注塑机专用伺服
伊之密A5標準型高端伺服注塑機說明書说明书

A5標準型高端伺服注塑機New A5, Excellent As Always一樣的傑出不一樣的A5A5 Series Standard High-end ServoInjection Molding Machine地址:中國廣東省佛山市順德區大良五沙居委會順昌路12號Address: No.12, Shunchang Road, Daliang, Shunde, Foshan, Guangdong Province, China 528306TEL:86-757-29262215Email:*****************D e s i g n e d b y Y i z u m i i n N o v e m b e r 2018廣東伊之密精密注壓科技有限公司Guangdong Yizumi Precision Injection Molding and Die Casting Technology Co., Ltd.About Yizumi0102We aspire to becomea world-class enterprise in our field!伊之密順德容桂總部Yizumi’s headquarters in Ronggui, Shunde蘇州吳江生產基地Wujiang production base in Suzhou順德五沙生產基地Wusha production base in Shunde宗旨:使命:願景:Aim: Mission: Vision:伊之密公司簡介立志成為所在領域世界級企業輕合金及高分子複合材料模型成型工藝的廣泛應用,改變了近代的工業製造模式,使低成本大批量生產成為可能。
今天,以鋁、鎂、鋅為代表的輕合金,及以塑膠、橡膠為代表的高分子複合材料,已成為工業製品和消費產品不可或缺的重要組成原料,從而帶動相關的模壓成型裝備的飛速發展。
2002年,公司在佛山市順德區容桂鎮四基生產出第一台伊之密塑膠注射成型機,隨後,伊之密相繼推出鋁、鎂、鋅合金壓鑄機、橡膠注射機和機器人自動化集成系統,並得到了越來越多模壓成型行業知名客戶的認可和信賴。
伺服节能注塑机简介
伺服节能注塑机简介通用伺服节能注塑机系列机型配备了高性能的伺服变速动力控制系统,并配了旋转编码器和动力传感器分别对流量和压力进行反馈,高性能的同步伺服电机通过改变转速和转矩做出相应的流量压力调整,对压力流量进行精确的闭环控制,实现伺服电机对注塑机能量需求的最佳匹配和自动调整。
实现了精密的速度和压力控制(锁模、注射、顶出全机闭回路伺服控制极大提高响应速度,重复性精度在1%以内;保压动作持续测试10秒,压力误差不超过10Kg)。
相比传统注塑机重复精度更好,响应速度更快,节能效果更明显,可节电20%—80%,对保压时间长及后壁、高精度的产品,效果更显著。
经济效益至为明显。
响应快速、性能稳定的伺服电机控制系统,配备了高精度高灵敏的压力反馈装臵,形成闭环压力精密控制,能为客户提供良好的产品稳定性。
伺服节能注塑机达到最大输出量仅需0.05S,相比传统的注塑机响应速度明显加快,有效缩短周期,提高生产效率。
此外机器发热量的降低,进一步降低液压油温,可以减少冷却水30%左右的用量,降低机器周围的噪音,加强机器的稳定性,增加油路液压油和密封件的使用寿命,使得机器使用和维护的费用大为减少,同时也符合当前国际严格的环保要求。
产品应用行业广泛:生活用品、玩具、电器配件、机械配件、纺织、汽车配件、化工、医疗器械、建筑、电子配件等行业。
伺服节能注塑机系列机型配备了高性能的伺服驱动控制系统,高性能的同步电机;相比传统注塑机重复精度更好,响应速度更快,可节电20%—80%,对后壁、高精度的产品,效果更显著。
产品应用行业广泛:生活用品、玩具、电器配件、机械配件、纺织、汽车配件、化工、医疗器械、建筑、电子配件等行业。
双盛注塑机简介双盛塑机厂位于宁波市鄞州中心区,工厂占地面积8000平方米。
企业通过ISO9001::2008认证、CE认证。
自成立以来一直采用先进的技术,高效的生产和完美的品质保证,为客户生产出满意的注塑成型机而努力。
本厂自行设计的SSF系列小型塑机,具有高速节能,安全可靠,自动化程度高,操作简捷等特点,非常适合于小型高精度仪表类零件的注射成型,产品投入市场以来深得广大用户的认可和信赖青岛通用注塑机销售服务中心专业经营宁波著名品牌注塑机及相关辅机,同时提供旧注塑机的改造、调剂和技术革新等方面的服务,以稳定的产品质量、快捷的售后服务赢得了广大用户的认可,尤其以真诚热情的服务态度,为业界朋友所称道.中日合资宁波通用塑料机械制造有限公司是宁波最早专业生产塑料注射成型机的厂家之一,具有近三十年的生产经验,拥有各类以进口立、卧式加工中心为标志的先进加工设备,并以现代化的企业管理模式获取ISO9001质量体系认证,确保优良稳定的产品质量。
注塑机伺服电机故障004
注塑机伺服电机故障004
一是接通主电路时:电路板故障、电源保险损坏、软启动电路故障、整流器故障、电源电压低、临时停电20ms以上。
二是电机运行过程中:电源容量不够、瞬时掉电。
X轴伺服电机负载过高,有可能是X向丝杠轴承坏了,也有可能是丝杠坏了,电机带不动。
系统问题的可能性很小,建议报修。
驱动器未准备就绪问题无非就两个原因,关闭机床一分钟之后重启,只有这种解决办法。
只要确认机床系统正常,各个报警号都有说明。
扩展资料:当驱动指示灯亮时,不要拿出对应驱动器中的软盘或将其关闭,否则可能对磁盘造成损坏。
驱动程序在主控制器-& GT;驱动器(DRIVER) - & gt;电动机的中间关节。
其主要功能是接收来自数控卡的信号,对信号进行处理后,将信号传递给电机及电机相关传感器,并将电机的工作状态反馈给主控制器。
深圳汇川技术 IS 360 伺服驱动器 说明书
前言IS360系列伺服驱动器是专门为驱动永磁同步伺服电机(PMSM,Permanent Magnetic Servo Motor)而开发的一款高性能伺服驱动器。
能够实现现代注塑设备伺服油泵控制,亦能实现通用型伺服功能需求。
