属等多 种金属零件切削加工,应对各种金属都具有良好的防 腐蚀性,配方中应含有对应各种金属的缓蚀剂。
冷却作用是依靠切(磨)削液的对流换热和气 化把切削热从固体(刀具、工件和切屑)上带走, 降低切削区的温度,减少工件变形,保持刀具硬度 和尺寸。
水具有较高的比热容和大的热导率,水基切削液 的冷却性能要比油基切削液好。
切削液的冷却效果受切削液的渗透性影响,渗 透性能好的切削液,对刀刃的冷却速度快。油基切削 液的渗透性比水基切削液好,含有表面活性剂的水基 切削液其渗透性能则大大提高。当液体的表面张力小 时,液体在固体表面向周围扩展,液体的渗透性能就 好,可加强冷却效果。
长寿命极压通用型微乳切削液的研制
表 1 几种极压抗磨添加剂的性能检测
从表 2可见 自配 的羧酸胺 盐衍 生物 和硼酸胺盐 衍生 物防腐 防锈性 能优 良。 24 极压微 乳切 削液 表面 活性 剂选择 . 根据 油 相及 材 料 的选 择 , 化这 些 极压 剂所 需 乳
验筛选出微乳液基础油 、 压抗磨添加 剂 、 极 防锈 剂 、 化剂 、 乳 杀菌剂 , 后配 以一定 量 的表面活性 剂 、 然 消泡剂、 H稳 p 定剂 、 金属离子络合剂等 , 将其 用水 溶解 , 最后制 得微乳化切削液。结果表明 , 所制得 的极压微 乳切削液透 明稳定 , 具有 优 良的抗磨性 、 极压性 、 防锈性及抗 泡性 , 项指标 均达 到要求 。该 切削液 能用 于加工 铝合金 、 铁 、 各 铸 碳钢 、 不 锈钢 、 模具钢 、 铜等 各种材质 , 使用寿命长 , 效果好 , 不含对人体 有害物质。 关键 词 : 切削液 ; 微乳化切削液 ; 机理 ; 制备 ; 润滑 ; 极压 ; 防锈 ; 机械加工 中图分类 号 : Q 7 .2 T 1441 文献标识 码 : A 文章编号 :6 19 0 (0 8 0 —0 30 1 7 —9 5 2 0 )70 1 —3
随机 引进 大量 微乳 化切 削 液产 品 。进 口微 乳化 液价
液, 微乳液 的液珠很小 , 可将微 乳液看作单分散体 系, 由于大量表 面活性剂的存在 , 从而使 油、 水界面
张力降至极低 , 因此微乳液是热力学上的稳定体系。
2 微 乳 液 的制 备
微乳 液是 由油 、 、 面活 性 剂 、 表 面活 性 剂 水 表 助
称为微乳状液 。微 乳液 的性 质不 同于通常 的乳状
收稿 日期 :0 80 .1 2 0 .12
环境友好无氯极压微乳切削液的研制与应用_熊红旗

2011年1月第36卷第1期润滑与密封L UBR I CAT I ON ENG I NEER I NGJan .2011V ol 136N o 11DO I :1013969/j 1issn 10254-0150120111011027收稿日期:2010-09-10作者简介:熊红旗(1984)),男,助理工程师,主要从事金属加工油(液)的研究开发与技术服务工作.E -m ai:lbenny -hongq@i 1631co m .环境友好无氯极压微乳切削液的研制与应用熊红旗 林心勇 戴恩期(广州机械科学研究院 广东广州510700)摘要:通过大量实验筛选出环境友好微乳切削液所需的乳化剂、油性剂、极压剂、防锈剂等添加剂,并用正交实验法确定了微乳切削液的配方。
测试和实际应用结果表明,研制的无氯极压微乳切削液具有优良的稳定性、极压性、抗磨性和防锈性,各项指标与进口同类产品相当,且不含对环境有污染的氯化石蜡、亚硝酸盐和苯酚等物质,可替代进口同类产品。
关键词:环境友好;无氯;极压性能;微乳切削液中图分类号:TG50115 文献标识码:A 文章编号:0254-0150(2011)1-102-5Preparation and Application of Environ ment -friendly Ch l ori ne -freeExtre me -press ureM icro -e mulsion Cutti ng F l uidX i o ng Hongqi L i n X i n yong Dai Enqi(G uangzhouM echan i ca l Engi neering Research I nstitute ,G uangzhou G uangdong 510700,Chi na)Abstract :Thr ough a l arge number of experm i ents ,the proper e mulsifier ,o ily agent ,extre m e -pressure agent ,ant-i rust agent for e nv iron m ent -friendl y m icr o -e mulsi on cutti ng fl uid was selected ,and the optm i ized f or m ulat i on w as deter m ined by orthogonal experm i e nts .The results of test and practical applicat i on sho w t hat the developed m icro -e m ulsion cutti ng flui d has excellent sta b ility ,extre m e -pressure property ,abrasion resistance and rust resistance ,and does not contai n c hlori nated paraffi n ,nitrite ,phenol and other conta m i nated materi a ls on the e nv iron m ent .Its pr operty is sm i ilar to the m i ported prod -ucts and can repl ace the m i ported pr oducts .K eywords :e nv iron m ent -friendl y ;chlorine -free ;e x tre me -pressure property ;m icr o -e mulsi on cutti ng fl u i d 金属切削液是指金属及其合金在切削、研磨、冲压、轧制和拉拔等各种加工过程中所使用的润滑冷却材料。
微乳切削液配方及制作方法

微乳切削液配方及制作方法Using micro-emulsion cutting fluid can effectively improve the processing efficiency and quality of metal cutting. The preparation of micro-emulsion cutting fluid requires attention to the selection and proportioning of various components. Emulsion stability, lubricity, and corrosion resistance are important factors to consider in the formulation process. The correct preparation method can ensure the desired performance of the cutting fluid.使用微乳切削液可以有效提高金属切削的加工效率和质量。
微乳切割液的制备需要注意各种成分的选择和配比。
在配方过程中,乳化稳定性、润滑性和耐腐蚀性是需要考虑的重要因素。
正确的制备方法可以保证切割液的期望性能。
The main components of micro-emulsion cutting fluids include surfactants, lubricants, corrosion inhibitors, water, and other additives. Surfactants play a key role in stabilizing the emulsion and reducing the surface tension of the cutting fluid. Lubricants provide lubrication during the cutting process to reduce friction and heat generation. Corrosion inhibitors protect metal surfaces from rust andcorrosion. Water is the main component of the cutting fluid and serves as a coolant during machining.微乳切削液的主要成分包括表面活性剂、润滑剂、防腐剂、水和其他添加剂。
