搅拌摩擦焊的焊接工艺评定论文
《2024年3003铝合金搅拌摩擦焊组织与性能研究》范文

《3003铝合金搅拌摩擦焊组织与性能研究》篇一一、引言搅拌摩擦焊(Friction Stir Welding, FSW)是一种先进的固态焊接技术,特别适用于铝合金等轻质材料的连接。
3003铝合金因其良好的塑形、抗腐蚀性和可焊性等优点,在航空、汽车等制造领域中广泛应用。
本文将就3003铝合金搅拌摩擦焊的组织与性能进行详细研究,为优化其焊接工艺、提高焊缝性能提供理论依据。
二、实验材料与方法1. 材料准备实验所采用的3003铝合金材料具有良好的塑性、韧性和耐腐蚀性。
实验前,对材料进行清洗、去氧化皮等预处理。
2. 搅拌摩擦焊实验采用先进的搅拌摩擦焊设备进行实验,设置不同的焊接速度、焊接深度等参数,进行多组实验。
3. 组织与性能分析对焊接后的样品进行切割、磨光、抛光等处理,并利用光学显微镜、扫描电子显微镜(SEM)等设备观察其组织形态。
同时,通过硬度计、拉伸试验机等设备对焊缝的硬度、拉伸性能等进行测试。
三、实验结果与分析1. 焊缝组织观察通过光学显微镜和扫描电子显微镜观察发现,搅拌摩擦焊后的焊缝组织均匀、致密,无明显气孔、裂纹等缺陷。
在焊接过程中,搅拌针的作用使得焊缝金属发生塑性流动,形成细小的晶粒结构。
此外,热力耦合作用下还可能形成少量的硬质颗粒,为提高焊缝性能提供了基础。
2. 焊缝硬度分析实验结果表明,焊缝的硬度高于母材,这是由于焊接过程中材料的塑性流动和晶粒细化作用所导致。
在不同焊接参数下,焊缝的硬度有所差异,但总体上均表现出较高的硬度水平。
3. 拉伸性能测试拉伸试验结果表明,3003铝合金搅拌摩擦焊的拉伸性能良好。
在适当的焊接参数下,焊缝的抗拉强度接近或达到母材的水平。
此外,焊缝的延伸率也表现出较好的水平,说明其具有良好的塑形变形能力。
四、讨论与结论通过对3003铝合金搅拌摩擦焊的组织与性能进行研究,我们发现:1. 搅拌摩擦焊技术能够有效地将3003铝合金连接起来,焊缝组织均匀致密,无明显缺陷。
2. 焊接过程中材料的塑性流动和晶粒细化作用提高了焊缝的硬度,使其具有较高的力学性能。
机械工艺夹具毕业设计146搅拌摩擦焊焊接工装设计论文
第一章绪论搅拌摩擦焊是由英国焊接研究所(The Welding Institute,简称TWI)于1991年提出的一种固态连接方法[1-5],并于1993年和1995年在世界范围内的发达和发展中国家申请了知识产权保护。
此技术原理简单,且控制参数少、易于实现自动化,可将焊接过程中的人为因素降到最低。
搅拌摩擦焊技术与传统的熔焊相比,拥有很多优点,因而使得它具有广泛的工业应用前景和发展潜力。
有关搅拌摩擦焊接头的组织、力学性能(包括断裂、疲劳、腐蚀性能)、无损检测以及工艺参数对焊缝质量的影响等的研究是推广应用搅拌摩擦焊的基础,有关这些方面的研究是这个领域的研究热点。
搅拌摩擦焊技术是90年代发展起来的、自发明到工业应用时间跨度最短和发展最快的一项神奇的固相连接新技术。
截止2002年9月15日,世界范围内得到英国焊接研究所(TWI)搅拌摩擦焊专利技术许可的用户己经有78家,与搅拌摩擦焊技术相关的专利技术有551项[6-8]。
著名的B o e i n g、NASA、 BAE、 HONDA、 GE、HITACHI、MARTIN等公司购买了此项技术,并已大量的在航天、航空、车辆、造船等行业得到成功地应用。
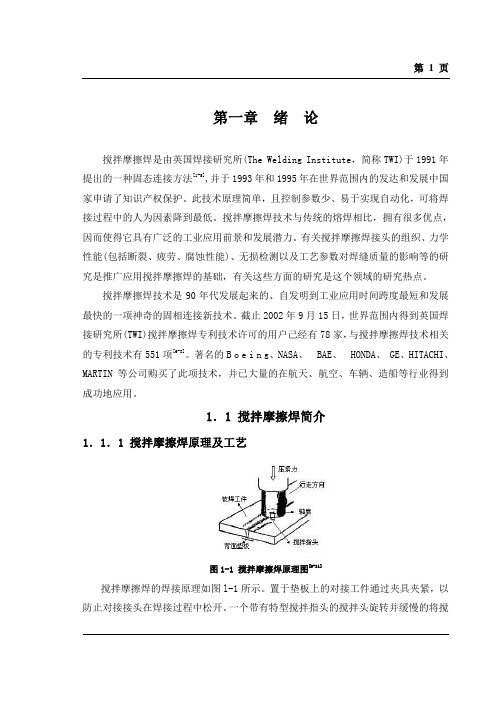
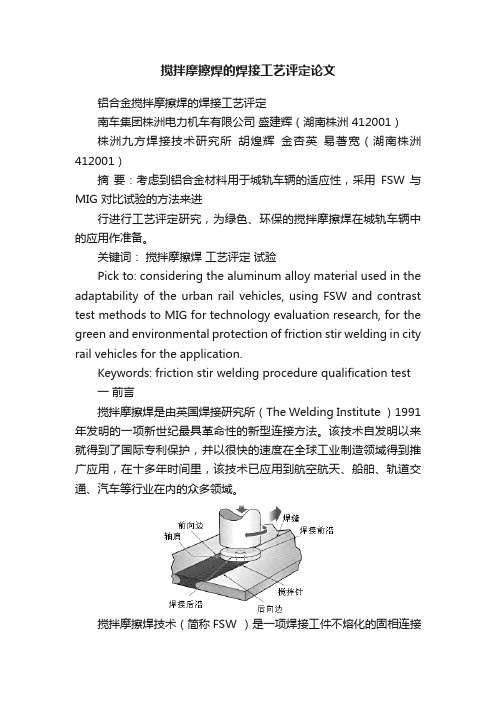
1.1 搅拌摩擦焊简介1.1.1 搅拌摩擦焊原理及工艺图1-1 搅拌摩擦焊原理图[9-11]搅拌摩擦焊的焊接原理如图l-1所示。
置于垫板上的对接工件通过夹具夹紧,以防止对接接头在焊接过程中松开。
一个带有特型搅拌指头的搅拌头旋转并缓慢的将搅拌指头插入两块对接板材之间的焊缝处。
一般来讲,搅拌指头的长度接近焊缝的深度。
当旋转的搅拌指头接触工件表面时,与工件表面的快速摩擦产生的摩擦热使接触点材料的温度升高,强度降低。
搅拌指头在外力作用下不断顶锻和挤压接缝两边的材料,直至轴肩紧密接触工件表面为止。
这时,由旋转轴肩和搅拌指头产生的摩擦热在轴肩下面和搅拌指头周围形成大量的塑化层。
当工件相对搅拌指头移动或搅拌指头相对工件移动时,在搅拌指头侧面和旋转方向上产生的机械搅拌和顶锻作用下,搅拌指头的前表面把塑化的材料移送到搅拌指头后表面。
铝合金搅拌摩擦焊技术研究及应用
铝合金搅拌摩擦焊技术研究及应用铝合金搅拌摩擦焊技术是一种高效、环保的焊接方法,在航空航天、交通运输、轻工制造等领域具有广泛应用前景。
本文将从工艺原理、研究进展、优势与挑战等方面进行分析,全面介绍铝合金搅拌摩擦焊技术的研究及应用。
搅拌摩擦焊是一种非传统焊接方法,它将工件接头通过旋转和外力压合的方式进行连接,并在摩擦热量和塑性变形的作用下实现焊接。
铝合金在搅拌摩擦焊过程中,由于高温和塑性变形,形成了均匀的焊接区域,焊缝强度和密封性良好。
与传统的焊接方法相比,铝合金搅拌摩擦焊具有以下几个优点:首先,搅拌摩擦焊无需外加焊接材料,避免了常规焊接中的焊剂使用和气体保护等问题。
这降低了成本,同时减少了环境污染。
其次,搅拌摩擦焊具有较高的焊接速度和效率。
焊接头变形均匀,焊接时间短,适用于大面积或长尺寸工件的焊接。
第三,搅拌摩擦焊对铝合金的应变硬化效应较小,减少了焊接区域的硬化现象,提高了焊缝的塑性和可靠性。
铝合金搅拌摩擦焊技术的研究进展日益丰富。
首先,针对不同铝合金材料和焊接条件,研究者通过调整焊接参数和其他工艺控制手段,优化焊接质量和性能。
例如,通过控制转速、下压力、摩擦时间等参数,可以实现理想的焊接接合。
同时,研究者还对焊接头几何形状、初始材料状态等因素进行改善和控制,提高焊接接合的可靠性。
其次,近年来,通过引入其他技术手段,如电流、激光、超声等,与搅拌摩擦焊相结合,可以进一步提高焊接接合的强度和质量。
例如,搅拌摩擦挤压焊技术将搅拌摩擦焊与挤压焊结合,对铝合金零件进行焊接加工,获得了良好的焊接接合。
此外,铝合金搅拌摩擦焊技术在实际应用中也取得了广泛成功。
在航空航天领域,搅拌摩擦焊被用于连接飞机结构件、涡轮叶片等零部件,取得了良好的焊接接合效果。
在交通运输领域,搅拌摩擦焊被广泛应用于铁路和汽车制造中。
在轻工制造领域,搅拌摩擦焊技术也被广泛应用于电子设备、电池等领域的制造。
然而,铝合金搅拌摩擦焊技术仍面临一些挑战。
铝合金搅拌摩擦焊工艺研究
目前,该所主要是与航空、航天、船舶、高速列车及汽车等焊接设备制造厂和国际性的大公司联合,以团体赞助或合作的形式(TWI的GSP项目)研究、开发搅拌摩擦焊技术,不断扩大其应用范围。
目前由工业企业赞助的研究项目包括:大厚度铝合金的搅拌摩擦焊、钢的搅拌摩擦焊、钛合金的搅拌摩擦焊、汽车轻型构件的搅拌摩擦焊等。美国的爱迪生焊接研究所(EWI)与TWI密切协作,也在进行FSW工艺的研究。美国的洛克希德。马丁航空航天公司、马歇乐航天飞行中心、美国海军研究年、Dartmuth大学、德国的Stuttgart大学、澳大利亚的Adelaide大学及澳大利亚焊接研究所等都有从不同的角度对搅拌摩擦焊进行了专门研究。
