第七章-连铸用耐火材料
连铸连轧生产:连铸用功能耐火材料

7.3.2塞棒
使用前要与中间包一起烘烤,快速升温至1000~1100℃ 塞棒不能垂直对准水口砖中心,棒头顶点应偏向开闭器方 向,留有2~3mm的啃头,关闭塞棒时,塞棒头切着水口内表面 向水口中心方向滑动,最终把水口堵严。
7.3.3浸入式水口
1 材质要求 (1)具有良好的抗热震性。 (2)具有良好的抗钢水和熔渣的侵蚀性。 (3)具有良好的机械强度和抗振动性。 (4)浸入式水口连接处必须有密封装置。 (5)不易与钢水反应生成堵塞物。
口未烤好;而套眼是浸入式水口 内壁附着沉积物导致,如图,堵 塞物主要是Al2O3。Fra bibliotek.3.3浸入式水口
3 浸入式水堵塞 Al2O3来源有以下几方面: 钢水中Al与耐火材料发生反应产物;保护浇注不好,氧
气与钢水中钢水中Al反应;钢水在冶炼过程中脱氧产物,未 去除干净;钢水温度降低而析出产物。
可以采取的措施是:选择合适水口材质;气洗水口;塞 棒吹氩;钙线处理,夹杂物变性+软吹;连铸过程全程保护 浇注,控制增N量<5ppm。
连续铸钢生产
7.3连铸用功能耐火材料
7.3.1长水口 长水口、塞棒和浸入式水口,称为连铸用耐火材料“三大件”
长水口主要有两种类型,一种是带有吹氩环的长水口;一种 是带有透气材料的长水口。其中带有透气材料的长水口保护浇注 效果较好。
7.3.1长水口
目前长水口的材质有熔融石英质和铝碳质两种。 熔融石英质主要成分SiO2,导热系数小,有较高的机械强度和 化学稳定性,耐酸性渣的侵蚀,可以免烘烤。 铝碳质及Al2O3-SiO2-C质是以刚玉和石墨为主要原料制作的, 其主要成分是Al2O3,具有良好的抗热震性,对钢种的适应性 较强,耐侵蚀性能好,对钢液污染小。 目前连铸中广泛采用Al2O3-C质长水口,在渣线部位复合ZrO2C层,用于提高耐侵蚀性,
连铸中间包用耐火材料冲蚀的数值模拟

( tt yL b o fatr sa d HihT mp rtr ea c ,Wu a iest fS in ea dT c n lg SaeKe a fRercoi n g e eau eC rmis e h nUnvri o ce c n e h ooy,Wu a 3 0 ) y hn4 0 8 1
对壁 面的作用 。本文基 于计算 流体力 学 ( F 建立 C D) 中间包 内耐火材 料 的冲蚀 预测模 型 。该 冲蚀模 型同 时考虑钢 液 的冲刷及 夹 杂物 颗 粒 的 冲蚀 , 考虑 颗 粒 之问 的碰撞 长大 , 用半 实验关联式 计算 冲蚀速率 。 应 1 耐火材 料侵蚀模 型 1 1 协 同效应 原理 . 中 间包 内存 在 复 杂 的多 相 流 动 与 化学 反 应 过 程 , 耐火材料 的侵 蚀是 多 相 流动 、 应力 破 坏 、 对 热 化
M a e ilI t ra nde x Co tn usCa t n ih,Rer coy,Er so Co o in.Nume c lS mu ain n iuo si Tu d s ng fa tr o in— r so i r a i lto
综合 中间包耐 火材 料 蚀 可看作夹 杂物颗粒 与钢 液共 同
Ab t a t T e mah mo e o rso —o r s n o q i te—n lso w . h s o n t n ih o er co y h s sr c h t d l re o in c ro i fl u d se l cu in t o p a e f w i u d s n r f tr a f o i i l a b e s b i e n h u r a ac lt n t rso — o rso h r ce s c fr f co n t n ih w t u b ln e e n e t l h d a d t e n me c lc l ua i o eo in c r in c a a tr t s o e r tr i u d s i tr u e c a s i o o i i a y h ih bt r a n e r i c m‘d o t ac ltd r s l h w t a ep st n wi xe o in c ro in r t n i n i i .d msa d w is s a e u .C l ua e e ut s o t h o i o t ma r so .o r so a ei t d s o s h t i h n u h i a u b l n e ih b tr e ti te tn i aln a lg 1 e i o r g i ra a d te sd a1 fd msa d w i . s ttr u e c n ii .n x s h u d s w l e r a n I p u i .n a e n h i e w l o a n er f o h s i 1 n sa cn o l u d se lf w.t e e o in c ro in o erc o n oh rrg o s v r mal n a e in rd ig t i i te o q l h rso .o rso frfa t r i t e e in i ey s l a d c n b g oe . y
