模具参数表
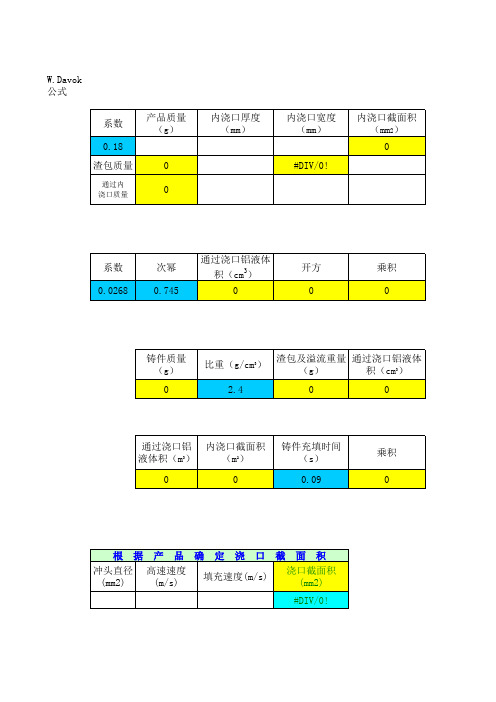
压铸模具参数计算表
高速速度(m/s)
内浇口截面积 (mm2)
填充速度 (m/s)
#DIV/0!
填充时间 (ms)
#DIV/0!
高速距离(mm) #DIV/0!
内浇口厚度 (cm)
0
内浇口宽度 (cm)
#DIV/0!
内浇口充填速 度(m/s)
#DIV/0!
(g)
积(cm3)
2.4
0
0
通过浇口铝 内浇口截面积
液体积(m3)
(m2)
0
0
铸件充填时间 (s)
0.09
乘积 0
根据产品确定浇口截面积
冲头直径 高速速度
(mm2)
(m/s)
填充速度(m/s)
浇口截面积 (mm2)
#DIV/0!
验证浇口截面积的合适性
质量(毛 重+渣
包)(kg)
冲头直径 (mm2)
W.Davok 公式
系数 0.18 渣包质量
产品质量 (g)
0
通过内 浇口质量
0
内浇口厚度 (mm)
内浇口宽度 (mm)
#DIV/0!
内浇口截面积 (mm2)
0
系数 0.0268
次幂 0.745
通过浇口铝液体 积(cm3)
0
开方 0
乘积 0
铸件质量 (g)
0
比重(g/cm3)
渣包及溢流重量 通过浇口铝液体
注塑工艺参数表
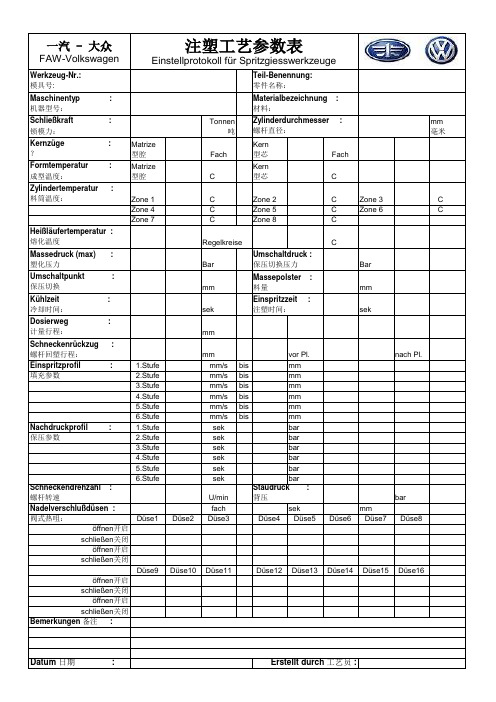
一汽 - 大众FAW-VolkswagenWerkzeug-Nr.:模具号:Maschinentyp :机器型号:Schließkraft :锁模力:Tonnen吨mm 毫米Kernzüge :?Matrize 型腔Fach Kern 型芯Fach Formtemperatur :成型温度:Matrize 型腔 °C Kern 型芯 °C Zylindertemperatur :料筒温度:Zone 1 °C Zone 2 °C Zone 3°C Zone 4 °C Zone 5 °C Zone 6°C Zone 7°C Zone 8°C Heißläufertemperatur :熔化温度°CMassedruck (max) :塑化压力Bar Bar Umschaltpunkt :保压切换mm mm Kühlzeit :冷却时间:sek sek Dosierweg :计量行程:mm Schneckenrückzug :螺杆回塑行程:mm vor Pl.nach Pl.Einspritzprofil : 1.Stufe mm/s bis mm 填充参数2.Stufe mm/s bis mm3.Stufe mm/s bis mm4.Stufe mm/s bis mm5.Stufe mm/s bis mm6.Stufe mm/s bismm Nachdruckprofil : 1.Stufe sek bar 保压参数2.Stufe sek bar3.Stufe sek bar4.Stufe sek bar5.Stufe sek bar6.Stufesek barSchneckendrehzahl :螺杆转速U/min barNadelverschlußdüsen :fach sekmm 阀式热咀:Düse1Düse2Düse3Düse4Düse5Düse6Düse7Düse8öffnen 开启schließen 关闭öffnen 开启schließen 关闭Düse9Düse10Düse11Düse12Düse13Düse14Düse15Düse16öffnen 开启schließen 关闭öffnen 开启schließen 关闭Bemerkungen 备注 :注塑工艺参数表Einstellprotokoll für SpritzgiesswerkzeugeTeil-Benennung:零件名称:Regelkreise Umschaltdruck :保压切换压力Massepolster :料量Einspritzzeit :注塑时间:Zylinderdurchmesser :螺杆直径:Materialbezeichnung :材料:Staudruck :背压。
冲压模具SPM参数表

401-20000-090 HDMI铆线式中夹片