Boeing公司投资几百万美元,制造了用于Delta运载火箭的大型低温燃料容器的大型专用搅拌摩擦焊机,BAE空中客车公司正在对FSW技术进行方法、性能和可行性验证,目的是用来生产中型和大型商用客机,所采用的搅拌摩擦焊机由地处合利伐克斯的GRAWFORD-SWIFT公司制造,据说是欧洲功率最大的焊机。美国ECLIPSE(月蚀)航空公司将利用FSW来制造一架10.86m长、翼展11.88m的中型飞机。公司估计,采用FSW可以将机身壁板上的加强肋、框架的装配时间减少80%,使飞机成本降低为83.7万美元。此飞机的主要结构件、蒙皮等全部采用国际上最新的连接技术――搅拌摩擦焊技术制造,客机的机身基本上全部利用搅拌摩擦焊制造,其中包括飞机蒙皮、翼肋、弦状支撑、飞机地板以及结构件的装配等
1. 2提高飞机制造效率
传统的飞机结构多为机械连接的装配方法,零件多,速度慢,制造步骤复杂,不容易实现生产装配自动化。但搅拌摩擦焊技术在飞机制造领域的应用,可使飞机高成本、大件加工、机械连接方式变为低成本、小件焊接、整体成型结构方式,有效提高了飞机制造装配的效率,缩短了飞机零、部件的制造装配周期。另外,搅拌摩擦焊技术对硬件要求较低,完全可以通过对传统机床设备的改造,或在现有机械设计和加工能力的基础上完成。而且焊接过。目前国外公司已经在数控多坐标铣床和焊接机器人系统上应用搅拌摩擦焊技术,实现搅拌摩擦焊的变截面的空间曲线轨迹的焊接。波音公司已经成功地实现了复杂结构的飞机门的曲线搅拌摩擦焊焊接;另外在战斗机的裙翼上成功地实现了薄板T形接头的搅拌摩擦焊连接,并且进行了相关飞行测试。
搅拌摩擦焊综述范文
一、搅拌摩擦焊的发展现状搅拌摩擦焊(FrictionStir Welding简称FSW)是英国焊接研究所(TWI)于1991年10月提出的发明专利。
搅拌摩擦焊工艺最初主要用于解决铝合金等低熔点材料的焊接,关于搅拌摩擦焊工艺的特点和应用等,TWI进行了较多的研究,并于1993年、1995年分别申请了专利。
TWI主要是与航空航天、海洋、道路交通、铝材厂、焊接设备制造厂等大公司联合,以团体赞助或合作的形式开发这种技术,扩大其应用范围。
美国的爱迪生焊接研究所(Edisonwelding Institute,简称EWI)与TWI密切协作,也在进行FSW工艺的研究。
美田的美国洛克希德·马丁航空航天公司、马歇尔航天飞行中心、美国海军研究所、Dartmouth大学、德克萨斯大学、阿肯色斯大学、南卡罗利纳大学、德国的Stuttgart大学、澳大利亚的Adelaide大学、澳大利亚焊接研究所等都从不同角度对搅拌摩擦焊进行了专门研究。
搅拌摩擦焊工艺是自激光焊接问世以来最引人注目的焊接方法。
它的出现将使铝合金等有色金属的连接技术发生重大变革。
用搅拌摩擦焊方法焊接铝合金取得了很好的效果。
现如今在英、美等国正进行锌、铜、钛、低碳钢、复合材料等的搅拌摩擦焊接。
搅拌摩擦焊在航空航天工业领域有着良好的应用前景。
(1)搅拌头搅拌头的成功设计是把搅拌摩擦焊应用在更大范围的材料和焊接更宽的厚度范围的关键。
下面主要讨论一下搅拌头的发展现状.一般说来,搅拌头包括两部分:搅拌探头和轴肩,而搅拌头的材料通常都采用硬度远远高于被焊材料的材料制成,这样能够在焊接过程中将搅拌头的磨损减至最小。
在初期,搅拌头形状的合理设计是获得良好机械性能焊缝的关键。
关于搅拌头的发展主要集中在两个方面:一个是带螺纹的搅拌头,一个是带三个沟槽的搅拌头。
本质上,这两种搅拌探头都设计成锥体,大大减少了相同半径圆柱体搅拌探头的材料卷出量,一般说来,带三沟槽的搅拌探头减小了70%,而带螺纹的搅拌探头减小了60%。
毕业论文_搅拌摩擦焊焊接工装设计

毕业设计(论文)搅拌摩擦焊焊接工装设计毕业设计(论文)任务书班级学生姓名学号发题日期:年月日完成日期:毕业当年的月日题目搅拌摩擦焊焊接工装设计1、本论文的目的、意义通过对相关资料、文献的查找,获得相关资料,了解搅拌摩擦焊焊接原理及相关工艺,了解搅拌摩擦焊的应用范围,了解搅拌摩擦焊在焊接中的优势,了解搅拌摩擦焊的研究现状和在工业中的应用,以及搅拌摩擦焊的发展前景。
参照搅拌摩擦焊工装设计相关资料,设计一台能焊接焊缝厚度为20mm,焊缝长度为600mm的搅拌摩擦焊实验用焊机。
在写设计说明书的过程中,要求对关键部位的设计写得比较详细、具体,并校核该实验用焊机的各主要部分。
2、学生应完成的任务(1)查阅相关文献资料(2)翻译外文文献一篇(不少于10000外文字符)(3)完成相当于三张0号的设计图(4)论文的书写3、论文各部分内容及时间分配:(共 14 周)第一部分查阅相关资料,设计方案的确认,外文文献的翻译 ( 3周) 第二部分设计搅拌摩擦焊专用焊机,绘制设计图 ( 8周) 第三部分书写论文 ( 2周) 第四部分论文答辩 ( 1周) 第五部分 ( 周) 评阅及答辩 ( 周)备注指导教师:年月日审批人:年月日摘要搅拌摩擦焊技术是90年代发展起来的、自发明到工业应用时间跨度最短和发展最快的一项新型固相连接新技术,公认为是最有前途和最适合航空材料以及结构件制造的工艺方法之一。
由于搅拌摩擦焊焊缝组织均匀、接头力学性能优异,生产过程中安全、无飞溅、无烟尘烟气、无辐射,污染小、成本低等技术优势,因而在许多工业领域获得了广泛应用。
在航天工业中,搅拌摩擦焊工艺在飞行器铝合金结构制造中的推广应用,在国外已显示出强劲的技术创新活力,给传统制造工艺带来了革命性的改造。
随着人们对搅拌摩擦焊技术认识的提高,预计在不远的将来,铝合金、镁合金、锌合金、钛合金等轻金属材料的连接将主要由搅拌摩擦焊来完成,尤其在运载火箭、高速铝合金列车、铝合金高速快艇、全铝合金汽车等项目中搅拌摩擦焊技术将会占主导地位。
2524薄板搅拌摩擦焊工艺研究

2524薄板搅拌摩擦焊工艺研究2524薄板搅拌摩擦焊工艺是极具技术难点的一种焊接工艺。
它主要应用于2524薄板的搅拌摩擦焊,它具有焊接质量高、尺寸稳定等优点,能够满足薄板结构件无损组装、焊接性能满足设计要求的需求。
由此,2524薄板搅拌摩擦焊工艺成为当前焊接应用中的一种重要工艺。
2524薄板搅拌摩擦焊工艺在过去的几十年里有许多研究工作。
在此基础上,本文从2524薄板搅拌摩擦焊工艺的机理、刀具参数等方面,综合分析该工艺的技术特性,完善其技术参数设置,提出其改进方案。
2524薄板搅拌摩擦焊工艺的机理2524薄板搅拌摩擦焊工艺是利用刀具对被焊接板材产生机械振动,产生摩擦力,在摩擦力的作用下,板材之间瞬时产生热电耦合,形成接触线,使表面金属汞化,使被焊接板材之间的接触线冶炼出来,从而形成一个完整的搅拌摩擦焊接点。
2524薄板搅拌摩擦焊工艺的刀具参数2524薄板搅拌摩擦焊工艺的刀具主要有力的参数为夹持力、摩擦转矩、摩擦前压力以及摩擦角度等,其中夹持力可影响板材间的接触度,摩擦转矩可影响板材摩擦力,摩擦前压力可改善极限特性,摩擦角度也可影响摩擦力大小,摩擦前预压力主要影响摩擦前板材间隙,这些参数是影响薄板搅拌摩擦焊质量的关键参数。
2524薄板搅拌摩擦焊工艺的改进2524薄板搅拌摩擦焊工艺的改进主要以提高刀具的耐磨性、减少工艺参数的影响、优化工艺流程、提高焊接强度与抗拉强度等方面进行研究。
首先,可以通过改变刀具材质,采用高强度钛合金、高硬度钨钢等材料制作刀具,使其具有更高的耐磨性;其次,可以采用精确控制工艺参数的方法,精确控制夹持力、摩擦转矩、摩擦角度等参数,从而减少不良焊点的产生;第三,可以优化工艺流程及过程参数,确保工艺的可控性及准确性,保证最终的焊接性能;第四,可以采用铜粉、铜锡等填充材料及金属熔料补强搅拌摩擦焊接处,提高焊接强度与抗拉强度。
综上所述,2524薄板搅拌摩擦焊工艺是一种极具技术难点的焊接工艺,从机理到参数设置,都需要把握精准,才能够满足薄板结构件的无损组装,焊接性能的满足设计要求的要求。
基于ISO 25239-4标准搅拌摩擦焊工艺评定的应用
