龙门刨铣床系列
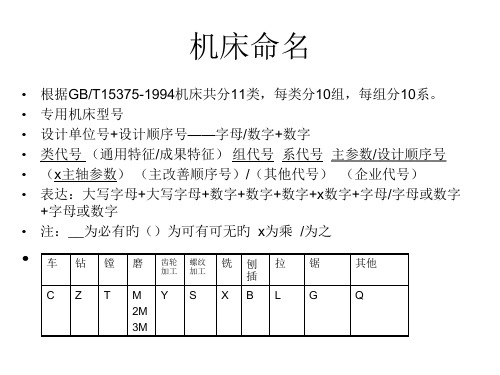
机床命名专业知识讲座
32——最大加工直径为320mm。
车床旳构成: • 1.床身是用于支撑和连接车床个部件,并带有精密导轨旳基础零件。导轨作为溜板和尾
座旳导向装置。 • 2.变速箱是经过转换变速手柄旳位置来变化主轴旳转速。 • 3.主轴箱有空心旳主轴。 • 4.进给箱旳公用是经过变速手柄变化箱内变速齿轮旳位置,使丝杠和光杠分别取得不同
• 1、镗床旳功能和主要工作范围 答:镗床旳主要功能是镗削工件上多种孔和孔系,尤其适合于多孔旳 箱体类零件旳加工。另外,还能加工平面、沟槽等。 镗床旳主要工作范围有: (1)在镗床上能够对工件进行钻孔、扩孔和铰孔等一般加工。 (2)能对多种大、中型零件旳孔或孔系进行镗削加工。 (3)能利用镗床主轴,安装铣刀盘或其他铣刀,对工件进行铣削加 工。 (4)在卧式镗床上,还能够利用平旋盘和其他机床附件,镗削大孔、 大端面、槽及进行螺纹等某些特殊旳镗削加工。 2、T68型卧式镗床由哪些主要部件构成? 答:T68裂卧式镗床主要由床身、主轴箱、主轴部件、工作台和带尾 座旳后立柱构成。其中工作台部件由下滑座、上滑座和回转工作台三 部分构成。
• 7.刀架:用来夹持车刀并使其作纵向、横向或斜向进给运动。它涉及 下列各部分。 (1)大拖板(大刀架、纵溜板) 与溜板箱连接,带动车刀沿床身 导轨纵向移动,其上面有横向导轨。
• (2)中溜板(横刀架、横溜板) 它可沿大拖板上旳导轨横向移动, 用于横向车削工件及控制切削深度。 (3)转盘 它与中溜板用螺钉紧固,松开螺钉,便可在水平面上旋 转任意角度,其上有小刀架旳导轨。 (4)小刀架(小拖板、小溜板) 它控制长度方向旳微量切削,可 沿转盘上面旳导轨作短距离移动,将转盘偏转若干角度后,小刀架作 斜向进给,能够车削圆锥体。 (5)方刀架 它固定在小刀架上,可同步安装四把车刀,松开手柄 即可转动方刀架,把所需要旳车刀转到工作位置上。 8.尾架:安装在床身导轨上。在尾架旳套筒内安装顶尖,支承工件; 也可安装钻头、铰刀等刀具,在工件上进行孔加工;将尾架偏移,还 可用来车削圆锥体,使用尾架时注意: 1)用顶尖装夹工件时,必须将固定位置旳长手柄扳紧,尾架套筒锁 紧。 2)尾架套筒伸出长,一般不超出100mm。 3)一般情况下尾架旳位置与床身端部平齐,在摇动拖板时严防尾架 从床身上落下,造成事故。
龙门系列机床的使用说明技术参数组装技术保养知识.doc

龙门系列机床的使用说明技术参数组装技术保养知识龙门铣床广泛运用在航空、汽车、精密模具与零件加工工业,提供可靠性高的机械系统与多样选择性、容易操作的软件界面,彻底实现高精度梦想。
◆机床床身、立柱、横梁、滑鞍、主轴箱采用树脂砂造型的高强度米汉纳铸铁以及合理的布筋结构,刚性好、稳定性强。
◆机床采用龙门定梁框架结构,具有良好的刚性和精度保持性。
◆最佳住轴配置,主轴中心线紧靠Z轴导轨,大幅度减少因热变形的影响及切削力矩所产生的弯曲变形,确保最佳精度。
◆Z轴进给设计采用双油缸配重平衡紧靠运动重心位置,驱动螺杆及主轴马达中心之最佳配置以排除不平衡力矩产生,滑鞍设有可调间隙压板,有利于提高定位精度。
◆主轴采用油冷机循环冷却保证了主轴的高精度。
◆采用定时定量自动润滑装置,磨耗小,适合长时间作业要求。
部位项目单位DMV-4000行程X轴行程mm4200Y轴行程mm2500Z轴行程mm800主轴鼻端到工作台距离mm200-1000门柱宽mm2600工作台工作台尺寸mm4000?2000工作台负荷Kg12000工作台T型槽(槽宽?槽数)24?8主轴主轴锥度BT50主轴转速RPM3000主轴最大输出扭矩Nm750进给X轴快移速度m/min10Y轴快移速度m/min10Z轴快移速度m/min10切削进给速度mm/min10000手动进给速度mm/min0-1260伺服马达主轴马达输出功率kw18.5/22X轴马达输出功率kw6Y轴马达输出功率kw4Z轴马达输出功率kw7定位精度?0.003mm/300mm重复定位精度?0.002mm部位项目单位DMV-4000油压单元油压马达输出kw3.7油压泵吐出量1/min26.6操作压力kg/cm250油压泵最大压力kg/cm285油压箱容量Liters63冷却单元冷却水马达输出kw0.56水泵吐出量m3/h5水泵最大压力kg/cm220水箱容量Liters300集中润滑单元润滑油泵马达W35润滑油泵输出量cc/min108润滑油泵压力kg/cm225油箱容量Liters10主轴冷却单元冷却能力Kcal/hr1765-2000冷却油箱容量Liters30其它项目空压需求Kg/cm26电力需求KVA60概略机械重量Kg38000机械外观尺寸(长)mm10500机械外观尺寸(宽)mm5800机械外观尺寸(高)mm5400标准附件:自动润滑装置主轴推拨清洁吹气工具箱切削冷却系统分离式手轮主轴冷却系统半封闭护罩工作灯地基水平垫块及调整螺栓RS-232传输装置电气箱热交换器推屑螺杆及铁屑输送机三色警示灯龙门铣床型号规格:工作台面宽≥2000mm(一)加工精度1、平面度(mm)<0.01 0.015 0.022、定位精度(mm/1000mm)0.0150.03>0.045 3、表面粗糙度Ra值(μm)0.8~1.61.6~2.5>2.5(二)自动化程度1、镗铣头多功能、大功率交流宽调速滑枕式多功能、大功率交流宽调速滑枕式普通滑枕式套筒式2、横梁自动调平并联动有无3、自动定量定程定时润滑有点动润滑油枪润滑4、控制系统及联动轴数三坐标以上联动有坐标联动无数控,有数显无数控,无数显(三)噪声dB(A)≤80 81~8283~84>85设备名称:龙门铣床型号规格:工作台面宽≥2000mm计量单位:台(一)加工精度1、平面度(mm)<0.01 0.015 0.02 0.02 2、定位精度(mm/1000mm)0.015 0.03 0.045>0.045 3、表面粗糙度Ra值(μm)0.8 0.8~1.6 1.6~2.5>2.5(二)自动化程度1、镗铣头多功能、大功率交流宽调速滑枕式多功能、大功率交流宽调速滑枕式普通滑枕式套筒式2、横梁自动调平并联动有有无无3、自动定量定程定时润滑有有点动润滑油枪润滑4、控制系统及联动轴数三坐标以上联动有坐标联动无数控,有数显无数控,无数显(三)噪声dB(A)≤80 81~82 83~84>85产地:河北泊头型号:各种规格应广大用户需求为方便用户,本厂生产落地式端面铣床`龙门铣床落`地镗床等机床裸机,对方出图均可生产。
龙门铣床——精选推荐

龙门铣床本⼈有此课题全套资料,需要的QQ:561014150 有偿本科⽣毕业设计(论⽂)开题报告论⽂题⽬:龙门铣床横向进给系统设计与实体建模学院:机械⼯程学院专业班级:机械设计制造及其⾃动化学⽣姓名:指导教师:开题时间:2011 年 4 ⽉15 ⽇1、铣床及其分类:1.1、发展历史铣床是⼀种⽤途⼴泛的机床,在铣床上可以加⼯平⾯(⽔平⾯、垂直⾯)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮乖、螺旋形表⾯(螺纹、螺旋槽)及各种曲⾯。