极压乳化液
极压乳化液
极压乳化液,新型乳化液配方,含有目前最新型的超级乳化剂,与水混合,有效的生物杀菌剂,阻止冷却系统的细菌性降解,大大延长乳化液寿命,避免了乳化液夏天发臭腐败使用寿命短的问题。
防锈、润滑、冷却性能好,适用于需要高质量冷却剂的大多数金属切削操作和不同材料以及有色和黑色金属的加工。
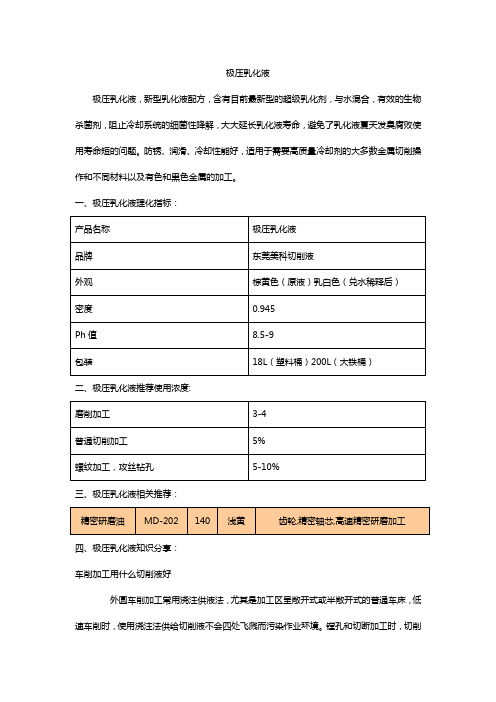
一、极压乳化液理化指标:
产品名称极压乳化液
品牌东莞美科切削液
外观棕黄色(原液)乳白色(兑水稀释后)
密度0.945
Ph值8.5-9
包装18L(塑料桶)200L(大铁桶)
二、极压乳化液推荐使用浓度:
磨削加工3-4
普通切削加工5%
螺纹加工,攻丝钻孔5-10%
三、极压乳化液相关推荐:
精密研磨油MD-202 140 浅黄齿轮,精密轴芯,高速精密研磨加工四、极压乳化液知识分享:
车削加工用什么切削液好
外圆车削加工常用浇注供液法,尤其是加工区呈敞开式或半敞开式的普通车床,低速车削时,使用浇注法供给切削液不会四处飞溅而污染作业环境。
镗孔和切断加工时,切削
液进入切削区以及排出切屑都比较困难,采用压力供液效果较好。
此外,高速车削时,切削区发热量大,刀具温度高;车削难加工材料时,刀具与切屑、刀具与工件黏附倾向大,刀具寿命短,生产效率低,加工质量难于保证。
在这些场合,压力供液均有其应用价值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
润滑与密封
LUBR ICAT I ON ENG I NEER I NG
S ep 2005 No 5 ( serial No 171 )
极压微乳化切削液的研制与应用
冯君茜 1 胡德栋 2
( 1 山东省警察学院科技系 济南 250101 ; 2 山东大学材料科学与工程学院 济南 250061)
Abstract : A k ind of transparen tm icroe mu ls ion as extreme p ressure cu tting flu id w as d eveloped, it con sists of su rfactant ,
lub rican t , an tirust add it ive , stab ilizer , m in eral o il w ith low v iscosity, b iocide and w ater etc . The p roperties , characters and the app lication of th is new type of tran sparent m icroe m u lsion cu tting flu id w ere d iscussed. T he app lication resu lts show that the m icroe mu lsion cu tting flu id h as good perfor m ances su ch as lubricating , refrigerating, clean ing and an tiru st p roperties . T here is no harm fu l compon en t su ch as w ax ch loride and sod ium n itrite .