教育培训基于ISO25239-4标准搅拌摩擦焊工艺评定的应用赵海燕,冯宽,张楠,邓义刚(机械工业哈尔滨焊接技术培训中心,黑龙江哈尔滨150046)摘要:文中以高速动车组车钩面板搅拌摩擦焊为例,按ISO25239-4标准进行焊接工艺评定,在制定pWPS时应选择与实际产品相匹配的接头形式、母材组别及母材厚度。
焊后按标准进行外观检验、拉伸试验、弯曲试验、宏观试验,合格后出具WPQR,并以此为依据颁布用于生产的WPS#ISO25239-4标准中无母材、接头类型及厚度的覆盖范围,实际生产时严格按照WPS中的各项参数进行焊接。
WPS中的参数有任何变化需重新进行焊接工艺评定。
关键词:铝合金;搅拌摩擦焊;ISO25239-4;焊接工艺评定中图分类号:TG47Application of procedure qualification for friction stir welding based on ISO25239-4Zhao Haiyan,Feng Kuan,Zhang Nan,Deng Yigang%Harbiy Welding Training Institute,Harbin150046,Heilongiang,China)Abstract:In this aaicle,the friction stia welding of the couplea panel of the high-speed EMU was taken as an example.The welding procedura was qualified according ta ISO25239-4standard.When prepaang the pWPS, the joint foam,base materiai group and base materiai thickness should be selected ta match the actuai product.Afteo welding,tlie visual test,tensile test,bending test and macroscopic test were corried out according to tlie standard,and WPQR was issued after meeting C c standard,and WPS for production was issued based on this.Thera was no coveraae range of bass material,joint type,or thickness in ISO25239-4standard.In actual production,welding was corned out in sted accordanco with the parametera in WPS.A new welding procedure qualificotion muss be corried out for any changes ta tie parametera in WPS.Key words:aluminum aioy;friction sti welding;ISO25239-4;welding procedura qualification0前言搅拌摩擦焊%Friction ste welding,FSW)是英国焊接研究所于1991年发明的一项固态连接技术[1]#与传统熔焊相比,搅拌摩擦焊在焊接时无焊接烟尘、无污染、热输入低、变形量小、易实现自动化等优点,已成功应用于航空航天、船舶工业、汽车领域、轨道交通等领域(2[3)#特别是在轨道交通领域,搅拌摩擦焊已大量应用于车体及各组成部件,如地铁地板,轻轨侧墙、车顶、裙板,高速列车车钩座板〕等,涉及到的材料有5系、6系、7系铝合金[5]#任何一种焊接方法在应用于生产时必须有合理的焊接工艺规程%Welding procedure specification, WPS)焊接生产,焊接产品#在制WPS之前,焊接工艺需经过工艺验证,以确保焊接接头性能能够满足设计规范或生产需求#焊接工艺评定%Welding procedure qualificotion,WPQ)就是验证焊接工艺的合理性,是对焊接工艺的综合评判,也是评价焊接企业能否生产出符合相应规范的焊接接头的重要依据[6"7打进行焊接工艺评定时,企业可教育培训自行按照标准或规范出具焊接工艺评定报告%Welding procedure qualificetion record,WPQR),也可找第出具WPQR。
《3003铝合金搅拌摩擦焊组织与性能研究》范文

《3003铝合金搅拌摩擦焊组织与性能研究》篇一一、引言随着现代工业的快速发展,铝合金因其轻质、高强、耐腐蚀等特性在航空、汽车、船舶等领域得到了广泛应用。
其中,3003铝合金因其良好的加工性能和中等强度成为了研究的热点。
搅拌摩擦焊(Friction Stir Welding,FSW)作为一种固相连接技术,因其独特的焊接原理和优良的焊接质量,在铝合金的连接中得到了广泛的应用。
本文以3003铝合金为研究对象,对其搅拌摩擦焊的组织与性能进行深入研究。
二、研究内容与方法1. 材料与样品制备实验选用3003铝合金作为研究对象,将其切割成适当大小的板材,并进行表面处理,以消除表面杂质和氧化物,保证焊接质量。
2. 搅拌摩擦焊工艺采用搅拌摩擦焊设备进行焊接,通过调整焊接速度、搅拌头转速、焊接压力等参数,探究不同工艺参数对焊接接头组织和性能的影响。
3. 组织观察与分析利用金相显微镜、扫描电子显微镜(SEM)和透射电子显微镜(TEM)对焊接接头的微观组织进行观察和分析,包括焊缝区、热影响区和母材区的组织结构、晶粒形态、第二相等。
4. 性能测试对焊接接头进行拉伸、硬度、冲击等性能测试,评估其力学性能。
同时,对焊接接头的耐腐蚀性能进行测试,以评估其在不同环境中的使用性能。
三、实验结果与分析1. 焊接接头组织分析通过金相显微镜、SEM和TEM观察发现,搅拌摩擦焊过程中,焊缝区经历了动态再结晶过程,晶粒得到细化。
焊缝区的组织结构与母材区存在明显差异,热影响区的组织也发生了变化。
此外,焊缝区存在第二相颗粒的析出和分布。
2. 力学性能分析拉伸测试表明,3003铝合金搅拌摩擦焊接头的抗拉强度与母材相近,甚至在某些情况下超过母材。
硬度测试显示,焊缝区的硬度略低于母材区,但整体上仍保持较高水平。
冲击测试表明,焊接接头具有良好的冲击韧性。
3. 耐腐蚀性能分析耐腐蚀性能测试表明,3003铝合金搅拌摩擦焊接头在不同环境中的耐腐蚀性能与母材相近,表现出良好的耐腐蚀性。
搅拌摩擦焊工艺参数对焊缝质量的影响

搅拌摩擦焊工艺参数对焊缝质量的影响摘要:自主设计了多种结构的搅拌针,并针对铝合金材料进行焊接工艺实验,分析了焊头形状、旋转速度、焊接速度等对焊缝质量的影响,为进一步研究开发和铝合金零部件生产应用摩擦搅拌焊接技术提供理论和实践依据。
关键词:搅拌摩擦焊;工艺参数随着人们对节能、环保、安全提出更高的要求,铝合金等轻质高强材料的应用获得广泛关注。
所以铝材成为航空航天和现代交通运输轻量化、高速化的关键材料。
轻量化可使飞机和宇航器飞得更高、更快、更远,可使导弹打得更快、更远、更准,可使电动汽车零污染高速行驶,可减少牵引力和节省大量能源,使运输工具既安全又准点[ 1]。
1.试验材料及方法选用轨道客车中空车体及结构件用厚为3mm的铝合金挤压板材,将板材裁剪多组尺寸为600×110mm的母板。
用XD5032A立式升降台铣床作为FSW的设备。
2.试验结果与讨论对于一定形状的搅拌焊头,影响焊缝成型和接头机械性能的主要因素是旋转速度(n)、焊接速度(v)和焊接压力(p)。
