柴油机结构和制造工艺学
船舶用柴油发动机的结构与原理
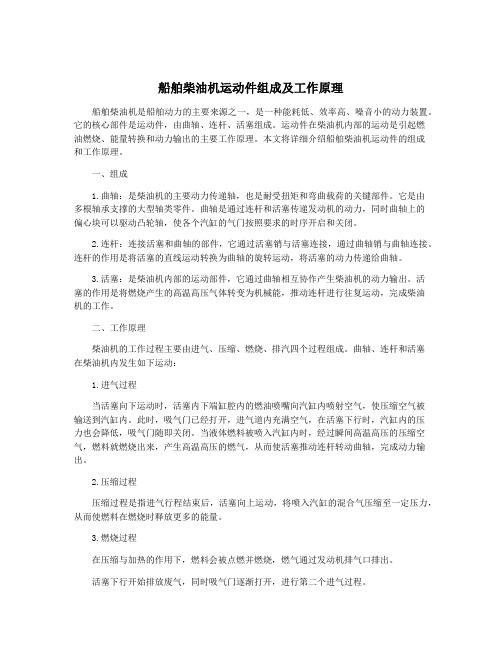
四冲程柴油机工作原理
进气行程 220~250℃A
压缩行程 燃烧和膨胀行程 排气行程
140°~160℃A pz=5~8MPa
pc=3 ~6 MPa;
tz=1400~1800 ℃
tc= 600 ~700 ℃
柴油发动机
结构与原理
一、原动机
原动机的概述
热机
外燃机 内燃机
蒸汽机 蒸汽轮机 柴油机 汽油机 燃气轮机
原动机的概述
定义: 即带动机械设备运转的原始动力设备。
工作原理: 燃料通过燃烧,将化学能转为热
能以加工热工质,然后将这种具有热 能的工质导入发动机,把工质的热能 变为机械能。
二、柴油机工作原理及特点
• 多网纹小平台工艺使工件表面形成众多且 较密集的螺纹网络,造成许多诸油沟槽, 增强了蓄油能力。由于这些网纹沟槽相互 贯通及储油槽油压的作用,大大减少了油 膜中断的机率,从而明显改善了供油状况 和油膜分布状况;
• 小平台因网纹相互隔开,不可能形成连续 较大面积的干摩擦或边界摩擦区半干摩擦 区,大大降低熔着磨损扩大化的机率
气缸盖
作用:密封气缸的上平面,与活塞顶共同形成燃烧室 结构多样
YC4D
YC4E YC4G
YC6J
YC6A
YC6G
四气门结构的缸盖
气缸垫
气缸垫 1).作用:保证缸体与缸盖间的密封,防止漏水、漏气、窜油 。 2).材料:有弹性、耐热性、耐压性 3).安装时注意方向 4).分类:
气缸盖组件装配要点
柴油机的工作原理简述
●做功行程
当活塞压缩到上止 点,喷油器向燃烧室喷 入雾状柴油,油雾与压 缩空气充分混合,形成 高温高压的燃气,并开 始自行着火燃烧,混合 汽膨胀做功,推动活塞 向下运动,从而推动曲 轴转动,对外输出功。
汽油机柴油机结构及工作原理简介

题目:汽油机柴油机结构及工作原理简介学院:信息电子技术学院班级:工学08-IV类三班姓名:李军鑫学号:*****640305姓名:刘磊学号:*****640303姓名:李林川学号:*****640311汽油机柴油机结构及工作原理简介摘要:将内能转化成动能的机构称之为发动机,汽车发动机的形式主要是以气缸和活塞作为转换机构的内燃机。
发动机是一部由许多结构和系统组成的复杂机器,其结构型式多种多样,但由于基本工作原理相同,所以其基本结构也就大同小异。
根据燃料以及点火形式的不同可分为汽油机或柴油机。
关键词:汽油机柴油机工作原理异同优缺说到发动机原理,很多人会脱口而出:四冲程发动机分为吸入、压缩、工作和排气。
汽油机进气混合物,然后压缩第一个检查点,火花塞点燃的火焰混合,燃烧推动活塞下止点,然后排放废气;柴油发动机的区别在于它是吸入纯空气,与燃料注入压缩热空气点燃工作。
但是我们有没有质疑过为什么汽油发动机有火花塞?柴油为什么不能喷汽油?为什么柴油发动机更强大,更省油,但不理想?本文比较了汽油机与柴油机的工作原理。
从表面上看,两种热机在进气和燃油点火的意思上都有区别,而它是燃烧油、动力,但在活塞的顶部出现燃烧,发生在几毫秒内两台机器有不同的特性。
这是奥托循环和柴油循环的区别。
两个循环的工序我们先说奥托循环,p代表缸内压力,v代表缸内容积,A-B吸气冲程,活塞向下吸气,此时燃气的压强几乎保持不变;B-C绝热压缩冲程,活塞向上运动压缩,使气体压强增加,这时活塞对气体做功,消耗了机械能,增加了气体的内能(温度升高);C-D等容燃烧过程,气体突然燃烧,压强激增,在这瞬间体积还来不及变化,所以可把它看作是等容变化,D-E绝热做功冲程,气体压强增加后作绝热膨胀推动活塞向下做功,同时消耗本身的内能转变为机械功,压强逐渐减小;E-B等容排气过程,做功冲程终了时,排气阀开放,气体压强突然降低而体积还来不及变化;B-A排气冲程,活塞由于惯性作用继续向上运动,同时排除废气,这时压强不变。
柴油机喷油泵壳体的加工工艺及车夹具设计

柴油机喷油泵壳体的加工工艺及车夹具设计常州机电职业技术学院毕业设计作者:学号:系部:专业:题目:柴油机喷油泵壳体的加工工艺及车夹具设计校内指导教师:企业指导教师评阅者:年月 1 毕业设计中文摘要柴油机喷油泵的概念就是以便于应用,这样的好处是可以有更好的配合,更方便的使用,减少了使用厂家的成本.至于形状,多种多样,通常是一个箱体,轴承可以安装在其中。
随着科学技术的不断进步,它在国民经济中占有越来越重要的地位,发展前景十分广阔,尤其是在汽车和电子电器等高速发展的领域。
本次课程设计设计的课题就是柴油机喷油泵的设计,是在学完汽车制造工艺学后进行的一项教学环节;在老师的指导下,要求在设计中能初步学会综合运用以前所学过的全部课程,并且独立完成的一项工程基本训练。
关键词:柴油机喷油泵工艺规格设计夹具设计工序工艺性毕业设计英文摘要The concept of diesel fuel injection pump is to facilitate the application, so that the benefits of cooperation can have a better, more convenient to use, reduces the use cost of the manufacturer. As for the shape, variety, is usually a box, which can be installed on bearing. With the continuous progress of science and technology, it plays a more and more important role in the national economy, the development prospect is very wide, especially in the automotive and electronic appliances such as the rapid development of the field. The design of this course design is the subject of the diesel fuel injection pump, is a teachinglink in the completion of manufacturing technology of automobile after; under the guidance of the teacher, can all course to learn the integrated use of previously learned in the design, basic training and independence completion of an engineering. Keywords: diesel fuel injection pump technology specification and design process of fixture design 目录第1章序言............................................................... .................................................. 1 机械加工工艺概述............................................................... .......................................... 