IS360系列伺服驱动器容量范围宽(额定电流25A~100A),是性能优异的中大功率伺服驱动器。
本手册为IS360系列伺服驱动器的操作指导手册,给使用者提供选型、安装、参数设置、现场调试及故障诊断的相关注意事项及指导。
为正确使用本系列伺服驱动器,请事先认真阅读本手册,并请妥善保存以备后用。
建议设备配套生产厂家将此手册随设备发给最终用户。
开箱验货:在开箱时,请认真确认:1)本机铭牌的型号及伺服驱动器额定值是否与您的订货一致。
箱内含您订购的机器、产品合格证、用户操作手册及保修单。
2)产品在运输过程中是否有破损现象;若发现有某种遗漏或损坏,请速与本公司或您的供货商联系解决。
初次使用:对于初次使用本产品的用户,应先认真阅读本手册。
若对一些功能及性能方面有所疑惑,请咨询我公司的技术支持人员,以获得帮助,对正确使用本产品有利。
由于致力于伺服驱动器的不断改善,因此本公司所提供的资料如有变更,恕不另行通知。
注意!:由于没有按要求操作造成的危险,可能导致中度伤害或轻伤,及设备损坏的情况;请用户在安装、调试和维修本系统时,仔细阅读本章,务必按照本章内容所要求的安全注意事项进行操作。
如出现因违规操作而造成的任何伤害和损失均与本公司无关。
IEC/EN 61800-5-1:2003可调速电气传动系统安规要求;IEC/EN 61800-3:2004可调速电气传动系统;第三部分:产品的电磁兼容性标准及其特定的试验方法。
目录前言 (1)第一章产品信息 (6)1.1 IS360伺服驱动器命名规则 (6)1.2 IS360伺服驱动器系列 (6)1.3 IS360伺服驱动器制动组件选型表 (7)1.4 IS360伺服驱动器外围电气元件选型表 (7)1.5 产品外型及安装尺寸图 (8)第二章接线 (10)2.1 IS360系列伺服驱动器端子分布图 (10)2.2 主回路端子及接线 (10)2.3 控制端子及接线 (11)2.4 IS360伺服驱动器跳线功能说明 (12)2.5 IS360伺服驱动器旋变信号接口端子功能说明(CN6) (12)2.6接线方式 (13)第三章键盘与显示 (16)3.1 本地键盘与显示介绍 (16)3.2 外引键盘与显示介绍 (17)3.3 功能码查看、修改方法说明 (18)第四章伺服油泵调试步骤(针对用户参数表) (20)4.1伺服油泵调试流程图 (20)4.2 电机试运行 (20)4.3 伺服油泵应用调试 (21)4.4自学习补充说明 (22)第五章故障诊断及对策 (24)5.1 故障报警及对策 (24)5.2 常见故障及其处理方法 (34)第六章 ISMG伺服电机使用说明 (36)6.1 ISMG伺服电机命名规则 (36)6.2 ISMG伺服电机规格参数 (36)6.3 ISMG伺服电机外形及安装尺寸图 (41)6.3 ISMG伺服电机基座式安装支撑底板说明 (44)6.4 ISMG伺服电机接线说明 (45)附录1用户参数表 (46)附录2 系统参数表 (50)附录3 伺服电机代码表 (70)1产品信息第一章产品信息1.1 IS360伺服驱动器命名规则伺服驱动器系列1.2 IS3601.3 IS360伺服驱动器制动组件选型表1.4 IS3601.5 产品外型及安装尺寸图IS360T020-C~IS360T100-C外形尺寸及安装尺寸示意图2接线接线 IS360系列伺服驱动器用户手册第二章接线2.1 IS360系列伺服驱动器端子分布图图2-1 伺服驱动器端子分布图2.2 主回路端子及接线IS360系列伺服驱动器用户手册接线控制端子及接线2.3接线 IS360系列伺服驱动器用户手册2.4 IS360伺服驱动器跳线功能说明注:拨码位置指正向接线端子所观察到的位置。
伺服电机原理与注塑机应用

三:交流永磁同步电机系统在注塑机上的应用----工艺过程
• 1、锁合模:动模扳快速接近定模扳(包括慢-快-慢速),且确认无异物存 在下,系统转为高压,将模板锁合(保持油缸内压力)。 2、射台前移到位:射台前进到指定位置(喷嘴与模具紧贴)。 3、注射:可设定螺杆以多段速度、压力和行程,将料筒前端的溶料注入 模腔。 4、冷却和保压:按设定多种压力和时间段,保持料筒的压力,同时模腔 冷却成型。 5、冷却和预塑(储料):模腔内制品继续冷却,同时液力马达驱动螺杆旋 转将塑料粒子前推,螺杆在设定的背压控制下后退,当螺杆后退到预定位置, 螺杆停止旋转,注射油缸按设定松退,预料结束。 6、射台后退:预塑结束后,射台后退到指定位置。 7、开模:模扳后退到原位(包括慢-快-慢速) 8、顶出:顶针顶出制品。
旋转变压器编码器,顾名思义,是一个旋转的变压器,通过给原边励磁,可理 解为马达的定子,转子则有两副绕组,一副正弦绕组,一副余弦绕组)。所不 同的是: 定子与转子有匝数比的关系。
二:交流永磁同步电机驱动技术---RESOLVE旋转变压器
通过鉴相(相位角为转子与定子的交角成正比)和鉴幅(电压幅度为定子和转 子的交角成正比)方式.
二:交流永磁同步电机驱动技术-----同步电机的驱动变革 同步电机的启动问题
同步电机不同于异步电机,是不能实现自启动的(即接入380V电网,不 能自行启动)。为什么呢?
当同步电机直接接入50HZ的工频电网时,定子线圈产生旋转磁场,其磁 场的转速为60f/p. 由于是同步电机,此时永磁转子总是企图跟随定子磁场同步旋转,但是 由于转子的惯量和负载惯量总是企图阻止转子旋转, 因此,高速的定子 磁场总是当转子准备要旋转的时候,掠过了转子磁场表面。马达不能启 动,而处于交替磁场的变化中,表现出振动现象。 因此,同步电机的启动和同步成为人们思考的问-同步电机矢量控制 A:磁极偏角与自同步
节能型电液注塑机伺服开发技术
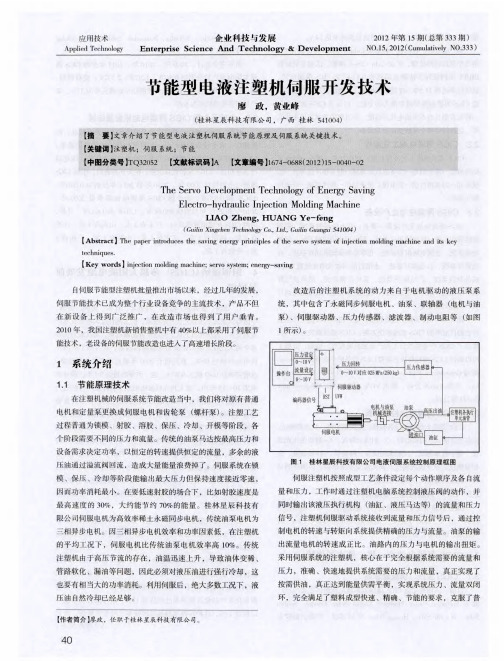
辑运算 ,再发 出指令对 比例压力 电磁 阀进行比例调节 ,从而使 注射与保压 时的系统油压 能按 P T特性 曲线 的指令变化 。模 V
内熔体的温度是时 间的 函数 ,该温度是通过传感器连续地检测
获 得 的 ( 图 2 示 ) 如 所 。
122 连 续 变频 功 能 ..