401-20000-100 HDMI焊线式中夹片
203-10101-000 IDC 0.14单夹持端子
203-10201-000 IDC 0.16单夹持端子
202-10107-000 ATA 0.14\7P接地片端子
202-10108-000 ATA 0.14\8P接地片端子
208-20211-050 SATA 间隔性 (短型)七芯端子
208-20211-150 SATA7P7C间隔PINCONTACT(素材)反铆口
208-20212-000 SATA 间隔性 八芯端子
208-20212-030 SATA 间隔性 30AWG
208-20214-030 SATA7P端子\母\铆线式\间隔P8C\30AWG
402-12011-090 HDMI铆线式外壳上盖
220-20110-010 HDMI 9P焊线式公端子
220-20120-010 HDMI 10P焊线式公端子
401-10000-060 HDMI焊线式中间片
402-12015-020 HSDAMTIA1短5P铜0壳.76刺破口母端子\90度刺破
209-10230-000 式
221-20224-000 sata6p母端子\焊线式\间隔PIN 4杯口
221-20225-000 SATA6P母端子焊线式间隔PIN6杯口
SATA15P 0.84刺破口母端子\90度单边
209-20230-020 刺破式
SATA15P 0.6刺破口母端子\90度单边刺
209-20230-030 破式
209-20220-020 SATA15P焊线式端子for LT
24091-20020200-050 SATA15P焊线式端子for LT
车灯模具技术参数一览表

Ma、Mc
透明
PHale Waihona Puke (6‰)镜面抛光动、定模2000#
定模P-78H(定模P-72,定模仁P-78H),动模P-72,动模仁P-78H,滑块P-78HH(表面氮化)
4
H
塑胶本色淡黄色
PA66(16‰)
电镀
定模2000#、动模800#
定模P-78H或NAK80,动模P-72,滑块P-78HH(氮化)
H02
PC(6‰)
电镀
定模2000#、动模800#
定模P-78H,动模P-72,动模仁P-78H,
滑块P-78HH(氮化)
5
R02
PC(6‰)
电镀
定模2000#、动模800#
定模P-78H(定模P-72,定模仁P-78H),动模P-72,动模仁P-78H,滑块P-78HH(氮化)
PA66(16‰)
电镀
定模2000#、动模800#
车灯模具技术参数一览表
序号
名称
颜色
胶料
产品表面
要求
模面粗糙度
钢料
前
大
灯
1
L
透明
PC(6‰)
镜面抛光
动、定模2000#砂纸
定模P-79,动模P-72,动模仁P-79,内抽P-79(表面氮化),滑块P-78HH(表面氮化)
2
B
黑色
PP+T20(11‰)
一般抛光
定模800#、动模600#
动、定模(模仁)P-72,滑块P-78HH(表面氮化)
定模P-72,定模仁P-79,动模P-72,动模仁P-78H,滑块P-78HH(氮化)
标准成型参数记录表
关模低压
关模高压
开模快速
开模高压
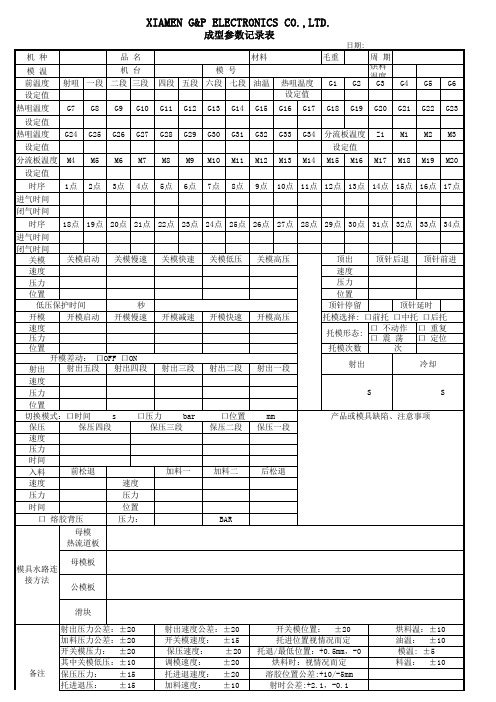
顶出 顶针后退 顶针前进 速度 压力 位置 顶针停留 顶针延时 托模选择: 口前托 口中托 口后托 口 不动作 口 重复 托模形态: 口 震 荡 口 定位 托模次数 次 射出 S 冷却 S
射出二段
射出一段
口位置 保压二段
mm 保压一段
产品或模具缺陷、注意事项
加料二
后松退
材料 四段 五段 六段 七段 油温 G11 G28 M8 5点 G12 G29 M9 6点 G13 G30 M10 7点 G14 G31 M11 8点 G15 G32 M12 9点 热咀温度 设定值 G16 G33 M13 G17 G34 M14
毛重 G1 G18 G2 G19
周 期 烘料温度 G3 G20 Z1 M17 G4 G21 M1 M18 G5 G22 M2 M19 G6 G23 M3 M20
XIAMEN G&P ELECTRONICS CO.,LTD.