1 机械加工工艺流程............................................................... ........................................... 1 夹具概述............................................................... ........................................................... 1 机床夹具的功能.............................................................................................................. 2 机床夹具的发展趋势............................................................... ....................................... 3 机床夹具的现状............................................................... ................................... 3 现代机床夹具的发展方向................................................................. .................. 3 设计任务............................................................... .. (4)第 2 章工艺性分析............................................................... ..................................... 6 零件作用............................................................... (6)零件工艺性分析............................................................... ................................................ 6 第3章工艺规程设计................................................................................................. 7 零件材料............................................................... (7)毛坯选择............................................................... (7)确定毛坯的类型及制造方法............................................................... ................ 7 毛坯加工余量、工序尺寸及公差的确定.. (7)粗基准的选择............................................................... ....................................... 9 精基准的选择............................................................... ....................................... 9 制订工艺路线............................................................... .................................................... 9 机械加工余量、工序尺寸及公差............................................................... .................... 11 第4章车直径为9的孔专用夹具设.. 19 问题的提出............................................................... ...................................................... 19 夹具的设计............................................................... (19)定位基准的选择............................................................... ................................... 19 定位元件的设计............................................................... ................................... 20 切削力及夹紧力的计算................................................................. ...................... 20 紧固元件的选择............................................................... ................................... 22 夹具操作说明............................................................... ....................................... 22 总结............................................................... .. (23)致 (24)第1章序言机械加工工艺概述技术人员根据产品数量、设备条件和工人素质等情况,确定采用的工艺过程,并将有关内容写成工艺文件,这种文件就称工艺规程。
船舶柴油机结构和主要零部件
船舶柴油机结构和主要零部件船舶柴油机(轮机)模块⼆柴油机的结构和主要零部件重点:柴油机各主要部件的作⽤、⼯作条件、⼯作原理及结构特点,各部件的常见故障及原因,管理注意事项。
难点:燃烧室部件承受的机械负荷、热负荷及分析,缸套、活塞、连杆、⼗字头、曲轴、活塞杆填料涵及活塞冷却机构的结构,曲柄排列与发⽕顺序。
缸盖燃烧室部件缸套活塞组件主要零部件连杆曲柄连杆机构曲轴主轴承主要固定件:机架、机座、贯穿螺栓单元⼀燃烧室部件⼀、燃烧室部件承受的负荷1.机械负荷机械负荷指受⼒部件承受⽓体⼒、安装预紧⼒、惯性⼒等的强烈程度。
主要以⽓体⼒和惯性⼒为主。
柴油机的机械负荷有两个特点:⼀是周期交变;⼆是具有冲击性。
1)安装应⼒:安装应⼒与预紧⼒成正⽐。
因此,安装⽓缸盖时不应过分紧固,否则会使⽓缸套、⽓缸盖发⽣损伤。