此外,还可⽤于对回转体表⾯、内孔加⼯及进⾏切断⼯作等。
铣床在⼯作时,⼯件装在⼯作台上或分度头等附件上,铣⼑旋转为主运动,辅以⼯作台或铣头的进给运动,⼯件即可获得所需的加⼯表⾯。
由于是多⼑断续切削,因⽽铣床的⽣产率较⾼。
⽤铣⼑对⼯件进⾏铣削加⼯的机床。
铣床除能铣削平⾯、沟槽、轮齿、螺纹和花键轴外,还能加⼯⽐较复杂的型⾯,效率较刨床⾼,在机械制造和修理部门得到⼴泛应⽤。
铣床最早是由美国⼈E.惠特尼于1818年创制的卧式铣床。
为了铣削⿇花钻头的螺旋槽,美国⼈J.R.布朗于1862年创制了第⼀台万能铣床,是为升降台铣床的雏形。
1884年前后出现了龙门铣床。
20世纪20年代出现了半⾃动铣床,⼯作台利⽤挡块可完成“进给-快速”或“快速-进给”的⾃动转换。
1950年以后,铣床在控制系统⽅⾯发展很快,数字控制的应⽤⼤⼤提⾼了铣床的⾃动化程度。
尤其是70年代以后,微处理机的数字控制系统和⾃动换⼑系统在铣床上得到应⽤,扩⼤了铣床的加⼯范围,提⾼了加⼯精度与效率。
随着机械化进程不断加剧,数控编程开始⼴泛应⽤与于机床类操作,极⼤的释放了劳动⼒。
数控编程铣床将逐步取代现在的⼈⼯操作。
对员⼯要求也会越来越⾼,当然带来的效率也会越来越⾼。
1.2、主要分类⼀、按布局形式和适⽤范围加以区分(1)升降台铣床:有万能式、卧式和⽴式等,主要⽤于加⼯中⼩型零件,应⽤最⼴。
(2)龙门铣床:包括龙门铣镗床、龙门铣刨床和双柱铣床,均⽤于加⼯⼤型零件。
龙门刨铣床工作台与铣头联停问题的解决

作 台的前进 , 停止 , 前进 减速和前进 点动 ( 电路原 理如图 2 。 ) F 2 -4 X n 6 MR型 P C的输 出电压 为 D 2 V, L C 4 与变频调速器
故 障输 出端子相符 。变频 调速 器故障输出端子输 出的信号可
以作 为 P E的输入信号 。只要合理给 出 P 各种停止输入 I E I
提高 和对加工 质量要求 的提 高 , 削工艺显得效 率低 、 刨 加工面 粗糙 , 有被铣削工 艺代 替 的趋势 ; 二是 电气系统 中分立 的 中间
常闭 的, 发生故障时 , 二点断开 ( 如图 1 所示 ) 。每对输 出端子
的额定容量 为 D 3 V 1 C 0 /A以下。
继 电器多 , 线路复杂 , 造成设 备故障率 高 , 修困难 。为此 , 维 我
正转 / 停止 反转 / 停止 故 障复位
瑁 降
1 改 造 的技术 分 析
在单 一的龙 门刨床 中 ,加工过程 有一个工作 台的往返 运 动 和问隔的横 向进 给运动 , 二者有 严格 的时序 。 用铣头替代立
刀架 以后 , 设备 的运动形式发生 了变化。除 了以上两个运动之 外, 还有铣刀头 的连续旋转 运动 。由于铣 头电机与工作台 电机
输 出继 电器 Y 0 0 7输 出高 电位 , 其常开触点 闭合 , 给工作台调 速板提 供前进使能信号 , 接通前进 电路 , 工作台前进 ; 一旦 铣
头 电机出故障 , 流调速装置有故障信号输 出 ,C T 交 T — B断开 。 P C无低 电位输入 ,L L P C各输入信号经逻辑运算 向其输 出端
们采用 目前成熟 的西门子 6 A 0 5 6 V 2 0直 流调 速装置 R 77—D 6 - 和三菱 F 2 - 4 R可编程控制器对 电气系统进 行 了改造 , X n6 M 同
龙门刨床

龙门刨床(planing machine)主要用于刨削大型工件,也可在工作台上装夹多个零件同时加工,是工业的母机。
龙门刨床的工作台带着工件通过门式框架作直线往复运动,空行程速度大于工作行程速度。
横梁上一般装有两个垂直刀架,刀架滑座可在垂直面内回转一个角度,并可沿横梁作横向进给运动;龙门刨床具有门式框架和卧式长床身的刨床。
龙门刨床主要用于刨削大型工件,也可在工作台上装夹多个零件同时加工,是工业的母机。
龙门刨床的工作台带着工件通过门式框架作直线往复运动,空行程速度大于工作行程速度。
横梁上一般装有两个垂直刀架,刀架滑座可在垂直面内回转一个角度,并可沿横梁作横向进给运动;刨刀可在刀架上作垂直或斜向进给运动;横梁可在两立柱上作上下调整。
一般在两个立柱上还安装可沿立柱上下移动的侧刀架,以扩大加工范围工作台回程时能机动抬刀,以免划伤工件表面。
机床工作台的驱动可用发电机-电动机组或用可控硅直流调速方式,调速范围较大,在低速时也能获得较大的驱动力。
有的龙门刨床还附有铣头和磨头,变型为龙门刨铣床和龙门刨铣磨床,工作台既可作快速的主运动,也可作慢速的进给运动,主要用于重型工件在一次安装中进行刨削、铣削和磨削平面等加工。
技术性能1、输入电源:三相四线(~380V±10% 50Hz)2、工作环境:温度-10℃~+40℃相对湿度<85%(25℃) 海拔<4000m3、装置容量:<1KW4、外形尺寸:1410mm×725mm×1535mm白城职业技术学院毕业设计说明书-I-摘要龙门刨床,具有门式框架和卧式长床身的刨床。
龙门刨床主要用于刨削大型工件,也可在工作台上装夹多个零件同时加工,是工业的母机。
龙门刨床的工作台带着工件通过门式框架作直线往复运动,空行程速度大于工作行程速度。
横梁上一般装有两个垂直刀架,刀架滑座可在垂直面内回转一个角度,并可沿横梁作横向进给运动龙门刨床;刨刀可在刀架上作垂直或斜向进给运动;横梁可在两立柱上作上下调整。
车床,铣床,刨床,磨床,镗床,加工的区别

车床 ,铣床 ,刨床 ,磨床 ,镗床 ,加工的差别1.概括刨床系指用刨刀加工工件表面的机床。
刀具与工件做相对直线运动进行加工,主要用于各样平面与沟槽加工,也可用于直线成形面的加工。
按其构造可分为以下种类:(1)悬臂刨床:拥有单立柱和悬臂的刨床,工作台沿床身导轨作纵向来去运动,垂直刀架可沿悬臂导轨横向挪动、侧刀架沿立柱导轨垂向挪动。
(2)龙门刨床:拥有双立柱和横梁,工作台沿床身导轨作纵向来去运动,立柱和横梁分别装有可挪动侧刀架和垂直刀架的刨床。
(3)牛头刨床:刨刀安装在滑枕的刀架上作纵向来去运动的刨床。
往常工作台作横向或垂向间歇进给运动。
(4)插床 (立刨床 ):该类机床刀具在垂直面内作来去运动,工作台做进给运动。
磨床系指用磨具或磨料加工工件各样表面的机床。
一般用于对部件淬硬表面做磨削加工。
往常,磨具旋转为主运动,工件或磨具的挪动为进给运动,其应用宽泛、加工精度高、表面粗拙度 Ra 值小,磨床可分为十余种:(1)外圆磨床:是一般型的基型系列,主要用于磨削圆柱形和圆锥形表面面的磨床。
(2)内圆磨床:是一般型的基型系列,主要用于磨削圆柱形和圆锥形内表面的磨床。
(3)座标磨床:拥有精细座标定位装置的内圆磨床。
(4)没心磨床:工件采纳没心夹持,一般支承在导轮和托架之间,由导轮驱动工件旋转,主要用于磨削圆柱形表面的磨床。