成型参数记录表
日期:
机 种 模 温 前温度 设定值 热咀温度 设定值 热咀温度 设定值 分流板温度 设定值 时序 进气时间 闭气时间 时序 1点 2点 M4 M5 G24 G25
品 名 机 台 射咀 一段 二段 三段 G7 G8 G9 G26 M6 3点 G10 G27 M7 4点 模 号
BAR
备注
射出速度公差:±20 开关模速度: ±15 保压速度: ±20 调模速度: ±20 托进退速度: ±20 加料速度: ±10
开关模位置: ±20 托进位置视情况而定 托退/最低位置:+0.5mm,-0 烘料时:视情况而定 溶胶位置公差:+10/-5mm 射时公差: 料温: ±10
模具粗、精加工参数表、平行式
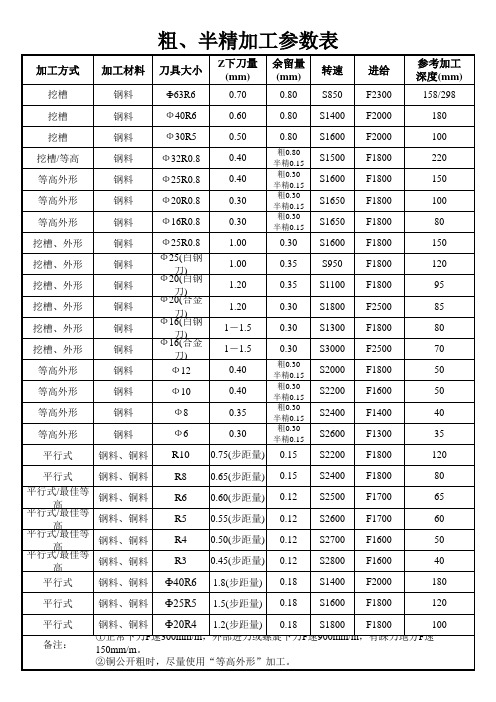
R10 R8 R6 R5 R4 R3 Ф40R6 Ф25R5 Ф20R4
0.15 0.15 0.12 0.12 0.12 0.12 0.18 0.18 0.18
平行式/最佳等高 钢料、铜料 平行式/最佳等高 钢料、铜料 平行式/最佳等高 钢料、铜料 平行式/最佳等高 钢料、铜料 平行式 平行式 平行式 备注: 钢料、铜料 钢料、铜料 钢料、铜料
参考加工 深度(பைடு நூலகம்m) 深度
158/298 180 100 220 150 100 80 150 120 95 85 80 70 50 50 40 35 120 80 65 60 50 40 180 120 100
0.30 0.35 0.35 0.30 0.30 0.30
粗0.30 半精0.15 粗0.30 半精0.15 粗0.30 半精0.15 粗0.30 半精0.15
刀具大小
Ф63R6 Ф40R6 Ф30R5 Ф32R0.8 Ф25R0.8 Ф20R0.8 Ф16R0.8 Ф25R0.8 Ф25(白钢刀) Ф20(白钢刀) Ф20(合金刀) Ф16(白钢刀) Ф16(合金刀) Ф12 Ф10 Ф8 Ф6
Z下刀量 下刀量 (mm)
0.70 0.60 0.50 0.40 0.40 0.30 0.30 1.00 1.00 1.20 1.20 1-1.5 1-1.5 0.40 0.40 0.35 0.30 0.75(步距量) 0.65(步距量) 0.60(步距量) 0.55(步距量) 0.50(步距量) 0.45(步距量) 1.8(步距量) 1.5(步距量) 1.2(步距量)
粗、半精加工参数表
加工方式
挖槽 挖槽 挖槽 挖槽/等高 等高外形 等高外形 等高外形 挖槽、外形 挖槽、外形 挖槽、外形 挖槽、外形 挖槽、外形 挖槽、外形 等高外形 等高外形 等高外形 等高外形 平行式 平行式
试模参数表-出口模具注塑成型表中英文版

㎜±10
mm/S +/- 75
%±15 Bar±50
%±15
①
②
③④
⑤
%±15 Bar±50
%±15
速度 Speed
压力 Pressure
时间Time
保压条件 Hold Pre.