耐火材料的基本知识
第一节耐火材料的基本知识1、耐火材料的定义?耐火材料就是指耐火度不低于 1500℃的无机非金属材料。
2、耐火材料必须具备的基本性能?(1)耐火度(2)高温体积稳定性(3)耐急冷急热性3、耐火材料在电炉炼钢厂的应用?(1)电炉炉衬、炉盖、炉底、炉坡、渣线修补料。
(2)精炼钢包包衬、包盖、滑动水口、透气砖系统。
(3)连铸中间包包衬、包盖、长水口、整体塞棒、浸入式水口。
(4)模铸用漏斗砖,中注管,中心砖,汤道砖,尾砖,模底砖。
4、按耐火度不同,耐火材料可分几类?(1)普通耐火材料,耐火度1580~1770℃;(2)高级耐火材料,耐火度1770~2000℃;(3)特级耐火材料,耐火度> 2000℃;5、按化学矿物组成的性质不同,耐火度可分为几类?(1)酸性耐火材料,如硅砖;(2)碱性耐火材料,如镁砖、白云石砖、镁碳砖;(3)中性耐火材料,如高铝砖、碳砖。
6、按外形尺寸的多少,耐火材料可分为几类?(1)标准型耐火砖,外形尺寸≤4个;(2)普通型耐火砖,外形尺寸≤6个;(3)异型耐火砖,外形尺寸<10个,带孔、槽、角;(4)特异型耐火砖,外形尺寸>10,带多个孔、槽、角。
7、按外形耐火材料可分类为几类?(1)耐火砖——具有一定的形状。
(2)不定形耐火材料——散状实,需按所要形状进行施工用耐火材料。
(3)耐火泥——砌砖填缝用耐火材料。
8、学习耐火基本知识的目的?(1)掌握基本技能,科学合理使用耐火材料。
(2)掌握使用特性,防止穿炉、穿包、漏钢、跑钢事故发生。
(3)掌握使用规律,不断提高炉衬,包衬使用寿命,降低炼钢生产成本,减轻劳动强度,提高经济效益。
第二节耐火材料的基本性能9、什么叫气孔率?耐火材料制品中开口气孔体积占总体积的百分率,常用%表示。
式中:V2=开口气孔体积,V3=贯通气孔体积,V=制品总体积,V2+V3=开口气孔体积。
10、什么叫体积密度?体积密度是指耐火制品单位体积的质量,常用g/cm3表示。
冶金概论考试重点总结
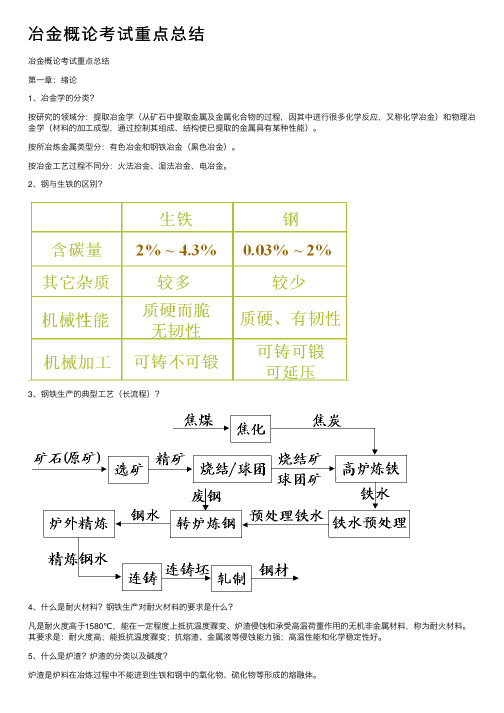
冶⾦概论考试重点总结冶⾦概论考试重点总结第⼀章:绪论1、冶⾦学的分类?按研究的领域分:提取冶⾦学(从矿⽯中提取⾦属及⾦属化合物的过程,因其中进⾏很多化学反应,⼜称化学冶⾦)和物理冶⾦学(材料的加⼯成型,通过控制其组成、结构使已提取的⾦属具有某种性能)。
按所冶炼⾦属类型分:有⾊冶⾦和钢铁冶⾦(⿊⾊冶⾦)。
按冶⾦⼯艺过程不同分:⽕法冶⾦、湿法冶⾦、电冶⾦。
2、钢与⽣铁的区别?3、钢铁⽣产的典型⼯艺(长流程)?4、什么是耐⽕材料?钢铁⽣产对耐⽕材料的要求是什么?凡是耐⽕度⾼于1580℃,能在⼀定程度上抵抗温度骤变、炉渣侵蚀和承受⾼温荷重作⽤的⽆机⾮⾦属材料,称为耐⽕材料。
其要求是:耐⽕度⾼;能抵抗温度骤变;抗熔渣、⾦属液等侵蚀能⼒强;⾼温性能和化学稳定性好。
5、什么是炉渣?炉渣的分类以及碱度?炉渣是炉料在冶炼过程中不能进到⽣铁和钢中的氧化物、硫化物等形成的熔融体。
其主要成分是CaO、MgO、SiO2、Al2O3、MnO、FeO、P2O5、CaS等。
根据冶炼⽅法的不同,钢铁⽣产产⽣的炉渣分为⾼炉渣和炼钢渣,按炉渣中含有不同的化学成分⼜可分为碱性渣和酸性渣。
第⼆章:⾼炉炼铁1、⾼炉冶炼⽤原料?⾼炉冶炼⽤的原料主要有铁矿⽯(天然富矿和⼈造富矿)、燃料(焦炭和喷吹燃料)、熔剂(⽯灰⽯与⽩云⽯等)。
⾼炉冶炼是连续⽣产过程,必须尽可能为其提供数量充⾜、品味⾼、强度好、粒度均匀粉末少、有害杂质少及性能稳定的原料。
2、⾼炉结构及附属设备?⾼炉本体主要由钢结构(炉体⽀承框架、炉壳)、炉衬(耐⽕材料)、冷却设备(冷却壁、冷却板等)、送风装置(热风围管、⽀管、直吹管、风⼝)和检测仪器设备等组成。
附属设备:原料供应系统、送风系统、煤⽓净化系统、渣铁处理系统。
3、⾼炉⽣产主要技术经济指标?有效容积利⽤系数(?V):⾼炉每⽴⽅⽶有效容积每天⽣产的合格铁⽔量(t/m3·d)⼊炉焦⽐(K):冶炼⼀吨⽣铁消耗的焦炭量(kg/t)煤⽐(或油⽐):冶炼⼀吨⽣铁消耗的煤粉量或重油(kg/t)燃料⽐=焦⽐+煤⽐(或油⽐)冶炼强度:⾼炉每⽴⽅⽶有效容积每天消耗的(⼲)焦炭量(焦⽐⼀定的情况下)⽣铁合格率:⽣铁化学成分符合国家标准的总量占⽣铁总量的指标。
中级连铸工无纸化试题及答案1

27 、 在生产实践中,保护渣的熔点一般控制在800~1000℃。
正确答案:× 您的答案:
28 、 对于弧形连铸机,外弧侧柱状晶比内弧侧的要发达。
正确答案:× 您的答案:
29 、 中间包加热的方法很多,生产中使用的主要是感应加热法和等离子加热法
B.二次冷却太强
C.二次冷却太弱
D.钢水静压力大
正确答案:A 您的答案:
65 、
铸坯中心裂纹属于( )。
A.表面缺陷 B.内部缺陷 C.形状缺陷
正确答案:B 您的答案:
在铸坯凝固终点附近电磁搅拌的目的( )。
A.改善中心偏析和中心疏松 B.防止卷渣 C.改善铸坯表面质量 D.防止漏钢
正确答案:A 您的答案:
51 、
>一般来说,保护渣粘度越低,耗渣量( )。
A.越大 B.越小 C.不变