2.1.旋转速度对焊缝质量的影响搅拌焊头的旋转速度一定时,若焊接速度较慢,焊缝表面平滑光亮,但在焊缝背面可见到由于局部母材熔化而出现的缩孔。
随着焊接速度的增加,这种缩孔会消失,继续增加焊接速度,焊缝表面的光洁度变差,沿焊缝的横截面将试样切开会发现隧道型缺陷,若焊接速度过快,隧道型缺陷逐渐增大,甚至会在焊缝表面出现沟槽。
采用本实验的搅拌焊头焊接时,将旋转速度定为1500rpm/min,此时,焊接速度若高于35mm/min,会看到焊缝的一侧产生未焊合或在搅拌焊头的后面出现长长的沟槽;当焊接速度低于23.5mm/min时,则焊缝表面发生凹陷或在焊缝某一侧产生切边现象,同时,在焊缝的背面会出现由于过热而形成的缩孔。
当焊接速度在23-40mm/min范围内,焊缝的外观成型较好;拉伸试验结果表明,当焊接速度在35-60mm/min范围内时,焊缝的抗拉强度较高。
《2707双相不锈钢搅拌摩擦焊焊接接头微观组织及性能研究》范文

《2707双相不锈钢搅拌摩擦焊焊接接头微观组织及性能研究》篇一一、引言在当前的金属加工和制造业中,双相不锈钢以其优良的力学性能和耐腐蚀性而受到广泛关注。
2707双相不锈钢作为其中的一种,具有较高的强度和良好的韧性,被广泛应用于石油、化工、海洋工程等重要领域。
然而,在制造和维修过程中,焊接是一个关键环节。
搅拌摩擦焊作为一种新型的固相焊接技术,因其焊接过程中无污染、热输入低等优点,被广泛应用于双相不锈钢的连接。
本文以2707双相不锈钢为研究对象,对其搅拌摩擦焊焊接接头的微观组织及性能进行了深入研究。
二、材料与方法2.1 材料选择实验所使用的材料为2707双相不锈钢,其成分包括铁、铬、镍等元素。
在保证成分的基础上,选取合适的厚度进行焊接。
2.2 搅拌摩擦焊工艺采用搅拌摩擦焊技术对2707双相不锈钢进行焊接。
在焊接过程中,严格控制焊接速度、旋转速度等参数,以保证焊接接头的质量。
2.3 微观组织及性能分析通过金相显微镜、扫描电镜等手段对焊接接头的微观组织进行观察和分析。
同时,采用硬度计、拉伸试验机等设备对焊接接头的力学性能进行测试。
三、结果与分析3.1 微观组织观察通过金相显微镜和扫描电镜观察发现,2707双相不锈钢搅拌摩擦焊焊接接头的微观组织主要由基体、焊核区和热影响区组成。
其中,焊核区经历了动态再结晶过程,晶粒尺寸较小,且分布均匀;热影响区的晶粒则发生了明显的长大和变形。
3.2 力学性能测试硬度测试结果表明,焊接接头的硬度分布呈现出一定的梯度变化,焊核区的硬度较高,热影响区的硬度略低。
拉伸试验结果表明,焊接接头的抗拉强度和延伸率均达到较高水平,表明搅拌摩擦焊对2707双相不锈钢的力学性能具有较好的改善作用。
3.3 分析与讨论搅拌摩擦焊过程中,由于摩擦热的产生和材料的塑性流动,使得焊核区的晶粒得到细化,从而提高了该区域的力学性能。
此外,焊接过程中较低的热输入有效地减少了元素的扩散和蒸发,保证了焊接接头的成分稳定性。
《3003铝合金搅拌摩擦焊组织与性能研究》范文

《3003铝合金搅拌摩擦焊组织与性能研究》篇一一、引言搅拌摩擦焊作为一种先进的固态连接技术,已被广泛应用于各种金属材料领域,其中3003铝合金作为一种具有优良的成形性、可焊性和耐腐蚀性的材料,在工业制造领域具有广泛应用。
本文以3003铝合金为研究对象,探讨其搅拌摩擦焊的组织与性能变化规律,旨在为优化搅拌摩擦焊工艺及提升焊接接头的性能提供理论支持。
二、实验材料与方法本实验所使用的材料为3003铝合金板材,其化学成分、力学性能等基本参数均符合国家标准。
实验过程中,采用搅拌摩擦焊设备进行焊接,并通过对焊接过程中的工艺参数进行优化,如焊接速度、搅拌头转速等,以获得理想的焊接接头。
三、搅拌摩擦焊组织研究1. 焊接接头组织分析通过对焊接接头进行金相显微镜观察,发现搅拌摩擦焊过程中,焊接接头经历了动态再结晶、晶粒破碎与重新排列等过程。
焊接接头的热影响区分为热机械影响区、热影响区和母材区。
其中,热机械影响区为晶粒细化区,晶界处存在一定程度的溶质原子偏聚现象;热影响区则因受热作用而发生不同程度的组织变化。
2. 焊接接头微观结构分析利用扫描电子显微镜和透射电子显微镜对焊接接头进行微观结构分析,发现搅拌摩擦焊过程中产生了大量细小的等轴晶粒,且晶粒尺寸随工艺参数的优化而减小。
此外,焊接接头处存在一定程度的晶界偏析现象,但整体上焊接接头的微观结构较为均匀。
四、性能研究1. 力学性能分析通过对焊接接头进行拉伸试验和硬度测试,发现优化工艺参数后,焊接接头的抗拉强度、屈服强度和延伸率均得到显著提高。
其中,抗拉强度接近母材水平,说明焊接接头的力学性能得到了有效提升。
2. 耐腐蚀性能分析通过电化学腐蚀试验和盐雾腐蚀试验对焊接接头的耐腐蚀性能进行分析,发现优化工艺参数后,焊接接头的耐腐蚀性能得到了显著提高。
这主要得益于焊接过程中产生的细小等轴晶粒和均匀的微观结构,使得焊接接头具有较好的耐腐蚀性能。
五、结论本文通过对3003铝合金搅拌摩擦焊的组织与性能进行研究,得出以下结论:1. 搅拌摩擦焊过程中,焊接接头经历了动态再结晶、晶粒破碎与重新排列等过程,形成细小的等轴晶粒和均匀的微观结构。
搅拌摩擦焊的焊接工艺评定论文
搅拌摩擦焊的焊接工艺评定论文铝合金搅拌摩擦焊的焊接工艺评定南车集团株洲电力机车有限公司盛建辉(湖南株洲 412001)株洲九方焊接技术研究所胡煌辉金杏英易著宽(湖南株洲412001)摘要:考虑到铝合金材料用于城轨车辆的适应性,采用FSW 与MIG 对比试验的方法来进行进行工艺评定研究,为绿色、环保的搅拌摩擦焊在城轨车辆中的应用作准备。
关键词:搅拌摩擦焊工艺评定试验Pick to: considering the aluminum alloy material used in the adaptability of the urban rail vehicles, using FSW and contrast test methods to MIG for technology evaluation research, for the green and environmental protection of friction stir welding in city rail vehicles for the application.Keywords: friction stir welding procedure qualification test 一前言搅拌摩擦焊是由英国焊接研究所(The Welding Institute )1991年发明的一项新世纪最具革命性的新型连接方法。
该技术自发明以来就得到了国际专利保护,并以很快的速度在全球工业制造领域得到推广应用,在十多年时间里,该技术已应用到航空航天、船舶、轨道交通、汽车等行业在内的众多领域。
搅拌摩擦焊技术(简称FSW )是一项焊接工件不熔化的固相连接技术。
该技术是依靠搅拌头的旋转与被焊接材料之间的机械摩擦作用,获得接近但低于材料熔点的焊接温度。
所以搅拌摩擦焊过程中不存在金属熔化,属于一种新型的固相连接方法。
搅拌头是该技术的核心部分,由搅拌针和轴肩两部分组成。
《3003铝合金搅拌摩擦焊组织与性能研究》范文

《3003铝合金搅拌摩擦焊组织与性能研究》篇一一、引言随着现代工业的快速发展,铝合金因其轻质、高强、耐腐蚀等优点,在航空、汽车、轨道交通等领域得到了广泛应用。
其中,3003铝合金作为一种常用的铝合金材料,其焊接性能的优劣直接影响到其在实际应用中的效果。
搅拌摩擦焊作为一种新型的固相焊接技术,具有焊接过程中不产生烟尘、无有害气体排放等优点,在铝合金的焊接中得到了广泛应用。