另外,将缸套凸肩加⾼,可使缸套安装应⼒⼤⼤减⼩。
2)⽓体⼒:⽓体⼒是周期变化的,其最⼤值为最⾼爆炸压⼒,变化频率与转速有关,因⽽由⽓体⼒产⽣的机械应⼒也称⾼频应⼒。
由⽓体⼒产⽣的机械应⼒具有以下特点:⽓缸盖、活塞:触⽕⾯为压应⼒,冷却⾯为拉应⼒。
缸套:径向:触⽕⾯为压应⼒最⼤,冷却⾯为零。
切向:触⽕⾯为拉应⼒最⼤,冷却⾯为拉应⼒最⼩。
机械应⼒与部件壁厚成反⽐,即壁厚δ愈⼤,机械应⼒愈⼩。
3)惯性⼒:活塞组件在缸内作往复变速运动,产⽣往复惯性⼒;曲轴作回转运动产⽣离⼼惯性⼒。
其⼤⼩与部件质量和曲轴转速的平⽅成正⽐。
由惯性⼒产⽣机械应⼒也是⼀种⾼频应⼒。
2.热负荷1)热负荷是指柴油机的燃烧室部件承受温度、热流量及热应⼒的强烈程度。
2)热负荷的表⽰⽅法(1)热流密度(2)温度场(3)热应⼒3)热负荷过⾼对柴油机的危害:(1)使材料的机械性能降低,承载能⼒下降;(2)使受热部件膨胀、变形,改变了原来正常⼯作间隙;(3)使润滑表⾯的滑油迅速变质、结焦、蒸发乃⾄被烧掉;(4)使受热部件(如活塞顶)受热⾯被烧蚀;(5)使受热部件承受的热应⼒过⼤,产⽣疲劳破坏等。
发动机曲轴的加工工艺讲解

济源职业技术学院毕业设计设计任务书设计题目:发动机曲轴的加工工艺设计要求:通过对曲轴的了解认识,在掌握曲轴的相关概念、性能的基础上,能够合理的制定套加工曲轴的工艺过程。
其中包括它的毛坯及材料的选定等,确定其加工路线,并能对其特点进行合理的分析和阐述。
从而初步掌握发动机曲轴的加工工艺。
设计进度要求:第一周:简述曲轴的结构、性能及应用;第二周:确定曲轴的加工工艺过程;第三周:分析曲轴的加工工艺特点;第四周:确定曲轴的机械加工余量、工序尺寸及公差;第五周:根据要求绘制图纸及论文的撰写,打电子稿;第六周:经老师检查后修改毕业论文;第七周:打印论文,完成毕业设计;第八周:进行论文答辩指导老师(签名): _____________________曲轴是车辆发动机的关键零件之一, 其性能好坏直接影响到车辆发动机的质量和寿命曲轴在发动机中承担最大负荷和全部功率, 承受着强大的方向不断变化的弯矩及扭矩,同时经受着长时间高速运转的磨损,因此要求曲轴材质具有较高的刚性、疲劳强度和良好的耐磨性能。
发动机曲轴的作用是将活塞的往复直线运动通过连杆转化为旋转运动,从而实现发动机由化学能转变为机械能的输出。
本课题仅175H型柴油机曲轴的加工工艺的分析与设计进行探讨。
工艺路线的拟定是工艺规程制订中的关键阶段,是工艺规程制订的总体设计。
所撰写的工艺路线合理与否,不但影响加工质量和生产率,而且影响到工人、设备、工艺装备及生产场地等的合理利用,从而影响生产成本。
所以,本次设计是在仔细分析曲轴零件加工技术要求及加工精度后,合理确定毛坯类型,经过查阅相关参考书、手册、图表、标准等技术资料,确定各工序的定位基准、机械加工余量、工序尺寸及公差,最终制定出曲轴零件的加工工序卡片。
关键词:发动机,曲轴,工艺分析,工艺设计摘要 ......................................................................................................................................... 川1概述 (1)1.1 曲轴的类型结构和应用 (1)1.1.1 曲轴的类型 (1)1.1.2 曲轴的结构 (4)1.1.3 曲轴的应用 (6)2确定曲轴的加工工艺过程 (7)2.1曲轴的结构特点 (7)2.2 曲轴的主要技术要求分析 (7)2.3 曲轴的材料和毛坯的确定 (8)2.4 曲轴的机械加工工艺过程 (8)2.5 曲轴的机械加工工艺路线 (8)3曲轴的机械加工工艺过程分析 (9)3.1 曲轴的机械加工工艺特点 (9)3.1.1 形状复杂 (10)3.1.2 刚性差 (10)3.1.3 技术要求高 (10)3.2 曲轴的机械加工工艺特点分析 (10)3.3曲轴主要加工工序分析 (11)3.3.1 铣曲轴两端面及钻中心孔 (11)3.3.2 曲轴主轴颈的车削 (11)3.3.3 曲轴连杆轴颈的车削 (12)3.3.4 键槽加工 (12)3.3.5 轴颈的磨削 (12)4机械加工余量工序尺寸及公差的确定 (13)4.1曲轴主要加工表面的工序安排 (13)4.2机械加工余量工序尺寸及公差的确定 (13)4.2.1 主轴颈工序尺寸及公差的确定 (13)4.2.2 连杆轴颈工序尺寸及公差的确定 (14)4.2.3 © 220-0.12 mm外圆工序尺寸及公差的确定 (14)4.2.4 © 200- 0.021 mm外圆工序尺寸及公差的确定 (14)4.3 确定工时定额 (14)4.4连杆机械加工工艺过程卡的制定 (15)5结论 (15)致谢 (16)参考文献 (17)附录 (18)1概述1.1曲轴的类型结构及应用1.1.1曲轴的类型曲轴有整体曲轴、组合曲轴和半组合曲轴三种结构形式,一般采用整体曲轴整体曲轴又可分为锻造曲轴和铸造曲轴。
柴油发动机结构及示功图(最新研发版)

一、柴油机外壳
正时齿轮
一
机 体 作 功 系组
成 中间齿轮
统 5 曲轴齿轮
气门顶杆
凸轮轴
气门摇臂
活塞环 活塞 飞轮 连杆 曲轴
一、柴油机外壳
一
机
体
作
功
系
组 成
统6
二、燃油系统
滤清器
高压油泵
手摇泵
喷油器
油箱
油水分离器
燃油系统的构成和油路走向
二
燃 油 系 统
组 成 1
二、燃油系统
二、燃油系统
调速器的功用与类型: 功用:柴油发电机组工作时,其负载是变化的,这就要求发电机组
曲轴箱 润滑系统 统上,柴油发动机由于比较笨重,升功率指标不如汽油机(转速较低),噪声、振动较高,炭烟与颗粒(PM)
排放比较严重,所以一直以来很少受到轿车的青睐。特别是小型高速柴油发动机的新发展,一批先进的
气缸盖 进排气系统 技术,例如电控直喷、共轨、涡轮增压、中冷等技术得以在小型柴油发动机上应用,使原来柴油发动机
系
组 成
统1
一、柴油机外壳
一
机
体
作
功
系
组 成
统2
一、柴油机外壳
一
机
体
作
功
系
组 成
统3
一、柴油机外壳
一
机
体
作
功
系
组 成
统4
泵喷嘴 活塞 活塞环 连杆
http://www. 4miao. net/ http://www. 4miao. net/bjwzjs/service/ http://www. 4miao. net/ca se/ http://www. 4miao. net/dm oz/news / http://www. 4miao. net/about/ http://www. 4miao. net/bjwzjs/bjwzz zgs/ http://www. 4miao. net/si temap.xml http://www. 4miao. net/bjwzjs/bjwzz zgs/58. html
柴油机连杆加工工艺规程及专用钻床夹具的设计

柴油机连杆加工工艺规程及专用钻床夹具的设计作者姓名:冯煜专业班级:2005060401 指导教师:胡波摘要连杆是柴油机的主要传动件之一,本文主要论述了连杆的加工工艺及其夹具设计。
连杆的尺寸精度、形状精度以及位置精度的要求都很高,而连杆的刚性比较差,容易产生变形,因此在安排工艺过程时,就需要把各主要表面的粗精加工工序分开。
逐步减少加工余量、切削力及内应力的作用,并修正加工后的变形,就能最后达到零件的技术要求。