实现本 功能后过载工作状态下能 自动连续 变频 ,减小功率
器件发热 ,使得选用 比现有更小等级的 I B I B G T的过载能力 。连续 变频功能可 以提高驱动器的最大输 出功率 ,避免驱动器及电机过热保护提 早 出现 ,特别适合注塑机溶胶及射胶等高速大扭矩工况 。我们
()节能 :实际总能耗降低 5 %~8 %;降低 电力设备 的 1 0 0 投资 ,每 台 10 注塑机少投入 电力设备 1 W。 2 t 0k
()生产效率 :提高 5 %射胶 速度 、开合模速度 ,响应 2 0
图 2 桂林 星辰 科 技 有 限 公 司 电 液伺 服
迅速最高快至 3 。 0ms
3 应用情况
桂林 星辰科技有限公司 自主研发 的稀土永磁同步节能型注 塑机伺服技术 ,适用于注塑机行业和采用液压系统的其他行业 。 公司一直致力 于专用伺服系统的研究和生产 ,产品技术处于 国 内领先水平 ,在技术方案上独辟蹊径,技术指标上领先同行 。
采 用 星 辰伺 服 的 电液 注 塑 机 ,已达 到 以下 技 术 指标 。
通定量泵系统高压溢流产生的高能耗 。可以肯定 ,伺服控制是
未来注塑机技术发展 的方 向,无论是 液压 控制还是全 电控制 ,
通过使用高速 D P的 T 3 0 2 : S MS2 F 80数字 处理芯片 ,由事件 管 1
五点肘杆式全电动塑机合模伺服电机额定功率计算
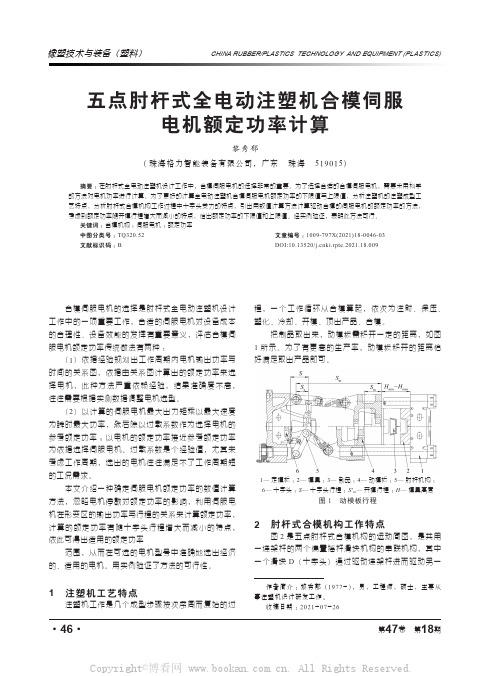
(2)以计算的伺服电机最大出力矩乘以最大速度 为瞬时最大功率,然后除以过载系数作为选择电机的 参 考 额 定 功 率 ;以 电 机 的 额 定 功 率 接 近 参 考 额 定 功 率 为依据选择伺服电机。过载系数是个经验值,尤其未 考虑工作周期,选出的电机往往满足不了工作周期短 的工况需求。
(4)利用十字头速度、十字头行程、十字头在形
变区的受力来计算伺服电机的额定功率 ;
(5)把形变区行程分为充分小的 n 等分,每区间
的受力以区间首点位置受力及末点位置受力的平均值
代替。
P=
∑n1 ( μ F1i V )2
i=1
η
∑ ∆S1i +
n2
(
i=1
μ
F2i η
V )2
2 S'
∑ ∆S2i +
n3
的方法对电机功率进行计算。为了更好的计算全电动注塑机合模伺服电机额定功率的下限值与上限值,分析注塑机的注塑成型工
艺特点,分析肘杆式合模机构工作过程中十字头受力的特点,引出用数值计算方法计算驱动合模的伺服电机的额定功率的方法,
考虑到额定功率随开模行程增大而减小的特点,给出额定功率的下限值和上限值。经实例验证,表明此方法可行。
橡塑技术与装备(塑料)
CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT (PLASTICS)
五点肘杆式全电动注塑机合模伺服 电机额定功率计算
黎秀郁 ( 珠海格力智能装备有限公司,广东 珠海 519015)
注塑机专用伺服驱动器EMC测试规范
测试部测试规范Array注塑机专用伺服驱动器EMC测试规范拟制:王力增日期: 2018.04.29审核:_ 日期:_批准:_ 日期:_更改信息登记表文件名称: 伺服驱动器EMC测试规范文件编码:评审会签区:目录1、概述 (4)2、范围 (5)3、引用标准和参考资料 (5)4、测试设备 (5)5、电快速瞬变脉冲群抗扰度试验 (5)5.1 范围 (5)5.2 术语与定义 (6)5.3 概述 (7)5.4试验等级 (7)5.5 试验设备 (7)5.5.1 脉冲群发生器 (7)5.5.2 交流/直流电源端口的耦合/去耦网络 (10)5.5.3 容性耦合夹 (12)5.6试验配置 (13)5.6.1 试验设备 (13)5.6.2 实验室进行型试试验的实验配置 (14)5.6.3 安装后试验的试验配置 (16)5.7试验程序 (18)5.7.1实验室参比条件 (18)5.7.2进行试验 (18)5.8试验结果的评定 (19)5.9试验报告 (19)6、浪涌(冲击)抗扰度试验 (20)6.1 范围 (20)6.2 术语与定义 (20)6.3 概述 (21)6.3.1电力系统开关瞬态 (21)6.3.2雷击瞬态 (21)6.3.3瞬态的模拟 (21)6.4试验等级 (21)6.5 试验设备 (22)6.5.1 1.2/50us组合波发生器 (22)6.5.2 耦合/去耦网络 (25)6.6试验配置 (34)6.6.1 试验设备 (34)6.6.2 EUT电源端的试验配置 (34)6.6.3 非屏蔽不对称互联连接线的试验配置 (35)6.6.4 非屏蔽对称互联连接线/通讯线的试验配置 (35)6.6.5 高速通信线的试验配置 (35)6.6.6 屏蔽线的试验配置 (35)6.6.7 施加电位差的试验配置 (37)6.6.8 EUT的工作状态 (37)6.7试验程序 (37)6.7.1实验室参考条件 (37)6.7.2在实验室内施加浪涌 (37)6.8试验结果的评价 (38)6.9试验报告 (39)7、静电放电抗扰度试验 (39)7.1 范围 (39)7.2 术语与定义 (40)7.3 概述 (40)7.4试验等级 (41)7.5试验发生器 (41)7.5.1 静电放电发生器的特性 (42)7.5.2 静电放电发生器特性的校验 (42)7.6试验配置 (43)7.6.1实验室试验的配置 (44)7.6.2安装后试验配置 (46)7.7试验程序 (47)7.7.1实验室参考条件 (47)7.7.3在实验室内施加浪涌 (48)7.7.3试验的实施 (48)7.8试验结果的评价 (49)7.9试验报告 (49)伺服驱动器EMC测试规范1、概述过去,机电装置和系统对电磁骚扰(即传导、辐射电磁骚扰和静电放电)并不敏感。
注塑机伺服原理

注塑机伺服原理
注塑机伺服原理可简述如下:
注塑机的伺服系统是指通过电子控制技术,将注塑机的驱动系统转变为伺服系统,通过伺服电机来控制机械运动,实现对注塑过程的精确控制。