A.计划 B.实施 C.检查 D.控制
正确答案:A 您的答案:
49 、
当Al2O3含量增高时,保护渣的( )也相应增加。
A.粘度 B.碱度 C.熔化速度
正确答案:A 您的答案:
50 、
正确答案:A 您的答案:
42 、
在结晶器四面铜壁外通过均布的螺栓埋入多套热电偶的目的是( )检测。
A.漏钢 B.坯壳厚度 C.拉速 D.质量
正确答案:A 您的答案:
43 、
( )在各类连铸机中为高度最低的连铸机。
正确答案:√ 您的答案:
38 、 钢水浇注温度包括两部分,一是钢水凝固温度,二是钢水过热度。
正确答案:√ 您的答案:
39 、
公称尺寸是指标准中规定的名义尺寸,它是生产过程中希望得到的理想尺寸。
耐火材料连铸三大件的工艺流程

耐火材料连铸三大件的工艺流程英文回答:The process of continuous casting for the three major components of refractory materials is a complex and crucial one. Let me explain the process step by step.Firstly, the raw materials for the refractory materials are prepared. This includes selecting and mixing the appropriate ingredients such as alumina, silica, magnesia, and other additives. These ingredients are carefully measured and mixed to create the desired composition for the refractory material.Once the raw materials are prepared, they are then melted in a furnace. The furnace is heated to extremely high temperatures, usually around 1700 to 2000 degrees Celsius. The raw materials are added to the furnace and melted to form a molten liquid.After the raw materials have melted, the molten liquidis then transferred to a continuous casting machine. This machine is equipped with a mold that has the shape and dimensions of the desired refractory component. The molten liquid is poured into the mold, and as it flows through the machine, it solidifies and takes the shape of the mold.As the molten liquid solidifies, it undergoes a process called solidification shrinkage. This is when the material contracts and shrinks as it cools and solidifies. To compensate for this shrinkage, additional molten liquid is continuously added to the mold.Once the refractory component has solidified and cooled, it is then removed from the continuous casting machine. It may undergo further processing steps such as trimming, grinding, or polishing to achieve the desired shape and surface finish.Finally, the refractory component is subjected toquality control checks to ensure it meets the required specifications. This may include checking for dimensionalaccuracy, density, strength, and other physical properties.中文回答:耐火材料连铸三大件的工艺流程非常复杂且关键。
连铸用耐火材料详细介绍

连铸用耐火材料详细介绍概述连铸是金属制造过程中常用的一种技术,用于连续生产高品质的金属铸锭或连续铸件。