关键词:连杆粉末锻造加工工艺夹具设计Diesel Engine Connecting Rod Machining Process and the exclusive design ofdrilling jigAbstract: the connecting rod is one of the main driving medium of diesel engine, this text expounds mainly the machining technology and the design of clamping device of the connecting rod. The precision of size, the precision of profile and the precision of position , of the connecting rod is demanded highly , and the rigidity of the connecting rod is not enough, easy to deform, so arranging the craft course, need to separate the each main and superficial thick finish machining process. Reduce the function of processing the surplus , cutting force and internal stress progressively , revise the deformation after processing, can reach the specification requirement for the part finally .Keyword: Connecting rod Powder-Forging Processing technology Fixture Design目录第1章前言 (1)1.1连杆的结构特点 (1)1.2连杆生产的工艺方法 (1)第2章柴油机加工工艺规程 (2)2.1连杆的技术要求 (2)2.1.1 大、小头孔的尺寸精度、形状精度 (2)2.1.2 大、小头孔轴心线在两个互相垂直方向的平行度 (2)2.1.3 大、小头孔中心距 (3)2.1.4 连杆大头孔两端面对大头孔中心线的垂直度 (3)2.1.5 大、小头孔两端面的技术要求 (3)2.1.6螺栓孔的技术要求 (3)2.1.7对口面的技术要求 (3)2.2连杆的材料和毛坯 (4)2.3工艺过程设计 (7)2.3.1 基准的选择 (7)2.3.2制定工艺路线 (7)2.4连杆的机械加工工艺过程分析 (12)2.4.1 工艺过程的安排 (12)2.4.2 定位基准的选择 (12)2.4.3确定合理的夹紧方法 (12)2.4.4 连杆两端面的加工 (13)2.4.5 连杆大、小头孔的加工 (13)2.4.6 连杆螺栓孔的加工 (13)2.4.7 连杆体和连杆盖的铣开工序 (14)2.5切削用量的选择原则 (14)2.5.1 粗加工时切削用量的选择原则 (14)2.5.2 精加工时切削用量的选择原则 (15)2.6确定各工序的加工余量、计算工序尺寸及公差 (16)2.6.1 确定加工余量 (16)2.6.2 确定工序尺寸及其公差 (17)2.7工时定额的计算 (17)2.7.1 铣连杆两侧面 (17)2.7.2 加工小头孔 (18)2.7.3 粗镗大头孔 (19)2.7.4精铣螺栓座面 (19)2.7.5 铣开连杆体和盖 (19)2.7.6 加工连杆体 (20)2.7.7 加工连杆盖 (21)2.7.8螺栓孔的加工 (22)2.7.9 精磨结合面 (23)2.7.10铣轴瓦锁口槽 (23)2.7.11 精磨大头两平面(先标记朝上) (24)2.7.12 半精镗大头孔及精镗小头孔 (24)2.7.13大头孔两端倒角 (25)2.7.14 钻小头油孔 (25)2.7.15精镗大头孔 (25)2.7.16 镗小头孔衬套 (26)2.7.17 珩磨大头孔 (26)第3章扩小头孔钻床夹具的设计 (28)3.1定位基准的选择 (28)3.2夹紧方案的确定 (28)3.3切削力及夹紧力的计算 (28)3.4夹具体设计 (29)3.5定位误差分析 (30)结论 (31)致谢 (32)参考文献 (33)第1章前言1.1连杆的结构特点连杆是汽车发动机中的主要传动部件之一,它把作用于活塞顶面的膨胀的压力传递给曲轴,又受曲轴的驱动而带动活塞压缩气缸中的气体。
ZS1105柴油机箱体制造工艺规程及专用夹具设计(镗)

图书分类号:密级:摘要本论文主要分析了ZS1105柴油机箱体加工工艺规程及专用夹具的设计。
分析了其各面和孔的加工方法及切屑余量等参数,制定了三条加工工艺路线,并从中选取了最为合理的一条,该路线计算出时间定额,选取适合的机床和刀具制作相应的工序过程卡片。
本论文针对其中精糛中间大孔这道工序设计了镗床专用夹具。
绘制出机床联系尺寸图表达夹具与机床相对位置关系,绘制加工示意图表达工件定位及镗杆的选择,最后对夹具的定位,夹紧力大小完成整个夹具装配图,并对其中典型零件进行拆画,实现了对夹紧运动作出的分析。
关键词:ZS1105柴油机;加工工艺;镗床夹具;AbstractThis article mainly analyses the process planning of the housing and the design of the special fixture of the ZS1105 diesel engine.it analyses the process methods and the cutting remaining parameter in faces and bore of the housing and constitutes three kinds of the process ways. Chosing the logicaler one of them,which computes the time ration ,chosing the compatible tool and machine tool to make the according working procedure cards.In this paper, for which fine boring among big hole this procedure was designed for boring machine. Contact size machine tools to map out plans expression fixture and machine relative position, drawing processing diagram of the workpiece positioning and boring bar of choice, the final fixture on the location, size of clamping force plans to complete the fixture assembly and spare parts for demolition of a typical painting , And the campaign to clamp analysis.Keywords:ZS1105 diesel engine Processing Technology Modular Machine-tool目录摘要 (I)ABSTRACT (I)1 绪论 (1)1.1序言 (1)1.2夹具简介 (1)1.3本论文主要工作 (2)2.ZS1105柴油机简介 (3)2.1概述 (3)2.2ZS1105柴油机箱体的作用 (3)2.3ZS1105柴油机箱体的技术分析 (3)3 箱体零件工艺设计 (5)3.1零件的分析 (5)3.1.1零件的功用 (5)3.1.2 零件的结构特点 (5)3.1.3 零件的工艺分析 (6)3.2工艺规程设计 (7)3.2.1确定零件生产类型 (7)3.2.2确定零件毛坯的种类和制造方法 (7)3.2.3 工艺方案的制定原则分析 (8)3.2.3.1 组合机床概述 (8)3.2.3.2 组合机床工艺方案制定的影响 (8)3.2.4 组合机床工艺过程确定的原则 (8)3.2.4.1 先面后孔的加工顺序 (8)3.2.4.2 粗精加工分阶段进行 (9)3.2.4.3 工序集中原则 (9)3.2.5定位基准的选择 (10)3.2.5.1 工艺基准选择的原则及注意的问题 (10)3.2.5.2 工艺基准的选择原则 (10)3.2.5.3 粗基准的选择 (10)3.2.5.4 精基准的选择 (11)3.2.6工艺路线的分析 (11)3.3切削用量和时间定额的确定 (13)3.3.1 切削用量的选择原则 (13)3.3.2切削用量和时间定额 (14)4组合机床总体设计—"三图一卡" (29)4.1零件加工工序图 (29)4.1.1被加工零件工序图的作用与内容 (29)4.1.2 绘制零件加工工序图的规定及注意事项 (29)4.2 零件加工示意图 (29)4.2.1 零件加工示意图的作用和内容。
第二章柴油机的总体结构及主要零部件

Pz
(2)气体力引起的机械应力
气缸盖 水冷面为拉应力 触火面为压应力
弯曲应力与缸盖底板半径的平方成正比, 与底板厚度的平方成反比
活塞 活塞顶板在最高燃烧压力作用下 产生很大的弯矩和弯曲应力 水冷面为拉应力 触火面为压应力
燃烧室部件中由气体压力而产生的机械应力 都和最高爆发压力成正比,与部件壁厚成反比
第二节 燃烧室部件
油 环
油环的结构、原理 单刃油环、双刃刮油环
飞溅润滑 做回转运动的曲柄销轴承 把润滑油甩到气缸壁上。
气环的泵油作用
第二节 燃烧室部件
承磨环
作用:专为十字头式活塞与气缸的磨合而设置
第二节 燃烧室部件
活塞杆填料函
作用 防止扫气空气和污油、污物漏入曲轴箱,以免加热和污染曲轴箱滑油,腐蚀曲轴与连杆等部件。 防止曲轴箱中的滑油进到扫气箱中,污染扫气空气
往复回转
活塞 (Piston)
连杆 (Connecting rod)
曲轴 (Crankshaft)
动力和辅助系统
起动系统 (Starting sys.)
燃油系统 (F.O sys)
润滑系统 (L.O sys)
冷却系统 (Cooling sys.)
操纵和控制系统
第一节 柴油机的概述
换气系统
曼/曼恩 B&W
气缸套穴蚀的主要原因:缸套振动
措施:在缸体上安装防腐蚀锌板,或水中加缓蚀剂和防锈油等。
第二节 燃烧室部件
气缸盖的构造
气缸盖的作用、工作条件及要求
气缸盖
气缸盖的类型
作用:组成燃烧室;安装各种阀件-喷油器、气缸起动阀、示功阀、安全阀、 排气阀(四冲程和直流扫气二冲程机)、进气阀(四冲程机);四冲程机布置进、排气道和气阀摇臂机构 工作条件:受螺栓预紧力和缸套支撑反力作用;工作中受燃气高温、高压作用, 冷却水腔受水腐蚀;结构复杂、金属分布 不均匀而产生的应力集中,尤其是阀孔之间的 狭窄区域(鼻梁区)最恶劣 要求:足够的强度和刚度;良好的冷却;可靠的气封和水封;气缸盖上各种阀件的拆装、维护方便;冷却水腔的水垢容易清除。
柴油机曲轴工艺过程及夹具设计
柴油机曲轴⼯艺过程及夹具设计重庆⼤学⽹络教育学院毕业设计(论⽂)柴油机曲轴零件加⼯⼯艺及夹具设计学⽣所在校外学习中⼼江苏张家港校处学习中⼼批次层次专业111 专升本机械设计制造及其⾃动化学号 w11107861学⽣指导教师起⽌⽇期 2013.1.21--2013.4.14摘要曲轴是发动机上的⼀个重要的旋转机件,装上连杆后,可承接活塞的上下(往复)运动变成循环运动。
曲轴主要有两个重要加⼯部位:主轴颈和连杆颈。
主轴颈被安装在缸体上,连杆颈与连杆⼤头孔连接,连杆⼩头孔与汽缸活塞连接,是⼀个典型的曲柄滑块机构。
发动机⼯作过程就是:活塞经过混合压缩⽓的燃爆,推动活塞做直线运动,并通过连杆将⼒传给曲轴,由曲轴将直线运动转变为旋转运动。
⽽曲轴加⼯的好坏将直接影响着发动机整体性能的表现。
曲轴的材料是由碳素结构钢或球墨铸铁制成的,有两个重要部位:主轴颈,连杆颈。
这次毕业设计介绍柴油机曲轴加⼯⼯艺规程及相关夹具的设计,及曲轴的规程制定中遇到问题的分析,经济性分析,⼯时定额,切削⽤量的计算。
同时还介绍曲轴加⼯中⽤到的两套夹具的设计过程。
在⼯艺设计中,结合实际进⾏设计,对曲轴⽣产⼯艺进⾏了改进,优化了⼯艺过程和⼯艺装备,使曲轴的⽣产加⼯更经济、合理。
根据现阶段机械零件的制造⼯艺和技术⽔平,本着以制造技术的先进性,合理性,经济性进⾏零件的形状、尺⼨、精度等级、表⾯粗糙度、材料等技术分析。
并根据以上分析来选择合理的⽑坯制造⽅法,设计⼯艺规程,夹具设计。
关键词:柴油机曲轴⼯艺夹具⽬录中⽂摘要 (I)1.引⾔ (1)2.曲轴的⽣产纲领 (2)3.零件的分析 (2)3.1曲轴的⽤途及⼯作条件 (2)3.2分析零件上的技术要求,确定要加⼯的表⾯ (3)3.3加⼯表⾯的尺⼨和形状精度 (4)3.4尺⼨和位置精度 (4)3.5加⼯表⾯的粗糙度及其它⽅⾯的质量要求 (4)3.6热处理要求 (4)4.曲轴材料和⽑坯的定 (4)4.1确定⽑坯的类型 (4)4.2确定⽑坯的⽣产⽅法 (4)4.3确定⽑坯的加⼯余量 (4)5.曲轴的⼯艺过程设计 (5)5.1粗、精加⼯的定位基准 (5)5.1.1粗加⼯ (5)5.1.2粗加⼯ (5)5.2⼯件表⾯加⼯⽅法的选择 (5)5.3曲轴机械加⼯的基本路线 (5)5.4加⼯余量及⽑坯尺⼨ (6)5.5⼯序设计 (6)5.5.1加⼯设备与⼯艺装备的选择 (8)5.5.2机械加⼯余量、⼯序尺⼨及公差的确定 (9)5.6确定⼯时定额 (11)5.7机械加⼯⼯艺规程卡⽚和机械加⼯⼯序卡⽚ (12)5.7.1机械加⼯⼯艺过程卡⽚ (12)5.7.2机械加⼯⼯序卡⽚ (12)6.柴油机曲轴加⼯键槽夹具设计 (13)6.1.1夹具类型的分析 (13)6.1.2⼯装夹具定位⽅案的确定 (13)6.1.3⼯件夹紧形式的确定 (13)6.1.4对⼑装置 (13)6.1.5分度装置的确定以及补补助装置 (14)6.1.6夹具定位夹紧⽅案的分析论证 (14)6.1.7夹具结构类型的设计 (15)6.2夹具总图设计 (16)6.4绘制夹具零件图 (16)7.结论 (17)8.参考⽂献 (18)1.引⾔曲轴是内燃机中的重要零件之⼀,是承受冲击载荷传递动⼒的关键零件,在内燃机五⼤件(机体、缸盖、曲轴、连杆、凸轮轴)中是最难以保证加⼯质量的零件。
第2章 柴油机的总体结构及主要零部件

第二章 柴油机的总体结构及主要零部件因柴油机是一种往复式压缩发火的内燃机,所以其总体结构及主要零部件都是围绕完成此功能而设置的。
柴油机是推动船舶前进的根本动力设备,了解其结构组成及功能,做好维护管理工作是极其重要的。
统计表明,船用柴油机主要零部件发生的故障占柴油机故障总数的90%左右,而其中近一半的故障又集中发生在燃烧室部件上。
这些故障直接影响柴油机的技术性能指标,与航行安全密切相关。
第一节 柴油机的总体结构概述一、总体结构示意图,如图2-1所示。