(5)平面磨床:主要用于磨削工件平面的磨床。
(6)砂带磨床:用迅速运动的砂带进行磨削的磨床。
(7)珩磨机:用于珩磨工件各样表面的磨床。
(8)研磨机:用于研磨工件平面或圆柱形内,表面面的磨床。
(9)导轨磨床:主要用于磨削机床导轨面的磨床。
(10)工具磨床:用于磨削工具的磨床。
(11)多用磨床:用于磨削圆柱、圆锥形内、表面面或平面,并能用随动装置及附件磨削多种工件的磨床。
(12)专用磨床:从事对某类部件进行磨削的专用机床。
按其加工对象又可分为:花键轴磨床、曲轴磨床、凸轮磨床、齿轮磨床、螺纹磨床、曲线磨床等。
龙门刨床工作原理

龙门刨床工作原理
龙门刨床是一种切削加工机床,利用刀具在工件表面切除材料,
制造出所需形状和尺寸的工件。
它的工作原理是将工件夹紧在工作台上,然后将刀架移动到工件上方,并通过马达驱动台架沿着工作台的
滑轨运动,完成工件的切削加工。
龙门刨床的主要工作组成部分有床身、工作台、刀架和进给机构。
其中床身和工作台是相对稳定不动的部分,工件夹紧在工作台上,通
过进给机构使工件相对于刀架偏移一定距离,使得刀具能够在工件表
面切削切削。
刀架上装有刀具,它通过伺服电机和普通电机控制行程、速度和加工深度,实现高精度的加工。
在加工过程中,刀架以一定速度和加工深度在工件表面切削出理
想形状。
与传统工艺相比,龙门刨床具备高效、高精度、高稳定性等
优点,可用于加工各种金属材料及非金属材料,如铜、铝、塑料、木
材等。
它在制造、航空、汽车、电子和机械等行业的应用非常广泛,
对于提高生产效率和产品质量有着重要的作用。
机床技术资料大全机床说明书

机床技术资料大全机床说明书A:说明书B:合格证C:装箱单D:配件目录编号生产厂家机床名称型号规格资料明细编号厂家名称型号规格资料明细C-1 济南一机车床C616A、B、C C-2 德州车床C620 AC-3 德州车床C620BA、B、C C-4 德州车床(马鞍)CD6163/6263 A、B、CC-5 沂水车床C630-1A C-6 瓦房店立车C5112A A、B、CC-7 沈阳三机转塔车床CB3463 A C-8云南机床厂数控车床CYNCP-400 AC-9 沈阳一机车床(马鞍)40、50系列C-10大连二机车床CW6163 A、B、CC-11天津二机车床CQ61100 A C-12 济南一机精密车床CM6125 A、B、CC-13齐哈一机落地车床C6016 A C-14江西四机(车床) CN6180/6280A A. B. CC-15长沙二机车床(马鞍)CW6163/ C-16济南一机车床J1C616G 沈阳一机CA系列精度检验单C-18长沙二机车床(马鞍) CW6183/6283C 长沙二机车床(马鞍)CW6193/6293C C-20齐哈一机落地车床C6020 AC-21德州车床CD6171 C-22沈一仿形车床CF6140 大连车床C620/C620G C-24瓦房店立车C512A 青海重型轴颈车(磨)床CA8311A A C-26宁江精密单轴纵切自动车床CM1113 AC-27 西安车床CX6140 AC-28济一车床J1MT360X1000mm AC-29 齐一立车C5112A AC-30 齐一立车C5116A AC-31 济一精密车床CM6125 C-32 济一精密车床C616A-1C-33 沈一车床C620-1 AC-34 德州车床CW61180C-35 济一数控车床CJK6136 A C-36 南京六角车床C1336 AC-37 南京六角车床C1325 A C-38德州车床CDZ系列A、B、C、DC-39 鲁南车床CL6132 AC-40 宝鸡普通、数显车床40\50系列AC-41 济一高速精密车床J1-MK460 A C-42 济一车床J1C6132 AC-43 济一车床J1C6136 AC-44 济一车床J1C6140 AC-45 济一高速精密车床J1-MK530 A C-46FANUCOi-MC使用及维修说明书C-47 烟台液压多刀半自动车床CA7620 A C-48 齐一立车C5120 C5116A C5112A AC-49 兰州车床CW6163D CW6263D A C-50 兰州车床CW6180D CW6280D AC-51 沈一管螺纹出床S1-127A A全套生产图纸C-52大连二机CW62100C 等十种型号车床 AC-53 大连车床CW61(2)63E A、B、C C-54 大连车床CW61(2)80E A、B、CC-55 大连车床CW61(2)100E A、B、CTX-1 北京一机立铣X52K A TX-2 北京一机卧铣X62W ATX-3 北京一机卧铣XA6132 A、B、C TX-4 齐哈二机卧铣X6130 A、B、CTX-5 上海四机立铣X53T A TX-6 南通机床厂仿形摇臂万能铣XF6325 ATX-7 汉川机床厂卧式镗铣床T611BT611C A TX-8 中捷卧镗T68 A .TX-9 蚌埠晶菱万能升降台铣床X6142AT TX-10蚌埠晶菱卧式升降台铣床TX-11北京一机立铣X53K ATX-12北京一机卧铣X63W ATX-13汉川机床厂卧镗T611A A T X-14上海四机立铣X53T ATX-15芜湖重型立式精镗床T716A A、B TX-16北京一机立铣X5032A ATX-17南通机床厂立铣X53K ATX-18北京一机圆工作台铣床X5216 ATX-19北京一机立铣X53KA、B、C、精度标准TX-20北京一机卧铣X62W A、B、CTX-21北京一机立铣X52KA、B、C、精度标准TX-22天津六机龙门铣床X2010G ATX-23 德州卧镗T68 ATX-24 昆明卧镗TX68 A、B、C TX-25 昆明立式金钢镗T716 A、C TX-26上海七机万能铣X57-3A ATX-27 立铣X5032 ATX-28中捷卧式铣镗床TPX619、6111系列电气说明TX-29 花键轴铣床Y631K A、B TX-30上海四机立铣X5025A A、B、CTX-31 昆明数显卧镗床TX6111D A、B、C TX-32 浙江泰源侧面铣TX700X1600mm AB-1 济南二机龙门刨铣床BX2012X4m A B-2青岛生建牛头刨床BC6063 A、B、CB-3 北京二机牛头刨床B665 A、B、C B-4抚顺机床厂插床B5032 A、B、C、DB-5 济南二机龙门刨床B215 AB-6 青岛生建牛头刨床B6066/BC6063B-7 济南二机单臂刨床B1010A×3m A B-8 济南二机单臂刨床B1012A ×4m AB-9 济南二机单臂刨床B1016A×6m A B-10 济南二机龙门刨床B2010A×3m AB-11济南二机龙门刨床B2012A×4m A B-12 济南二机龙门刨床B2016A×4m/6mAB-13北京一机龙门铣床X2012A A. B. C B-14 长沙机床厂卧式拉床L6120 AB-15定陶机床厂插床B5032 