在连铸过程中,耐火材料扮演着重要的角色,它能够承受高温和热冲击,并保持稳定的物理和化学性质。
本文将对连铸用耐火材料进行详细介绍。
类型连铸用耐火材料可分为两大类:综合性能耐火材料和专用性能耐火材料。
1. 综合性能耐火材料综合性能耐火材料具有广泛的适用性,用于各种金属的连铸过程。
它们通常由耐火粘土、耐火泥、耐火纤维和碳化硅等材料制成。
这些材料具有较好的抗温度变化能力和机械强度。
综合性能耐火材料可进一步分为以下几类: - 耐火砖:用于炉墙、保温罩和渣槽等部位,承受高温和侵蚀。
- 硅酸钙耐火材料:用于渗封材料,具有较好的温度稳定性和耐腐蚀性。
- 高温涂层材料:用于渣槽内壁,防止渣渗透和腐蚀。
- 陶瓷纤维:用于保温。
2. 专用性能耐火材料专用性能耐火材料是为满足特定连铸工艺需求而开发的材料,具有特殊的热力学和物理性质。
这些材料通常由高级氧化物、碳化物、氮化物和金属等化合物制成。
以下是一些常见的专用性能耐火材料: - 铝碳复合材料:具有高强度和耐腐蚀性,用于结晶器和漏斗等部位。
- 氮化硅材料:用于保护渣槽内壁,具有优异的耐腐蚀性和耐高温性能。
- ZrO2陶瓷材料:用于结晶器和渣槽等部位,具有较好的耐热性和耐腐蚀性。
性能要求连铸用耐火材料需满足一系列性能要求,以确保连续生产过程的稳定性和产品质量。
1. 抗高温能力连铸过程中的温度非常高,耐火材料必须能够承受高温环境中的热冲击和热应力。
2. 耐腐蚀性由于连铸过程中与金属液接触,耐火材料需要具有良好的耐腐蚀性,以防止金属液的侵蚀。
3. 抗渣侵蚀能力连铸过程中会产生一定的渣,渣对耐火材料的侵蚀也需要得到有效的抑制,以延长材料的使用寿命。
4. 优异的物理性质连铸用耐火材料还需要具备良好的强度、抗振动、热膨胀系数匹配等物理性质,以确保材料在高温环境下的稳定性。
第7章 连铸工艺
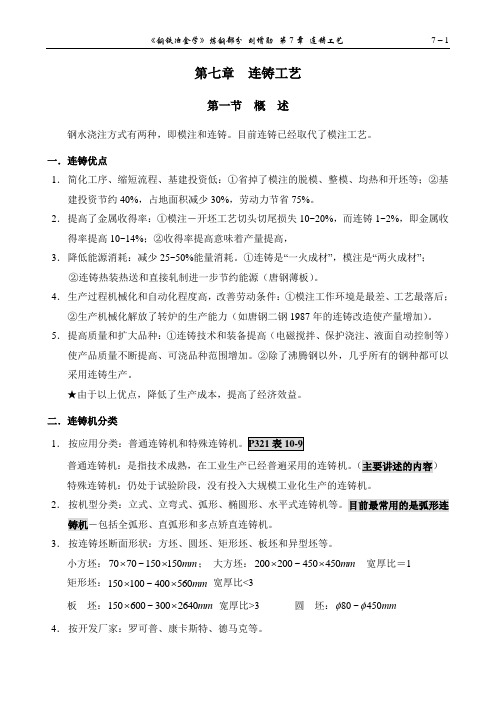
第七章连铸工艺第一节概述钢水浇注方式有两种,即模注和连铸。
目前连铸已经取代了模注工艺。
一.连铸优点1.简化工序、缩短流程、基建投资低:①省掉了模注的脱模、整模、均热和开坯等;②基建投资节约40%,占地面积减少30%,劳动力节省75%。
2.提高了金属收得率:①模注-开坯工艺切头切尾损失10~20%,而连铸1~2%,即金属收得率提高10~14%;②收得率提高意味着产量提高,3.降低能源消耗:减少25~50%能量消耗。
①连铸是“一火成材”,模注是“两火成材”;②连铸热装热送和直接轧制进一步节约能源(唐钢薄板)。
4.生产过程机械化和自动化程度高,改善劳动条件:①模注工作环境是最差、工艺最落后;②生产机械化解放了转炉的生产能力(如唐钢二钢1987年的连铸改造使产量增加)。
5.提高质量和扩大品种:①连铸技术和装备提高(电磁搅拌、保护浇注、液面自动控制等)使产品质量不断提高、可浇品种范围增加。
②除了沸腾钢以外,几乎所有的钢种都可以采用连铸生产。
★由于以上优点,降低了生产成本,提高了经济效益。
二.连铸机分类1.普通连铸机:是指技术成熟,在工业生产已经普遍采用的连铸机。
(主要讲述的内容)特殊连铸机:仍处于试验阶段,没有投入大规模工业化生产的连铸机。
2.按机型分类:立式、立弯式、弧形、椭圆形、水平式连铸机等。
目前最常用的是弧形连铸机-包括全弧形、直弧形和多点矫直连铸机。
3.按连铸坯断面形状:方坯、圆坯、矩形坯、板坯和异型坯等。
小方坯:7070~150150m m⨯⨯;大方坯:200200~450450m m⨯⨯宽厚比=1 矩形坯:150100~400560m m⨯⨯宽厚比<3板坯:150600~3002640m m⨯⨯宽厚比>3 圆坯:80~450mmφφ4.按开发厂家:罗可普、康卡斯特、德马克等。
5.按浇注钢种:普钢连铸机和特钢连铸机。
目前,普钢连铸机正在向特钢连铸机发展。
三.连铸对钢水的要求1.成分合格:指钢水中化学成分符合标准要求,成分尽量控制在中限。
我国连铸中间包内衬耐火材料的发展及应用

我国连铸中间包内衬耐火材料的发展及应用近年来,我国逐步建立了一整套完善的连铸中间包内衬耐火材料应用体系,取得了显著成效。
首先,在材料方面,我们改进了原来的连铸中间包内衬耐火材料,使用了高熔点材料,提高了耐火性能,并开发出了碳化硅和氧化铝等高性能耐火材料,取得了长足的进步。
其次,在结构方面,我们重视耐火材料的施工质量,研发出了模具烧结、薄壁及抗熔穿构造等新技术,有效改善了熔穿现象。
此外,我们还在维护方面大力着力,开发出一系列衬垫材料,有效抑制了稳定外表的破坏,提高了连铸中间包内衬耐火材料的服役期。
到目前为止,我国连铸中间包内衬耐火材料的发展及应用已取得了巨大的进步,为我国钢铁工业的发展作出了重要贡献。
连铸知识问答
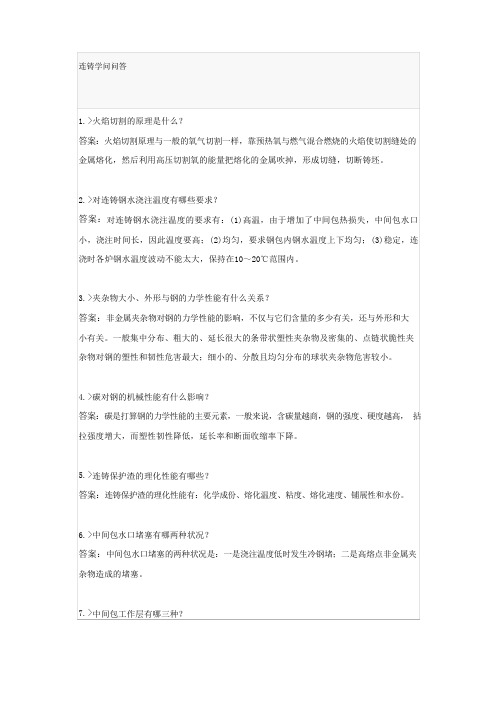
连铸学问问答1.>火焰切割的原理是什么?答案:火焰切割原理与一般的氧气切割一样,靠预热氧与燃气混合燃烧的火焰使切割缝处的金属熔化,然后利用高压切割氧的能量把熔化的金属吹掉,形成切缝,切断铸坯。
2.>对连铸钢水浇注温度有哪些要求?答案:对连铸钢水浇注温度的要求有:(1)高温,由于增加了中间包热损失,中间包水口小,浇注时间长,因此温度要高;(2)均匀,要求钢包内钢水温度上下均匀;(3)稳定,连浇时各炉钢水温度波动不能太大,保持在10~20℃范围内。