mm/S +/- 75 ㎏f/c㎡±450 MPa±30
S±0.10
①
②
③④
⑤
%±15 %±15 Bar±50
氮气 Nitrogen
11 点 point
机水 Machine Water
机水 Machine Water
12 点 point
13 点 point 14 点 point
15 点 point
16 点 point
17 点 point
18 点 point
19 点 point
20 点 point
±5
±5
±20 %
±20 ±20 ±20 ±20 ±20 ±20 ±20 ±20 ±20 ±20 ±20 ±20 ±20 ±20
公司LOGO / 抬头
试模
批试
Test Batch Test
机种 Customer/ Project 品名 Product
Name 塑料材质 Plastic Material
生产
Production
注塑成型条件表 MOULDING PARAMETER SHEET
日期 Date :Βιβλιοθήκη 模具编号 Mold NO.
射嘴溫度 Nozzle
Temp.
一段
1st
二段
成型溫度 Molding
Temp.
注塑成型参数表
1 = 定次
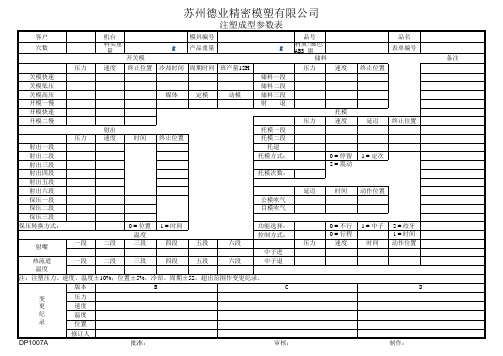
一段 二段 三段 四段 五段 六段 热流道 温度 注:注塑压力、速度、温度±10%;位置±5%,冷却、周期±5S,超出范围作变更纪录。 B 版本 变 更 纪 录 压力 速度 温度 位置 修订人 批准:
C
D
DP1007A
审核:
制作:
苏州德业精密模塑有限公司
注塑成型参数表
客户 穴数 压力 关模快速 关模低压 关模高压 开模一慢 开模快速 开模二慢 压力 射出一段 射出二段 射出三段 射出四段 射出五段 射出六段 保压一段 保压二段 保压三段 保压转换方式: 射嘴 一段 二段 射出 速度 时间 机台 料头重量 开关模 速度 终止位置 冷却时间 周期时间 班产量12H 储料一段 储料二段 储料三段 射 退 压力 终止位置 托模一段 托模二段 托退 托模方式: 托模次数: 延迟 公模吹气 目模吹气 0 = 位置 温度 三段 1 = 时间 四段 五段 六段 中子进 中子退 功能选择: 控制方式: 压力 0 = 不行 0 = 行程 速度 1 = 中子 时间 2 = 绞牙 1 = 时间 动作位置 时间 动作位置 托模 速度 延迟 终止位置 g 模具编号 产品重量 g 品号 材质/颜色 储料 压力 速度 终止位置 ABS 黑 品名 表单编号 备注
双色注塑参数表

力 2保压
保
3保速
压 速 1保速
设 度 2保速
定
3保时
时 1保时
间 2保时
3
背压
回 回料压力
料 设
回料速度
定 回料计量
后松退位
客户 A射
XXX有限公司
双色注塑参数表
名称
标准
点检日期
一段
温
料 筒 温
二段 三段
度 度 四段
设
五段
定 干燥温度
模具 前模
温度 后模
时 低压时间 间 冷却时间
设 周期时间 定 回料时间
机号
标准
点检日期
一段
温
料 筒 温
二段 三段
度 度 四段
设
五段
定 干燥温度
模具 前模
温度 后模
时 低压时间 间 冷却时间
设 周期时间 定 回料时间
射胶时间
一段
射 二段
胶 三段
速 四段 度 五段
六段
一段
射胶 设定
射 胶 压
二段 三段 四段
力 五段
六段
一段
射 二段
胶 三段
行 四段 程 五段
六段
保压
压 1保压
射胶时间
一段
射 二段
胶 三段
速 四段 度 五段
六段
一段
射胶 设定
射 胶 压
二段 三段 四段
力 五段
六段
一段
射 二段
胶 三段
行 四段 程 五段
六段
保压
压 1保压
力 2保压
保
3保速
压 速 1保速
设 度 2保速
定
注塑成型参数表(双色)

机台号:
试模 试产 正常生产
Customer 客户
Material 材料
A:
B:
Mold No. 模号
*Drying
A:
烘料温度±10℃
B:
Model
啤
机型号:
Colour 颜 色
A:
B:
Injecting Parameter 成 形 条 件
sunk back 倒索
压
速
位
压
速
位
力
度
置
力
度
置
备注:1.各机台的参数转换以参照其实际值进行相应的设定。
2.压力转换公式:1bar=0.1mpa 1kg/c㎡=0.91bar 。
设定
名称 中子一进 core in
压力± 10Bar Pressure
中子一退 core out
中子二进 core in
中子二退 core out
式
A:
core
后模
B:
Cavity A:
Tep 前模温
±5℃ B:
A:
CORE Tep 后模温
±5℃ B:
Cavi
Mold ty前
water
A:
lanc 模
conne
ct
drawi
ng
运
水 图
Core 后模
A:
年
产品编号 part.NO.