A. B B-16 青岛生建牛头刨床B665 AB-17泉州机床厂牛头刨床B6080-1 A、B、C B-18 抚顺新生插床B5020/B5032 A、B、DW-1 长治锻压液压弯管机CDW27Y-114X8mmA W-2长治锻压液压弯管机CDW27Y-159X14mm AW-3 长治锻压液压弯管机CDW27Y-219X18mmA W-4上海长江液压弯管机WC27-114X8mm AW-5 南通恒发七辊平板机 A W-6长治锻压三辊卷板机CDW11-20X2000A AW-7 长治锻压三辊卷板机CDW11系列 A W-8泰安锻压三辊卷板机W11系列AW-9 泰锻一分厂三辊卷板机W11-8X2m A W-10沈阳重型四辊卷板机AW-11江都机床厂液压折弯机 A W-12 液压折弯机A W-13开卷校平剪切收卷线3X2m A W-14无锡冶金液压折弯机WB67Y-100T AW-15金星折剪液压折弯机W-16济二开卷校平剪切线全套W-17液压折弯机 A W-18 液压折弯机AW-19陕西方圆手动折方机WS-15 A W-20泰安华鲁WC67Y-63TX2500 A、CW-21济工设备安装公司液压弯管机DYW-1 A W-22 陕西方圆校平压筋机JP2X1300 AW-23陕西方圆液压铆接机YM-20 A W-24陕西方圆共板法兰成型机BFX-12 AW-25陕西方圆单平口咬口机YZD-12-380A B W-26 陕西方圆压筋机 A B W-27陕西安装咬口机 AW-28 江阴机械机械弯管机W27-60 A W-29泰安泰尊液压折弯机WD67X-160TX4m ABCY-1 济南二机单面校直机WA34-200T A Y-2 济南二机闭式单点压力机J31-400TAY-3 齐哈二机切边压力机J81-1250T A Y-4 嘉祥轻工机械厂开式可倾压力机J23-16T AY-5 济南机械制修厂开式可倾压力机J23-35TA Y-6 徐州锻压开式可倾压力机JC23-63T AY-7 平度木工机械厂开式可倾压力机J23-80TA Y-8 开式固定台压机JB21-100T AY-9 青岛锻压双盘摩擦压力机J53-1000T A Y-10山东机器厂上顶式油压机300TAY-11长治锻压空气锤C41-400kgA Y12徐州锻压开式固定台压机JA21-160T 济南二机双点压力机J36-160T Y-14淄川机械厂空气锤C41-150A AY-15济南二机单点压力机J31-250T Y-16天津二锻单柱校正压装液压机Y41-25B AY-17 开式可倾压力机J23-12T A、C Y-18 开式可倾压力机J23-16T AY-19 开式可倾压力机J23-25T A、C Y-20 开式可倾压力机J23-40T A、CY-21 开式固定台压机J21S-63T A、C Y-22荣城锻压开式固定台压机JB21-100T AY-23青岛锻压双盘摩擦压力机J53-160BA、B、C Y-24 四柱油压机YB32-100T AY-25上海锻压单点压力机JA31-400TA、B、C Y-26 青锻双盘摩擦压力机J53-1000T A、B、CY-27济二/高密双点压力机J36-250B A. D Y-28 济二数控液压转塔冲床J92Y-30T AY-29黑锻回转头步冲压力机JH92K-252 A Y-30 胶锻双盘摩擦压力机J53-300TA、B、C。
太原第一机床厂实习报告
紧张的大三生活即将结束,为使我们的理论知识能够很好的与实践活动相结合,学校组织了我们去太原第一机床厂进行为期一周的生产认识实习。
我学到了不少在课堂上没学到的东西,了解到了各种机床加工设备及相关技术资料,熟悉了典型的零件加工工艺流程及各部件的装配过程,大大开辟了我的视野,并加深了我对本专业的认识,受益匪浅,因此,我感觉到非常的难得与珍贵。
1、实习目的:生产实习是我们机制专业知识结构中不可缺少的组成部份,并作为一个独立的项目列入专业教学计划中,其目的在于通过实习使学生获得基本生产的感性认识,理论联系实际,扩大知识面,同时锻炼和培养了学生的业务能力及素质,让学生接触社会,了解社会,初步了企业管理的基本方法,体验企业工作的内容和方法。
2、实习内容:(一)掌握机械加工工艺方面的知识及方法。
(二)了解和熟悉常用刀具的结构选择用途等。
(三)了解机床和数控系统的相关知识。
(四)熟悉机加工、装配、热处理各方面的知识。
3、实习过程:企业主要产品有高、中、低档数控机床、卧式车床及龙门框架类机床共三大系列, 61 个品种, 182 种规格,其中数控车床 16 个品种,卧式车床 14 个品种,龙门框架类 31 个品种。
以“太一机”为注册商标的产品畅销全国,并远销世界各地。
在实习中我们首先听了一堂安全注意事项的过程。
在机械加工实习中安全问题是摆在第一位的。
李工程师详细而又生动的讲解并列举了一些安全规则和注意事项。
首先在工厂里要列队右行,在厂房要避开行车,走在黄线之内,工作服要三紧(袖口紧、领口紧、下摆紧)特殊是女生要盘发入帽,在参观机械加工过程时,参观人员要在操作者的右后位观察,不可以对视操作者。
对于剪床及冲床设备,必须站立于设备的两米之外参观。
还有一些纪律问题必须注意,不可随处乱跑,避免发生意外。
接着又由黄工程师给我们介绍了工厂下设七个分厂的情况,让我们初步了解工厂的规模概况:一分厂:生产大件(床身、主柱、框架、工作台)二分厂:生产中件(床鞍、尾座箱)三分厂:生产小件(齿轮、主轴、套类零件、热处理工艺)四分厂:加工中心、工装设备、刀具五分厂:包装、涂漆、电焊、美观装配分厂: CT6140A、CT6265A 车床的装配数控分厂: CJK6140A、NC50 车床的装配接着真正的实习开始了,我们被分配到各个车间,由车间领导带领我们,给我们讲解、操作示范。
龙门刨床的组成和结构

龙门刨床的组成和结构一、引言龙门刨床是一种大型机床,广泛应用于金属加工、木材加工和模具制造等领域。
它的组成和结构非常复杂,需要深入了解才能正确使用和维护。
本文将从以下几个方面介绍龙门刨床的组成和结构。
二、主体部分1. 机身龙门刨床的机身是由上梁、下梁、立柱和基础组成的。
上梁和下梁采用铸铁材料,立柱采用钢板焊接而成,基础则是由混凝土浇筑而成。
机身的稳定性对于保证加工精度至关重要。
2. 工作台工作台是龙门刨床上进行加工的平台。
它通常由铸铁材料制成,并且表面经过精密磨削处理以保证平整度。
工作台可以沿X轴方向移动,以适应不同长度的工件。
3. 刀架刀架是用来安装加工刀具的部件。
它通常由铸铁材料制成,并且可以在X轴、Y轴和Z轴方向上进行移动。
这种可调节性使得刀架可以适应不同形状和尺寸的工件。
4. 主轴主轴是龙门刨床上最重要的部件之一。
它可以旋转并带动加工刀具进行切削。
主轴通常由高强度合金钢制成,并且经过精密加工和热处理以保证其精度和耐用性。
5. 传动系统传动系统是将电机的动力转换为主轴旋转的力量。
它通常由皮带、齿轮和传动箱组成。