3.>夹杂物大小、外形与钢的力学性能有什么关系?答案:非金属夹杂物对钢的力学性能的影响,不仅与它们含量的多少有关,还与外形和大小有关。
一般集中分布、粗大的、延长很大的条带状塑性夹杂物及密集的、点链状脆性夹杂物对钢的塑性和韧性危害最大;细小的、分散且均匀分布的球状夹杂物危害较小。
4.>碳对钢的机械性能有什么影响?答案:碳是打算钢的力学性能的主要元素,一般来说,含碳量越商,钢的强度、硬度越高,拈拉强度增大,而塑性韧性降低,延长率和断面收缩率下降。
5.>连铸保护渣的理化性能有哪些?答案:连铸保护渣的理化性能有:化学成份、熔化温度、粘度、熔化速度、铺展性和水份。
6.>中间包水口堵塞有哪两种状况?答案:中间包水口堵塞的两种状况是:一是浇注温度低时发生冷钢堵;二是高熔点非金属夹杂物造成的堵塞。
7.>中间包工作层有哪三种?答案:中间包工作层有砌砖型、挂绝热板型和涂料型三种。
8.>中间包钢水注流的掌握方式有哪些?答案:中间包钢水注流的掌握方式有塞棒式、滑动水口式和定径水口式。
9.>中间包从里到外有哪三层?答案:中间包从里到外有工作层、永久层、绝热层(保温层)。
10.>大包长水口的材质一般有哪两种?答案:一般有石英质水口和铝碳质水口两种。
11.>涂抹料中间包的烘烤应按什么程序烘烤?答案:应依据先小火再用中火的程序进展烘烤。
高效连铸条件下的耐材选择与分析

l 前 言
连铸使 铸 钢用 耐火 材料 的消耗 大幅度 下 降 ,特别是 高 效 连 铸 往往 又 使 用 品种 多 样 的 功能性 耐火材 料 。连铸 用 耐火材料 因使 用部 位不 同而要求 各 异。 从 总 体 上讲 ,对 连 铸 耐 火材 料的要求 可 以归 纳为 :耐高温 、不 与钢液 或合 金元索 发 生化学 反应 、抗渣 侵蚀 性好 、抗 高速钢 流 冲刷 、高抗 热 冲击 性 能 、气 孔 率低 、 精确 的几 何 尺寸 、装配和 使用 时操 作简单 、质 量 稳定及 价格 便宜 等特 点。
填 于莫来 石 基 质 中 ,也 可称 为 陶瓷结 合 高 铝 用于长 水 口的 材 质 有 熔 融 石 英 和 铝 碳 两 大
滑板 或 烧 成 高 铝 滑 板 。 - Al2 含 量 一 般 为 类。前者 热膨胀 系数 小 ,抗热 震稳定 性优 异 , 80% ~95%,Ak 含 量 越 高 ,材 料 的 抗 侵 蚀 但抗渣蚀 性较 差 ,使 用寿命 为 1~2次。 后者
用 的是 莫来石结 合 剐 玉质材料 。它是 将高 纯 法是 在长水 口的 头部 镶 一 块环 形 透 气砖 (透
刚玉 (有的为 含莫来 石 的烧结 氧化铝 ,即高铝 气 环),通 过气 室供 人 氩 气 ,氢气 通 过 透 气 环
料 )和合 成莫 来 石 ,通 过 高 温烧 成 ,使 剐 玉 充 封 闭下水 口与长 水 口之问的接缝 。 目前 国内
性能 越好 。这 类 滑 板 经焦 油 或 沥青 程 渍 ,有 优点是抗 侵蚀 性好 ,使 用寿命 为 6~8次 。随
的采用多 次浸 渍 工艺来改 善其抗 侵 蚀和抗热 着多炉 连浇技 术 的 发 展 ,铝 碳 质 长 水 口将 成
第七章连铸用耐火材料

为解决浸入式水口渣线部位被严重侵蚀,以及防止氧化铝附着造成水口堵 塞,在铝碳质浸入式水口的基础上开发了一系列的新型浸入式水口。 ➢铝碳-锆碳复合水口; ➢镁碳-铝碳-锆碳复合水口;
4、浸入式水口的损毁因素: (1)侵蚀
(2)堵塞
浸入式水口使用后的附着物和侵蚀情况
(1) 防止侵蚀的措施: ➢ 在浇注过程中采用中间包上
4、浸入式水口的材质与发展
连铸初期,采用熔融石英质浸入式水口; ➢ 特点:热震稳定性好,有较高的机械强度和耐酸性渣侵
蚀,化学稳定性好,可以满足浇注普通碳素钢、低锰钢 (Mn<侵蚀、耐热震,解决了高锰钢、合 金钢的多炉连浇问题。
中间包涂抹料施工现场
中间包喷补料施工现场
挡渣墙(堰)
➢ 在中间包内设置若干挡渣墙或挡渣堰,可改变钢水的流向 和流态,延长钢水流到水口的时间,可有效地促进夹杂物 上浮分离,均匀钢水成分和温度。
钢液流股状态示意图
中间包挡渣堰的材质有镁铝质、镁质或镁铬质几种; ➢ 镁质挡渣堰与高铝质挡渣堰相比成本降低。 ➢ 其性能和冶金效果是:具有良好的抗热震性;在工作温度
高铝质滑板砖:成型后均用沥青浸滞,再轻烧处理,获得较 高的强度和致密均匀的结构。配料中添加了磷酸盐以降低烧 成温度,可使滑板的尺寸保持稳定,并减少废品率和研磨量。
锆质滑板砖:耐化学 侵蚀性好,抗机械冲刷 性能好。但是氧化锆价 格昂贵,通常将其做成 镶嵌环或镶嵌件。
铝碳质滑板 :烧结氧化铝和合成莫来石为主要原料,在基 质部分添加碳组份和防氧化剂(如金属铝、金属硅、SiC、 B4C、Mg-B等),加入结合剂煤沥青或酚醛树脂混练成型; 在还原气氛下烧成,形成碳结合的耐火材料。
气幕挡墙的形成可以“抬起”钢液,也缩短了夹杂物上浮 的距离;
连铸浇钢三大件耐火材料

连铸浇钢三大件耐火材料
连铸浇钢中很重要的功能性耐火材料就是三大件,其中包括长水口、上水口、侵入式水口、塞棒,三大件的生产工艺和详细分类如下:
一、三大件都有什么?