具体来说,伺服系统主要包括伺服电机、编码器、伺服控制器和执行器等组成。
1. 伺服电机:注塑机采用交流伺服电机或直流伺服电机,通过控制电流和电压来控制电机的转速和转矩。
伺服电机具有较高的响应速度和精度,能够根据控制信号实时调整运动状态。
2. 编码器:编码器是用来测量电机转子位置和速度的装置,将电机的转动信息转换为数字脉冲信号。
通过编码器的反馈信号,伺服控制器可以实时监测电机的位置和运动状态,从而实现精确的控制和调整。
3. 伺服控制器:伺服控制器是注塑机伺服系统的核心部件,主要负责接收控制指令、处理反馈信号,生成控制信号,控制伺服电机的转速、位置和转矩等参数。
伺服控制器通常采用高性能的数字信号处理器(DSP)或单片机来实现。
4. 执行器:执行器是指将伺服电机的输出力矩传递给注塑机机构的装置,通常是通过传动装置(如螺杆、油泵等)将电机的旋转转动转换为线性位移或液压压力,实现对注塑过程的精确控制。
在注塑过程中,伺服系统通过实时监测和调整电机转速、位置和转矩等参数,可以精确控制注塑机的工作过程,例如控制模具的开合速度、保持压力和注射速度等,从而达到优化注塑产品质量、提高生产效率和节约能源的目的。
深圳市金宝佳电气 KD800 伺服驱动器 说明书
KD800伺服驱动器使用手册注塑机应用版KD800 Servo Driver User ManualFor Injection Molding Machine深圳市金宝佳电气有限公司Ver0.1前言KD800系列交流伺服驱动器,是深圳市金宝佳电气有限公司推出的新一代高性能的交流伺服驱动器。
与传统意义上的交流伺服驱动器相比:可以驱动多种伺服电动机(旋转式、直线式、力矩、普通永磁同步);丰富的行业专用应用功能与模块,例如注塑机,中心卷曲控制、飞剪控制、定长控制等;内置RS485,RS232通信功能,可以通过上位机灵活配置和控制。
本手册为使用者提供在选型、安装、参数设置、现场调试、故障诊断及日常维护与保养的相关注意事项与指导。
初次选用我公司产品的用户,应先认真阅读本手册,请在充分理解产品的规格、使用限制等条件的基础上使用该产品,若对一些功能及性能方面有所疑惑,请咨询我司的技术支持人员,以获得帮助。
本使用说明书中的图例仅为了说明,可能会与您订购的产品有所不同。
由于致力于交流伺服驱动器的不断改善,因此本公司所提供的资料如有变更,恕不另行通知。
目录前言 (1)第一章产品信息 (1)1.1 KD800伺服驱动器命名规则 (1)1.2 铭牌 (1)1.3 KD800伺服驱动器相关参数 (1)1.4 KD800伺服驱动器制动组件选型表 (2)1.5 KD800伺服驱动器制动组件 (2)1.6 KD800伺服驱动器外形图 (3)第二章接线 (5)2.1 主回路配线 (5)2.2 控制端子(CN3)及接线 (6)2.3 编码器接线端子(CN2)及接线 (10)2.4 电流型指令转电压型指令接线端子(CN7)及接线 (10)第三章控制面板操作 (12)3.1 控制面板操作 (12)3.2 功能切换 (12)3.3 参数设置示例 (13)3.4 显示组参数操作示例 (14)第四章调试过程及性能优化 (15)4.1 驱动器调试 (15)4.2 性能优化 (20)第五章故障分析及排除 (21)5.1 注塑机应用常出现故障 (21)5.1 其他故障 (21)附录 (22)附录1:压力环参数 (22)附录2:增益类参数 (27)附录3:故障编码 (29)附录4:警告编码 (32)第一章产品信息1.1 KD800伺服驱动器命名规则1.2 铭牌1.3 KD800伺服驱动器相关参数1.4 KD800伺服驱动器制动组件选型表注:×21.5 KD800伺服驱动器制动组件KD800伺服驱动器外形及安装孔位尺寸(mm)第二章接线2.1 主回路配线使用单台伺服驱动器时的配线制动回路接线图制动电阻使用多台伺服驱动器时的配线伺服驱动器主回路端子说明2.2 控制端子(CN3)及接线控制端子(CN3)排列及定义如下所示。
注塑机机械手使用方法及安全注意事项【全面解析】

随着智能工业4.0的快速发展,我们传统的注塑行业机械手也使用了机械手代替人工用于自动剪水口、模内镶件、模内贴标、模外组装、整形、分类、堆叠、产品包装、模具优化等等。
注塑机伺服专用机械手是能够模仿人体上肢的部分功能,可以对其进行自动控制使其按照预定要求输送制品或操持工具进行生产操作的自动化生产设备。
伺服机械手是为注塑生产自动化配备的机械,它可以在减轻繁重的体力劳动、改善劳动条件和安全生产;提高注塑成型机的生产效率、稳定产品质量、降低废品率、降低生产成本、增强企业的竞争力等方面起到及其重要的作用。
而在使用中其使用方法及使用注意事项是什么呢?一、注塑机机械手的使用方法1.确认电源及空压源等动力源都妥善接好,检查机械手空气调压阀压力至0.4mpa-0.6mpa。
2.打开机械手电源,进行机械手原点复归动作。
3.设定机械手的各动作模式,(按照具体产品所需选择)。
4.根据机械手夹具上的标贴参数,输入机械手待机位置和夹取位置。
5.根据标贴上参数设定注塑机开模行程。
6.检验夹具螺钉是否有松动,抱夹夹片是否有损坏,气缸伸缩是否正常,是否漏气,吸盘是否完好,金具是否有卡死等不良现象。
7.夹具安装OK后,观察夹具所有金具是否在同一个垂直面上,若不在,则调整连接快上的阻挡螺钉使夹具处于同一垂直面上。
8.半自动微调夹取位置,调整OK后,保存参数。
9.然后依次设定机械手的姿势位置,途中开放位置,产品开放位置等。
10.进入机械手定时器模块,对各个动作时间进行初步设置。
并初步设定注塑机顶针顶出延时(2s)与后退延时(5s)。
11.进行注塑机及机械手的全自动运行操作。
12.首次全自动状态下,因为了使机械手与注塑机之间能有较好的配合,请仔细观察全自动状态下两个设备的运行情况,然后微调机械手的各项时间与注塑机的各项时间(顶针顶出延时、顶针后退延时、中间循环时间等),以便机械手做到较迅速稳定的动作反应。
13.调整完毕,进行全自动生产。