因此,对3003铝合金搅拌摩擦焊的组织与性能进行研究,对于提高其焊接质量和应用范围具有重要意义。
二、研究内容1. 材料与方法本研究选取了3003铝合金作为研究对象,采用搅拌摩擦焊技术进行焊接。
通过光学显微镜、扫描电镜等手段观察焊接接头的组织结构,并利用硬度计、拉伸试验机等设备测试焊接接头的力学性能。
2. 搅拌摩擦焊组织研究通过对焊接接头的微观组织进行观察,发现搅拌摩擦焊过程中,焊接接头的组织结构发生了显著变化。
焊缝区域的组织由母材的层状结构转变为细小的等轴晶粒,晶粒尺寸明显减小。
同时,焊缝区域的硬度也有所提高。
3. 力学性能分析通过对焊接接头的硬度、拉伸性能等力学性能进行测试,发现搅拌摩擦焊的焊接接头具有较高的强度和良好的塑性。
其中,焊缝区域的硬度分布均匀,且高于母材的硬度。
拉伸试验表明,焊接接头的抗拉强度接近母材的抗拉强度,且具有较好的延伸率。
三、结果与讨论1. 组织结构变化搅拌摩擦焊过程中,由于搅拌针的旋转和摩擦作用,使焊缝区域受到强烈的塑性变形和热循环作用,导致组织结构发生显著变化。
细小的等轴晶粒的形成和硬度的提高,有助于提高焊接接头的力学性能。
2. 力学性能提升原因焊接接头的高强度和良好塑性主要归因于以下几个因素:首先,搅拌摩擦焊过程中产生的热量和塑性变形使焊缝区域得到良好的致密化;其次,细小的等轴晶粒有利于提高材料的强度和韧性;此外,焊接过程中无有害元素的掺入,保证了焊接接头的纯净度和力学性能。
四、结论本研究通过对3003铝合金搅拌摩擦焊的组织与性能进行研究,发现搅拌摩擦焊技术能够使焊缝区域的组织结构得到显著改善,提高焊接接头的硬度和抗拉强度。
《2707双相不锈钢搅拌摩擦焊焊接接头微观组织及性能研究》范文

《2707双相不锈钢搅拌摩擦焊焊接接头微观组织及性能研究》篇一一、引言随着现代工业的快速发展,不锈钢作为重要的工程材料,在航空航天、石油化工、海洋工程等领域得到了广泛应用。
其中,2707双相不锈钢以其优异的耐腐蚀性、高强度和良好的加工性能备受关注。
然而,不锈钢的连接技术一直是一个挑战,特别是对于大厚度或复杂形状的工件。
搅拌摩擦焊(Friction Stir Welding, FSW)作为一种新型固相焊接技术,因其工艺简单、热影响区小、无污染等优点,在不锈钢的连接中得到了广泛应用。
本文以2707双相不锈钢为研究对象,对其搅拌摩擦焊接接头的微观组织及性能进行了深入研究。
二、实验材料与方法本实验选用的材料为2707双相不锈钢,通过搅拌摩擦焊技术进行焊接。
首先,对母材和焊接接头的微观组织进行观察,采用金相显微镜(OM)、扫描电子显微镜(SEM)以及透射电子显微镜(TEM)等手段。
其次,对焊接接头的力学性能进行测试,包括拉伸试验、硬度测试和冲击试验等。
最后,结合金相分析、SEM分析和X射线衍射分析等手段,研究焊接接头的组织演变及性能变化。
三、焊接接头微观组织分析(一)母材微观组织2707双相不锈钢的母材由铁素体和奥氏体两相组成,具有较高的耐腐蚀性和良好的力学性能。
在金相显微镜下观察,母材组织致密,晶粒大小均匀。
(二)焊接接头微观组织搅拌摩擦焊过程中,焊接接头经历了动态再结晶、晶粒长大和相变等过程。
在焊接接头的热影响区,晶粒发生了明显的变化,出现了晶粒细化、亚晶界增多等现象。
在焊缝区,由于搅拌针的作用,晶粒被破碎并重新排列,形成了细小的等轴晶粒。
此外,在焊接过程中还可能发生相变,导致接头中出现新的相。
四、焊接接头性能研究(一)力学性能通过拉伸试验发现,2707双相不锈钢搅拌摩擦焊接接头的拉伸性能与母材相近,具有较高的抗拉强度和延伸率。
硬度测试表明,焊缝区的硬度略高于热影响区和母材,但整体差异不大。
冲击试验结果显示,焊接接头具有较好的冲击韧性。
2024铝合金搅拌摩擦焊研究共3篇
2024铝合金搅拌摩擦焊研究共3篇2024铝合金搅拌摩擦焊研究12024铝合金搅拌摩擦焊研究摘要:随着机械制造行业的不断发展,越来越多的铝合金产品被广泛应用。
搅拌摩擦焊作为一种新兴的接合技术,具有与传统的接合技术相比更加显著的优势。
为了深入探究2024铝合金搅拌摩擦焊的焊接特性,本文开展了一系列实验,分析了焊接热影响区、焊缝组织结构等性能指标。
关键词:2024铝合金,搅拌摩擦焊,焊接特性,金相分析1、引言搅拌摩擦焊技术是一种新兴的固态接合技术,在汽车、航空航天、船舶制造等领域有着广泛的应用。
相较于传统的接合技术,搅拌摩擦焊具有焊接速度快、焊缝强度高、热影响区小等优势,因此备受关注。
其中,铝合金产品的制造领域,搅拌摩擦焊技术也得到了越来越广泛的应用。
2024铝合金是一种常用的高强度铝合金。
它有良好的耐腐蚀性、加工性和低密度等优点,被广泛应用于航空航天、船舶制造等领域。
因此,研究2024铝合金的搅拌摩擦焊技术,具有重要的现实意义和科学价值。
2、实验方法本实验采用了直径为10mm、厚度为2mm的2024铝合金板材作为实验材料。
在实验过程中,我们针对不同的搅拌头转速、焊接速度和夹紧力等参数,开展了一系列的实验测试。
通过实验得出了不同参数下,2024铝合金搅拌摩擦焊的焊接性能指标。
3、实验结果通过对实验结果的分析,我们得出了以下几个结论:(1)随着搅拌头转速的提高,搅拌时间会减少,焊接中的热影响区域也会缩小。
但是,如果转速太高,会导致合金材料的塑性变差,焊接强度反而会降低。
(2)增加焊接速度可以提高焊接效率,但是过快的焊接速度会导致焊缝表面燃烧和氧化,降低焊接强度。
(3)夹紧力对焊接强度的影响非常大。
夹紧力过小,会出现焊缝错位、拉伸断裂等问题,严重影响焊接质量。
夹紧力过大,会增加合金材料的塑性变形,进而影响焊接强度。
(4)通过金相显微镜的观察,我们发现焊接区域的金相组织结构非常致密,焊接区域的显微硬度与母材相近。
双面搅拌摩擦点焊搅拌摩擦点焊剪切力工艺参数论文(精)

双面搅拌摩擦点焊设备及点焊工艺实验研究【摘要】随着铝镁合金在汽车制造业中应用的不断增加,传统的电阻点焊(Resistance Spot Welding,RSW)已不能满足这些低熔点合金的连接,由搅拌摩擦焊(Friction Stir Welding,FSW)演变而来的搅拌摩擦点焊(Friction Stir Spot Welding,FSSW)弥补了电阻点焊的不足,成为轻金属连接的新工艺。
本文在参考现有的搅拌摩擦点焊设备的基础上,根据双面搅拌摩擦点焊的原理,对双面搅拌摩擦点焊试验机结构做了整体设计,并对旋转主轴系统、Z轴进给系统、电机、导轨、丝杠进行了详细的计算,设计与选择。
在Solidworks三维软件中造型及装配,并且制造出了一台满足实验要求的双面搅拌摩擦点焊实验样机。
以2mm厚5052铝合金的双面搅拌摩擦点焊作为研究对象,设计了四因素四水平的正交实验法、单因数实验法,着重研究搅拌头旋转速度、焊接进给量、焊接进给速度及焊接停留时间对点焊接头断面形貌和力学性能的影响。
获得以下主要结论:(1)分析四因素四水平的实验结果可知:搅拌头旋转速度是影响焊点剪切力的四个因素中最主要的因素,其次为进给量、焊接停留时间,最后是焊接进给速度。