三大件包括长水口、整体塞棒、浸入式水口,它们是连铸浇钢中很重要的功能性耐火材料,主要起到保护浇注(长水口、浸入式水口)和控流的作用(塞棒)。
二、三大件生产工序
配料—>造粒—>等静压成型—>干燥—>探伤—>加工—>烧成—>喷漆—>包装
三、三大件主要产品介绍
长水口(普通长水口、吹氩上水口)
上水口(普通上水口、透气上水口)
侵入式水口
1、方坯浸入式水口
2、中厚板浸入式水口① 快换浸入式水口② 整体内装式浸入式水口
3、薄板坯浸入式水口
塞棒
1、按连接方式分①金属丝堵型②碳素丝堵型③插销型
2、按附加功能分①普通塞棒②透气塞棒
本文参考洛阳华珩耐火材料有限公司。
钢厂对连铸耐火材料三大件的要求

钢厂对连铸耐火材料三大件的要求钢铸对连铸耐火材料三大件的要求连铸三大件包括长水口、浸入式水口和整体塞棒,是实现和保证钢厂连铸正常生产的必不可少的关键性材料,为高效连铸、近终型连铸生产高品质、高附加值的洁净钢提供了重要的保障。
为了适应钢厂要求,进行了技术攻关,在渣线部位适当提高锆含量,适当增加渣线部位的致密度,提高耐压抗折强度,内腔材质也在改进,保证热稳定性。
三大件质量提升了,生产成本增加,但如果钢厂采取整体承包,钢厂的成本是降低的。
整体承包对双方都有好处,钢厂要和耐火厂家配合好,相互支持,相互促进,相互完善。
钢厂为了降成本,不能无止尽的提高连浇炉数。
作为供应商尽量满足钢厂要求,有达不到的提出来,同钢厂协商,接近极限寿命时,钢厂仍然要连浇,万一出问题了,钢厂的风险大,损失一炉钢,或者是钢坯质量出问题不划算。
宝钢对三大件的使用做的比较好。
保证质量的情况下慢慢提高连浇炉数,并且是通过试验情况慢慢提高。
在当前国内耐材市场行情不容乐观的形势下,想要仍然立于不败之地,获取最大化效益,唯有不断的寻求技术革新以到达降低成本,提高企业生产力。
三大件是功能性耐火制品,其技术发展方向有两方面:对用户,产品的精细化、专业化发展,即根据用户钢种特点开发出具有针对性的高品质产品:如防堵阶梯式浸入式水口;钢帘线专用镁质三大件产品;易切削钢专用水口;定压定量精确吹氩塞棒等等。
对内:1、企业招工难是一个共同的话题,所以过程生产的机械化、自动化是一个必须发展的趋势;2、环保是一个企业良心问题,企业要健康的生存下去,环保投入是义不容辞的,也是必须的。
同时,三大件的回收利用,当然也是一个环保问题;3、石墨烯在三大件中应用的研究,这个看起来有点不可思议,个人认为既然石墨烯有这么多优点,那么它同样也能为我们三大件服务!高碱度保护渣对连铸三大件是有影响的,但对于三大件专业生产厂家而言,不算什么难题,关键在于如何把碱性耐火原料在三大件中用活用准!洁净钢的生产工艺要求耐材尽可能减少或不给钢水带来二次污染。
连铸耐材管理制度
连铸耐材管理制度第一章总则第一条为了规范和加强对连铸耐材的管理,提高产品质量和生产效率,制定本管理制度。
第二条连铸耐材是指用于连铸过程中的耐火材料和耗材,包括但不限于连铸结晶器、连铸包耐材、浇注材料、保温材料等。
第三条本管理制度适用于连铸耐材的采购、储存、使用、维护和报废管理。
第二章采购管理第四条连铸耐材采购应根据生产计划和实际需要编制采购计划,明确规格、数量、质量要求和验收标准,由相关部门制定采购计划并报批后进行采购。
第五条采购过程中应遵循公开、公平、公正原则,严格按照公司的采购管理流程和相关制度执行。
第六条采购人员应认真履行验收和检测职责,对进货的连铸耐材按照国家标准和公司要求进行检验,合格后方可入库使用。
第三章入库管理第七条连铸耐材的入库应当进行台账登记,明确规格、型号、数量、批号等信息,确保准确无误。
第八条入库仓库应根据不同类别的连铸耐材进行区分存放,严格按照储存要求,定期清点盘库,确保耐材的完好和数量准确。
第九条对于连铸耐材的质量要求较高的采取定期抽查检验,确保入库的耐材符合要求。
第四章使用管理第十条使用连铸耐材应按照生产计划和工艺要求进行组织,杜绝私自挪用、乱用耐材。
第十一条连铸耐材的使用要经过合理安排和指定的使用人员,严格按照规定使用寿命进行维护和更换。
第十二条使用连铸耐材时,应当按照规定标准和要求进行操作,切忌滥用和浪费。
第五章维护管理第十三条连铸耐材的维护应及时进行,包括但不限于清洗、修补、更换等。
第十四条对于连铸耐材的维护作业,要进行规范化操作,确保维护的质量和效果。
第十五条发现耐材有破损、老化等情况时,应当及时上报并更换,杜绝因疏忽而导致的事故和质量问题。
第六章报废管理第十六条连铸耐材达到使用寿命或者因其他原因需要报废时,应当按照公司的相关制度进行报废处理。
第十七条对于已报废的连铸耐材,应当进行清理和封存处理,不得随意丢弃和私自处理。
第十八条对于报废的连铸耐材,应当进行台账登记,明确报废的原因和数量,并及时上报相关部门进行处理。
耐火材料连铸三大件的工艺流程

