冲压车间场地平面布置图
注册安全工程师(安全生产事故案例分析)模拟试卷16
注册安全工程师(安全生产事故案例分析)模拟试卷16间,另一端为原材料库房,库房内存放了木材、海绵和油漆等物品。
车间与原材料库房用铁栅栏和木板隔离。
搭在铁栅栏上的电线没有采用绝缘管穿管绝缘,原材料库房电闸的熔丝用两根铁丝替代。
第二层楼是包装、检验车间及办公室。
第三层楼为成品库。
第四层楼为职工宿舍。
由于原材料库房电线短路产生火花引燃库房内的易燃物,发生了火灾爆炸事故,导致 17人死亡,20人受伤,直接经济损失80多万元。
请根据上述情景,回答下列问题:1.填空:《安全生产法》第三十四条规定,生产、经营、储存、使用危险物品的车间、商店、______不得与员工宿舍在同一座______内,并应当与员工宿舍保持______。
2.按照《安全生产法》的要求,该厂负责人接到事故报告后应当做什么?不得做什么?3.事故调查组应由哪些部门组成?调查组的主要职责是什么??2.×企业为小型货车生产厂,地处我国华北地区,年产小型货车5万辆,现有职工1100余人。
厂区主要建筑物有冲压车间、装焊车间、涂装车间、钣金车间、装配车间、外协配套库、半成品库和办公楼。
冲压车间设有三条冲压生产线。
库房和车间使用6台5t单梁桥式起重机吊装原材料,装配生产线上设置多台地面操作式单梁电动葫芦和多台小吨位的平衡式起重机,在汽车板材冲压生产线上设置4台大吨位桥式起重机。
车身涂装工艺采用三涂层三烘干的涂装工艺,涂装运输采用自动化运输方式。
漆前表面处理和电泳采用悬挂运输方式,中层涂层和面漆涂装线采用地面运输方式。
生产线设中央控制室监控设备运行状况。
喷漆室采用上送风、下排风的通风方式。
喷漆室外附设有调漆室。
整车总装配采用强制流水装配线。
车身装焊线焊机选用悬挂点焊机、固定焊机、二氧化碳气体保护焊焊机等。
车身装焊工艺主要设备包括各类焊机、夹具、检具、车身总成调整线和输送设备。
车架装焊采用胎具集中装配原则,组合件和小型部件预先装焊好与其他零件一起进入总装胎具焊接线。
PPAP提交资料讲解(31张)

SGMW SQE
概念:PPAP—Production Part Approval Process 生产件批准程序 目的:用来确定供方是否已经正确理解了顾客工程设计记录和规范的所 有要求,并且执行所要求的生产节拍条件下的实际生产过程中,具有持 续满足这些要求的潜在能力。 要求:用于PPAP的产品必须取自重要的生产过程。该过程必须是1小时 到8小时的生产,且规定的生产数量至少为300件连续生产的部件,除非 顾客授权的质量代表另有规定
OTS认可报告
FE认可报告
3C证书
3C模压证书
6、产品工程批准的设计记录:
供方必须具备所有的可销售产品的设计记录,包括:部件的设 计记录; 对于钣金件,需要提交完整的GD&T图---此处原则上是 提交总成件图纸、分零件图纸等,如果分零件图纸是由供应商 负责出图,则图纸要得到SGMW PE签字认可
前门上副铰链 例子:
1、PPAP零件提交保证书:
在圆满完成所有要求的测量和试验后,供方必须在零件提 交保证书上填写所要求的内容,具体见附件
2、OTS批准报告:
最新的OTS批准报告,该报告表明了目前工程认可的最新状态;
3、外观批准报告:
仅对外观件,一般对于钣金件不适用
4、功能评估报告:FE报告 5、3C证书/模压证书:仅适合3C件
如供应商不具有设计责任,则该项填NA
18、过程流程图:
19、PFMEA:
20、GP12控制计划: 21、生产控制计划:
22、工装设备清单 23、量检具及检查辅具清单
24、检具及检查辅具评审检查文件
对于钣金件,一般指:检具A\B表(A\B表只针对总成检 具)+CMM报告+检具操作指导书+检具总成图 原则上要求和23项的“量检具及检查辅具清单”一致
V法铸造基地建设项目环境影响评价变更报告