观察20模或半小时以上且无故障报警后方可离开。
ISMG1-R1A1FA系列风冷伺服电动机-标准型 V20170324
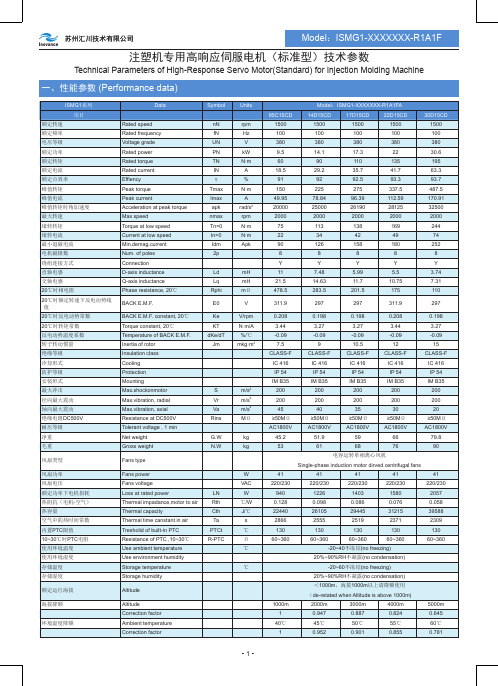
Symbol nN fN UN PN TN IN η
Tmax Imax apk nmax Tn=0 In=0 Idm
2p Ld Lq Rphi
E0
Ke KT dKe/dT Jm S Vr Va Rins G.W N.W
风扇类型
Fans type
风扇功率 风扇电压 额定功率下电机损耗 热阻抗(电机-空气) 热容量 空气中的热时间常数 内置PTC限值 10~30℃时PTC电阻 使用环境温度 使用环境湿度 存储温度 存储湿度
BACK E.M.F.
BACK E.M.F. constant, 20℃ Torque constant, 20℃ Temperature of BACK E.M.F. Inertia of rotor Insulation class Cooling Protection Mounting Max.shockonmotor Max.vibration, radial Max.vibration, axial Resistance at DC500V Tolerant voltage , 1 min Net weight Gross weight
Data
Rated speed Rated frequency Voltage grade Rated power Rated torque Rated current Effiency Peak torque Peak current Acceleration at peak torque Max speed Torque at low speed Current at low speed Min.demag.current Num. of poles Connection D-axis inductance Q-axis inductance Phase resistance, 20℃
海天注塑机伺服驱动器说明书
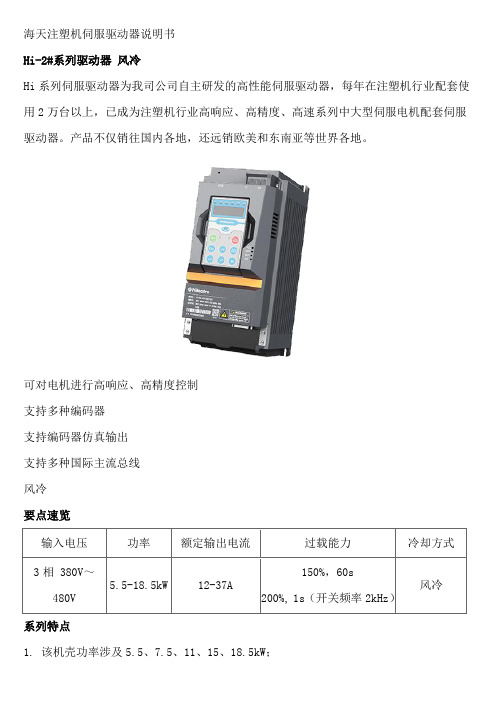
海天注塑机伺服驱动器说明书Hi-2#系列驱动器风冷Hi系列伺服驱动器为我司公司自主研发的高性能伺服驱动器,每年在注塑机行业配套使用2万台以上,已成为注塑机行业高响应、高精度、高速系列中大型伺服电机配套伺服驱动器。
产品不仅销往国内各地,还远销欧美和东南亚等世界各地。
可对电机进行高响应、高精度控制支持多种编码器支持编码器仿真输出支持多种国际主流总线风冷要点速览输入电压功率额定输出电流过载能力冷却方式3相 380V~480V 5.5-18.5kW 12-37A150%,60s200%, 1s(开关频率2kHz)风冷系列特点1. 该机壳功率涉及5.5、7.5、11、15、18.5kW;2. 可对电机进行高响应、高精度控制;3. 支持旋转变压器、海德汉ENDAT多圈绝对值编码器等多种编码器;4. 支持编码器仿真输出;5. 可工作于转矩控制、转速控制、位置控制、压力控制等多个模式;6. 支持Modbus、CAN、EtherCAT等多种国际主流总线;7. 支持模拟量I/O、数字量I/O等多种外围接口;8. 支持手持操作器、PC端上位机、wifi互联网远程连接等多种调试方法;9. 可用于液压注塑机、全电动注塑机、压铸机、铝挤出机,折弯机、伺服冲床等多种机床领域。
Hi-3#系列驱动器液冷/风冷Hi系列伺服驱动器为我司自主研发的高性能伺服驱动器,每年在注塑机行业配套使用2万台以上,已成为注塑机行业高响应、高精度、高速系列中大型伺服电机配套伺服驱动器。
产品不仅销往国内各地,还远销欧美和东南亚等世界各地可对电机进行高响应、高精度控制支持多种编码器系列特点1.该机壳功率涉及18.5、22、30kW;2. 可对电机进行高响应、高精度控制;3. 支持旋变、海德汉ENDAT2.1/2.2、正余弦等编码器;4. 支持第2编码器、增量式编码器输出;5. 可工作于转矩控制、转速控制、位置控制、压力控制等多个模式;6. 支持Modbus、CAN、EtherCAT等多种国际主流总线;7. 支持模拟量I/O、数字量I/O等多种外围接口;8. 支持手持操作器、PC端上位机、wifi互联网远程连接等多种调试方法;9. 可用于液压注塑机、全电动注塑机、压铸机、铝挤出机,折弯机、伺服冲床等多种机床领域。
注塑机台达伺服调试
台达驱动器调试
先设00-02=10,(参数重置)00-07=140(系统最大压力);
01-01=0(系统命令来源于键盘);
01-02=133.3(电机最高运转频率)
01-03=100(电机额定频率)
01-17=(电机额定电流)
01-18=(电机额定功率)
01-19=(电机额定转速)
01-20=(电机极数)
01-21=(电机转子惯量)
01-07=5(电机参数量测),再按RUN键运行,
01-07=4(自动测量PG原点偏移角度)按RUN键运行,此时观察电机运转方向,面对电机尾部顺时针方向为正常,否则设01-36=1(运转方向改变),再重复01-07=5,01-07=4,
00-09=1(压力控制模式为压力控制)
00-04=12,按MODE键显示2时可查看压力百分比模拟值,在注塑机上设射台最大压力140Mpa,流量为0,按射台动作,并用万用表量压力信号端,电压为10V,即正常,否则调转换板,或者机器上比例放大板,至10V,再将此值设入00-14里面,再将压力改为70,将此值设入00-15,将压力设为0,将此值设入00-16,再将00-04=25,按MODE键显示5时,可查看流量百分比模拟值,在注塑机上设射台最大流量为99,按射台动作,同样测量流量端为10V,将此值设入00-17,改流量为50时,设入00-18,0时设入00-19,
再将01-01=1,03-04=4,此时报警EF1,关闭电源,接好使能线,和温度感温线,开电,观察电机,缓慢正转,即OK.