耐火材料连铸三大件的工艺流程英文回答:The process of continuous casting of refractory materials involves several steps to produce the three major components. First, the raw materials are carefully selected and prepared. This includes choosing the appropriate refractory materials such as alumina, silica, and magnesia, and ensuring they are in the proper particle size and composition.Once the raw materials are prepared, they are mixed together with binders and additives to form a slurry or a plastic mass. This mixture is then poured into molds or shaped using various techniques such as extrusion or pressing. The molds are designed to create the desired shape and size of the refractory components.After the shaping process, the molded components are dried to remove any excess moisture. This is typically donein a drying oven or using other drying techniques such asair drying or infrared drying. The drying process is important to ensure the components are free from moisture, which can cause defects or cracks during the firing process.Once the components are dried, they are fired in a kiln at high temperatures. This firing process, also known as sintering, is crucial for the development of the desired properties of the refractory materials. The high temperatures cause the raw materials to undergo chemical reactions and transform into a solid, dense structure.After firing, the components are cooled down and undergo quality control checks to ensure they meet the required specifications. This may include checking for dimensional accuracy, strength, and thermal properties. Any defective components are discarded or undergo further processing to correct the defects.Finally, the finished components are packaged and prepared for shipment to customers. They can be used in various industries such as steelmaking, foundries, andglass manufacturing.中文回答:耐火材料连铸三大件的工艺流程包括以下几个步骤来生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工 程
《薄板坯连铸浸入式水口》—— 薛宝达、魏星光、杨海军;
中
心
2
耐火材料在钢铁冶金中的应用
6、连铸用耐火材料
辽
宁
科
技
大
学
镁
质
材
料
工
程
中 心
连续铸钢简称为连铸,是钢水不断地通过水冷结晶器,凝
成硬壳后从结晶器下方出口连续拉出,经喷水冷却全部凝
固后切成坯料的一种铸造工艺。
3
辽 宁 科 技 大 学 镁 质 材 料 工 程 中 心
11
辽
宁
科
技
大
学
镁
质
材
料
工 程
中间包涂抹料施工现场
中
心
耐火材料在钢铁冶金中的应用
中间包喷补料施工现场
12
耐火材料在钢铁冶金中的应用
辽 宁 科 技 大 学 镁 质 材 料 工 程 中 心
13
耐火材料在钢铁冶金中的应用
挡渣墙(堰)
辽 宁 科 技 大 学 镁 质 材 料 工 程 中 心
14
耐火材料在钢铁冶金中的应用
辽 宁
保温砖或轻质浇注料
科 (2)永久层:莫来石质浇注料、高铝质浇
技 大
注料
学 (3)工作层:
镁 质
绝热板: 硅质、镁质、镁橄榄石质
材
涂抹料: 镁质、镁铬质、镁钙质
料 工
干振料: 镁质、镁钙质
程 (4)座砖:高铝质、刚玉质
中 心