合肥市田源精铸有限公司V法铸造基地建设项目变更报告合肥市环境保护科学研究所国环评证乙字第2104号二O一四年八月目录1 总论 (1)1.1企业概况 (1)1.2项目由来 (1)1.3建设项目建设情况 (2)1.4变更报告编制依据 (3)1.5评价标准 (4)1.6环境保护目标 (4)2 项目概况 (5)2.1建设项目概况 (5)2.2平面布置 (6)2.3生产规模及原辅材料消耗 (7)2.4主要生产设备 (8)2.5公用工程 (10)3 工程分析 (11)3.1变更前工程分析 (11)3.2变更后工程分析 (16)3.3项目变更前后污染物变化情况比较 (19)4 环境质量现状评价 (20)4.1地表水环境质量现状评价 (20)4.2环境空气质量现状评价 (20)4.3声环境质量现状评价 (20)5 营运期环境影响及对策分析 (22)5.1水环境影响分析 (22)5.2大气环境影响分析 (22)5.3噪声环境影响分析 (24)5.4固体废物 (28)5.5环保投资 (28)6 环境风险分析 (30)6.1源项识别 (30)6.2全厂贮运设施概况 (30)6.3应急预案和防护措施 (30)6.4消防安全措施 (32)7 结论 (33)7.1项目由来 (33)7.2污染源及其防治对策 (33)7.3选址可行性分析 (34)7.4结论 (34)7.5建议 (35)1 总论1.1 企业概况合肥市田源精铸有限公司于2007年8月设立,注册资本1000万元,法人代表孙爱琴,企业性质为民营。
合肥市田源精铸有限公司是以生产各种铸件为主的专业铸造公司,共有三十多年的生产历史,产品畅销省内外多家汽车及工程机械制造厂。
公司设铸造、金工、模压、模具、V法等五个车间,设办公室、销售、技术、质管、生产供应、财务等五部一室,并配备理化试验室。
公司位于合肥市肥西县山南镇,是合肥市重点发展企业之一,肥西县重点工业企业之一及肥西县重点保护单位。
金属压力加工车间设计08 车间平面布置及立面尺寸

8.1.2 车间平面布置内容
设备间距: 1)加热炉到轧机距离:加热炉中心线和轧机中心线相平行;
加热炉中心线和轧机中心线相垂直。
2)轧机机列间的距离:与布置形式和原料种类有关 3)轧机到切断设备的距离:轧件最大长度 + 安放设备和操作长度
8.1.3 车间工艺平面布置
3.车间组成
通常由原料跨,加热炉跨,主轧跨,精整跨和成品跨组 成,外加轧辊、导卫加工跨,有的车间还有专门的主 电机跨。 跨间布置——取决于工艺流程,轧机组成及地形条件 等。 (1)“丁”字形布置:原料与成品跨与主轧跨垂直布 置。
8.1.3 车间工艺平面布置
(2)平行跨布置:原料与成品跨与主轧跨平行布置。
8.1.2 车间平面布置内容
宝钢初轧产线工艺流程
初轧产线工艺流程
钢锭 均热 热火焰清理
钢锭称量 1#初轧 2#初轧
剪切
钢坯称量
板、大方、矩 形材的精整
6VH连轧
飞剪 热锯
冷床冷却
方钢的精整 圆钢的精整
宝钢高线轧制工艺流程
B A O STEEL W ire R od M ill production process flow diagram
C&C剪
C& C Shear
7H 8V 9H 10V 11H 12V
13H 14V
立 活 套 U p loopers
精轧机组 Finishing M ill
2#A 2#B
水箱
W ater Box
C&D剪
C& D Shear
车间平面布置图
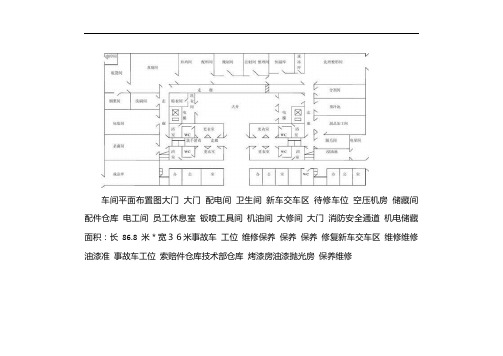
车间平面布置图大门大门配电间卫生间新车交车区待修车位空压机房储藏间配件仓库电工间员工休息室钣喷工具间机油间大修间大门消防安全通道机电储藏面积:长86.8米*宽36米事故车工位维修保养保养保养修复新车交车区维修维修油漆准事故车工位索赔件仓库技术部仓库烤漆房油漆抛光房保养维修布置图是建筑布置图的简明图形形式,用于显示建筑物,结构,设施,设备等的相对平面位置。
绘制布置图的常用方法是平面模型布置法。
根据布置对象的范围,布置图可分为工厂总体布置图,工厂布置图,车间布置图,设备布置图和地下网络布置图。
布局图一般是指平面的空间布局和布置,分为公共空间布局,室内平面布局,绿化平面布局等。
在工程中,布局图通常是指建筑布局的简洁图形形式方案,用于显示建筑物,构筑物,设施,设备等的相对平面位置。
画图方法通常,使用手工图或二维工程图软件来绘制平面图。
常用的CAD版本是cad2007,cad2010和cad2014。
在这里,2007是较早的CAD起草器最主要和最常用的版本。