根据实际情况调整底流,及PID参数。
什么是异步伺服

一、什么是异步伺服?答:注塑机异步伺服就是采用矢量驱动器直接驱动异步电机,并且具有反馈功能的装置。
麦米异步伺服技术的特点是系统动态响应快、性价比高、安装简单、出现故障不影响注塑机生产及维护成本低等。
二、同步伺服节能、异步伺服节能、变量泵节能及变频节能的优缺点分析?答:(一)同步伺服的优缺点如下:它的主要优点有两条:1、在节能状态时,注塑机生产效率略有上升。
2、节电率高。
同步伺服的缺点有三条:1、价格高。
2、安装复杂。
3、同步伺服出现故障时,注塑机无法工作,需停机维修。
(二)异步伺服的优缺点:深圳麦米异步伺服整合了变频节能和同步伺服节能技术,把它们的优点结合在一起,而克服了它们各自的缺点,是注塑机行业颠覆性革命性的技术。
它的主要优点如下:1、能够提升注塑机生产效率。
2、节电率高。
3、安装简单4、异步伺服节电器出现故障,不影响注塑机产生。
5、后期维护成本低。
它的缺点是处于推广阶段,名气还不够大。
(三)变量泵的优缺点变量泵的缺点:1、节电率低。
2、噪音大。
3、寿命短。
4、后期维修成本高。
变量泵的优点:在节能型注塑机领域也占有一席之地。
(四)变频节能的优缺点如下:它的主要缺点有三条:1、在节能状态时,注塑机生产效率会下降。
2、系统不稳定。
3、节电率偏低。
变频节能的优点有两条:1、安装简单。
2、变频节电器出现故障时,不影响注塑机正常生产。
三、节电率是如何计算答:单位小时节电率市电(未装节电器)单位时间用电量-节电(加装节电器)单位时间用电量]÷市电单位时间用电量×100%单位产品节电率= 市电(未装节电器)单位产品用电量-节电(加装节电[ 器)单位产品用电量]÷市电单位产品用电量×100% 采用单位产品节电率比较准确。
四、异步伺服节能可达到的节电?答:节电率主要取决于模具工艺参数,模具工艺参数的速度值(0~99 )和节能关系最大,速度值越小节电率越高。
如果模具的速度值一般在0~30 之间,节电率就能够达到70%左右;如果模具的射胶和熔胶速度值一般在90%以上,又没有净冷却时间(熔胶完成就开模),并且射胶和熔胶时间比较长,节电率只能够达到25%左右。
注塑机专用伺服驱动器使用说明书

HZ: 频率单位 RMP:转速单位
A: 电流单位 %:百分数
V: 电压单位
4.2 数码显示区
5 位 LED 显示,可显示设定频率、输出频率,各种监视数据以及报警代码等。 键盘按钮说明:
按键 MODE ENTER
名称 模式键 确认键
功能 一级菜单进入或退出 逐级进入菜单画面、设定参数确认
∧ ∨ << >> RUN STOP/RESET
0:非油压控制方 式
电 机 温 度 保 护 , 支 持 PTC130 , PTC150 等 最高通讯速度 1Mbps 由控制板上的 J8 跳线选择是否连 接终端匹配电阻 由控制板上的 J5 跳线选择是否连 接终端匹配电阻(预留功能) 输出范围:0mA~20mA 或者 0~10V 由控制板上 J10 选择输出模式 输出范围:0mA~20mA 或者 0~10V 2. 由控制板上 J11 选择输出模式 触点驱动能力: 1. AC250V, 3A 2. DC30V,1A
3.2.4 旋转变压器端子 CN1 信号
编号 1 2 3 4 5 9
颜色 红 蓝 白 棕 黄 绿
名称 EXC /EXC SIN SINLO COS COSLO
功能 激励信号
SIN 反馈信号
COS 反馈信号
3.3 跳线功能说明
跳线 序号
J1 J2 J6 J7 J8
J9
跳线位置
功能说明
跳线位置
功能说明
112A
20A 26A 34A 38A 46A 62A 76A 92A 113A
一个电机 PTC 保输入端子 五个数字量输入端子,可兼容 NPN,PNP 输入方式 三个模拟量输入端子,其中 AI1,AI2 只能输入电压信号,AI3 可输入电压或者电 流信号 三个继电器输出端子,一个 NO/NC 可选,两个 NO 两个模拟量输出端子,分别可选 0mA~20mA 或者 0~10V CAN 通讯端子 RS485 通讯端子(预留) 10V 电源输出 13V 电源输出 显示参数 9 个按键, 2000m 以下 室内,避免阳光直射,无腐蚀,易燃性气体,无油雾,水蒸汽等 -10℃~40℃ 小于 0.6g -20℃~60℃
注塑机专用伺服系统说明书_V1.01

注塑机专用伺服系统说明书版本:V1.01修订记录目录目录................................................................................................................................................................................................ - 3 -第 1 章.............................................................................................................................................................................................. - 4 -产品的确认及规格型号 .................................................................................................................................................................... - 4 -1.1产品到货时的确认............................................................................................................................................................ - 4 -1.1.1伺服电机 ............................................................................................................................................................... - 4 -1.1.2伺服驱动器............................................................................................................................................................ - 6 -第 2 章.............................................................................................................................................................................................. - 7 -产品技术规格和选型 ........................................................................................................................................................................ - 7 -2.2 产品各部分的名称............................................................................................................................................................ - 8 -2.2.1 伺服电机 ............................................................................................................................................................... - 8 -2.2.2伺服驱动器............................................................................................................................................................ - 9 -2.3 伺服驱动器主要参数 ........................................................................................................................................................ - 9 -2.4 伺服电机主要参数.......................................................................................................................................................... - 10 -第 3 章............................................................................................................................................................................................ - 11 -安装.......................................................................................................................................................................................... - 11 -3.1 驱动器的安装.................................................................................................................................................................. - 11 -3.2 电机的安装...................................................................................................................................................................... - 12 -3.3 标准接线图...................................................................................................................................................................... - 13 -3.4 输入信号名称及其功能 .................................................................................................................................................. - 14 -3.5 泄放电阻的安装.............................................................................................................................................................. - 15 -第 4 章............................................................................................................................................................................................ - 16 -伺服泵调试...................................................................................................................................................................................... - 16 -4.1基本操作.......................................................................................................................................................................... - 16 -4.1.1 面板操作器的功能.............................................................................................................................................. - 16 -4.1.2清除伺服报警...................................................................................................................................................... - 16 -4.1.3 基本模式的切换 (17)4.1.4 参数设定模式操作 (17)4.1.5 监视模式操作 (18)4.2应用操作 (20)4.2.1 显示报警历史数据的操作 (20)4.2.2 恢复参数出厂值的操作 (21)4.2.3点动(JOG)运行模式的操作 (21)4.2.4模拟指令偏移的自动调整 (22)4.2.5 模拟指令偏移的手动调整 (23)4.3 伺服泵使用前的注意事项 (24)4.4 伺服泵控制参数介绍 (25)4.4.1 基本功能参数设置 (25)4.4.1 伺服泵控制框图 (26)4.4.2 速度控制参数设置 (26)4.4.3 压力控制参数设置 (27)4.4.4 其它参数设置 (29)4.5 调试步骤 (30)4.6 调试中常见现象报警及排除 (31)附录 1 (32)报警显示一览表 (32)附录 2 (34)力士乐泵规格和技术条件 (34)第 1 章产品的确认及规格型号1.1 产品到货时的确认确认项目参考产品型号是否与订货型号相符? 检查伺服电机、伺服驱动器的铭牌的“型号”栏进行确认(参照图示)。
注塑机专用伺服驱动器使用说明书
数字量输入
DI1 DI2 DI3 DI4 DI5 PTCP-PTCN
通讯端子
CANH CANL CGND 485A 485B
485 通讯端子 模拟量输出 1 模拟量输出 2 常闭端子 常开端子 常开端子 常开端子
模拟量输出端子
AO1 AO2
继电器输出
T/A1-T/B1 T/A1-T/C1 T/A2-T/C2 T/A3-T/C3
外形尺寸 H 305 H1 335 D 190
安装孔径
重量
φ6
7kg
235
447
285
432
463
225
φ8
21 kg
260
580
385
550
600
270
φ10
32.5 kg
343
678
473
660
700
307
φ10
47kg
449
905
579
880
930
375
φ10
90kg
3. 伺服驱动器规格
1. 技术特点 a) CANBUS 和模拟量通讯给定模式可选,响应速度快,操作简单。 b) 采用 CANBUS 通讯,易实现单机多泵并联,合流分流控制 c) 驱动器带电机温度保护功能 d) 油压传感器电源短路保护功能 e) 易实现双排量柱塞泵压力控制 2. 优势
0~65535 0~65535 0~65535 预留 0°~359.9° 1~50 0.00Hz ~ 最 大 频 率 Pr013 50Hz~300Hz 0.0%~250.0% 最大频率Pr013 0.0~6500.0s 0.0~6500.0s 0:与当前方向一致 1:与当前方向相反 0~65535V 0~100 0.01~10.00s 0.00~Pr025 0~100 0.01~10.00s Pr022~最大频率 0:无操作 1:静态调谐 2:动态调谐
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6、降压液压油温升和系统噪声 系统没有了溢流损耗,减少了油的温升,一般油温仅上升 8 度左右,减少或不 再需使用冷却水,延长了液压油和密封件的使用寿命,降低油温的同时稳定液 压油的粘稠度,减少油泵内泄,提高重复精度。系统噪声比普通机下降,改善 了注塑机操作环境。
额定功率 7.5kW 11 kW
15 kW 18.5 kW
22 kW 30 kW 37 kW
45 kW 55 kW 75 kW
额定电流 (A) 13 18
26 30
36 46 60
70 90 120
最大输出电流 (5s)A 26 36
52 60
72
最大保压电流 (60s)A 20 27
39 45
54
L1 L2 L3 L4
Enter
WARNING
Risk of electric shock. Read manual before installing Wait 5 minutes for capacitor discharge after disconnecting power supply.
伺服驱动器安装尺寸
SyncDrive I260 伺服电机系列选型标准:
型号
GK6103‐8SB61 GK6107‐8SB61 GK6109‐8SB61 GK61011‐8SB61 GK6130‐8SB61 GK6132‐8SB61 GK6133‐8SB61 GK6135‐8SB61 GK6139‐8SB61 GK6180‐8SB61 GK6181‐8SB61 GK6183‐8SB61 GK6184‐8SB61
SyncDrive I260 产品性能指标:
伺服驱动主要指标:
位置控制精度 速度稳定度 最低稳定转速
0.036° 0.1% 0.04RPM
主要液压指标:
压力最快上升速度 流量最快上升速度 压力波动量
30ms 30ms ±0.2Bar
SyncDrive I260 如何选择伺服系统:
1、 电机额定功率: 因为溶胶工作时可能需要快速和大扭矩,所以要按照溶胶功率需要选择电机的 额定功率。
SyncDrive I260
系统特点:
1、 高性能 科远伺服系统响应速度超快,压力和流量上升时间快至 30ms,同时噪声更低、 并有效减低液压油温升,延长油系统寿命。
2、 高效节能 注塑工艺过程中各个阶段需要不同的压力和流量,科远伺服系统具有很高的调 速比,可精确控制电机的转速和转矩,配合高效油泵实现实际工作所需流量和 压力,这样就不存在油量浪费的情况,使注塑机节能高达 50~70%。
SyncDrive I260 伺服驱动器外型尺寸图:
(单位:mm)
L1 L2 L3 L4 Enter
WARNING
Risk of electric shock. Read manual before installing Wait 5 minutes for capacitor discharge after disconnecting power supply.