part releasedby 开机方式
Setting 设定
4st
Position
位置±
Hale Waihona Puke 10mm前进Advance 12
模座参数表

107 spn_x_tp 大拉杆在X方向上距离
108 spn_y 大拉杆在Y方向上距离
109 spn_y_tp 大拉杆在Y方向上距离
110 supp_gba 三板模大拉杆上导套的抑制
111 supp_gbb 抑制S板导套
112
supp_gbb_ r
抑制R板导套
113 supp_gpa 正装导柱的抑制
66 cs_y
S-2在Y方向的距离
67 dp1_l 下固定DP的长度
68 dp_l
上固定板DP的长度
69 dp_x=cs_x DP在X方向的距离
70
dp_y=ps_y -PS_d-
DP在Y方向的距离
71 eg_x
EGP在X方向的距离
72 eg_y
EGP在Y方向的距离
73 egp_l EGP的长度
74 es_hh=5.4 S-3总长度和有效长度差值
U_off=BP_off+BP_h//BP_off-BP_h cs_hh=7.4 cs_l=BCP_h+CS_d*1.5-cs_hh cs_x=ps_x cs_y=424 dp1_l=2*BCP_h dp_l=2*TCP_h dp_x=cs_x dp_y=ps_y-PS_d-DP_d-20 eg_x=rp_x eg_y=rp_y-RP_d*2-30 egp_l=CP_h+BCP_h es_hh=5.4 es_l=EJB_h+EJA_h-es_hh es_n=3 es_off=EJB_off+EJB_h//EJB_off-EJB_h//-320 es_x=234 es_y=474 es_y1=0 fix_open=0.0 gba2_l=BP_h gba_l=AP_h gbb_l=S_h-1 gp1_l=if(GTYPE==1)(R_off+S_height+BP_h/2)else igfp(_GlT=YiPfE(=G=T0Y)P(EB=P=_0h)+(SB_Ph_ehi+gSh_th+eAiPg_hht/+2A)Pe_lhs/e2()2e0l0s)e if(GTYPE==1)(R_off+S_height+BP_h/2)else(200) gp_spn_y0=424 gp_spn_y1=424 gp_x=if(TP==1)(spn_x_tp)else(324) gp_y=if(TP==1)(spn_y_tp)else if(SPN_TYPE==0)(gp_spn_y0)else if(SPN_TYPE==1)(gp_spn_y1)else(gp_spn_y0) index=1 mold_chamfer=1 mold_l=500 mold_w=400
注塑成型参数表

广东备 文件编号:LMZD-000000-01产品名称酷Y模具模具编号YH-09006胶原料A PPA180色粉编号见备注注塑周期14.0S±10%机台编号BT150V-11出模穴数8∧7胶原料B 色粉比例见备注制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例%回料比例动模射嘴一段版 本A0温度设定(±10℃)200190二段三段四段烘料定模注塑2注塑1设定项目启动180178168快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3503038位置 (±10mm)280压力(±10bar)303010020位置 (±10mm)01540400903548压力(±10bar)502538速度 (±10%)35速度 (±10%)15205040开模设定保压设定设定项目慢速减速中速3030快速启动注塑时间(±2S) 1.8冷却时间(±2S) 4.03020保压2保压1位置 (±10mm)260压力(±10bar)23050设定项目保压5保压4保压335382065压力(±10bar)203016速度 (±10%)15保压时间(±2S)3545速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1503位置 (±10mm)5301545压力(±10bar)30501004540速度 (±10%)35353035中子设定顶针模式50速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 2 )次设定项目80压力(±10bar)30吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)粉红:B1341 比例:0.57%黄色:B1340 比例:0.6%蓝色:B1342 比例:0.46%备注PP 色粉编号见备注色粉比例见备注产品名称水果模具模具编号YH-09006胶原料A %回料比例注塑周期18.5S±10%机台编号BT150V-11出模穴数8∧8胶原料B 二段三段四段制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例210190版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料210225220快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑353845位置 (±10mm)350压力(±10bar)3015015位置 (±10mm)20605001005064压力(±10bar)454058速度 (±10%)35速度 (±10%)156550开模设定保压设定设定项目慢速减速中速3530快速启动注塑时间(±2S) 