传动系统需要具备足够的强度和稳定性,以保证加工精度和长期使用寿命。
6. 冷却系统冷却系统是用来冷却加工过程中产生的热量,并且清洗加工面积以便于观察加工情况。
它通常由水泵、水箱、喷嘴和管道组成。
冷却系统需要定期维护,以保证其正常运行。
三、结论龙门刨床作为一种大型机床,在现代制造业中扮演着重要角色。
了解其组成和结构对于正确使用和维护非常必要。
本文从机身、工作台、刀架、主轴、传动系统和冷却系统等方面介绍了龙门刨床的组成和结构,希望能够对读者有所帮助。
B2024A型龙门刨床工作原理

B2024A型龙门刨床工作原理B2024A型龙门刨床是一种常见的金属加工设备,主要用于对工件进行平面、平行边和直线刨削加工。
它采用龙门结构,是由龙门架、工作台、主轴和进给机构等部分组成的。
工作原理如下:1.龙门结构:龙门架是刨床的主要支撑部分,它由左右两个立柱和连接两个立柱的横梁组成。
龙门架的上端安装有工作台,下端则固定在底座上。
龙门架的设计使得工作台可以在横向移动,从而实现对工件的刨削加工。
2.工作台:工作台是刨床上放置工件进行加工的平台。
它通常由整体铸铁件制成,在刨床上可以进行前后、左右和上下三个方向的运动。
工作台上有T型槽,用于固定工件夹具和刀具。
3.主轴:主轴是刨床上的主要切削部分,它通常由电动机和主轴箱组成。
电动机提供切削力和驱动力,主轴箱则负责接受电动机的力和承受工件切削时产生的负载。
主轴箱内部装有主轴和主轴马达,主轴通过马达的转动带动刀盘进行切削加工。
4.进给机构:进给机构是用于控制工件在切削过程中的运动速度和方向的装置。
它由进给电机、滚珠丝杠和导轨等部分组成。
进给电机通过滚珠丝杠传动,将转动运动转化为直线运动,从而使工作台能够在不同的速度和方向上移动。
导轨则起到支撑和引导工作台的作用。
5.加工过程:在进行加工前,首先将工件放置在工作台上,并进行夹紧固定。
然后通过操作控制系统,调整刨床的各个部件的位置和运动速度,使工件与刀具接触。
刀具在主轴的带动下以一定的速度进行刨削加工,切削下刀进行切削,切屑排出刀槽。
工作台在进给机构的控制下,沿着主轴方向进行进给运动,完成对工件的加工。
6.加工参数调节:在刨床加工过程中,可以通过调节刀具的进给量、主轴的转速和刀具的切削深度等参数,来控制加工过程的速度和精度。
进给量的大小决定着工件表面的质量和加工效率,而主轴转速和切削深度则会影响加工过程中切削力的大小和工件表面的粗糙度。
综上所述,B2024A型龙门刨床的工作原理是通过龙门结构支撑工作台,主轴驱动刀具进行切削加工,进给机构控制工作台的运动速度和方向,从而实现对工件的刨削加工。
龙门刨床图及操作步骤

KA1放
7.下降后放开
SB7
KM
放
11
KT2
放
KM 10延时放开
KM 12吸横梁夹紧灯亮
8.SQ4 复位→转 FA1→灯灭→FA1 复位
三、刀架控制
1.按 SB3→KM4 吸(点动、垂直刀架正转)
2.按 SB4→KM6 吸(点动、右侧刀架正转)
3.按 SB5→KM8 吸(点动、左侧刀架正转)
1.按SQ8
控制电路 熔断器
电机组Y - 起动控制电路
扩大机拖 动电机及
通风机
控制变压器及 照明电路
垂直刀架 正反
右侧刀架 正反
左侧刀架 正反
横梁上升
横梁 横梁 下降 夹紧
横梁在运 行中指示灯
横梁放松 工作台前进
工作台自动 工作与调整 移动联锁
工作台 后退
后退换向 前进换向 时接通 时接通
后退、前进、 减速、快速 切入控制
305
SQ3 SB6
503 KA5 505
380/36V 380/127V
XS
KA6
KA6
407
KA6 602
02
802
307
507
SB7 KM5 KM4 KM7 KM6 KM9 KM8
309 311 409 411 503 511
609 605
KM11 KM10
613
KM13 HL3
606
SQ5
SQ6
2.按 SB9→
3.SQ12、SQ8 复位
4.按 SB10→停止
5.按 SB12→KA4 吸(工作台步退)
SQ13 KA7吸
6.按
SB11→
KKAA34吸工作台后退按
机床技术资料大全机床说明书

机床技术资料大全机床说明书A:说明书B:合格证C:装箱单D:配件目录编号生产厂家机床名称型号规格资料明细编号厂家名称型号规格资料明细C-1 济南一机车床C616A、B、C C-2 德州车床C620 AC-3 德州车床C620BA、B、C C-4 德州车床(马鞍)CD6163/6263 A、B、CC-5 沂水车床C630-1A C-6 瓦房店立车C5112A A、B、CC-7 沈阳三机转塔车床CB3463 A C-8云南机床厂数控车床CYNCP-400 AC-9 沈阳一机车床(马鞍)40、50系列 A.B.C C-10大连二机车床CW6163 A、B、CC-11天津二机车床CQ61100 A C-12 济南一机精密车床CM6125 A、B、CC-13齐哈一机落地车床C6016 A C-14江西四机(车床) CN6180/6280A A. B. CC-15长沙二机车床(马鞍)CW6163/6263CA.B.C C-16济南一机车床J1C616G A.B.CC-17沈阳一机CA系列 A.B.C 精度检验单C-18长沙二机车床(马鞍) CW6183/6283C A.B.CC-19长沙二机车床(马鞍)CW6193/6293C A.B.C C-20齐哈一机落地车床C6020 AC-21德州车床CD6171 A.B.C C-22沈一仿形车床CF6140 A.B.CC-23大连车床C620/C620G A.B.C C-24瓦房店立车C512A A.B.CC-25青海重型轴颈车(磨)床CA8311A A C-26宁江精密单轴纵切自动车床CM1113 AC-27 西安车床CX6140 AC-28济一车床J1MT360X1000mm AC-29 齐一立车C5112A AC-30 齐一立车C5116A A C-31 济一精密车床CM6125 A.B.C C-32 济一精密车床C616A-1 A.B.CC-33 沈一车床C620-1 AC-34 德州车床CW61180 A.B.C C-35 济一数控车床CJK6136 A C-36 南京六角车床C1336 AC-37 南京六角车床C1325 A C-38德州车床CDZ系列A、B、C、DC-39 鲁南车床CL6132 AC-40 宝鸡普通、数显车床40\50系列 AC-41 济一高速精密车床J1-MK460 A C-42 济一车床J1C6132 AC-43 济一车床J1C6136 AC-44 济一车床J1C6140 AC-45 济一高速精密车床J1-MK530 A C-46FANUCOi-MC使用及维修说明书C-47 烟台液压多刀半自动车床CA7620 A C-48 齐一立车C5120 C5116A C5112A AC-49 兰州车床CW6163D CW6263D A C-50 兰州车床CW6180D CW6280D