(5)包底:与工作层相当,冲击区镁质预
制块、刚玉质预制块
(6)挡渣墙(堰):铝镁质、镁质
宁 科
其性能和冶金效果是:具有良好的抗热震性;在工作温度
技 大
下具有最佳的热态强度;浸泡中钢水中强度高;带入到钢
学 水中的氧含量比高铝质减少80%;可吸收钢中的夹杂物 镁
质 材
Al2O3,在表面形成镁铝尖晶石。
料
工
程
中
心
16
耐火材料在钢铁冶金中的应用
辽 宁 科 技 大 学 镁 质 材 料 工 程 中 心
长水口
绝热层 永久层 工作层
档渣墙 冲击垫 浸入式水口
图1-2 中间包用耐火材料示意图
8
耐火材料在钢铁冶金中的应用
6.1.2 中间包耐火衬的发展历程
辽 宁 中间包耐火衬主要包括绝热层、永久层和工作层。
科
技 中间包的绝热层一直用绝热纤维或保温砖,几乎没
大 学
有经历什么变化。
镁 质
永久层70年代中期主要用粘土砖砌筑,后来使用高
材 料
铝砖砌筑,到80年代末期开始使用浇注料整体浇注
工 程
成形。
中
心
9
耐火材料在钢铁冶金中的应用
工作层早期的时候是用高铝质的耐火砖;
辽 后来为了保持钢液在浇铸时中间包内钢液温度变化不超过
宁 科
15℃,工作层开始采用绝热板工作衬;
技 后来绝热板被具有同样功能的耐火涂抹料和耐火喷涂料所代
大
学 替;
科 作用。
技
大 中间包内吹氩形成的气幕改善了中间包流场,可以减少短
学 镁
路流的形成和死区比率,延长钢液在中间包内的停留时间,
质 夹杂物有足够的上浮去除时间;
材 料
气幕挡墙的形成可以“抬起”钢液,也缩短了夹杂物上浮
工 的距离;
程 中
另外,气体的搅动作用增强了小颗粒夹杂物的碰撞机会,
心 容易使小颗粒夹杂物发生碰撞并聚集长大,更易于去除。
17
耐火材料在钢铁冶金中的应用
中间包气幕挡墙
辽 宁 科 技 大 学 镁 质 材 料 工 程 中 心
18
耐火材料在钢铁冶金中的应用
辽 宁 科 技 大 学 镁 质 材 料 工 程 中 心
19
耐火材料在钢铁冶金中的应用
作用
辽 可以有效地改善中间包内钢水的流动形态和夹杂物的运行 宁 轨迹,从而达到去除小颗粒夹杂物的目的,甚至有脱气的
镁 质 随着中间包耐火材料的发展,最新的干式振动料以显著的优
材 料
势开始代替耐火喷涂料。
工 程
中间包工作层用耐火材料经历了耐火粘土砖(永久层即工作
中 层)、绝热板、喷涂料(涂抹料)及最新的干式振动料(即干性 心
工作衬)的发展历程。
10
耐火材料在钢铁冶金中的应用
6.1.3 中间包内衬用耐火材料
(1)保温层(绝热层):纤维板、石棉板、
耐火材料在钢铁冶金中的应用
Ladle Shround 钢包长水口
辽
宁
科
技
大
学
镁
质
材
料
Tundish
工
Nozzle
程
中包水口
中
心
Tundish Monoblock Stopper (MBS) 中间包塞棒
心 挡墙材料等。
5
耐火材料在钢铁冶金中的应用
辽 宁 科 技 大 学 镁 质 材 料 工 程 中 心
6
耐火材料在钢铁冶金中的应用
6.1中间包用耐火材料
辽 宁
中间包由中间包本体、
科 技
中间包盖、塞棒、中
大
学
间包滑动水口组成。
镁
质
材
料
工
程
中
心
7
耐火材料在钢铁冶金中的应用
6.1.1 中间包的结构
辽 宁 科 技 大 学 镁 质 材 料 工 塞棒 程 中 心
在中间包内设置若干挡渣墙或挡渣堰,可改变钢水的流向
辽 宁
和流态,延长钢水流到水口的时间,可有效地促进夹杂物 上浮分离,均匀钢水成分和温度。
科
技
大
学
镁
质
材
料
工
程
中
心
钢液流股状态示意图
15
耐火材料在钢铁冶金中的应用
中间包挡渣堰的材质有镁铝质、镁质或镁铬质几种;
辽 镁质挡渣堰与高铝质挡渣堰相比成本降低。
20
耐火材料在钢铁冶金中的应用
辽 宁 科 技 大 学 镁 质 材 料 工 程 中 心
21
耐火材料在钢铁冶金中的应用
中间包冲击垫和湍流器
辽 宁 科 技 大 学 镁 质 材 料 工 程 中 心
22
耐火材料在钢铁冶金中的应用
作用
辽 宁
防止中间包底部耐火材料受钢水的高速冲击,进而
科 技
延长中间包的使用寿命;
大 学
在一定程度上也能使中间包内的钢水流动状态发生
镁
改变,增加停留的时间,
质
材 料
减少死区体积,有利于夹杂物上浮,从而提高钢材
工
的应用
6.2 连铸“三大件”
辽
宁
科
6.2.1 钢包长水口
技
大
学
6.2.2中间包塞棒
镁
质 材
6.2.3中间包浸入式水口
料
工
程
中
心
24
大家好
耐火材料在钢铁冶金中的应用
作业
辽 宁
《电炉底用干式捣打料》—— 杨攀、陈家栋、陈振威;
科 技
《RH浸渍管用浇注料》—— 林万兴、欧小燕、郑延峰;
大 学
《钢包渣线用镁碳砖》—— 姜尚鹏、祝日新、赵社龙;
镁 质
《钢包用透气砖》—— 郝东、徐美军、黄粟;
材 料
《中间包用干式震动料》—— 遇龙、鲍立柱、翟超凡;
连铸示意图
耐火材料在钢铁冶金中的应用
4
耐火材料在钢铁冶金中的应用
6、连铸用耐火材料
辽 连铸系统用耐火材料品种包括:
宁
科 钢包耐火材料——钢包衬、透气元
技 大
件;
学 镁
功能耐火材料——指中间包耐火材
质 料、无氧化浇注用长水口、浸入式
材 料
水口;
工 程
钢流控制用滑动水口、整体塞棒;
中 净化钢水用挡渣墙、湍流器、气幕