2.0冷却时间(±2S) 5.08020保压2保压1位置 (±10mm)380压力(±10bar)360150设定项目保压5保压4保压340453550压力(±10bar)204030速度 (±10%)20保压时间(±2S)4555速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1308位置 (±10mm)10201045压力(±10bar)25301005040速度 (±10%)20352025中子设定顶针模式35速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 2 )次设定项目85压力(±10bar)25吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式时 间 (±2S)延 时 (±2S)香蕉模具*2草莓模具*2桃子模具*2梨子模具*2穴位分布黄色:B1358 比例:0.74%品红:B1335 比例:0.33%绿色:B1336 比例:0.6%动作时机备注:位 置(±10mm)设定项目吹气1吹气2吹气3位置 (±10mm)吹气设定压力(±10bar)速度 (±10%)中子设定顶针模式( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目1入1出2入2出3入3出8035速度 (±10%)20201515压力(±10bar)25302030速度 (±10%)压力(±10bar)9540903位置 (±10mm)5201550设定项目顶退1顶进2顶进1顶进2位置 (±10mm)加料设定顶针设定设定项目前松退加料1加料2加料3后松退保压时间(±2S)速度 (±10%)2040453525速度 (±10%)压力(±10bar)2040505080压力(±10bar)位置 (±10mm)33030020010050设定项目保压5保压4保压3保压2保压12530快速启动注塑时间(±2S) 2.2冷却时间(±2S)12.0速度 (±10%)254035开模设定保压设定设定项目慢速减速中速速度 (±10%)154068压力(±10bar)4055500100压力(±10bar)406075位置 (±10mm)300250125终止位置 (±10mm)04560设定项目启动快速慢速低压高压210注塑设定关模设定设定项目注塑5注塑4注塑3注塑2注塑1240245240230温度设定(±10℃)定模动模射嘴一段二段三段四段烘料2013/3/6机台吨位 150 Ton 水口比例10%AB比例回料比例版 本A0机台编号BT150V-11出模穴数4∧40.46%制定日期B1342蓝注塑周期24.0S±10%产品名称推筒模具编号NP0004-06A 1:1胶原料A PP 色粉编号胶原料B HIPS 色粉比例动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)广东备注PP 色粉编号B1342蓝 核准:审核:曾文峰 制表:黄勇HIPS 色粉比例0.46%注塑成型参数表 文件编号:LMZD-000000-04产品名称推杆模具编号NP0004-07A 胶原料A 1:1回料比例注塑周期25.0S±10%机台编号BT150V-11出模穴数8∧8胶原料B 二段三段四段制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3位置 (±10mm)压力(±10bar)位置 (±10mm)压力(±10bar)速度 (±10%)速度 (±10%)开模设定保压设定设定项目慢速减速中速快速启动注塑时间(±2S)冷却时间(±2S)保压2保压1位置 (±10mm)压力(±10bar)设定项目保压5保压4保压3压力(±10bar)速度 (±10%)保压时间(±2S)速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1位置 (±10mm)压力(±10bar)速度 (±10%)中子设定顶针模式速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目压力(±10bar)吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)广东乐美文具有限公司PP/T03S 色粉编号见备注 核准:审核:曾文峰 制表:黄勇色粉比例见备注注塑成型参数表文件编号:LMZD-000000-05产品名称人形工具模具编号NP0004-05A 胶原料A 回料比例注塑周期22.0S±10%机台编号BT150V-11出模穴数8∧8胶原料B 二段三段四段制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例195185版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料205215210快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑353045位置 (±10mm)350压力(±10bar)331508位置 (±10mm)265300803845压力(±10bar)452538速度 (±10%)45速度 (±10%)155545开模设定保压设定设定项目慢速减速中速2025快速启动注塑时间(±2S) 2.2冷却时间(±2S)10.05020保压2保压1位置 (±10mm)380压力(±10bar)360180设定项目保压5保压4保压3455065100压力(±10bar)303530速度 (±10%)20保压时间(±2S)4045速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1556位置 (±10mm)5151530压力(±10bar)30351005030速度 (±10%)15201520中子设定顶针模式30速度 (±10%)( )单次顶出 ( √ )重复顶出85压力(±10bar)25备注:广东乐美文具有限公司吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)桃红:B1371 比例:0.48%穴位分布人形铲*2蓝色:B1342 比例:0.46%人形耙*2黄色:B1358 比例:0.74%人形勺*2人形刀*2见备注注塑周期27.0S±10%动物模具1 核准:审核:曾文峰 制表:黄勇机台编号B4模具编号昆山模具注塑成型参数表文件编号:LMZD-000000-06产品名称胶原料A PP/T03S 色粉编号回料比例胶原料B 色粉比例见备注二段三段四段制定日期2013/3/20机台吨位 150 Ton 出模穴数8∧8AB比例195190版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料210218215快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3603038位置 (±10mm)320压力(±10bar)2010015位置 (±10mm)250400803845压力(±10bar)501528速度 (±10%)20速度 (±10%)54535开模设定保压设定设定项目慢速减速中速3523快速启动注塑时间(±2S) 2.1冷却时间(±2S)10.05035保压2保压1位置 (±10mm)380压力(±10bar)35080设定项目保压5保压4保压335505080压力(±10bar)20备广东顶进2位置 (±10mm)设定项目顶退1顶进2顶进1547位置 (±10mm)5201030压力(±10bar)30251004540速度 (±10%)101024中子设定顶针模式30速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目65压力(±10bar)30吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式时 间 (±2S)延 时 (±2S)产品名称滚筒胶原料A 动作时机PPA180色粉编号见备注蓝色:B1342 比例:0.46%黄色:B1340 比例:0.6%草莓*1鸭子*1螃蟹*1香蕉*1穴位分布饼干人*1鱼*1南瓜*1乌龟*1色粉比例见备注注塑成型参数表 文件编号:LMZD-000000-06 核准:审核:曾文峰 制表:黄勇回料比例注塑周期30.0S±10%机台编号B6模具编号NP0005-02A 胶原料B 二段三段四段制定日期2013/3/20机台吨位 150 Ton 出模穴数8∧8AB比例190185版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料200205205快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3503545位置 (±10mm)300压力(±10bar)152508位置 (±10mm)2554001003545压力(±10bar)502535速度 (±10%)20速度 (±10%)82020开模设定保压设定设定项目慢速减速中速3530快速启动注塑时间(±2S) 2.0冷却时间(±2S)12.05020保压2保压1位置 (±10mm)380压力(±10bar)350150设定项目保压5保压4保压350505080压力(±10bar)20备注:广东乐美文具有限公司顶进2位置 (±10mm)设定项目顶退1顶进2顶进1607.5位置 (±10mm)5201550压力(±10bar)955540速度 (±10%)中子设定顶针模式速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目60压力(±10bar)吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式时 间 (±2S)延 时 (±2S)黄色:B1340 比例:0.6%动作时机绿色:B1336 比例:0.6%穴位分布蓝色:B1342 比例:0.46%色粉编号见备注注塑周期18.0S±10% 核准:审核:曾文峰 制表:黄勇机台编号A6模具编号NP0005-01A 注塑成型参数表文件编号:LMZD-000000-06产品名称滚筒手柄胶原料A PS 1:1回料比例胶原料B HIPS 色粉比例见备注二段三段四段制定日期2013/3/20机台吨位 150 Ton 出模穴数4∧4AB比例210190版 本A0温度设定(±10℃)定模动模射嘴一段烘料200230220注塑设定关模设定。
塑胶模具试模参数表模板

入水 Gate
号码 Cav no
多腔产品入水是否平衡 Muti-cavities
balanced Yes
No NA
多腔产品是否有型腔号码 Muti-cavities with
number Yes
No NA
排气系 模具前段排气是否开通 Primary vents machined Yes No
统 Venting
3
6 运水测
试 运水位
置 测试压
力
运水流量 Flow Rate
前模 Cavity
后模 Core
1 入芯状态 Core SET
2
3
中途
模具是否漏水