1 9 润滑性能的评定 油性剂的润滑性能的实验室评定, 采用济南试验 机厂生产 的 M RS 10B 型 高速 四球 摩擦试 验机, 参照 GB 3142- 82方法。主要评价润滑液的 最大无 卡咬负 荷 ( p B 值 ) 及 烧结 负 荷 ( p D 值 ) 和 长 时 磨斑 直 径 (W SD ) 。试验 条件 为: 转速 1 200 r /m in, 室 温 ( 约 25 ), 长磨时间 30 m in, 载 荷 294 N。所 用的 钢球 为上海钢球厂 生产的直 径为 12 7 mm 的二 级 GCr15 钢球, 硬度为 HRC 59 ~ 61。采用济 南试 验机厂 生产 的摩擦磨损试验机测定润滑液的摩擦因数。 1 10 实验允许量 在已装满 2% 浓度微 乳化 稀释 液 的 100 mL 具塞 量筒 中, 加 入 氯化 钠 饱 和溶 液 0 5 mL, 充分 摇 匀。 于 15~ 35 下静止 4 h 后, 无相分离的为合格。 1 11 乳化安定性 将装满 5% 微乳化稀释液的 50 mL 滴 定管, 放置 24 h后观察 皂或 油 层的 析出 体积。 若折 出皂 的 体积 不大于 0 5 mL, 且无油层析出为合格。 1 12 抗菌性试验 在 200 mL、 5% 微 乳化 稀释 液中 加入 2 mL 腐败 的乳化液, 同 时加 入 2 g 玉米 粉, 移置 到 已 恒温 到 ( 30 2) 的恒温 器内, 连续 实验 30 天, 如无 霉斑 生成则为通过。 2 极压微乳化切削液的制备 极压微乳切削液是由油、水、表面活性剂等组成 的。在制备中选择了两相混合法。将水溶性表面活性 剂、防锈剂、助表面活性剂等溶于水相, 油性剂、减 摩剂等溶于油相。然后, 边搅拌边将油相加入到水相 中, 搅拌至透明后, 加入消泡剂充分搅拌即得到微乳 化水基切削液浓缩液。 2 1 极压微乳化切削液基础油的选择 基础油主要起润滑作用, 同时也是油溶性添加剂 的载体。 虽然 微乳 液中 基 础油 的含 量较 低 ( 10 % ~ 30% ), 但它直 接 影 响 产 品 的 外 观、 乳 化 分 散 性 能 等。微乳液中加有大量的表面活性剂、防锈剂、油性 剂等, 一定 程 度上 会 增加 产 品的 粘 度, 尤 其是 H LB 值较大的乳化剂对矿物油有明显的稠化作用, 甚至呈 膏状。因此, 微乳 液应 选 用粘 度较 低 的润 滑 油 基础 油。同时, 为了保证运输、储存的安全, 微乳液的闪 点不宜太低, 除非特别要求, 一般情况下, 煤油、柴 油这些低闪点的石油产品不宜用作基础油。
表 1 不同基础油对微乳液浓缩液的影响
柴油 透明 25 变压器油 透明
#
MV I150 半透明
H V I150 膏状
#
从表 1可见, 微乳液 浓缩液 的基础 油选用 25 变
2005 年第 5 期
收稿日期: 2004- 11- 18 作者简介: 冯君茜 ( 1969- ), 讲师 , 主要从事有机合成与金属 加工液的研制 E m a i:l junqianfeng @ 163 co m
制和应用 。随着国外先进机械装备的不断引进, 因 国产切削液性能满足不了工艺要求, 必须随机引进大 量微乳切削液产品。进口微乳化液价格昂贵, 几乎是 国产切削液价格 的 10 倍 左右。因 而微乳 化液的 国产 化对发展我国机械工业是十分重要的。 微乳化液又分为普通型和极压型两种。本文作者 在研制微乳化液产品的基础上, 引入合适的极压添加 剂, 从而提高产品的使用性能, 减少切削阻力, 提高 切削效率, 并解决加入极压添加剂后, 对微乳液防锈 性、稳定性等性能产生的影响。此外, 也对产品的气 味、透明度等外观性能作合理调配, 使产品更具商业 价值。 1 极压微乳化液的评定 1 1 外观评定 在 15~ 35 室温下, 用 100 mL 具塞量筒, 量取 100 mL 被测浓缩 物, 静置 24 h 后, 检查 外观, 应无 分层、沉淀, 成均匀液相。 1 2 储存安定性试验 将 50 mL 浓缩物, 置 于 100 mL 具塞 量筒中, 将 其放于 ( 70 3 ) 恒温干燥箱中 5 h, 取出 冷至室温 ( 15 ~ 35 ) 放置 3 h, 然后再置于 ( - 12 3) 的
Developm ent and Application ofM icroem ulsion as Extre m e Pressure Cutting Fluid
Feng Junq i a n1 H u D edong2
( 1 Sc ientific and T echno log ical D epartm ent o f Shandong Po lice Co lleg e , Jinan 250101 , Ch ina ; 2 Co llege ofM ater ials and Eng ineer ing, Shandong U n ive rsity , Jinan 250061 , Ch ina)