(2... 更多还原【Abstract】 With the aluminum-magnesium alloy applicationsin the automotive manufacturing industry continues to increase, the traditional resistance spot welding (RSW) does not satisfy the connectivity of these low melting point alloy by frictionstir welding (FSW)evolved from friction stir spot welding (FSSW) to make up for the lack of resistance spot welding, a new technology of light metal connections.In this paper, reference to an existing friction stir spot welding equipment based on the principle of ... 更多还原【关键词】双面搅拌摩擦点焊;搅拌摩擦点焊;剪切力;工艺参数;【Key words】double-sided friction stir spot welding;friction stir spot welding;static strength;process parameters;摘要4-5Abstract 5第1章绪论9-201.1 课题来源与背景91.2 固态连接技术的发展现状9-121.2.1 搅拌摩擦焊9-101.2.2 搅拌摩擦焊的工艺特点10-111.2.3 搅拌摩擦点焊11-121.3 搅拌摩擦点焊方法12-151.3.1 日本搅拌摩擦点焊技术的研究121.3.2 德国搅拌摩擦点焊技术的研究12-131.3.3 我国搅拌摩擦点焊技术的发展13-151.4 搅拌摩擦点焊研究现状15-191.4.1 点焊工艺参数的研究151.4.2 点焊接头微观组织的研究15-181.4.3 点焊接头力学性能的研究18-191.5 本文的主要研究任务19-20第2章双面搅拌摩擦点焊设备的设计20-482.1 双面搅拌摩擦点焊原理介绍20-212.2 双面搅拌摩擦点焊试验机的整体方案设计21-232.2.1 双面搅拌摩擦点焊试验机的组成部份212.2.2 双面搅拌摩擦点焊试验机的组成部份21-222.2.3 相关参数及要求222.2.4 焊接工作流程22-232.3 双面搅拌摩擦点焊搅拌头的设计23-252.3.1 搅拌头材料的选择232.3.2 搅拌头形状及尺寸的设计23-252.4 点焊夹具结构设计25-272.4.1 焊接工装的作用252.4.2 夹紧装置的组成25-262.4.3 夹紧装置的基本要求262.4.4 夹紧力方向的选择262.4.5 夹紧力作用点的选择26-272.4.6 双面搅拌摩擦点焊夹具设计方案272.5 旋转主轴系统机构的设计27-372.5.1 变频电机的选择27-292.5.2 传动方式的选择29-302.5.3 同步带传动设计30-332.5.4 搅拌头夹持装置的选择33-342.5.5 旋转主轴的设计34-372.6 主轴进给传动系统(Z 轴)的设计37-462.6.1 伺服电机的选择37-382.6.2 导轨的选型与计算38-402.6.3 滚珠丝杠螺母副的选型与计算40-462.6.4 联轴器的选择462.6.5 主轴进给系统的装配462.7 机架的设计46-472.8 双面搅拌摩擦点焊机的装配47-48第3章实验材料与内容48-533.1 实验材料483.2 实验设备48-503.3 实验内容50-533.3.1 正交实验50-513.3.2 单因素实验513.3.3 拉伸实验513.3.4 接头形貌分析51-53第4章双面搅拌摩擦点焊实验结果与分析53-654.1 最佳焊接工艺参数的选择53-544.2 单因素对双面搅拌摩擦点焊接头力学性能的影响54-644.2.1 搅拌头旋转速度对接头力学性能的影响54-574.2.2 焊接停留时间对接头力学性能的影响57-594.2.3 进给量对接头力学性能的影响59-624.2.4 焊接进给速度对接头力学性能的影响62-644.3 本章小结64-65第5章总结、创新与展望65-675.1 总结655.2 展望65-67参考文献。
AZ31镁合金搅拌摩擦焊工艺及组织性能研究
AZ31镁合金搅拌摩擦焊工艺及组织性能研究对轧制态AZ31镁合金进行搅拌摩擦焊试验。
结果表明:n/v在10~25范围内,焊缝表面成形良好,n/v过大或过小焊缝中均会产生缺陷。
焊核区为细小、均匀的等轴晶;热力影响区晶粒局部较细小,有明显的变形;热影响区晶粒粗大;母材晶粒大小不均匀。
焊核区与前进边热力影响区的交汇处,晶粒发生了扭曲,为接头的薄弱环节。
接头抗拉强度最大值为207.2MPa,达母材强度的86.2%。
随着焊接速度的增加,接头抗拉强度先增大后减小。
前言镁合金具有密度小、比强度高、减震性强、易回收等优点,已在汽车、电子通信、国防等领域广泛应用[1]。
采用镁合金结构件可以大大减轻结构重量,降低生产成本。
但镁合金的广泛使用必将面临连接问题,而焊接无疑是其中的一种。
采用传统的焊接方法, 存在诸多问题,如焊缝及近缝区金属易发生过热和晶粒长大、易引起较大的热应力和焊件变形、易产生裂纹、晶粒间组织存在过烧的倾向、焊接时还容易生成氢气孔等,但已有相应的解决措施。
搅拌摩擦焊(FSW)是一种新型的固相连接技术,铝合金的连接应用相对较成熟,应用于其它金属的连接也有研究报道,如镁合金、钛合金、铜合金等,并且在异种金属的连接也有其独特的优势[3]。
目前搅拌摩擦焊已经成功焊接的镁合金包括AZ系(Mg-A1-Zn)、AM系(Mg-A1-Mn)等[4]。
张华等[5]对2.5mm厚热轧态AZ31镁合金进行搅拌摩擦焊试验,试验结果表明, 焊接参数的选择是相互制约的,每一个参数在自己的最佳范围内还需考虑与其他焊接参数的匹配,压入量适中时,最佳旋转速度为600~1180r/min,焊接速度为75~150mm/min,可获得优质的焊接接头。
邢丽等[6]对3mm厚的MB8镁合金进行搅拌摩擦焊试验,发现焊核区晶粒细小均匀,而热影响区的晶粒粗大,其晶粒尺寸甚至大于母材的晶粒尺寸。
熊峰等[7]对板厚为6mm 的AZ31镁合金搅拌摩擦焊接头的断裂机制进行了研究,结果表明热影响区晶粒粗大且分布不均,显微硬度最低, 是焊接接头的薄弱环节,接头最高拉伸强度可达到母材的92.7%,断裂多发生在热影响区。
6xxx系铝合金材料中厚板搅拌摩擦焊工艺研究
6xxx系铝合金材料中厚板搅拌摩擦焊工艺研究林若琛 徐汉斌武汉理工大学 湖北 武汉 430070摘 要 为了获取6xxx系铝合金材料中厚板搅拌摩擦焊的最佳工艺参数,在不同的参数下对10mm厚6xxx铝合金中厚板进行搅拌摩擦焊接进行了实验对比研究,确定出最佳工艺参数:搅拌头旋转速度800r/min、焊接速度100mm/ min、搅拌头仰角3o。
经过对焊接接头显微组织与力学性能的分析:抗拉强度平均值为319MPa,达到了母材的84.8%,伸长率平均为11.3%;断口形貌均为韧窝型断口,断裂性质属于韧性断裂;焊缝中心的显微硬度达到50HV,焊缝中心到母材之间存在软化区,硬度最低为45HV,焊接接头质量良好。
文章针对铝合金搅拌摩擦焊工艺展开研究,为其在工业生产应用中提供了重要工程实践参考。