AC-51 沈一管螺纹出床S1-127A A全套生产图纸C-52大连二机CW62100C 等十种型号车床 AC-53 大连车床CW61(2)63E A、B、C C-54 大连车床CW61(2)80E A、B、CC-55 大连车床CW61(2)100E A、B、CTX-1 北京一机立铣X52K A TX-2 北京一机卧铣X62W ATX-3 北京一机卧铣XA6132 A、B、C TX-4 齐哈二机卧铣X6130 A、B、CTX-5 上海四机立铣X53T A TX-6 南通机床厂仿形摇臂万能铣XF6325 ATX-7 汉川机床厂卧式镗铣床T611BT611C A TX-8 中捷卧镗T68 A .B.CTX-9 蚌埠晶菱万能升降台铣床X6142AT A.B.C TX-10蚌埠晶菱卧式升降台铣床X6042ATA.B.CTX-11北京一机立铣X53K ATX-12北京一机卧铣X63W ATX-13汉川机床厂卧镗T611A A T X-14上海四机立铣X53T ATX-15芜湖重型立式精镗床T716A A、B TX-16北京一机立铣X5032A ATX-17南通机床厂立铣X53K ATX-18北京一机圆工作台铣床X5216 ATX-19北京一机立铣X53KA、B、C、精度标准TX-20北京一机卧铣X62W A、B、CTX-21北京一机立铣X52KA、B、C、精度标准TX-22天津六机龙门铣床X2010G ATX-23 德州卧镗T68 ATX-24 昆明卧镗TX68 A、B、C TX-25 昆明立式金钢镗T716 A、C TX-26上海七机万能铣X57-3A ATX-27 立铣X5032 ATX-28中捷卧式铣镗床TPX619、6111系列电气说明TX-29 花键轴铣床Y631K A、B TX-30上海四机立铣X5025A A、B、CTX-31 昆明数显卧镗床TX6111D A、B、C TX-32 浙江泰源侧面铣TX700X1600mm AB-1 济南二机龙门刨铣床BX2012X4m A B-2青岛生建牛头刨床BC6063 A、B、CB-3 北京二机牛头刨床B665 A、B、C B-4抚顺机床厂插床B5032 A、B、C、DB-5 济南二机龙门刨床B215 AB-6 青岛生建牛头刨床B6066/BC6063 A.BB-7 济南二机单臂刨床B1010A×3m A B-8 济南二机单臂刨床B1012A ×4m AB-9 济南二机单臂刨床B1016A×6m A B-10 济南二机龙门刨床B2010A×3m AB-11济南二机龙门刨床B2012A×4m A B-12 济南二机龙门刨床B2016A×4m/6mAB-13北京一机龙门铣床X2012A A. B. C B-14 长沙机床厂卧式拉床L6120 AB-15定陶机床厂插床B5032 A. B B-16 青岛生建牛头刨床B665 AB-17泉州机床厂牛头刨床B6080-1 A、B、C B-18 抚顺新生插床B5020/B5032 A、B、DW-1 长治锻压液压弯管机CDW27Y-114X8mmA W-2长治锻压液压弯管机CDW27Y-159X14mm AW-3 长治锻压液压弯管机CDW27Y-219X18mmA W-4上海长江液压弯管机WC27-114X8mm AW-5 南通恒发七辊平板机W43J-20X2.7 A W-6长治锻压三辊卷板机CDW11-20X2000A AW-7 长治锻压三辊卷板机CDW11系列 A W-8泰安锻压三辊卷板机W11系列AW-9 泰锻一分厂三辊卷板机W11-8X2m A W-10沈阳重型四辊卷板机W12-20X1.9M AW-11江都机床厂液压折弯机WB67Y-100TX3.2m A W-12 液压折弯机WB67Y-63TX2.5m AW-13开卷校平剪切收卷线3X2m A W-14无锡冶金液压折弯机WB67Y-100T AW-15金星折剪液压折弯机WB67Y-40TX2.2mAC W-16济二开卷校平剪切线ZS-3X1.6m 全套W-17液压折弯机WB67Y-63TX1.6m A W-18 液压折弯机WC67Y-25TX1.6m AW-19陕西方圆手动折方机WS-15 A W-20泰安华鲁WC67Y-63TX2500 A、CW-21济工设备安装公司液压弯管机DYW-1 A W-22 陕西方圆校平压筋机JP2X1300 AW-23陕西方圆液压铆接机YM-20 A W-24陕西方圆共板法兰成型机BFX-12 AW-25陕西方圆单平口咬口机YZD-12-380A B W-26 陕西方圆压筋机YJ-1.2X2300 A BW-27陕西安装咬口机 AW-28 江阴机械机械弯管机W27-60 A W-29泰安泰尊液压折弯机WD67X-160TX4m ABCY-1 济南二机单面校直机WA34-200T A Y-2 济南二机闭式单点压力机J31-400TAY-3 齐哈二机切边压力机J81-1250T A Y-4 嘉祥轻工机械厂开式可倾压力机J23-16T AY-5 济南机械制修厂开式可倾压力机J23-35TA Y-6 徐州锻压开式可倾压力机JC23-63T AY-7 平度木工机械厂开式可倾压力机J23-80TA Y-8 开式固定台压机JB21-100T AY-9 青岛锻压双盘摩擦压力机J53-1000T A Y-10山东机器厂上顶式油压机300TAY-11长治锻压空气锤C41-400kgA Y12徐州锻压开式固定台压机JA21-160T A.B.CY-13济南二机双点压力机J36-160T A.B.C Y-14淄川机械厂空气锤C41-150A AY-15济南二机单点压力机J31-250T A.B.D Y-16天津二锻单柱校正压装液压机Y41-25B AY-17 开式可倾压力机J23-12T A、C Y-18 开式可倾压力机J23-16T AY-19 开式可倾压力机J23-25T A、C Y-20 开式可倾压力机J23-40T A、CY-21 开式固定台压机J21S-63T A、C Y-22荣城锻压开式固定台压机JB21-100T AY-23青岛锻压双盘摩擦压力机J53-160BA、B、C Y-24 四柱油压机YB32-100T AY-25上海锻压单点压力机JA31-400TA、B、C Y-26 青锻双盘摩擦压力机J53-1000T A、B、CY-27济二/高密双点压力机J36-250B A. D Y-28 济二数控液压转塔冲床J92Y-30T AY-29黑锻回转头步冲压力机JH92K-252 A Y-30 胶锻双盘摩擦压力机J53-300TA、B、C。
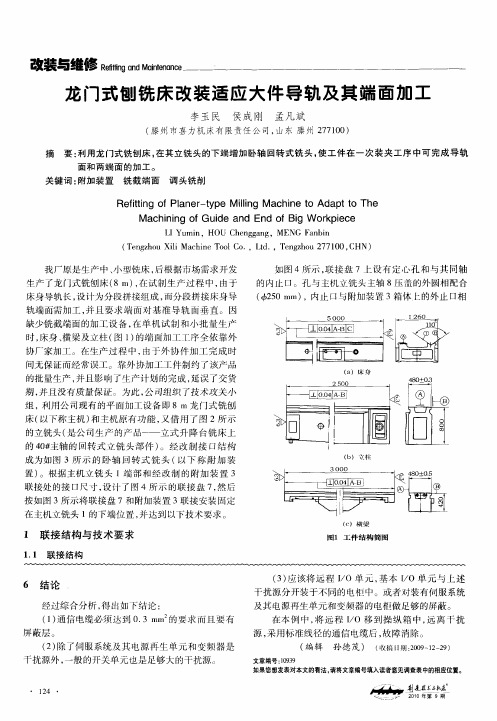
龙门式刨铣床改装适应大件导轨及其端面加工
 ̄
按如 图 3所示将 联接盘 7和 附加装 置 3联接 安装 固定
在主机 立铣头 1的下端 位置 , 并达 到 以下 技术要 求 。
( 横 梁 c)
嗵o 4 , s o  ̄ . s
1 联 接 结构 与技 术 要 求
1 1 联接 结构 .