二、柴油机的基本组成船用柴油机结构比较复杂,它由许多零件、机构和系统组成。
尽管各柴油机厂商制造的柴油机结构、型号各不相同,但他们在工作原理和总体结构上有很多共同之处。
柴油机主要由以下部件和系统组成:1.主要固定件柴油机的主要固定件由机座、机架、气缸体和气缸盖等组成。
中小型柴油机常将气缸空冷器机座曲轴 机架 十字头 缸套 活塞 活塞杆连杆大端轴承 图2-1 船用柴油机总体结构示意图体和机架做成一体称为机体,并用轻便的油底壳代替机座。
它们构成了柴油机的骨架,支撑着运动件和辅助系统。
2.主要运动件柴油机的主要运动件由活塞、连杆组件及曲轴组成,对于大型低速柴油机还有十字头组件。
活塞的顶部、气缸套的内壁以及气缸盖的底部共同组成了燃烧室空间,既保证了柴油机工作过程的顺利进行,又将活塞的往复运动通过连杆转变为曲轴的回转运动,从而将燃气推动活塞的动力通过曲轴以回转的方式向外传递。
3.动力和辅助系统(1)起动系统起动系统是借助于外力带动曲轴回转,并使其达到一定的转速,由活塞压缩气缸内气体使其具有足够的温度和压力,以实现柴油机的第一次发火燃烧,由静止转入工作状态。
柴油机起动的方式大致有两种:一种是借助于外力矩使曲轴转动起来,如人力手摇起动、电机起动和气马达起动等;另一种是借助于加在活塞上的外力推动活塞使曲轴旋转起来,如压缩空气起动。
目前远洋船舶上的柴油机起动系统普遍采用压缩空气起动系统,它由空气压缩机、主空气瓶、主起动阀、空气分配器、起动控制阀和气缸起动阀组成。
柴油机重工实习报告

一、实习背景随着我国经济的快速发展,重型机械制造行业得到了迅猛的发展。
作为重型机械的重要组成部分,柴油机在能源、交通、建筑等领域发挥着重要作用。
为了更好地了解柴油机的制造工艺和结构特点,提高自身的实践能力,我于20xx年xx月xx日至xx月xx日在某柴油机重工企业进行了为期两周的实习。
二、实习目的1. 了解柴油机的结构、原理及工作过程;2. 掌握柴油机的制造工艺和装配方法;3. 提高动手操作能力和团队合作精神;4. 深入了解企业文化,培养敬业精神。
三、实习内容1. 企业参观在实习的第一天,我们参观了企业的生产车间、研发中心、展厅等场所。
通过参观,我们了解了企业的历史、规模、产品及企业文化。
2. 理论学习在接下来的几天里,我们系统地学习了柴油机的结构、原理、工作过程、制造工艺和装配方法。
课程内容主要包括:(1)柴油机的结构及工作原理;(2)柴油机的零部件及材料;(3)柴油机的制造工艺;(4)柴油机的装配与调试;(5)柴油机的维修与保养。
3. 实践操作在学习了理论知识后,我们开始了实践操作。
主要内容包括:(1)拆卸与装配柴油机零部件;(2)进行柴油机性能测试;(3)学习使用各种工具和设备;(4)了解生产线的操作流程。
4. 团队合作在实习过程中,我们分组进行实践操作,每个小组都由一名工程师带领。
在完成各项任务的过程中,我们互相学习、互相帮助,共同提高了实践能力。
四、实习收获1. 理论知识与实践相结合通过实习,我深刻体会到理论知识与实践操作的重要性。
在理论学习过程中,我学会了柴油机的结构、原理及工作过程;在实践操作中,我掌握了柴油机的制造工艺和装配方法。
2. 提高动手操作能力在实习过程中,我学会了使用各种工具和设备,提高了自己的动手操作能力。
这对于今后的学习和工作具有重要意义。
3. 培养团队合作精神在实习过程中,我与团队成员互相学习、互相帮助,共同完成了各项任务。
这使我深刻认识到团队合作的重要性,并培养了良好的团队合作精神。
柴油机缸体生产工艺流程
柴油机缸体生产工艺流程
一、材料准备阶段
1.采购原材料:选购高品质铸造铁、铝合金等
2.材料检验:对原材料进行化学成分及物理性能检测
3.切割与预处理:根据要求切割和加工原材料
二、模具制造
1.设计模具结构:根据缸体设计图纸制定模具结构
2.制造模具:加工成型模具,确保精度和表面光洁度
三、浇铸
1.熔化金属:将铸造铁或铝合金加热至液态状态
2.浇注模具:将熔化金属注入模具,进行浇铸
四、冷却与固化
1.模具冷却:让铸件在模具内自然冷却
2.铸件固化:待铸件完全凝固,脱模后进行处理
五、后处理
1.砂芯去除:清除铸件表面和内部的砂芯
2.精密加工:对铸件进行精密加工,如铣削、车削等
六、检测与质量控制
1.外观检验:检查铸件表面是否平整、无裂纹等
2.尺寸检测:测量铸件尺寸是否符合要求
七、表面处理
1.清洗处理:清洗铸件表面,去除表面杂质
2.防腐处理:进行防锈处理或喷涂底漆
八、成品入库
1.合格品入库:通过质检合格的铸件存入仓库
2.标识包装:对铸件进行标识和包装,方便管理和运输。
农业机械概论-动力部分-第1章 柴油机

2、构造
一缸上止点记号 定位采用定位销 或不对称螺栓 齿圈在发动机起动 时与起动机齿轮啮 合,带动曲轴旋转。
飞轮边缘部分做的 厚些,可以增大转 动惯量
第三节
• •
换气系统
• • • • • • • • • • • • • • •
•
一、功用 按照发动机工作循环的需要,适时地供给气缸足够量的新鲜充量,及时、安全并 尽可能彻底地排除废气。 二、组成 空气滤清器,进气管,进气歧管,配气机构,排气歧管,排气管,消音灭火器。 三、配气机构 分气门式和气孔式两种。气门式配气机构又有顶置和侧置之分。 1、顶置式配气机构 2、侧置式配气机构 3、气门间隙 (1)何谓气门间隙 当气门处在关闭状态时,气门杆尾端和摇臂端头平面之间(顶置式) 或气门杆尾端与调整螺钉平面(侧置式)之间的距离称为气门间隙。 (2)为何要留气门间隙 给气门受热膨胀留有余地,防止气缸漏气。 (3)留好的气门间隙使用一段时间后为何还需重新调整 4、配气相位 气门从开始开启到关闭终了,这一延续过程的曲轴转角。
(2)连杆杆身
• 通常做成“工"字 形断面,抗弯强 度好,重量轻, 大圆弧过渡,且 上小下大,采用 压力润滑的连杆, 杆身中部都制有 连通大、小头的 油道。
(3)连杆大头
• 连杆大头按剖分面分为平切口和斜切口平切口— —分面与连杆杆身轴线垂直,汽油机多采用这种 连杆。一般汽油机连杆大头的横向尺寸都小于气 缸直径,可以方便地通过气缸进行拆装。 • 斜切口——分面与连杆杆身轴线成30~60°夹角。 柴油机多采用这种连杆。因为,柴油机压缩比大, 受力较大,曲轴的连杆轴颈较粗,相应的连杆大 头尺寸往往超过了气缸直径,为了使连杆大头能 通过气缸,便于拆装,一般都采用斜切口,最常 见的是45°夹角。
船舶柴油机运动件组成及工作原理
船舶柴油机运动件组成及工作原理船舶柴油机是船舶动力的主要来源之一,是一种能耗低、效率高、噪音小的动力装置。
它的核心部件是运动件,由曲轴、连杆、活塞组成。
运动件在柴油机内部的运动是引起燃油燃烧、能量转换和动力输出的主要工作原理。
本文将详细介绍船舶柴油机运动件的组成和工作原理。
一、组成1.曲轴:是柴油机的主要动力传递轴,也是耐受扭矩和弯曲载荷的关键部件。
它是由多根轴承支撑的大型轴类零件。
曲轴是通过连杆和活塞传递发动机的动力,同时曲轴上的偏心块可以驱动凸轮轴,使各个汽缸的气门按照要求的时序开启和关闭。
2.连杆:连接活塞和曲轴的部件,它通过活塞销与活塞连接,通过曲轴销与曲轴连接。
连杆的作用是将活塞的直线运动转换为曲轴的旋转运动,将活塞的动力传递给曲轴。
3.活塞:是柴油机内部的运动部件,它通过曲轴相互协作产生柴油机的动力输出。
活塞的作用是将燃烧产生的高温高压气体转变为机械能,推动连杆进行往复运动,完成柴油机的工作。
二、工作原理柴油机的工作过程主要由进气、压缩、燃烧、排汽四个过程组成。