[ 1]
158
润 滑与密封
总第 171 期
低温冰箱中 24 h, 取出静置至室温, 1 h后进行评定。 如无分层、相 变及 胶 状 现 象, 即 恢复 原 状, 则 为 合 格。 1 3 透明度评定 稀释 20 倍的稀液, 倒入 250 mL 的烧杯中, 液层 高度为 ( 75 3 ) mm。然 后, 把 一 个 明 亮 的 5 W、 220 V 灯泡对准烧杯底部, 从烧 杯的上部 透过切 削液 观看灯泡: 如能清晰地看到灯丝, 是透明的; 如模糊 可见灯丝, 是 半透 明 的; 如 看 不 见灯 丝, 是不 透 明 的。 1 4 pH 值的测定 用精密 试 纸一 条, 浸入 5% 浓 度 微乳 化 稀 释 液 中, 0 5 s后取出, 与标准色版比较, 即得 pH 值。必 要时, 也可用 pH 计测量 pH 值。 1 5 消泡性试验 将 5% 浓度 微 乳 化 稀释 液 倒 入 100 mL 量 筒 中, 使液面在 70 mL 处, 盖好 塞, 上下 摇动 1 m in, 摇动 频率 为 100 ~ 200 次 /m in。 然 后, 在 室 温 下 静 置 10 m in, 观察液面残留泡沫体积, 不大于 2 mL 为合格。 1 6 表面张力的测定 按表面张力仪使用方法进行。 1 7 腐蚀性试验 将铸铁片、紫 铜、铝 合 金 3 种 试 片 ( 试片 的 制 备按 SY 2755- 76S 防 锈油 脂防 锈实验 试片 制备 方 法 ), 全浸 于 5% 微 乳化 稀 释液 试 液中, 加盖 玻 璃 罩, 移置到已恒温到 ( 55 2 ) 恒温 器内, 连 续实 验 24 h后, 取出试片, 进行检查。 1 8 防锈性试验 1 8 1 单片防锈性试验 用滴液管吸取 5% 微乳化稀释液, 按 梅花格 式滴 入 5滴, 于一级灰口铸铁试片 (试 片制备 按 SY 2755 - 76S 防锈 油脂 防 锈 实 验 试 片 制备 方 法 进 行 制 造 ) 的磨光面上, 每滴直径为 4 ~ 5 mm。然后将试片 置于干燥器的隔板上, 加盖 100~ 150 mL 玻璃罩, 再 合上干燥器盖, 置于已 恒温到 ( 35 2 ) 的恒 温箱 中, 连续实验 24 h, 取出试片, 进行检查。 1 8 2 叠片防锈性试验 将准备好的一级灰口铸铁试片平放于干燥器的隔 板上, 试片的磨光面向上, 用滴 液管吸取 5% 微 乳化 稀释液, 涂布在试片上, 然后再用另一试片的磨光面 重叠其 上。合上 干燥 器盖, 置 于已 恒温 到 ( 35 2) 的恒温箱中, 连 续实验 8 h, 打开试 片, 用脱 脂棉 蘸取无水乙 醇 擦 除 试 液, 立 即 观 察, 距 试 片 边 缘 1 mm 以内两叠面无锈蚀 ( 光亮如初 ) 或无明显 叠印为 合格。
K eywords : m icroe m u lsion; extre m e pressu re cu tting flu id; lubricity; an tiru st ab w ork ing flu id ) 是指用 于金 属 及其合金在切削、研磨、冲压、轧制和拉拔等各种加 工过程中 所使 用 的润 滑剂, 在国 内习 惯称 作 工艺 用 油。金属加工液按使用特性分为金属切削液和金属成 型液 (含拉 拔、轧 制、锻 压等 ) 两 大类, 按 介质 状 况 分 为 油 基 型 ( S traigh t o il ) 和 水 基 型 ( W ater flu id)。其中水基液具有良好的冷却性能和清 洗性能, 成本较低, 无污 染, 产 品符 合 可持 续 发展 的 社 会要求。水基液又分为可溶 性油 (乳 化液 )、半 合成 液 (亦称 为微 乳液 ) 和合 成液。微 乳化 切削 液是 一 种介于乳化油和合成切削液之间的新型金属加工液产 品, 它既具有乳化油的润滑性, 又有合成切削液的清 洗性, 逐步发展为乳化油和合成液的换代产品。 发达国家已走过了从乳化液向合成液, 再向微乳 化液发展的过程, 而我国目前仍以乳化液为主, 机械 行业在上世纪 80 年代出 现了研 制生 产和应 用合 成液 的热潮, 从 90 年代才比 较普遍 地注 重微乳 化液 的研