leakage Yes
No
前模Cavity
综合判定模具冷却是否OK
Yes No
comprehensive evaluation
后模 Core
行位/斜顶 others
后模温度 Cor Temp
30
冷却方式 Cooling Method
机水
复位方式 Return
闭模 快速 低速 低压
mold high low low
close speed speed press
压力 pressure
76
55 10
高压 high press
135
速度speed 42
30 10
35
位置 position
模具后段排气是否开通 No
Secondary vents machined
Yes
此模是属belong to:正常啤塑(满足生产时)fit to produce 备注Remark:1.产品后模面有批锋 2.抽牙镶件有响声
各种进口模具钢材性能参数一览表

8407 --高级热作工具钢
型号︰ 8407 品牌︰ 瑞典一胜百 原产地︰ 瑞典 出厂状态︰ HB 185 相当布德鲁斯Buderus标准︰ 2344ESR 相当百禄Bohler标准︰ -- 相当日立hitachi 标准︰ DAC 相当大同DAIDO标准︰ DHA1 耐磨性︰ ★★★☆☆ 韧性︰ ★★★☆☆ 淬硬性︰ ★★★☆☆ 加工性︰ ★★★★☆ 产品描述
Uddeholm 特别开发,用来增进高温模具寿命的高级热作模具钢。所谓"高级 "是因爲使用了特别的炼钢技术如电渣重熔,以获得高纯度及机械性质良好 的钢材,同时配合最适当调配的成分,使得QRO 90的特性在热作工具钢中, 非常独特,同时具备优良的高温强度、抗回火软化性和热传导性。用于:压 铸模具和相关零件挤型模具和零件锻造模具特点:极佳的韧性\延展性与热 传导性,加工性好
8402 --优质热作工具钢
型号︰ 8402 品牌︰ 瑞典一胜百 原产地︰ 瑞典 出厂状态︰ HB 185 相当布德鲁斯Buderus标准︰ 2344 相当百禄Bohler标准︰ W302 相当日立hitachi 标准︰ DAC 相当大同DAIDO标准︰ DHA1 耐磨性︰ ★★☆☆☆ 韧性︰ ★★★☆☆ 淬硬性︰ ★★★☆☆ 加工性︰ ★★★☆☆ 产品描述
QRO-90 --高性能高强度热作工具钢
型号︰ QRO-90 品牌︰ 瑞典一胜百 原产地︰ 瑞典 出厂状态︰ HB180 相当布德鲁斯Buderus标准︰ -- 相当百禄Bohler标准︰ -- 相当日立hitachi 标准︰ -- 相当大同DAIDO标准︰ -- 耐磨性︰ ★★★☆☆ 韧性︰ ★★★★☆ 红硬性︰ ★★★★☆ 加工性︰ ★★★☆☆ 产品描述 一胜百ASSAB QRO-90 SUPRERME 是高寿命的铬-钼-钒热作合金工具钢,是
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品名称 产品材料 收缩率 穴数 圆直径 产品图大齿 齿厚 产品图小齿 齿厚 产品图齿轮总 高 产品图齿轮总 高 大齿与小齿及 中心孔同轴度 下盖马达铜 贝司处尺寸 下盖马达位 处尺寸 铁轴孔径1 铁轴孔径2 铁轴孔径3 铁轴孔径4 铁轴孔径5 铁轴孔径6 中心距1 中心距2 中心距3 中心距4 中心距5
模具类型(2板/3板)
测量仪器
行位数量 斜顶数量 司筒数量
前模运水(有/无) 后模运水(有/无) 顶出限位(有/无) 齿顶圆直径 模具尺寸(实测) 大齿齿厚模具尺 寸(实测) 小齿齿厚模具尺 寸(实测) 齿轮总高模具尺 寸(实测) 齿轮总高模具尺 寸(实测) 齿形同轴度 (实测值) 马达铜贝司处 模具尺寸(实测) 下盖马达位 模具尺寸(实测) 铁轴孔径1 模具尺寸(实测) 铁轴孔径2 模具尺寸(实测) 铁轴孔径3 模具尺寸(实测) 铁轴孔径4 模具尺寸(实测) 铁轴孔径5 模具尺寸(实测) 铁轴孔径6 模具尺寸(实测) 中心距1模具尺寸 (实测) 中心距2模具尺寸 (实测) 中心距3模具尺寸 (实测) 中心距4模具尺寸 (实测) 中心距5模具尺寸 (实测)
工具显微镜 高度仪 高度仪 高度仪 高度仪 工具显微镜 工具显微镜 外径千分尺 外径千分尺 外径千分尺 外径千分尺 外径千分尺 外径千分尺 外径千分尺 工具显微镜 工具显微镜 工具显微镜 工具显微镜 工具显微镜 工具显微镜 高度仪 高度仪 高度仪 高度仪 高度仪 高度仪
中心距6 高度尺寸1 高度尺寸2 高度尺寸3 高度尺寸4 高度尺寸5 高度尺寸6
中心距6模具尺 寸(实测)
高度尺寸1 模具尺寸(实测) 高度尺寸2 模具尺寸(实测) 高度尺寸3 模具尺寸(实测) 高度尺寸4 模具尺寸(实测) 高度尺寸5 模具尺寸(实测) 高度尺寸6 模具尺寸(实测)
拟制:
模具设计:
制模人:
模具名称 模具编号 客户 模架规格 前模仁规格 是否复模 齿轮齿数
齿顶圆直径 模具尺寸(理论) 大齿齿厚模具尺 寸(理论) 小齿齿厚模具尺 寸(理论) 齿轮总高模具尺 寸(理论) 齿轮总高模具尺 寸(理论) 齿形同轴度 (理论值) 马达铜贝司处 模具尺寸(理论) 下盖马达位模具 尺寸(理论) 铁轴孔径1 模具尺寸(理论) 铁轴孔径2 模具尺寸(理论) 铁轴孔径3 模具尺寸(理论) 铁轴孔径4 模具尺寸(理论) 铁轴孔径5 模具尺寸(理论) 铁轴孔径6 模具尺寸(理论) 中心距1 模具尺寸(理论) 中心距2 模具尺寸(理论) 中心距3 模具尺寸(理论) 中心距4 模具尺寸(理论) 中心距5 模具尺寸(理论) 中心距6 模具尺寸(理论) 高度尺寸1 模具尺寸(理论) 高度尺寸2 模具尺寸(理论) 高度尺寸3 模具尺寸(理论) 高度尺寸4 模具尺寸(理论) 高度尺寸5 模具尺寸(理论) 高度尺寸6 模具尺寸(理论)