曲轴、连杆和活塞在柴油机内发生如下运动:1.进气过程当活塞向下运动时,活塞内下端缸腔内的燃油喷嘴向汽缸内喷射空气,使压缩空气被输送到汽缸内。
此时,吸气门已经打开,进气道内充满空气,在活塞下行时,汽缸内的压力也会降低,吸气门随即关闭。
当液体燃料被喷入汽缸内时,经过瞬间高温高压的压缩空气,燃料就燃烧出来,产生高温高压的燃气,从而使活塞推动连杆转动曲轴,完成动力输出。
2.压缩过程压缩过程是指进气行程结束后,活塞向上运动,将喷入汽缸的混合气压缩至一定压力,从而使燃料在燃烧时释放更多的能量。
3.燃烧过程在压缩与加热的作用下,燃料会被点燃并燃烧,燃气通过发动机排气口排出。
活塞下行开始排放废气,同时吸气门逐渐打开,进行第二个进气过程。
以上四个过程交替进行,从而实现船舶柴油机的高效工作。
曲轴、连杆和活塞是船舶柴油机内部动力输出关键部件。
运动不仅仅是单纯的动作,更是转化和传递能量的完美过程。
柴油机制造工艺学课程设计
柴油机制造工艺学课程设计课程设计背景柴油机是一种高效、耐用、可靠的内燃机,广泛应用于交通运输、工程机械、农业机械等领域。
柴油机制造工艺学是研究柴油机各种生产工艺及其质量控制技术的学科,是柴油机制造过程中不可或缺的一环。
本课程设计通过柴油机的实际生产过程,以及对工艺流程和质量控制的介绍,帮助学生更好地掌握柴油机制造工艺学的知识。
课程目标本课程设计旨在掌握柴油机制造中的以下内容:1.柴油机前处理工艺;2.柴油机铸造工艺;3.柴油机零部件加工工艺;4.柴油机总成装配工艺;5.柴油机质量控制。
课程设计内容第一章柴油机前处理工艺柴油机前处理包括铸造前的模具制作和清洁处理两个部分。
1. 模具制作柴油机铸造过程中需要用到模具,在模具制作过程中应考虑铸造工艺的要求和使用寿命等因素。
主要内容包括:•模具材料的选择;•模具结构设计;•模具加工工艺。
2. 清洁处理铸件前必须保证砂型、芯型和模具表面的清洁度,以保证合格的铸件出现率。
清洁处理内容包括:•填充砂型和芯型;•模具表面处理;•清理模具和设备。
第二章柴油机铸造工艺柴油机铸造工艺是指用铸造方法制作柴油机铸件的工艺和技术。
包括:1. 熔炼铸造合金铸造合金一般采用的是球墨铸铁、灰铁、铝合金等。
在熔炼过程中,应根据所需的铸件性能要求和计量准确度要求,精确控制铸造合金的成分和温度。
2. 铸造铸造工艺的主要内容包括:•砂型和芯型制作;•保证浇注系统通畅;•浇注和排气;•铸件的脱模、修烤和清理。
第三章柴油机零部件加工工艺柴油机零部件加工工艺包括铸造件、锻件和毛坯的加工工艺以及各种配件的制作。
主要内容包括:1. 零件的加工工艺铸造件、锻件和毛坯的加工工艺包括:•加工工艺路线的选择和方案设计;•加工工艺参数的确定;•工序顺序的设计;•加工工艺的监控和控制。
2. 配件制作配件制作包括管路、传动、控制等各种配件的制作,主要内容包括:•配件的设计和制图;•配件的制造和安装;•配件的性能测试和质量控制。
基于工作过程的柴油机制造工艺课程开发

作者简介 : 陈培红 (9 2 )女 , 17 一 , 江苏通州人 , 南通航运 职业技术学 院轮机工程系副教授 , 工程师。
18 0
南通航运 职业技术学 院学报
2 1 年 00
专 项 能力所 要求 达 到的水 平进行 描述 , 到能 力标准 。第 四 , 出实现专 项 能 力的知识 、 能 、 度要 求 , 得 提 技 态 将
摘
要 : 油机 制造 工艺是船机 修造 专业的核 心课 程 。文章从课 程开发 思路 、 柴 课程 内容及 实施 评价 等方 面提 出了
以工 作 过 程 为 导 向 的 柴 油机 制 造 工 艺课 程 的 开 发 方案 。 关 键 词 : 作 过 程 ; 程 开 发 方 案 ; 油机 制 造 工 艺 工 课 柴 中 图分 类 号 : K 2 T 46 文献标识码 : A 文 章 编 号 :6 1 8 12 1 ) 1 1 70 17 . 9 (0 0 0 . 0 .3 9 0
合 能力 。第 三 , 据认 知规 律 ( 根 由浅 入深)职业 成长 规律 ( 、 新手叶 合 格一 骨 干一 技术 负 责人 技术 厂 长) 能 及 力要 求 ( 由低 级 的单 一基础 能力- 高 级 的综合 岗位 能力 ) 综合 能力进 行分 析 , ÷ 对 分解 出专 项 能 力 , 将每 一个 并
O 引 言
传 统 课程 重 理论 、 实 践 , 学生 当作 知 识接 收器 、 储器 , 轻 将 存 忽视 了学 生 能力 的 培养 , 导致 学 生不 能较 快 地适 应 岗位 , 足 不 了企业 的要 求 。现 在 的社 会 是 人才 竞 争 的社 会 , 知 识本 位 为 能力 本 位 的课 程 改 革势 满 变 在必 行 。而课 程 改革 的核心 是 课程 的开发 , 程开 发 方案 是 否合 理关 系 到课 程 开发 的成 功 与 否 。本文 从课 课 程开 发 的必 要 性 、 发 思路 、 开 课程 内容及 实施 评 价等 方 面 提 出 了 以工 作过程 为 导 向的柴 油 机 制造 工 艺 课程 的开 发方 案 , 以期 开 发 出 以培养 职 业 能力 为核 心 、 学 内容贴 合 生产 实 际 、 学过 程 与生 产过 程 有机 结 合 的 教 教
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
n (12) 安装喷油泵下体滚轮润滑油管。
n (13) 安装喷油泵回油管。
n (14) 安装喷油器下回油管。
n (15) 把塑料管(回油管)安装在管头上。
n (16) 根据塑料管的位置,安装左、右污油总管和点焊 管卡座(点焊时一定要防止焊豆、焊渣掉入曲轴箱)。
前后端齐平度。此时可通过调整压板和台位支承上的 螺杆去调整油底壳与机体的相对位置,以达到机体、 油底壳前后端的齐平度要求。 n (11) 把紧全部机体、油底壳的联接螺栓,其紧固力矩 应为90N·m。 n (12) 用机体端面齐平度测量工具,复查机体、油底壳 端面的齐平度是否符合要求。
柴油机结构和制造工艺学
n (12) 安装高压油管。如果接头不对中时,应矫正管子直至对中后, 才能把紧接头螺母。
n (13) 检查进油管等各零件,确保油管内无飞边毛刺后,用汽油进 行清洗。
n (14) 安装喷油泵进油管。 n (15) 两侧进油管的前、后端敞口处封上工艺堵。 n (16) 检查调节拉杆上的各夹头装配的夹头串销与喷油泵齿杆未联
柴油机结构和制造工艺学
31安装气门横臂和摇臂轴座
n a. 要求 n (1) 气门横臂两端与同名气门杆顶部结合面应密贴,0.03mm塞尺
不得塞入。 n (2) 紧 固 摇 臂 轴 座 M24×2 的 螺 母 时 其 紧 固 力 矩 应 为 300 ~
450N·m。 n b. 工艺装备和工具 n 气门间隙调整工具,塞尺组,扭力扳手和摇臂轴座吊具等。
n A—喷油泵安装发兰下平面与导套底平面距离。喷油泵的A尺寸一 般约为3mm。
n STPC—当柱塞顶面的供油始点线距进油口上边缘的距离。一般为 3.37mm。
n 喷油泵垫片计算则为=K-0.37mm。
柴油机结构和制造工艺学
n (7) 根据计算的调整垫片厚度计,去选取垫片,其实际厚度用实 表示并作好记录。为了保证调整精度,每缸喷油泵的垫片数量最 多不应超过6片。调整垫片的厚度用0.1、0.15、0.5和1mm等四种 规格。
0.05mm;输出端允许偏差0.1mm。 n b. 工艺装备和工具 n 机体端面齐平度测量工具,导向定位销,刮刀、柴油机吊具和油
底壳吊具等。
柴油机结构和制造工艺学