图 1 工 件结 构 简 图
6 结 论
经 过综合 分析 , 出如 下结论 : 得 () 1 通信 电缆必须 达 到 0 3mi 的要 求 而 且要 有 . l l
( a) 床 身
4 ±0 3 8O .
组 , 用公 司现有 的平面 加工设备 即 8 m龙 门式 铣刨 利 床( 以下称 主机 ) 和主机原 有 功 能 , 借 用 了图 2所 示 又 的立铣头 ( 是公 司生 产 的产 品—— 立 式升 降 台铣 床 上 的4# 0 主轴 的 回转 式 立 铣 头部 件 ) 。经 改 制接 口结 构 成 为如 图 3所 示 的 卧 轴 回转 式 铣 头 ( 下 称 附加 装 以 置) 。根 据 主机 立 铣头 l端 部 和经 改 制 的 附加 装 置 3 联接处 的接 口尺寸 , 计 了 图 4所示 的联接 盘 7 然后 设 ,
L mi IYu n,HOU e g a g,MENG a b n Ch n g n F n i
( eghuXl Mah e ol o , t. T n zo 7 10, H T n zo i i c i o C . Ld , eghu2 7 0 C N) n T
我 厂原是 生产 中 、 小型铣 床 , 根据市 场需求 开发 后 生产 了龙 门式铣 刨床 ( 1 , 81) 在试 制生 产 过程 中 , 3 由于 床身导轨 长 , 设计 为分段 拼接 组成 , 而分段 拼接床 身 导 轨端面需 加工 , 且要 求端 面 对 基准 导 轨 面垂 直 。 因 并 缺少 铣截端 面 的加 工设 备 , 单 机试 制 和 小批 量 生 产 在 时 , 身 、 梁及 立柱 ( 1 的端 面加 工工 序全依 靠 外 床 横 图 ) 协厂 家加工 。在生 产过 程 中 , 由于外 协 件 加工 完 成 时
机械加工常用设备的分类与用

学习任务一机械加工常用设备的分类与用途学习活动1识读金属切削机床的型号学习目标:完成本单元学习后,你能按我国现行金属切削机床的分类及型号的编制方法,识读常见金属切削机床铭牌中的型号。
入门引导:当你走进车间看见机床设备上的这些铭牌时,你能说出铭牌上的这些型号的含义吗?下面我们将学习这方面的知识。
机床的铭牌知识学习:一、机械加工及常用设备机械加工是通过工人操作金属切削机床,利用切削刀具从工件上切除多余材料,使之获得图样要求零件的几何形状、位置精度、尺寸精度、表面质量等。
金属切削机床是用切削的方法将原材料加工成机械零件的设备,可简称机床。
它是用切削加工方法将金属(或其他材料)的毛坯或半成品加工成零件的机器。
由于是制造机械的机器,故又称“工作母机”或“工具机”。
随着生产发展及工艺的革新,金属切削机床的品种及规格不断增加,可按以下不同方法进行分类:1、加工性质和使用刀具车床、钻床、镗床、磨床、齿轮加工机床、螺纹加工机床、铣床、刨插床、拉床、切断机床和其它机床。
2、机床自动化程度手动、机动、半自动和自动机床。
3、机床重量微型机床、中型机床、大型机床、重型机床。
4、机床工艺范围的宽窄(万能性程度)通用机床、专门化机床及专用机床。
通用机床加工范围较广,是企业生产应用最广泛的切削设备。
二、金属切削机床的型号编制及识读机床型号是机床产品的代号。
我国的机床型号是按GB/T15375—1994《金属切削机床型号编制方法》编制的,标准规定机床型号是用汉语拼音字母及阿拉伯数字按一定规律排列组合,表示类别、技术参数、主要性能等,适用于通用机床和专用机床。
通用机床的型号由基本部分和辅助部分组成,中间用“/”隔开,读作“之”。
基本部分需统一管理,辅助部分纳入型号与否由生产厂家自定。
通用机床的型号的表示方法如下:基本部分 / 辅助部分其他特性代号重大改进顺序号主轴数或第二主参数通用特性、结构特性代号分类代号1.编制说明1 有“()”的代号或数字,当无内容时,不表示,若有内容则不带括号;2 有“〇”符号者,为大写的汉语拼音字母;3 有“△”符号者,为阿拉伯数字;4 有“”符号者,为大写的汉语拼音字母、或阿拉伯数字、或两者兼有之。
(完整word版)龙门刨床plc设计作业1..