SyncDrive I260 伺服驱动器系列选型标准:
伺服驱动器 型号
I260AT013RV1 I260AT018RV1
I260AT026RV1 I260AT030RV1
I260AT036RV1 I260AT046RV1 I260AT060RV1
I260AT070RV1 I260AT090RV1 I260AT120RV1
额定转速 r/min
1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500
静转矩 M0NM
48 70 90 115 75 120 150 150 270 250 300 400 500
相电流
I0 A
15.7 22.8 29.7 36.6 23 36 46 54 78 76 91.5 122 152
SyncDrive I260 伺服系统与外围设备连接图:
电源 三相
PLC
断路器
压力传感器
Can open驱动器
X2
电抗器
X1
X3
X4
L1 L2 L3
滤波器
+ BRN
24V直流电源
U V W PE B- B+
编码器电缆 电机用动力电缆
制动电阻
SyncDrive I260 产品示意图:
SyncDrive I260 系统连接图:
180
135
GK6183‐8SB61
240
180
GK6184‐8SB61
基 本 功 能
个性化 功能
项目
规格
输入
主电路 控制电路
三相 380VAC 24V
电源
容许电压波动
‐15~10%
自动电压调整(AVR) 当电网电压变化时,能自动保持输出电压恒定。
输入 频率
最高频率 容许频率波动
300Hz ‐5~5%
SyncDrive I260
注塑机专用伺服系统
科远伺服 SCIYONSERV0
SyncDrive I260 系统概述:
科远 SciyonDrive I260 系列伺服专用于注塑机伺服油电驱动控制,系统按照注 塑机在不同工况下所需的压力和流量,计算和控制伺服电机和油泵所需的转速, 实现压力和转速双回路闭环控制,具有高效节能、投资成本回收快、注塑效率 高、精度高等优点。
电机 型号
GK6103‐8SB61 GK6107‐8SB61 GK6130‐8SB61 GK6109‐8SB61 GK61011‐8SB61 GK6132‐8SB61 GK6133‐8SB61
92
69
GK6135‐8SB61
120
90
GK6139‐8SB61
GK6180‐8SB61
140
105
GK6181‐8SB61
121.5 185.5 233.5 270.7 451 664 819 975 1590 2200 2800 3900 5000
重量 kg
30 38 45 57 53 79 98 117 160 277 300 345 390
SyncDrive I260
伺服电机外型尺寸图:Biblioteka 转矩常 数 KT Nm/A
3.06 3.07 3.03 3.14 3.3 3.3 3.3 3.3 3.3 3.28 3.28 3028 3.28
电压常数
KE v/1000r/
min
202 204 204 193 204 204 204 204 204 204 204 204 204
转动惯 量
10‐4Kgm2
2、 电机峰值扭矩: 在系统保压时,转速低但转矩大,会用到电机的峰值转矩,因为保压有可能持 续数十秒,建议选择电机的 2 倍额定转矩为峰值转矩。
3、 选择电机的最高转速: 按照流量和泵的排量计算所能达到的最大流量; 最大流量=泵排量*电机最高转速。
4、 选择驱动器: 因为驱动器电流最大是发生在电机保压时,按照电机的额定电流的 2.5 倍选择 驱动器电流。为了加大电机输出转矩而采用过大的驱动器电流,可能在电机高 温工作时,会使电机退磁。
伺服驱动器安装间距
SyncDrive I260 配套使用的 GK6 系列电机参数及优越性:
GK6 系列交流永磁伺服电机 GK6 系列交流伺服电动机由定子、转子、高精度反馈元件(如:光电编码器,旋 转编码器等)组成。采用高性能稀土永磁性材料形成气隙磁场,采用无机壳定 子铁心,温度梯度大,散热效果好,具有如下优点: 1、 结构紧凑,功率密度高; 2、 转动惯量小,响应速度快; 3、 抗去磁能力强; 4、 低速转矩脉动小;平衡精度高,高速运行平稳; 5、 噪音低,振动小; 6、 性能价格比高;
传统注塑机是配置感应电机以额定转速运转,带动定量泵向注塑机油路注入液 压油,通过比例阀调整注塑机油路内的压力,通过溢流阀调节向注塑机油路内 注入的液压油的多少,这种情况下电机转速恒定,当注塑机在射胶、保压和冷 却时多余的油会通过溢流阀泄漏回油箱,造成了用电的浪费。
新的伺服油电系统由科远专用伺服驱动+高效同步电机+定量泵+压力传感器组 成,伺服系统通过压力传感器时读取注塑机油路压力和上位压力指令信号比较, 自动调节电机转速达到无需溢流阀泄载多余液压油,从而达到节电的效果。
数字量输入信号 数字量输出信号
模拟量输入信号
显示与 操作
通信接口 四个 LED 显示灯 六个 LED 数码显示管 按键锁定和功能选择
保护
保护功能
选配件 安装
选配件 安装方式
使用场所
环境
海拔高度
工作大气压强
温度范围
运行
湿度范围
运行
振动
操作面板给定、控制端子给定、串行通迅口给定、CAN 通讯口给定。可通过多种方式切换。 有多种频率源:模拟电压给定、模拟电流给定、串行口 给定、CAN 给定。可通过多种方式切换。 可灵活实现辅助频率微调、频率合成。 旋转变压器 六个数字输入端子,可兼容有缘 NPN 或 PNP 输入方式。 三个独立端子为油泵自启动、故障复位、CAN 通讯使能, 另三个端子组合构成不同的 PID 控制。 三个继电器输出端子,一个为 NO/NC 可选,一个为 NO, 一个为 NC。 三个模拟量输入端子,一个只能用作电压输入,另两个 可做电压或电流输入。 CAN通讯端子 电源、报警、故障、CAN 通信 显示参数 实现按键的部分或全部锁定,定义部分按键的作用范围 上电电机短路检测、输入输出缺相保护、过流保护、过 压保护、欠压保护、过热保护、过载保护等。 制动组件等。 卧式安装 室内,不受阳光直晒,无尘埃、腐蚀性气体、可燃性气 体、油雾、水蒸汽、滴水或盐份等。 低于1000m 86~106Kpa 运行:0~50℃ 存储:‐40~70℃ 90%(不结露) 小于 5.9m/s2(0.6g)