关键词 搅拌摩擦焊;6xxx铝合金;焊接工艺;显微组织Research on Friction Stir Welding Process of Medium and Thick Plates of 6xxx Series Aluminum Alloy MaterialsLin Ruo-chen, Xu Han-binWuhan University of Technology, Wuhan 430070, Hubei Province, ChinaAbstract In order to obtain the best process parameters of friction stir welding of medium and thick plates of 6xxx series aluminum alloy materials, the friction stir welding of 10-mm-thick 6xxx aluminum alloy medium and thick plates is experimentally compared under different parameters, and the best process parameters are determined: the rotation speed of the mixing head is 800 r/min, the welding speed is 100 mm/min, and the elevation angle of the mixing head is 3°. After the analysis of the microstructure and mechanical properties of the welded joint, the average tensile strength is 319 MPa, reaching 84.8% of the base material, and the average elongation rate is 11.3%. The morphology of the fractures are nest fractures,and the fracture nature is ductile fractures; The microhardness of the welding seam reaches 50 HV, there is a softening zone between the welding seam and the base material, the minimal hardness is 45 HV, and the quality of the welded joint is good. This paper studies the friction stir welding process of aluminum alloy, which provides an important engineering practice reference for its industrial production application.Key words friction stir welding; 6xxx aluminum alloy; welding process; microstructure引言随着时代的发展,轻量化的材料开始不断取代较重的传统钢铁材料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝合金搅拌摩擦焊的焊接工艺评定南车集团株洲电力机车有限公司 盛建辉(湖南株洲 412001)株洲九方焊接技术研究所 胡煌辉 金杏英 易著宽(湖南株洲 412001)摘 要:考虑到铝合金材料用于城轨车辆的适应性,采用FSW 与MIG 对比试验的方法来进行进行工艺评定研究,为绿色、环保的搅拌摩擦焊在城轨车辆中的应用作准备。
关键词: 搅拌摩擦焊 工艺评定 试验Pick to: considering the aluminum alloy material used in the adaptability of the urban rail vehicles, using FSW and contrast test methods to MIG for technology evaluation research, for the green and environmental protection of friction stir welding in city rail vehicles for the application.Keywords: friction stir welding procedure qualification test一 前言搅拌摩擦焊是由英国焊接研究所(The Welding Institute )1991年发明的一项新世纪最具革命性的新型连接方法。
该技术自发明以来就得到了国际专利保护,并以很快的速度在全球工业制造领域得到推广应用,在十多年时间里,该技术已应用到航空航天、船舶、轨道交通、汽车等行业在内的众多领域。
搅拌摩擦焊技术(简称FSW )是一项焊接工件不熔化的固相连接技术。
该技术是依靠搅拌头的旋转与被焊接 材料之间的机械摩擦作用,获得接近但低于材料熔点的焊接温度。
所以搅拌摩擦焊过程中不存在金属熔化,属于一种新型的固相连接方法。
搅拌头是该技术的核心部分,由搅 拌针和轴肩两部分组成。
焊接过程中,搅拌头高速旋转,搅拌针深入到工件内部,轴肩紧压在工件表面(保持一定的压入量)。
高速旋转的搅拌头与工件之间摩擦,产生大量的摩擦热。
由于摩擦热的作用以及搅拌头的粉碎、挤压作用,搅拌头周围金属在焊接过程中将发生严重的热塑性变形,从而释放大量的塑性变形能。
在摩擦热及塑性变形能的综合作用下,接头金属实现塑性流动并扩散连接,如图1。
搅拌摩擦焊技术作为一种全新的焊接技术,拥有诸多独特的优点,对于轻金属材料(如铝、铜、锌等)的连接在焊接方法、力学性能和生产效率上具有其他焊接方法不可比拟的优越性。
搅拌摩擦焊焊缝接头具有优良的力学性能和小的焊接变形,焊接过程中不需要添加保护气和焊丝,没有熔化、烟尘、飞溅及弧光,是一种环保型的新型连接技术。
比较适合我公司铝合金城轨车辆的焊接,。
为此,针对城轨车辆常用铝合金材料,进行工艺评定研究,为图1 搅拌摩擦焊工作原理搅拌摩擦焊在城轨车辆中的应用作好技术储备。
二项目简介和试验方案采用FSW焊与MIG焊对比性试验的方法来进行“搅拌摩擦焊工艺评定”。
由于GZL3和SPL2地铁车辆铝合金现用MIG焊进行焊接,已有符合质量要求的性能标准,因此,FSW焊的接头工艺性能试验应采用以MIG焊接头工艺性能试验数据为标准,两者相比较进行工艺评定,才能反映出搅拌摩擦焊接头性能较之MIG焊接头性能的优劣。
其中:1. 已做过MIG焊接头工艺性能评定的项目,只要做相同工件、相同材料、相同规格的FSW焊的接头工艺性能试验,然后与MIG焊接头性能进行比较,得出FSW焊工艺性能评定。
2. 未做过MIG焊接头工艺性能评定的项目,则要同时做相同工件、相同材料、相同规格的MIG焊接头性能试验和FSW焊的接头工艺性能试验,然后两者接头性能进行比较,得出FSW焊工艺性能评定。
根据生产应用和技术需求综合考虑,确定本次采用对接接头进行焊接工艺评定。
评定材料选用城轨车辆常用的5083,6082及6005型材。
试件尺寸均为365×150。
其试件编号见表1。
每组材料有6或10个试件,以保证能优化出搅拌摩擦焊焊接工艺参数。
每种材料均进行优化试验来确定焊接工艺参数。
用优化后的FSW参数进行试板焊接;然后做X-射线检验和着色检验、金相检验和力学性能试验。
表1 优化试验搅拌摩擦焊焊接试件编号材质板厚/mm 编号5083 3 01 02 03 04 05 06 07 08 09 106082 6 11 12 13 14 15 16 17 18 19 206082 10 21 22 23 24 25 26 27 28 29 30 6082+5083 6 31 32 33 34 35 36 37 38 39 40 6005A 3 41 42 43 45 47 48三、焊接工艺试验1.将试件对接边边缘的毛刺及油污擦净,将试件在工作台上装夹好。