n c. 步骤 n (1) 核对油底壳与机体配对号钢印是否一致。 n (2) 用油底壳吊具把油底壳吊座在总成装配台位上。 n (3) 用台位四个支承上的调整螺钉去调整油底壳的上平
柴油机结构和制造工艺学
n c. 步骤 n (1) 用工艺螺母压紧各喷油泵下体,使其法兰下平面与
机体结合密贴,0.03mm塞尺不得塞入。 n (2) 按表所列各缸几何供油提前角的相应曲轴转角下,
用螺丝刀把滑块滚轮压靠在凸轮型面上后,再用深度 尺测量出油泵下体滑块顶面到油泵下体法兰的上平面 之深度(即K尺寸),作好记录。 n (3) 根据所测K尺寸的数值与喷油泵A尺寸进行搭配, 一般情况下K尺寸大的应配A尺寸大的喷油泵。 n (4) 按气缸序号记录各喷油泵A尺寸的实际数值。 n (5) 各喷油泵搭配好后,应在其上体方法兰外侧面打出 柴油机序号和气缸序号等钢印。
柴油机结构和制造工艺学
柴油机结构和制造工艺学
16V240ZJD型柴油机喷油泵A尺寸测量示意图
柴油机结构和制造工艺学
n (6) 按下列公式计算喷油泵调整垫片的厚度:
n
=K-(STPC-A)mm
n K—在要求的几何供油提前角时的相应曲轴转角值下,喷油泵下 体滑块的上顶面到下体法兰上平面之深度,mm。
面到支撑机体的支承面,其距离应为2~3mm。 n (4) 用柴油机吊具吊起柴油机,检查机体底面有无碰伤
现象,如有碰伤应予以消除,并用抹布抹净底面,然 后在靠机体前后端的左、右侧的螺纹孔内各拧入一个 导向定位销。 n (5) 座机体。让导向定位销对准油底壳上的相应螺栓孔 后,将机体慢慢地落座在总成装配台的支承面上。注 意!此时机体底面应与油底壳上平面的密封垫之间有 一定的间隙。
油。 n (3) 把O形密封圈(75×3.1)安装在推杆导筒上,密封圈在槽内
不允许有扭曲和绞劲现象。 n (4) 把进、排气推杆装配的O形密封圈外表面涂以适量的机油后安
装在机体上。安装过程中一定要防止O形密封圈被啃切。 n (5) 在进、排气推杆孔内装入弹簧。 n (6) 把法兰密封垫装在各推杆法兰面上。 n (7) 安装进、排气法兰盖并把紧。 n (8) 在喷油泵下体方法兰的外侧面(即装机体上朝外侧的面)打
柴油机结构和制造工艺学
柴油机结构和制造工艺学
n c. 步骤 n (1) 清洗气门横臂并用压缩空气检查其内部油路是否畅通。 n (2) 在气门横臂的导向孔内注入适量的机油后安装在横臂导杆上。 n (3) 用气门间隙调整工具,去调整气门横臂上的调整螺钉,使气
门横臂的两端与同名气门杆顶面密贴,用0.03mm塞尺检查,不 得塞入。 n (4) 用压缩空气检查气缸盖两侧 2–ZG3/8″孔与气缸盖顶面2Ф14H8()孔是否畅通,若有异物必须清除。 n (5) 检查并擦抹气缸盖上部密封垫安装面,然后把密封垫按定位 要求平放在气缸盖上。 n (6) 把45×3.5的O形密封圈放入M36×2–6H的盖螺母底面槽内, 然后将螺母拧靠在最外侧的气缸螺母顶面上。 n (7) 将2-Ф14P6()×17的套管装入气缸盖顶面2–Ф14H8()孔 内。
子。
柴油机结构和制造工艺学
摇臂轴座装配 1–摇臂轴;2–进气摇臂装配;3–摇臂轴座;4–排气摇臂装配;5–螺钉。
柴油机结构和制造工艺学
n c. 步骤 n (1) 装配准备,领取装配零件和有关物料,并检查质量状况。 n (2) 将摇臂轴座中间支承的M10-6H丝攻出。 n (3) 用锉刀和100#砂布去除摇臂轴座及摇臂的棱角与毛刺,并
柴油机结构和制造工艺学
n (6) 取下导向定位销。 n (7) 在油底壳与机体的联接螺栓的螺纹上涂以适量的二
硫化钼后拧入到机体底面的螺纹孔内,并初步把靠。 n (8) 用刮刀把机体油底壳前、后端面的橡胶密封垫铲平。 n (9) 利用机体前后端面的螺柱把上调整压板。 n (10) 用机体端面齐平度测量工具,检查机体、油底壳
n (8) 把选好的调整垫片经过清洗后,安装在相应的喷油泵下体的 法兰面上。
n (9) 按照喷油泵的钢印顺序号,安装各喷油泵。 n (10) 用手拉动各喷油泵齿条,应灵活,无卡滞现象,否则应找出
原因进行处理。 n (11) 用管路压力清洗机清洗高压油管,并用压缩空气检查油路是
否通畅。
柴油机结构和制造工艺学
柴油机结构和制造工艺 学
2020/11/19
柴油机结构和制造工艺学
25油底壳小组装
n (1) 用油底壳吊具把油底壳吊座在整备架或总成装配台位上。 n (2) 安装各种双头螺柱。凡是与油槽贯通的螺纹孔,在拧入螺柱
前,均应在其螺纹部位涂以适量的厌氧胶。 n (3) 检查吹扫(用压缩空气),抹擦油底壳和吸油管。 n (4) 安装吸油管装配。 n (5) 安装各滤网。 n (6) 在放油孔上拧入(不要把紧)ZG2,TB845-84螺堵。 n (7) 安装机油标尺支柱和机油油标尺。 n (8) 安装机体与油底壳联接密封垫,安装时应在密封垫面涂以适
出机型代号、柴油机序号和气缸序号等钢印。
柴油机结构和制造工艺学
n (9) 在喷油泵下体装配各滑动面上注入适量的机油,同 时在O形密封圈表面涂以适量的机油后,按钢印一一装 入相应的孔内。此时要注意:喷油泵下体法兰的标记 线应与机体上的安装孔纵向标记线对准,其偏差不应 大于0.5mm。
n (10) 用柴油清洗喷油泵下体润滑油管。回油管和接头 等,然后用压缩空气检查管路是否畅通。
n (17) 在点焊管卡座处补刷油漆。 柴油机结构和制造工艺学
柴油机结构和制造工艺学
28安装喷油器和上回油管
n (1) 安装气缸盖上喷油器进油管插入处的法兰,但不要把紧。 n (2) 检查喷油器体上的O形密封圈状态,不允许有绞劲现象,并在
O形密封圈外表面涂以适量的机油。 n (3) 在垫圈35×18×2的一端面涂以适量的干油后,套在喷油器头
接前的各部位间隙是否符合要求。 n (17) 把夹头串销插入喷油泵调节齿杆弹簧座后,检查串销端面与
弹簧座的径向间隙。
柴油机结构和制造工艺学
30 摇臂轴座小组装
n a. 要求 n (1) 所有零件组装前必须清洗干净。 n (2) 进、排气摇臂回转动作应灵活。 n (3) 检查摇臂轴不得窜动。 n (4) 检查油路确保畅通无污物。 n b. 工艺装备和工具 n 攻丝铰杠、锉刀、清洗机、清洗筐、装配台、铝棒、检验棒、扳
除锈。 n (4) 将摇臂轴座、进、排气摇臂装配和摇臂轴装入筐内,在清洗
机内清洗10min。清洗液的配比为:清洗剂采用无泡沫型,按6% 比例。清洗液的加热温度为50~60℃。清洗后用压缩空气吹净零 件外表面和油路的铁屑、污物。 n (5) 刷油漆。 n (6) 装进、排气摇臂。 n ① 将摇臂轴配合表面涂少量机油,2-Ф8孔朝下,依次把摇臂 轴、进气摇臂装配、排气摇臂装配装于摇臂轴座中。 n ② 用检验棒检查摇臂轴2-Ф26缺口能否通过。 n ③ 拧紧螺钉,使其紧固摇臂轴不窜动为宜。 n ④ 检查进、排气摇臂,回转动作应灵活。 n (7) 将2-ZG3/8″螺堵缠绕白胶带后,拧靠在摇臂轴两端。 n (8) 用压缩空气从摇臂轴座底面的2-Ф10孔吹入,检查各油路必须 畅通。如有油路堵塞,要解体排除,重装配。
量的黄干油。垫片接口必须采用燕尾联接,而且要求垫片的两端 应伸出油底壳端面3~5mm。
柴油机结构和制造工艺学
柴油机结构和制造工艺学
柴油机结构和制造工艺学
26 机体与油底壳找正把对
n a. 要求 n (1) 机体与油底壳总长尺寸允许按分组选配,每组允差0.1mm。 n (2) 机 体 端 面 与 油 底 壳 端 面 齐 平 度 要 求 为 : 自 由 端 允 许 偏 差