2010是所有版本中最稳定的版本。
在现有CAD的基础上,CAD 2014与3DMAX更加兼容。
(常用:CAXA,众望CAD,天正CAD,AutoCAD)图纸布局计划的常用方法是平面模型布局方法和空间原理。
分类根据对象的范围,布局计划可以分为总体布局计划,总体布局计划,总体布局计划,总体布局计划,总体布局计划,总体布局计划,总体布局计划,总体布局计划,总体布局计划。
,总体布局计划,总体布局计划,总体布局计划,总体布局计划,总体布局计划单一建筑物布局图,设备布局图和地下网络布局图等国内建筑法目前,国内建筑法对平面布置图的要求是通过增加四个外墙和颜色图来构成建筑物的布置图。
三要素1个比例2方向3图例和笔记参考计划的方向,比例和图例。
确定方向:通常,面对平面图,图的顶部是北,底部是南,左侧是西,右侧是东。
在带有指针的平面中,指向箭头的方向是北。
比例尺:地图上的距离小于地面上的距离的程度。
冲压车间场地平面布置图
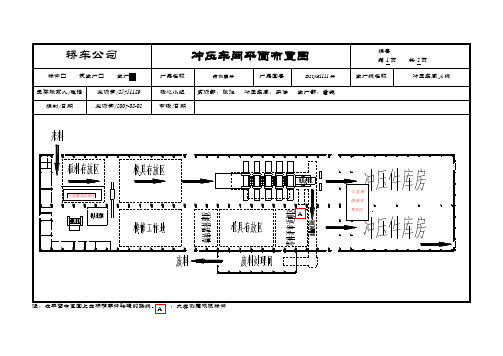
冲压车间平面布置图
编号
第1页 共2页
样件□ 试生产□ 生产□
产品名称
右侧围等
产品图号
D82A61111等
生产线名称
冲压车间A线
主要联系人/电话
左保胥/85751189
核心小组
质保部:张光冲压车间:李伟生产部:董巍
编制/日期
左保胥/2007-08-02
审核/日期
注:在平面布置图上应标明零件转运的路线。:大发侧围极限样件
轿车公司
冲压车间平面布置图
编号
第2页 共2页
样件□ 试生产□ 生产□
产品名称
右侧围等
产品图号
D82A61111等
生产线名称
冲压车间A线
主要联系人/电话
左保胥/85781189
核心小组
质保部:张光冲压车间:李伟生产部:董巍
编制/日期
左保胥/2007-08-02
审
金工车间平面图
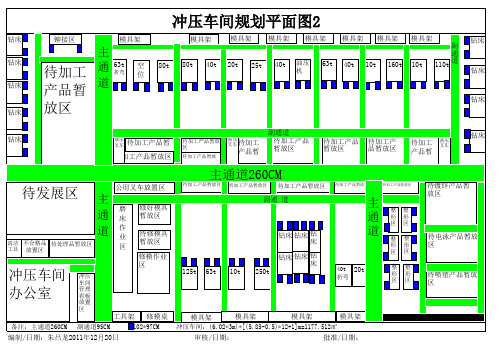
钻床
铆接区
模具架
主
模具架
模具架 模具架 模具架 模具架 模具架 模具架
副 钻床 通
钻床
待加工
通 63t 折弯
空 位
80t
80t
40t 20t
25t
40t 油压 机
63t 40t 10t 160t 10t
110t 道
钻床
钻床 产品暂 道
钻床 放区
钻床
钻床
液压 叉车
待加工产品暂
待加工产品暂放区
放置
区
工具架 修模桌
备注:主通道260CM 副通道95CM
102*97CM
编制/日期:朱吕龙2011年12月20日
主通道260CM
待加工产品暂放区 待加工产品暂放区 待加工产品暂放区
副通 道
钻床 钻床 钻 床
钻床 钻床 钻 床
125t 63t 10t 250t
待加工产品暂放
待加工产品暂放区
主 通 整整
待加工产品暂放 区
待加工产品暂放
液压 叉车
待加工
产品暂
副通道 待加工产品 暂放区
待加工产品 待加工产
暂放区
品暂放区
待加工
液压区
公用叉车放置区
主
通
磨 床
修好模具 暂放区
道作
业
清洁 不合格品 待处理品暂放区 工具 放置区
区
待修模具 暂放区
修模作业
区
冲压车间 冲压
车间
办公室
管理 看板
形形
区区
道 整整 形形 区区
40t 20t
折弯
整整 形形 区区
模具架
模具架
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲压车间平ቤተ መጻሕፍቲ ባይዱ布置图
编号
第2页 共2页
样件□ 试生产□ 生产□
产品名称
右侧围等
产品图号
D82A61111等
生产线名称
冲压车间A线
主要联系人/电话
左保胥/85781189
核心小组
质保部:张光冲压车间:李伟生产部:董巍
编制/日期
左保胥/2007-08-02
审核/日期
轿车公司
冲压车间平面布置图
编号
第1页 共2页
样件□ 试生产□ 生产□
产品名称
右侧围等
产品图号
D82A61111等
生产线名称
冲压车间A线
主要联系人/电话
左保胥/85751189
核心小组
质保部:张光冲压车间:李伟生产部:董巍
编制/日期
左保胥/2007-08-02
审核/日期
注:在平面布置图上应标明零件转运的路线。:大发侧围极限样件