两端必须夹紧,防止焊接时涨开。
2.先进行焊接工艺参数的优选,然后按照选定的工艺参数进行试件的焊接。
优选后的试件编号见表2。
表2 搅拌摩擦焊优化取样后的焊接试件编号材质板厚/mm 编号5083 3 08 09 106082 6 11 12 206082 10 27 296082+5083 6 31 39 40 6005A 3 47 483.优化后的焊接工艺参数搅拌摩擦焊焊接工艺参数有:(1)搅拌头的选择(2)工艺参数的选择1)搅拌头的旋转速度;2)搅拌头的焊接速度;3)轴肩的压紧力。
这些技术参数取决于焊接母材的材质、板厚,决定了焊接过程中搅拌头周围产生的热量,并且直接影响到焊缝的组织和性能。
本试验优化后的焊接工艺参数见表3。
表3 优化后的焊接工艺参数:材质编号板厚/mm 转速/min 进给速度/mm/min搅拌头直径/mm 压力角5083 08纵向 2.90/2.90 1000 1203 1º09纵向 2.90/2.90 1000 14010横向 2.90/2.90 1000 1206082 11纵向 6.06/6.06 400 606 2º12纵向 6.08/6.08 300 6020横向 6.00/6.00 400 606082 27横向10.34/10.36 180 3010 3º29纵向10.4/10.34 180 306082+5083 31纵向 6.08/6.24 600 606 2º39横纵 6.00/6.24 800 8040横纵 6.00/6.24 600 60型材6005A 47 3.02/3.02 1000 723 1º4.焊接检验对以上试件分别取样进行了外观检验、无损探伤、力学性能试验和金相检验,试样编号见表4。
外观检验、无损探伤检验结果见表5。
宏观金相、拉伸、弯曲和冲击试验结果见表6。
微观金相检验结果见。
表4 搅拌摩擦焊X检验、力学性能、金相、冲击检验编号表材质/板厚/mm X检验拉伸试验弯曲试验金相检验/点硬度冲击试验正弯背弯宏观检验微观检验1 2 35083 (3)08 08-11 08-13 08-21 08-23 08-22 08-24 08-31 08-33 08-3109 09-11 09-13 09-21 09-23 09-22 09-24 09-31 09-33 09-3110 10-11 10-13 10-21 10-23 10-22 10-24 10-31 10-33 10-316082 (6)11 11-11 11-13 11-21 11-23 11-22 11-24 11-31 11-33 11-3112 12-11 12-13 12-21 12-23 12-22 12-24 12-31 12-33 12-31 20 20-11 20-13 20-21 20-23 20-22 20-24 20-31 20-33 20-316082 (10)27 27-11 27-13 27-21 27-23 27-22 27-24 27-31 27-33 27-31 27-1 27-2 27-3 29 29-11 29-13 29-21 29-23 29-22 29-24 29-31 29-33 29-31 29-1 29-2 29-36082+ 5083 (6)31 31-11 31-13 31-21 31-23 31-22 31-24 31-31 31-33 31-3139 39-11 39-13 39-21 39-23 39-22 39-24 39-31 39-33 39-3140 40-11 40-13 40-21 40-23 40-22 40-24 40-31 40-33 40-316005A (6)47 47-31 47-33 47-3148 48-31 48-33 48-31表5 搅拌摩擦焊外观检验、无损探伤结果汇总表:铝板型号试件编号外观检验无损探伤焊缝厚度/mm压痕深度/mm粗超度渗透探伤X探伤5083 (公称尺寸3mm,压力角1º)08纵向2.86/2.8150.045 12.5 合格合格09纵向2.88/2.830.05 12.5 合格合格10横向2.96/2.9070.053 12.5 合格合格6082 (公称尺寸6mm,压力角2º)11纵向6.00/5.9570.043 12.5 合格合格12纵向6.00/5.790.21 12.5 合格合格20横向6.00/5.8770.123 12.5 合格合格6082 (公称尺寸10mm,压力角3º)27横向10.4/10.1180.282 12.5 合格合格29纵向10.4/9.9270.473 12.5 起弧处长50mm过透合格6082+5083 (公称尺寸6mm,压力角2º)31纵向6.08/6.0770.003 12.5 收尾处40mm长未焊透合格39横纵6.2/6.0970.103 12.5 合格合格40横纵6.2/6.0330.167 12.5 中间50mm长未焊透合格型材6005A(公称尺寸3mm,压力角1º)47 12.5表6 搅拌摩擦焊拉伸、弯曲和冲击检验及宏观金相试验结果汇总表试验结果拉伸(MPA)弯曲冲击(焦耳)宏观金相硬度正弯背弯母材热影响区焊缝材质板厚(mm )及试件编号5083(3)08-11291. 9 08-21180 08-2218008-31无缺陷08-13289.3 08-23180 08-2418009-11288.4 09-21180 09-2218009-31无缺陷09-13272.8 09-23180 09-2418010-11290.3 10-21180 10-2218010-31无缺陷10-13294.7 10-23180 10-241806082(6)11-11199.1 11-21180 11-2218011-31无缺陷11-13200.7 11-23180 11-2418012-11196.5 12-21180 12-2218012-31无缺陷12-192.1 12-180 12-18013 2324 20-11 204.3 20-21 180 20-22 180 20-31 无缺陷 20-13200.8 20-23 180 20-24 1806082(10) 27-11 180.6 27-21 180 27-22 40 27-1 38.527-31 无缺陷 27-33 71.27 53.60 49.99 27-13 175.7 27-23 180 27-24 2427-2 36.0 27-3 35.0 29-11 177.0 29-21 180 29-22 180 29-1 42.0 29-31无缺陷 29-3169.1152.1949.9129-13175.8 29-23 180 29-24 3529-2 43.0 29-3 45.06082+ 5083 (6) 31-11 208.0 31-21 66 31-22 152 31-31 无缺陷 31-13208.8 31=23 102 31-24 152 39-11 178.6 39-21 50 39-22 180 39-31 无缺陷 39-13 163.7 39-23 42 39-24 38 40-11 208.4 40-21 150 40-22 180 40-31 无缺陷 40-13试验失效 40-23 132 40-24 151 6005(3)47-31无缺陷微观金相检验结果见微观金相图(例举)。