目录1。
龙门刨床运动形式及改造要求...................................... - 1 -1.1龙门刨床结构及运动形式................................................................ - 1 -1.2龙门刨床电气控制改造目的及意义............................................... - 3 -1。
3龙门刨床电气控制改造总体要求................................................ - 4 -1。
4龙门刨床电气控制改造方案 ........................................................ - 6 -2.工作台变频调速及PLC控制......................................... - 9 -2.1工作台运动及调速要求.................................................................... - 9 -2.2工作台调速方案 .............................................................................. - 10 -2.3工作台电气控制输入、输出确定................................................. - 11 -2。
4工作台电气控制接线图............................................................... - 13 -2。
5工作台PLC电气控制程序......................................................... - 14 -3。
车、铣、刨磨、镗的区别

车床,铣床,刨床,磨床,镗床,加工的区别之迟辟智美创作1. 概述刨床系指用刨刀加工工件概况的机床.刀具与工件做相对直线运动进行加工,主要用于各种平面与沟槽加工,也可用于直线成形面的加工.按其结构可分为以下类型:(1)悬臂刨床:具有单立柱和悬臂的刨床,工作台沿床身导轨作纵向往复运动,垂直刀架可沿悬臂导轨横向移动、侧刀架沿立柱导轨垂向移动.(2)龙门刨床:具有双立柱和横梁,工作台沿床身导轨作纵向往复运动,立柱和横梁分别装有可移动侧刀架和垂直刀架的刨床.(3)牛头刨床:刨刀装置在滑枕的刀架上作纵向往复运动的刨床.通常工作台作横向或垂向间歇进给运动.(4)插床(立刨床):该类机床刀具在垂直面内作往复运动,工作台做进给运动.磨床系指用磨具或磨料加工工件各种概况的机床.一般用于对零件硬概况做磨削加工.通常,磨具旋转为主运动,工件或磨具的移动为进给运动,其应用广泛、加工精度高、概况粗拙度Ra值小,磨床可分为十余种:(1)外圆磨床:是普通型的基型系列,主要用于磨削圆柱形和圆锥形外概况的磨床.(2)内圆磨床:是普通型的基型系列,主要用于磨削圆柱形和圆锥形内概况的磨床.(3)座标磨床:具有精密座标定位装置的内圆磨床.(4)无心磨床:工件采纳无心夹持,一般支承在导轮和托架之间,由导轮驱开工件旋转,主要用于磨削圆柱形概况的磨床.(5)平面磨床:主要用于磨削工件平面的磨床.(6)砂带磨床:用快速运动的砂带进行磨削的磨床.(7)珩磨机:用于珩磨工件各种概况的磨床.(8)研磨机:用于研磨工件平面或圆柱形内,外概况的磨床.(9)导轨磨床:主要用于磨削机床导轨面的磨床.(10)工具磨床:用于磨削工具的磨床.(11)多用磨床:用于磨削圆柱、圆锥形内、外概况或平面,并能用随动装置及附件磨削多种工件的磨床.(12)专用磨床:从事对某类零件进行磨削的专用机床.按其加工对象又可分为:花键轴磨床、曲轴磨床、凸轮磨床、齿轮磨床、螺纹磨床、曲线磨床等.钻床系指主要用钻头在工件上加工孔的机床.通常钻头旋转为主运动,钻头轴向移动为进给运动.钻床结构简单,加工精度相对较低,可钻通孔、盲孔,更换特殊刀具,可扩、锪孔,铰孔或进行攻丝等加工.钻床可分为下列类型:(1)台式钻床:可安排在作业台上,主轴垂直安插的小型钻床.(2)立式钻床:主轴箱和工作台安排在立柱上,主轴垂直安插的钻床.(3)摇臂钻床:摇臂可绕立柱回转、升降,通常主轴箱可在摇臂上作水平移动的钻床.它适用于年夜件和分歧方位孔的加工.(4)铣钻床:工作台可纵横向移动,钻轴垂直安插,能进行铣削的钻床.(5)深孔钻床:使用特制深孔钻头,工件旋转,钻削深孔的钻床.(6)平端面中心孔钻床:切削轴类端面和用中心钻加工的中心孔钻床.(7)卧式钻床:主轴水平安插,主轴箱可垂直移动的钻床.镗床系指主要用镗刀在工件上加工已有预制孔的机床.通常,镗刀旋转为主运动,镗刀或工件的移动为进给运动.它主要用于加工高精度孔或一次定位完成多个孔的精加工,另外还可以从事与孔精加工有关的其他加工面的加工.2. 按结构和被加工对象分(1)卧式镗床:镗轴水平安插并做轴向进给,主轴箱沿前立柱导轨垂直移动,工作台做纵向或横向移动,进行镗削加工.这种机床应用广泛且比力经济,它主要用于箱体(或支架)类零件的孔加工及其与孔有关的其他加工面加工.(2)坐标镗床:具有精密坐标定位装置的镗床,它主要用于镗削尺寸、形状、特别是位置精度要求较高的孔系,也可用于精密坐标丈量、样板划线、刻度等工作. (3)精镗床:用金刚石或硬质合金等刀具,进行精密镗孔的镗床.(4)深孔镗床:用于镗削深孔的镗床.(5)落地镗床:工件安排在落地工作台上,立柱沿床身纵向或横向运动.用于加工年夜型工件.另外还有能进行铣削的铣镗床,或进行钻削的深孔钻镗床.车床是指以工件旋转为主运动,车刀移动为进给运动加工回转概况的机床.它可用于加工各种回转成型面,例如:内外圆柱面、内外圆锥面、内外螺纹以及端面、沟槽、滚花等.它是金属切削机床中使用最广,生产历史最久,品种最多的一种机床.车床的种类型号很多,按其用途,结构可分为:仪表车床、卧式车床、单轴自动车床、多轴自动和半自动车床、转塔车床、立式车床、多刀半自动车床、专门化车床等.近年来,计算机技术被广泛运用到机床制造业,随之呈现了数控车床、车削加工中心等机电一体化的产物.铣床系指主要用铣刀在工件上加工各种概况的机床.通常铣刀旋转运动为主运动,工件(和)铣刀的移动为进给运动.它可以加工平面、沟槽,也可以加工各种曲面、齿轮等.铣床的种类很多,按其结构分主要有:(1)台式铣床:小型的用于铣削仪器、仪表等小型零件的铣床.(2)悬臂式铣床:铣头装在悬臂上的铣床,床身水平安插,悬臂通常可沿床身一侧立柱导轨作垂直移动,铣头沿悬臂导轨移动.(3)滑枕式铣床:主轴装在滑枕上的铣床,床身水平安插,滑枕可沿滑鞍导轨作横向移动,滑鞍可沿立柱导轨作垂直移动. (4)龙门式铣床:床身水平安插,其两侧的立柱和连接梁构成门架的铣床.铣头装在横梁和立柱上,可沿其导轨移动.通常横梁可沿立柱导轨垂向移动,工作台可沿床身导轨纵向移动.用于年夜件加工. (5)平面铣床:用于铣削平面和成型面的铣床,床身水平安插,通常工作台沿床身导轨纵向移动,主轴可轴向移动.它结构简单,生产效率高.(6)仿形铣床:对工件进行仿形加工的铣床.一般用于加工复杂形状工件.(7)升降台铣床:具有可沿床身导轨垂直移动的升降台的铣床,通常装置在升降台上的工作台和滑鞍可分别作纵向、横向移动.(8)摇臂铣床:摇臂装在床身顶部,铣头装在摇臂一端,摇臂可在水平面内回转和移动,铣头能在摇臂的端面上回转一定角度的铣床.(9)床身式铣床:工作台不能升降,可沿床身导轨作纵向移动,铣头或立柱可作垂直移动的铣床.(10)专用铣床:例如工具铣床:用于铣削工具模具的铣床,加工精度高,加工形状复杂.通俗的讲车是加工轴类.圆盘.螺纹铣是加工齿轮花键键槽刨是加工键槽平面沟槽磨是加工圆的内外概况及平面镗是加工孔和平面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1700
高mm
1000
1000
1000
1000
1500
1300
1500
最大加工重量(kg)
5000
5000
6000
6000
8000
8000
10000
电机功率
15(SRD)开关磁阴调速系统
22(SRD)
30(SRD)
工
作
台
面积
长mm
3000
3500
4000
4000
6000
6600
8000
宽mm
800
900900120012001200
1200
齿条允许拉力
2.0×1042(N)
垂直
刀架
行程速度
铣削:0.03-6(无级) 铣削6-40(无级)
进给量
水平
0.2-20(无级)
垂直
0.2-20(无级)
侧刀架
进给量
0.2-20(无级)
横梁升降速度
600
刨杆最大截面
40×40
机床
外形
尺寸mm
长mm
7100
龙门刨铣床系列
本机床可用于机床、重型机器、大型柴油机等大型制造业的大、中、小零件的粗加工和精加工。用作各种零件的水平平面、垂直平面、倾斜面的粗精加工和磨削以及由各种平面组成的导轨面各“T”型槽等。适用于大、中、小企业机械制造加工。
项目 型号
BXM2010B
BXM2013B
BXM2013D
BXM2016B
7100
8700
8700
12700
12700
16700
宽mm
2739
3215
3515
3515
3515
3615
3615
高mm
2562
2612
2612
2612
3212
3012
32
注:可按照客户要求改变技术参数
BXM2016E
BXM2017D
BXM2017E
规格
1000×3000
1300×3500
1300×4000
1600×4000
1600×6000
1700×6600
1700×8000
最 大
加 工
尺 寸
长mm
3000
3500
4000
4000
6000
6600
8000
宽mm
1000
1300
1300
1600
1600